Способы увеличения деформационной способности без разрушения сварочного соединения и определения геометрии сварочного соединения, система сваренных трубчатых элементов и устройство для определения геометрии сварочного соединения
Номер патента: 13206
Опубликовано: 30.04.2010
Авторы: Сисак Уилльям Дж., Макиа Марио Л., Папка Скотт Д., Миннаар Карел







Формула / Реферат
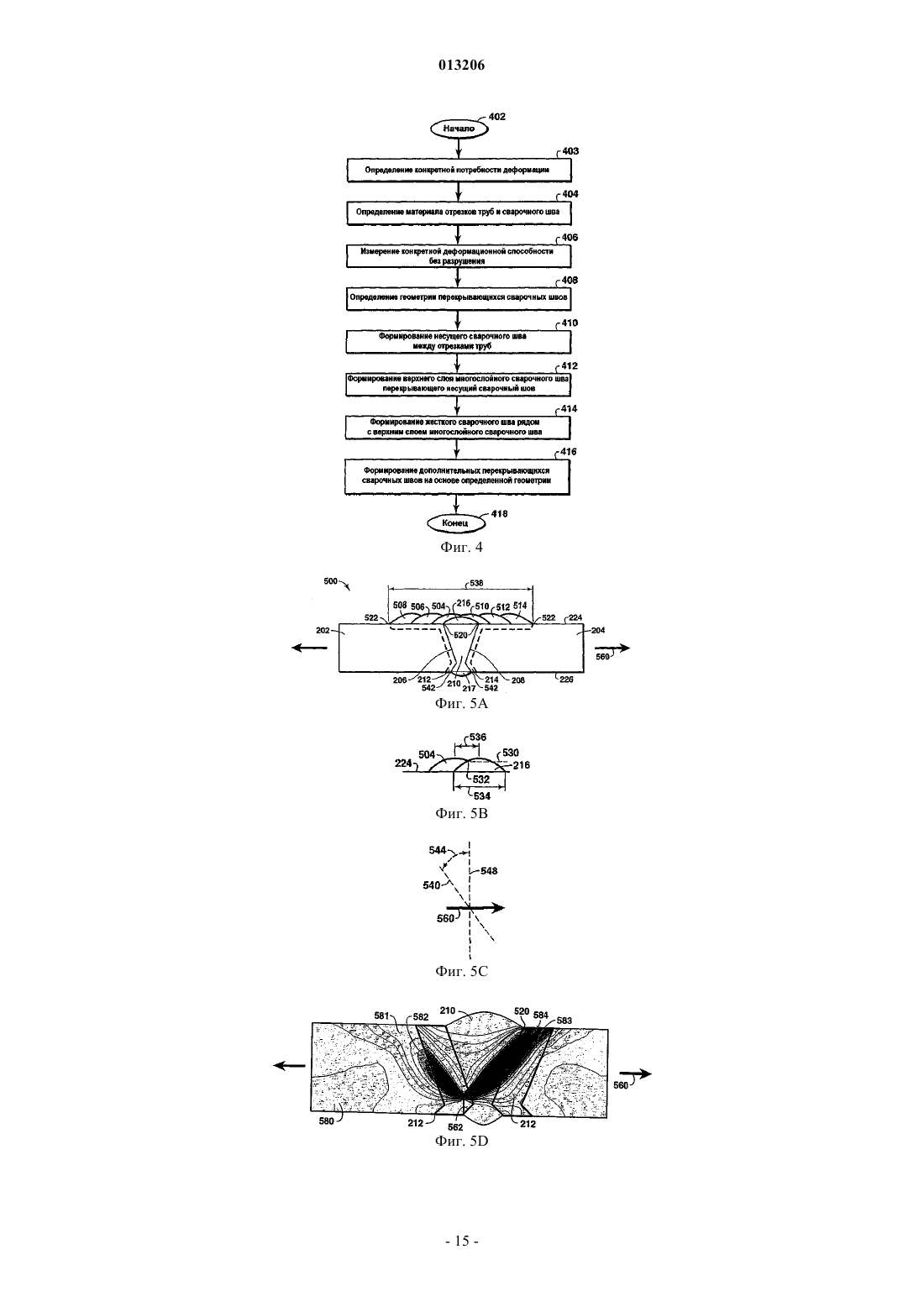
1. Способ увеличения деформационной способности без разрушения сварочного соединения, содержащий следующие этапы:
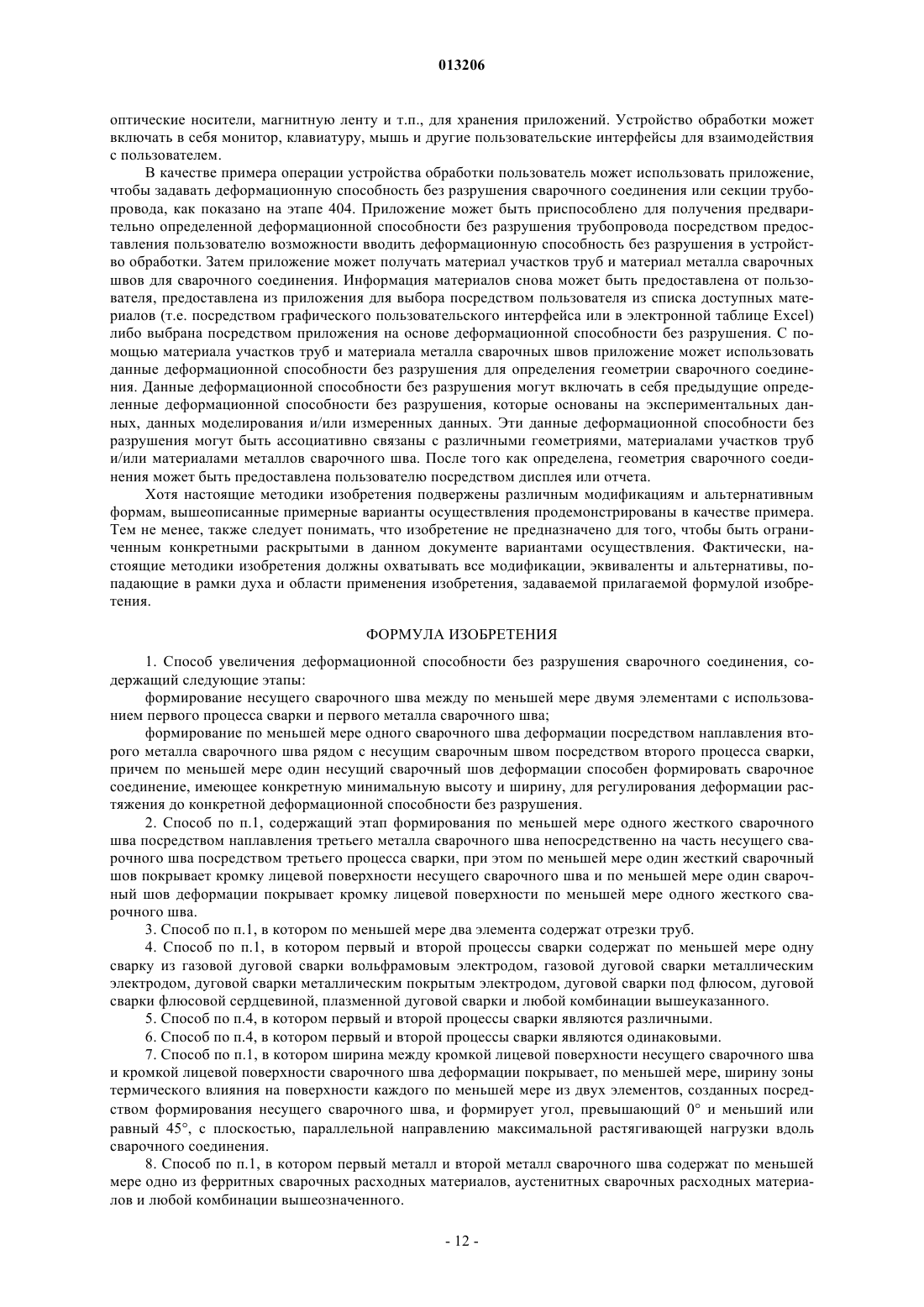
формирование несущего сварочного шва между по меньшей мере двумя элементами с использованием первого процесса сварки и первого металла сварочного шва;
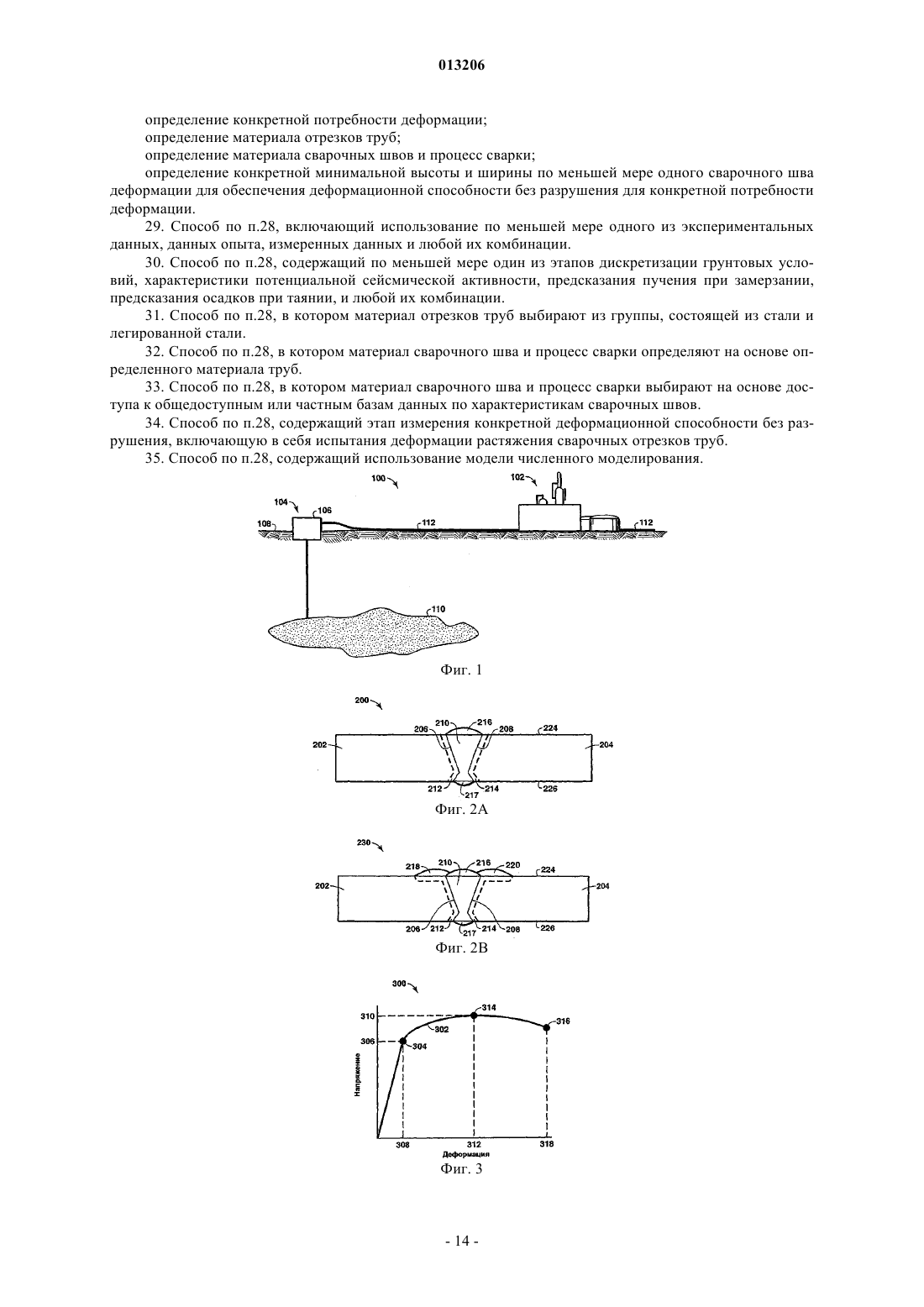
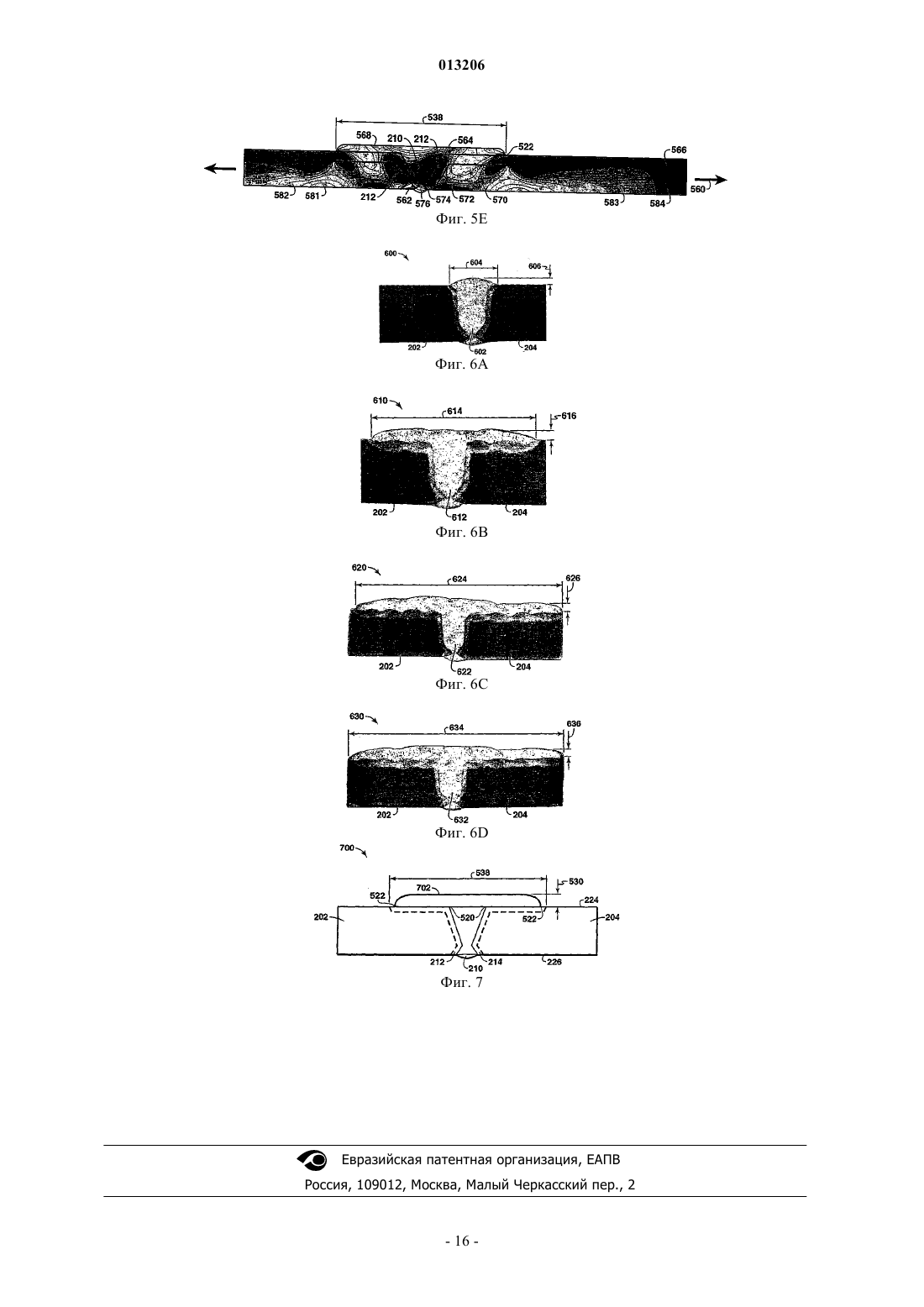
формирование по меньшей мере одного сварочного шва деформации посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом посредством второго процесса сварки, причем по меньшей мере один несущий сварочный шов деформации способен формировать сварочное соединение, имеющее конкретную минимальную высоту и ширину, для регулирования деформации растяжения до конкретной деформационной способности без разрушения.
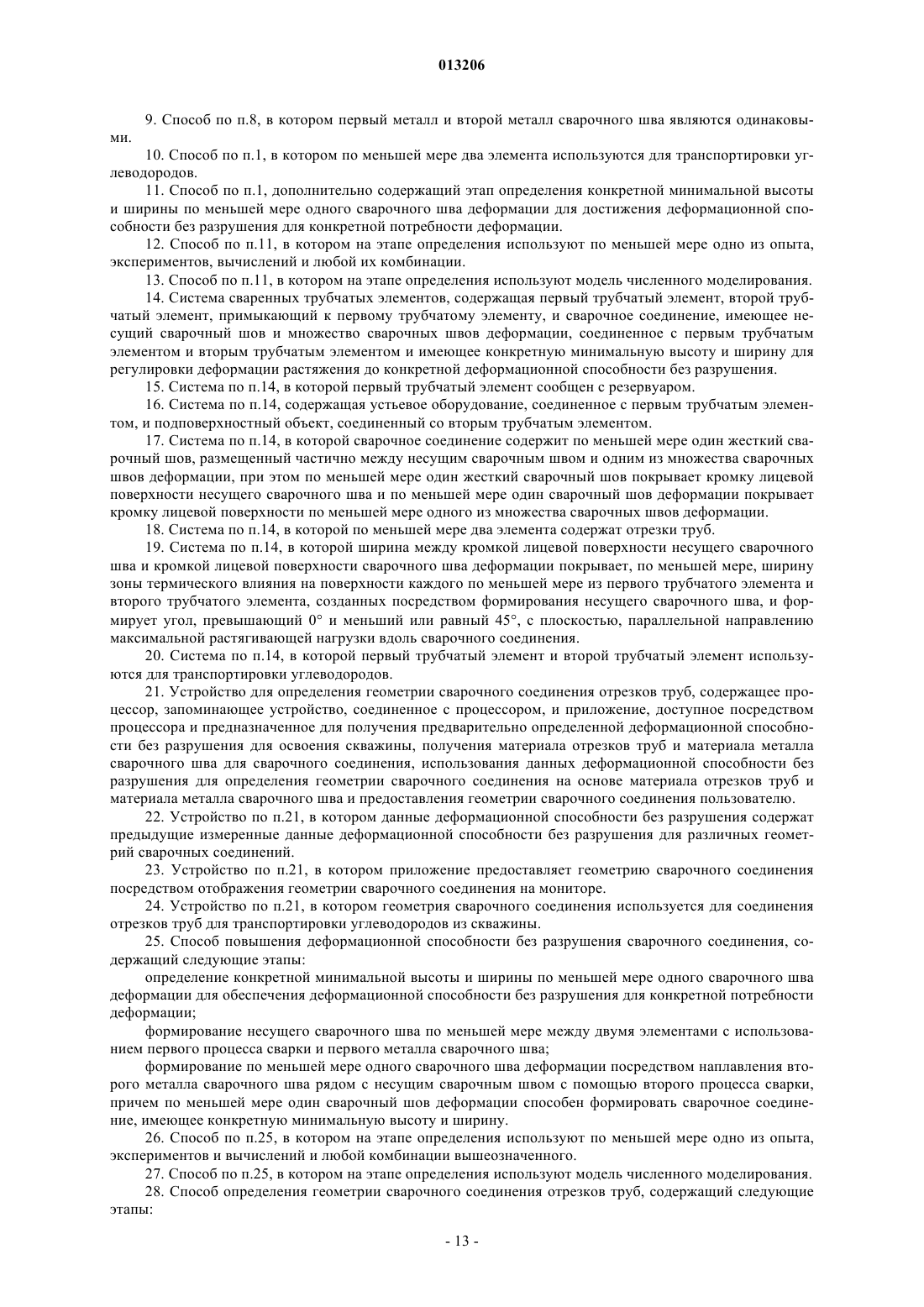
2. Способ по п.1, содержащий этап формирования по меньшей мере одного жесткого сварочного шва посредством наплавления третьего металла сварочного шва непосредственно на часть несущего сварочного шва посредством третьего процесса сварки, при этом по меньшей мере один жесткий сварочный шов покрывает кромку лицевой поверхности несущего сварочного шва и по меньшей мере один сварочный шов деформации покрывает кромку лицевой поверхности по меньшей мере одного жесткого сварочного шва.
3. Способ по п.1, в котором по меньшей мере два элемента содержат отрезки труб.
4. Способ по п.1, в котором первый и второй процессы сварки содержат по меньшей мере одну сварку из газовой дуговой сварки вольфрамовым электродом, газовой дуговой сварки металлическим электродом, дуговой сварки металлическим покрытым электродом, дуговой сварки под флюсом, дуговой сварки флюсовой сердцевиной, плазменной дуговой сварки и любой комбинации вышеуказанного.
5. Способ по п.4, в котором первый и второй процессы сварки являются различными.
6. Способ по п.4, в котором первый и второй процессы сварки являются одинаковыми.
7. Способ по п.1, в котором ширина между кромкой лицевой поверхности несущего сварочного шва и кромкой лицевой поверхности сварочного шва деформации покрывает, по меньшей мере, ширину зоны термического влияния на поверхности каждого по меньшей мере из двух элементов, созданных посредством формирования несущего сварочного шва, и формирует угол, превышающий 0° и меньший или равный 45°, с плоскостью, параллельной направлению максимальной растягивающей нагрузки вдоль сварочного соединения.
8. Способ по п.1, в котором первый металл и второй металл сварочного шва содержат по меньшей мере одно из ферритных сварочных расходных материалов, аустенитных сварочных расходных материалов и любой комбинации вышеозначенного.
9. Способ по п.8, в котором первый металл и второй металл сварочного шва являются одинаковыми.
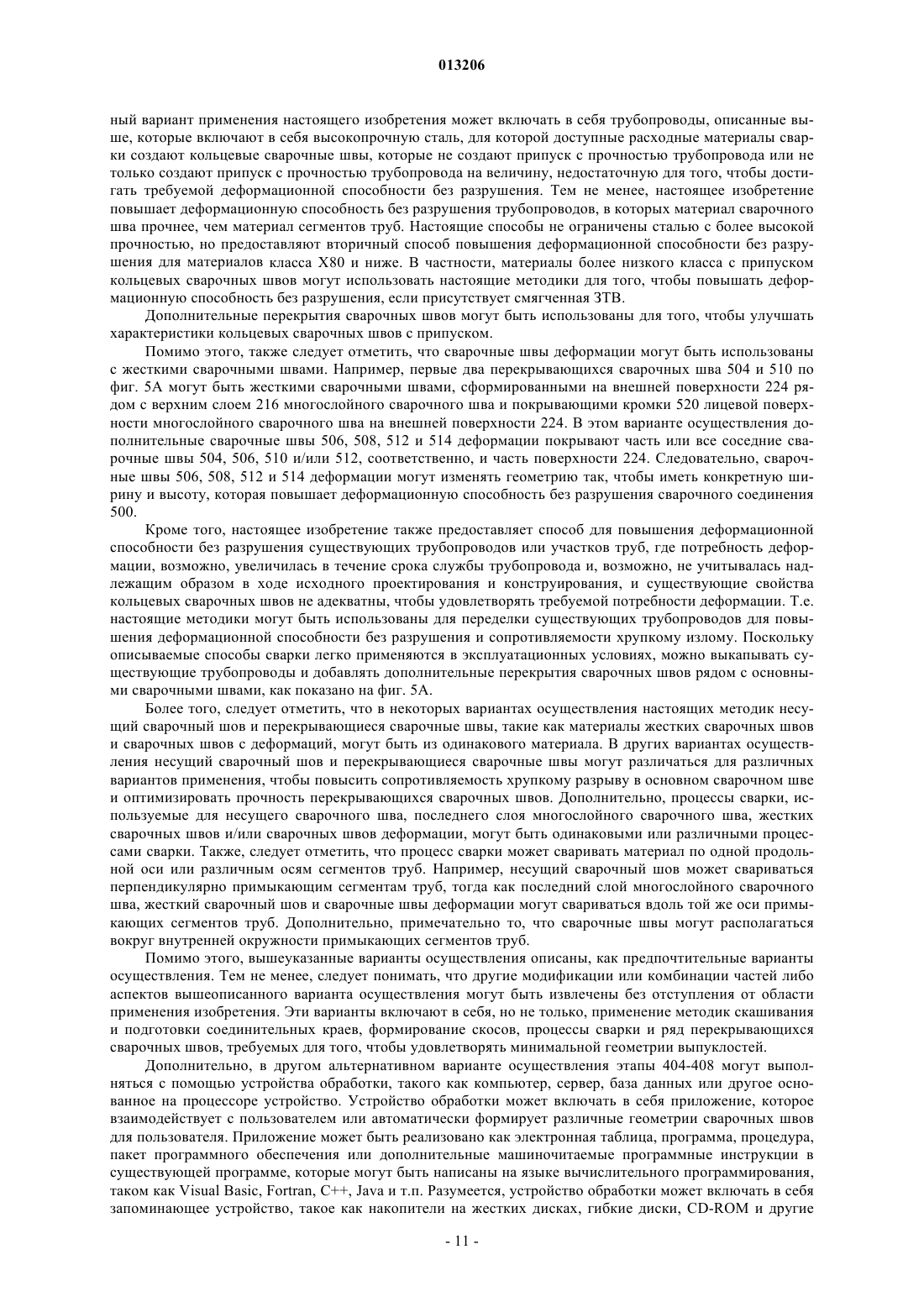
10. Способ по п.1, в котором по меньшей мере два элемента используются для транспортировки углеводородов.
11. Способ по п.1, дополнительно содержащий этап определения конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для достижения деформационной способности без разрушения для конкретной потребности деформации.
12. Способ по п.11, в котором на этапе определения используют по меньшей мере одно из опыта, экспериментов, вычислений и любой их комбинации.
13. Способ по п.11, в котором на этапе определения используют модель численного моделирования.
14. Система сваренных трубчатых элементов, содержащая первый трубчатый элемент, второй трубчатый элемент, примыкающий к первому трубчатому элементу, и сварочное соединение, имеющее несущий сварочный шов и множество сварочных швов деформации, соединенное с первым трубчатым элементом и вторым трубчатым элементом и имеющее конкретную минимальную высоту и ширину для регулировки деформации растяжения до конкретной деформационной способности без разрушения.
15. Система по п.14, в которой первый трубчатый элемент сообщен с резервуаром.
16. Система по п.14, содержащая устьевое оборудование, соединенное с первым трубчатым элементом, и подповерхностный объект, соединенный со вторым трубчатым элементом.
17. Система по п.14, в которой сварочное соединение содержит по меньшей мере один жесткий сварочный шов, размещенный частично между несущим сварочным швом и одним из множества сварочных швов деформации, при этом по меньшей мере один жесткий сварочный шов покрывает кромку лицевой поверхности несущего сварочного шва и по меньшей мере один сварочный шов деформации покрывает кромку лицевой поверхности по меньшей мере одного из множества сварочных швов деформации.
18. Система по п.14, в которой по меньшей мере два элемента содержат отрезки труб.
19. Система по п.14, в которой ширина между кромкой лицевой поверхности несущего сварочного шва и кромкой лицевой поверхности сварочного шва деформации покрывает, по меньшей мере, ширину зоны термического влияния на поверхности каждого по меньшей мере из первого трубчатого элемента и второго трубчатого элемента, созданных посредством формирования несущего сварочного шва, и формирует угол, превышающий 0° и меньший или равный 45°, с плоскостью, параллельной направлению максимальной растягивающей нагрузки вдоль сварочного соединения.
20. Система по п.14, в которой первый трубчатый элемент и второй трубчатый элемент используются для транспортировки углеводородов.
21. Устройство для определения геометрии сварочного соединения отрезков труб, содержащее процессор, запоминающее устройство, соединенное с процессором, и приложение, доступное посредством процессора и предназначенное для получения предварительно определенной деформационной способности без разрушения для освоения скважины, получения материала отрезков труб и материала металла сварочного шва для сварочного соединения, использования данных деформационной способности без разрушения для определения геометрии сварочного соединения на основе материала отрезков труб и материала металла сварочного шва и предоставления геометрии сварочного соединения пользователю.
22. Устройство по п.21, в котором данные деформационной способности без разрушения содержат предыдущие измеренные данные деформационной способности без разрушения для различных геометрий сварочных соединений.
23. Устройство по п.21, в котором приложение предоставляет геометрию сварочного соединения посредством отображения геометрии сварочного соединения на мониторе.
24. Устройство по п.21, в котором геометрия сварочного соединения используется для соединения отрезков труб для транспортировки углеводородов из скважины.
25. Способ повышения деформационной способности без разрушения сварочного соединения, содержащий следующие этапы:
определение конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для обеспечения деформационной способности без разрушения для конкретной потребности деформации;
формирование несущего сварочного шва по меньшей мере между двумя элементами с использованием первого процесса сварки и первого металла сварочного шва;
формирование по меньшей мере одного сварочного шва деформации посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом с помощью второго процесса сварки, причем по меньшей мере один сварочный шов деформации способен формировать сварочное соединение, имеющее конкретную минимальную высоту и ширину.
26. Способ по п.25, в котором на этапе определения используют по меньшей мере одно из опыта, экспериментов и вычислений и любой комбинации вышеозначенного.
27. Способ по п.25, в котором на этапе определения используют модель численного моделирования.
28. Способ определения геометрии сварочного соединения отрезков труб, содержащий следующие этапы:
определение конкретной потребности деформации;
определение материала отрезков труб;
определение материала сварочных швов и процесс сварки;
определение конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для обеспечения деформационной способности без разрушения для конкретной потребности деформации.
29. Способ по п.28, включающий использование по меньшей мере одного из экспериментальных данных, данных опыта, измеренных данных и любой их комбинации.
30. Способ по п.28, содержащий по меньшей мере один из этапов дискретизации грунтовых условий, характеристики потенциальной сейсмической активности, предсказания пучения при замерзании, предсказания осадков при таянии, и любой их комбинации.
31. Способ по п.28, в котором материал отрезков труб выбирают из группы, состоящей из стали и легированной стали.
32. Способ по п.28, в котором материал сварочного шва и процесс сварки определяют на основе определенного материала труб.
33. Способ по п.28, в котором материал сварочного шва и процесс сварки выбирают на основе доступа к общедоступным или частным базам данных по характеристикам сварочных швов.
34. Способ по п.28, содержащий этап измерения конкретной деформационной способности без разрушения, включающую в себя испытания деформации растяжения сварочных отрезков труб.
35. Способ по п.28, содержащий использование модели численного моделирования.
Текст
013206 Настоящее изобретение относится к способам сварки участков труб с трубопроводом для повышения деформационной способности без разрушения сварочного соединения. Данный раздел служит для ознакомления читателя с различными аспектами данной области техники, которые могут быть ассоциативно связаны с примерными вариантами осуществления настоящих методик, которые описываются и/или заявляются ниже. Это пояснение, как считается, должно быть полезным для предоставления читателю информации для упрощения понимания конкретных аспектов настоящего изобретения. Соответственно, необходимо понимать, что данные формулировки должны быть прочтены в этом смысле, и необязательно как допущения предшествующего уровня техники. Добыча углеводородов, например нефти и газа, выполнялась в течение множества лет. Для добычи углеводородов одна или несколько эксплуатационных скважин бурятся в подземном пласте, который, в общем, упоминается как подземное месторождение, резервуар или залежь. Из скважин, колонны трубопроводов или трубопроводы используются для перемещения углеводородов на наземный объект для обработки или из наземного объекта в другие места. Эти трубопроводы в типичном варианте формируются из отрезков труб, которые свариваются в сварочных соединениях для формирования пути непрерывного потока для различных продуктов. По сути, эти трубопроводы предоставляют струйную систему транспортировки для множества продуктов, таких как нефть, газ, вода, угольная суспензия и т.д. В общем, на трубопроводы могут оказывать влияние различные силы, которые могут повреждать или разрывать трубопровод. В последнее время возрастающий спрос на нефть и газ предоставил существенный стимул к тому, чтобы размещать трубопроводы в географических регионах со значительными деформациями местности. Размещение трубопроводов в этих регионах представляет технически сложные задачи относительно протяженности и прочности трубопровода, которые не принимались во внимание или достигались ранее. Эти значительные деформации местности могут возникать в сейсмических районах, например, вокруг линий сброса породы или в арктических районах. В этих районах трубопроводы могут подвергаться существенным сдвигам пород вверх или вниз, которые возникают из замерзания/таяния почвы, и/или существенным горизонтальным сдвигам пород, которые возникают в результате землетрясений. Вследствие сдвигов пород трубопроводы, которые могут быть над или под землей, подвергаются деформациям, которые могут нарушать протекание жидкостей. Дополнительно различные режимы нагрузки, такие как режимы нагрузки с управлением по усилию, могут применяться к трубопроводу в качестве внутреннего давления и внешнего давления. В частности, если трубопровод подвергается преимущественно режимам нагрузки с контролируемым усилием, проектная методология допустимого напряжения используется для того, чтобы обеспечивать то, что уровень напряжения в трубопроводе остается ниже предела текучести материала трубопровода. Помимо того, поскольку эти отрезки труб свариваются вместе, сварочные соединения между отрезками труб или между отрезками труб и вспомогательными компонентами, такими как колена или фланцы, могут предоставлять слабые точки, которые чувствительны к таким усилиям. Например, сварочное соединение между двумя отрезками труб может иметь трещины, которые разупрочняют трубопровод. Если сварочное соединение имеет трещины, то трубопровод может повреждаться в сварочном соединении вследствие режимов нагрузки или сдвига пород. Соответственно, сварочные соединения отрезков труб, возможно, потребуется проектировать с достаточной прочностью и трещиностойкостью для предотвращения повреждения сварочного соединения. Многие известные способы не предусматривают пластическую деформацию трубы. Следовательно,проектирование трубопроводов, размещаемых в областях с существенной деформацией местности, применяло основанные на напряжении подходы проектирования. Следовательно, ранее описывались различные способы, требующие формирования различных сварочных перекрытий, предназначенных для предотвращения трещин в области сварочных соединений. Тем не менее, эти способы не направлены на чувствительность к пластическому разрушению в структурном элементе, содержащем трещины, который помещен под большие деформирующие нагрузки, что приводит к полной пластичности по всей толщине структурного элемента, такого как сегменты труб. На самом деле, эти способы не позволяют разрешить вопрос относительно обработки геометрии выпуклости сварочного шва для повышения деформационной способности без разрушения при растяжении сварочного трубопровода. Известные способы сварки более подробно описаны в патентах США 4049186, автор Hanneman и др.,4585917, автор Yoshida и др. В патенте 4049186 рассматривается коррозия под напряжением в сваренной трубе в водоводах ядерного реактора. В патенте использованы перекрывающиеся сварочные швы для продления зоны соединения сварочного шва за пределы зоны термического влияния, чтобы снизить коррозионное растрескивание под напряжением сваренной трубы и не допустить пластической деформации. В патенте 4585917 раскрыт способ сварки для уменьшения остаточного напряжения в сварочном соединении трубы. Высота и длина наварки вычисляется на основе релятивной геометрии трубы для снижения остаточного напряжения. Соответственно, существует потребность в способе и устройстве, используемых для повышения деформационной способности без разрушения сварочных соединений участков труб. Дополнительные сведения приведены в патентах США 2812419, 2963129, 4049186, 4585917,4688319, 4823847, 533149, 5258600, 6114656, 6336583, 6392193, 6565678, патентной публикации США-1 013206 20020043305; и/или патентной публикации США 20020134452. Кроме того, дополнительные сведения представлены в Denys R.M., "Wide Plate Test and its Application to Acceptable Defect" в Proceedings, Welding Institute Conference on Fracture Toughness Testing and Materials, Interpretation and Application, Лондон,июнь 1982 года; и Norman E. Dowling, "Mechanical Behavior of Materials," Prentice Hall, Englewood Cliffs,NJ (1993). Сущность изобретения Один вариант осуществления настоящего изобретения касается способа повышения деформационной способности без разрушения сварочного соединения. В этом способе формируется несущий сварочный шов, по меньшей мере, между двумя элементами, используя первый процесс сварки и первый металл сварочного шва. В таком случае по меньшей мере один сварочный шов деформации формируется посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом с помощью второго процесса сварки. По меньшей мере один сварочный шов деформации формирует сварочное соединение,имеющее конкретную минимальную высоту и ширину для регулировки деформации растяжения до конкретной деформационной способности без разрушения. В альтернативном варианте осуществления описана система, включающая в себя первый трубчатый элемент, второй трубчатый элемент, примыкающий к первому трубчатому элементу, и сварочное соединение, соединяющее первый трубчатый элемент со вторым трубчатым элементом. Сварочное соединение имеет несущий сварочный шов и множество сварочных швов деформации, конкретную минимальную высоту и ширину для регулировки деформации растяжения до конкретной деформационной способности без разрушения. В другом альтернативном варианте осуществления раскрыто устройство, включающее в себя процессор, запоминающее устройство, соединенное с процессором, и приложение, доступное посредством процессора. Приложение приспособлено для получения предварительно определенной деформационной способности без разрушения для освоения скважины, получения материала отрезков труб для сварочного соединения, использования данных деформационной способности без разрушения для определения геометрии сварочного соединения на основе материала отрезков труб и материала металла сварочного шва и предоставления геометрии сварочного соединения пользователю. В другом варианте осуществления настоящего изобретения предложен способ повышения деформационной способности без разрушения сварочного соединения, при котором определяется конкретная минимальная высота и ширина по меньшей мере одного сварочного шва деформации для контроля деформации растяжения до конкретной деформационной способности без разрушения. Далее формируется несущий сварочный шов по меньшей мере между двумя элементами, используя первый процесс сварки и первый металл сварочного шва. После этого по меньшей мере один сварочный шов деформации формируется посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом с помощью второго процесса сварки. В еще одном варианте осуществления настоящего изобретения раскрыт способ определения геометрии сварочного шва, который включает в себя определение конкретной потребности в деформации для элементов, которые должны быть сварены, последующее определение наиболее подходящего материала отрезков труб. Материал сварочного шва и процесс сварки выбираются, после этого конкретная минимальная высота и ширина по меньшей мере одного сварочного шва деформации определяется для получения деформационной способности без разрушения до определенной конкретной потребности в деформации. Краткое описание чертежей Вышеуказанные и другие преимущества настоящего изобретения станут очевидными из нижеследующего подробного описания и со ссылкой на приложенные чертежи, на которых изображено следующее: фиг. 1 изображает вариант системы в соответствии с настоящим изобретением; фиг. 2 А-2 В изображает традиционные сварочные соединения между двумя отрезками трубы; фиг. 3 изображает схему деформационной способности материала; фиг. 4 - блок-схему последовательности операций способа повышения деформационной способности без разрушения сварочного соединения для трубопровода по фиг. 1 в соответствии с изобретением; фиг. 5 А-5 Е изображает варианты осуществления сварочного соединения между двумя отрезками труб на основе способа фиг. 4 в соответствии с изобретением; фиг. 6 А-6D - профили сварочных швов в соответствии с изобретением; фиг. 7 изображает вариант осуществления дополнительного сварочного соединения, сформированного по способу фиг. 4 в соответствии с изобретением. Подробное описание изобретения В нижеприведенном подробном описании конкретные варианты осуществления настоящего изобретения описываются в связи с его предпочтительными вариантами осуществления. Тем не менее, нижеследующее описание является характерным для конкретного варианта осуществления или конкретного применения настоящих методик предназначено только для иллюстраций и предоставляет краткое опи-2 013206 сание примерных вариантов осуществления. Следовательно, изобретение не ограничено конкретными вариантами осуществления, описанными ниже, а наоборот, включает в себя все альтернативы, модификации и эквиваленты, попадающие в фактическую область применения прилагаемой формулы изобретения. Настоящее изобретение направлено на способ формирования сварочных соединений, которые повышают деформационную способность без разрушения относительно традиционных процедур сварки. В рамках настоящего изобретения различные перекрывающие сварочные швы или сварочные швы деформации могут быть использованы с несущими сварочными швами, последними слоями многослойного сварочного шва и/или жесткими сварочными швами для изменения геометрии сварочного соединения. На основе этой геометрии, которая включает в себя конкретную высоту и ширину, сварочное соединение может иметь возможность регулировать крупные деформации, вплоть до превышения деформационной способности без разрушения трубы, в направлении оси сварочных элементов, таких как сегменты труб. Соответственно, добавление этих сварочных швов деформации может быть использовано для того, чтобы повышать деформационную способность без разрушения. На фиг. 1 проиллюстрирован вариант системы 100 в соответствии с изобретением. В системе 100 наземный объект 102 соединен со скважиной 104 посредством оборудования 106 устья скважины, находящегося на поверхности 108 земли. Наземным объектом 102 может быть нефтехимическая установка,нефтеочистительный завод, насосная станция, складской резервуар или другой объект. Для добычи текучих сред из подземной залежи 110, скважина 104 проходит внутрь поверхности 108 земли и идет и, по меньшей мере, через часть залежи 110. Залежь 110 может включать в себя различные слои скальной породы, содержащие текучие среды, такие как воду, нефть и/или газ. Скважина 104 предоставляет путь протока для этих текучих сред из залежи 110 к наземному объекту 102. Тем не менее, следует отметить,что система 100 проиллюстрирована, как вариант, и настоящее изобретение может быть использовано при транспортировке текучих сред из любого места. Для транспортировки текучих сред от оборудования 104 устья скважины и наземного объекта 102 могут быть использованы отрезки труб или трубопроводы 112. Трубопроводы 112 могут включать в себя различные секции трубчатых элементов или трубы, которые свариваются для формирования трубопроводов 112. Отрезки труб могут изготавливаться из стали, легированной стали и других материалов для обеспечения конкретной прочности. Диапазон прочности материала может варьироваться от заданного минимального выхода от 35 до 120 килофунтов на квадратный дюйм (от 15876 до 54432 кг на 6,45 квадратного сантиметра). Свойства труб, как правило, используемых для трубопроводов, описаны в стандартах по трубопроводам Американского нефтяного института (АНИ) 5L, Международной организации по стандартизации 3183 и Канадского агентства по стандартизации Z245.1. Для обеспечения движения текучих сред между различными местами, такими как уставное оборудование 106 и наземный объект 102 или из наземного объекта в местоположение конечного пользователя, трубопровод 112, возможно, должен покрывать значительные расстояния. Соответственно, на трубопроводы 112 может влиять множество усилий, которые могут повреждать или разрывать трубопроводы 112. Например, трубопровод 112 может размещаться в регионах возможных значительных деформаций местности, обусловленных сейсмической активностью, например, размещение трубопровода рядом с линиями сброса, и/или факторами окружающей среды, такими как замерзание и таяние в арктических районах. Дополнительно, различные режимы нагрузки, такие как режимы нагрузки с контролируемым усилием и режимы нагрузки с контролируемой деформацией, могут быть применены к трубопроводу 112,такие как, например, внутренние давления, внешние давления, изгибающие моменты, растягивающая нагрузка, термическая нагрузка и значительные деформации местности. В частности, если трубопровод 112 подвергается преимущественно режимам нагрузки с контролируемым усилием, проектная методология допустимого напряжения может быть использована для того, чтобы проектировать трубопровод 112. В данном варианте трубопровод 112 спроектирован таким образом, что уровень напряжения в отрезках труб и сварочных соединениях остается ниже предела текучести элемента отрезков труб. Альтернативно,если трубопровод 112 подвергается преимущественно режимам нагрузки с контролируемым сдвигом,способ проектирования с учетом деформаций может быть использована для проектирования трубопровода 112. В этом случае трубопровод спроектирован таким образом, что уровень деформации в трубопроводе остается ниже деформационной способности без разрушения отрезков труб и сварочных соединений. Вследствие этих режимов, для отрезков труб и сварочных соединений трубопроводов 112 могут выбираться различные материалы для обеспечения достаточной деформационной способности без разрушения, чтобы удовлетворять или превышать предварительно определенную потребность в деформации без разрушения. Деформационная способность без разрушения - это способность трубопровода 112 выдерживать деформации растяжения при натяжениях. Помимо этого, отрезки труб и сварочные соединения трубопроводов 112 также могут обеспечивать достаточную прочность и трещиностойкость трубопровода 112. В типичном варианте деформационная способность без разрушения трубопровода 112 дополни-3 013206 тельно может быть ограничена посредством сварочных соединений, поскольку сварочные соединения могут содержать дефекты, которые ограничивают деформации растяжения, которые могут выдерживаться посредством сварочных соединений. Этими дефектами могут быть трещины, такие как разрывы или промежутки, сформированные в или между сварочными соединениями и/или в или между сварочными соединениями и сегментами труб. Деформационная способность без разрушения сварочных соединений,которые чувствительны к размеру трещин, может уменьшаться с увеличением размера трещины. Следовательно, деформационная способность без разрушения может характеризоваться как функция от размера трещины. Соответственно для обеспечения деформационной способности без разрушения сварочные соединения проверяются в ходе изготовления трубопровода, и трещины, превышающие заданный размер, устраняются или исправляются. Размер трещины в типичном варианте задается через длину трещины и глубину трещины. Поскольку устранение и удаление этих трещин сварочных швов затратно, затраты на изготовление могут быть снижены посредством увеличения допустимого размера трещины для уменьшения количества ремонтов. Соответственно, один подход заключается в том, чтобы для повышения деформационной способности без разрушения трубопровода изготавливать металл кольцевых сварочных швов с более высоким пределом текучести, чем металл сегментов труб. Разница в процентах в прочности между металлом кольцевых сварочных швов и металлом отрезков труб называется припуском. Следовательно, для обеспечения выдерживания сварочными соединениями значительных пластических деформаций выбирают трубы, расходные материалы сварки кольцевым швом и процессы, которые формируют сварочное соединение, имеющие достаточную прочность, превышающую прочность отрезков труб, и достаточную трещиностойкость для предотвращения трещин. Тем не менее, по мере увеличения прочности материалов отрезков, становится трудным задать согласованный припуск с прочностью отрезков труб, поскольку прочность, формируемая посредством доступных материалов сварочных швов, ограничена. Например, для трубопроводов класса Х 120 и Х 100 может быть трудным согласованно достигать припуска кольцевых сварочных швов, которые могут выдерживать значительные пластические деформации. Помимо этого, процесс сварки может формировать смягченную зону термического влияния (ЗТВ) между поверхностью раздела сварочного шва и сегмента трубы. ЗТВ - это часть отрезка трубы с модифицированной микроструктурой и измененными механическими свойствами за счет тепла от процесса сварки. Смягченная ЗТВ может приводить к формированию локализации деформации при более низкой общей деформации трубы. Эта локализованная деформация в ЗТВ снижает деформационную способность без разрушения сварочных трубопроводов. Помимо этого, процесс сварки может формировать локальные зоны хрупкости (ЛКХ) в ЗТВ, которые чувствительны к хрупкому излому. Формирование и характеристики подробно описаны в D. P. Fairchild, "Welding Metallurgy of Structural Steels", Proceedings ofan International Symposium on Welding Metallurgy of Structural Steels, The Metallurgical Society, Inc., февраль 1987 г., стр. 303-318. Для разрешения этого типа повреждений различные другие методики использовали перекрытия для уменьшения влияния трещин в ЗТВ. Например, как описано в патенте США 6336583, который содержится в данном документе по ссылке, предусмотрен способ изготовления сварочных соединений, имеющих повышенную стойкость к низким температурам. В этом патенте сварочное перекрытие используется для упрочнения сварочного шва посредством применения жестких сварочных швов рядом с последним слоем многослойного сварочного шва, при этом жесткие сварочные швы размещаются над кромкой лицевой поверхности основного несущего сварочного шва. Жесткие сварочные швы применяются для повышения стойкости к хрупкому излому, который может возникать около криогенных температур. В качестве примера того, как патент США 6336583 может быть применен к сварочному шву трубопровода, фиг. 2 А иллюстрирует традиционное сварочное соединение 200 между двумя отрезками труб,а фиг. 2 В иллюстрирует сварочное соединение 201, сформированное согласно патенту США 6336583. На фиг. 2 А соединительные края 206 и 208 двух отрезков 202 и 204 труб скашиваются посредством способов, которые хорошо известны специалистам в данной области и которые согласуются с наплавлением выбранного металла сварочного шва в пазе, образованном посредством скошенных соединительных краев 206 и 208 для формирования несущего сварочного шва 210. Металл несущего сварочного шва 210 может включать в себя ферритные сварочные расходные материалы, аустенитные сварочные расходные материалы и любую комбинацию вышеозначенного. Тепло сварки образует ЗТВ 212 и 214 рядом с поверхностью раздела между соединительными краями 206 и 208 и несущим сварочным швом 210. Как описано выше, ЗТВ 212 и 214 - это части отрезков 202 и 204 труб, которые не расплавились, но в которых микроструктура и механические свойства модифицированы от тепла сварки. Внешний слой 216 многослойного сварочного шва размещается вдоль внешней поверхности сегментов 202 и 204 труб. На фиг. 2 В жесткие сварочные швы 218 и 220 размещаются вдоль внешней поверхности 224 сегментов 202 и 204 труб рядом с внешним слоем 216 многослойного сварочного шва. Дополнительные жесткие сварочные швы 218 и 220 используются для уменьшения или предотвращения хрупкого излома сварочного шва в ЗТВ 212 и 214. Тем не менее, жесткие сварочные швы 218 и 220 не решают проблему чувствительности к пласти-4 013206 ческому разрушению в структурном элементе, содержащем трещины и испытывающем большие деформирующие нагрузки. Если трещиностойкость материала достаточна для допуска хрупкого излома, жесткие сварочные швы 218 и 220 не применяются для предотвращения хрупкого излома в диапазоне деформативности ниже точки текучести материала, которая дополнительно описывается на фиг. 3. В этом случае деформирующие нагрузки могут приводить к полной пластичности по всей толщине структурного элемента, такого как отрезки труб. По сути, другие способы не корректируют геометрию выпуклостей сварочного шва для повышения деформационной способности без разрушения при растяжении сваренных отрезков труб в трубопроводе. Упругая деформация влечет за собой растяжение химических связей. Когда упруго деформированный материал не нагружен, деформация пропадает, и материал возвращается к исходной форме и размеру. Для стали растяжение и деформация пропорциональны, когда материал упруго деформируется. Тем не менее, если материал пластически деформируется, атомы в материале перегруппируются, что приводит к постоянной деформации, которая не исчезает, когда нагрузка удаляется. Например, многие стандарты описывают испытание на растяжение и общее пояснение испытаний, которое описывается на фиг. 3 ниже. Смотрите Norman Е. Dowling, "Mechanical Behavior of Materials," Prentice Hall, Englewood Cliffs,NJ (1993). Диаграмма характеристики деформативности материала из стали или легированной стали показана на фиг. 3. На фиг. 3 деформативность материалов получается экспериментально посредством вытягивания образцов для испытания на растяжение до разрыва образца напополам. На графике 300 деформативность материала показана на характеристике 302 сжатия-растяжения. Точка 304 текучести определяет место на характеристике 302 сжатия-растяжения, где начинается пластическая деформация. Под напряжением 306 и деформацией 308, ассоциативно связанными с точкой 304 текучести, характеристика 302 сжатиярастяжения является линейной. Характеристика 302 сжатия-растяжения является нелинейной для деформаций, которые приводят к растяжениям выше растяжения 306, ассоциативно связанного с точкой 304 текучести материала. Существуют различные определения предела текучести. Например, способ условного предела текучести в 0,2% может быть использован для определения точки 304 текучести. По мере увеличения напряжения с увеличением деформации за пределы точки 304 текучести, напряжение возрастает до достижения максимального значения напряжения или конечной прочности 310 материала в точке 314 текучести на характеристике 302 сжатия-растяжения, которая соответствует деформации 312,что упоминается как предел равномерного удлинения. Деформации, превышающие предел равномерного удлинения, вызывают снижение напряжения или уменьшение несущей способности нагрузки материала,такого как сегменты труб, что указывает начало пластического разрушения. Уменьшение несущей способности нагрузки продолжается до тех пор, пока окончательная трещина не возникает в точке 316 текучести на характеристике 302 деформируемости, соответствующей проектной деформации 318 при трещинах. Если труба из стали или легированной стали растянута, продольное напряжение и продольная деформация реагирует аналогичным образом, как кривая, представленная на фиг. 3. Деформация характеризуется как упругая для напряжений ниже предела 306 текучести и пластическая для деформаций выше предела 306 текучести. Более того, деформационная способность без разрушения, которая равна деформации 312, трубы - это деформация, соответствующая точке 314, в которой достигается максимальное напряжение 310. Различные нагрузки, применяемые к трубопроводу, могут включать в себя режимы нагрузки с чистым контролируемым усилием и режимы нагрузки с чистой контролируемой деформацией, как описано выше. Если трубопровод подвергается преимущественно режимам нагрузки с контролируемым усилием,применяется проектная методология допустимого напряжения. В этом случае проектировщик предоставляет трубопровод, в котором уровень напряжения в трубопроводе остается ниже предела текучести материала трубопровода. Тем не менее, если трубопровод подвергается преимущественно режимам нагрузки с контролируемым сдвигом, может применяться методология проектирования с учетом деформаций. В случае режимов нагрузки с контролируемым сдвигом проектировщик вычисляет потребность в деформации, которая налагается на трубопровод вследствие сдвига пород. Потребность в деформации это общая деформация растяжения, воздействующая на отрезок трубы вследствие применения нагрузок изгиба, растяжения, тепловых и сжимающих нагрузок. Соответственно, чтобы разрешить вопрос потребности в деформации, трубопровод 112 при проектировании с учетом деформаций может быть сконфигурирован так, чтобы работать за пределом текучести материала трубопровода. Т.е. материал трубопровода может быть сконфигурирован так, чтобы быть пластичным, и регулировать силы выше точки текучести материала и деформации выше предела упругой деформации. Примеры различных сил, испытываемых посредством действующих трубопроводов, которые вызывают пластическую деформацию растяжения трубопроводов, могут включать в себя сдвиги, возникающие в результате движений повреждений, нестабильностей наклонов, пучения при замерзании, осадки при таянии и/или операций баржитрубоукладчика в подводных установках трубопровода. Преимущественно настоящее изобретение используется для создания способа, предотвращающего или задерживающего начало пластического разрушения в кольцевых сварочных швах с недостаточным-5 013206 допуском (прочность трубопровода больше прочности металла сварочного шва), равным допуском(прочность трубопровода равна прочности металла сварочного шва) или припуском (прочность трубопровода меньше прочности металла сварочного шва), которые могут быть при наличии смягченных ЗТВ,тем самым повышая деформационную способность без разрушения трубопровода, который содержит трещины в кольцевом сварочном шве или ЗТВ кольцевого сварочного шва. Эти методики также снижают потенциал хрупкого излома. По сути, усовершенствованный способ сварки подробнее поясняется на фиг. 4. Фиг. 4 представляет вариант блок-схемы 400 последовательности операций способа, который повышает деформационную способность без разрушения сварочного соединения для трубопровода 112 по фиг. 1 в соответствии с аспектами настоящих методик. Данную блок-схему последовательности операций способа можно лучше понять посредством параллельного просмотра фиг. 1 и 3. На блок-схеме 400 последовательности операций поясняется способ, который предотвращает или задерживает начало пластического разрушения в кольцевых сварочных швах с недостаточным допуском или равным допуском,которые могут включать в себя смягченную ЗТВ. Этот способ позволяет повышать деформационную способность без разрушения трубопровода, такого как трубопровод 112, который включает в себя трещины в кольцевом сварочном шве или ЗТВ кольцевого сварочного шва, посредством формирования покрывающих сварочных швов или сварочных швов деформации поверх несущего сварочного шва на основе конкретной геометрии. Геометрия покрывающих сварочных швов может включать в себя конкретную высоту и ширину, чтобы предоставлять повышенную деформационную способность без разрушения для сварочного соединения. Блок-схема последовательности операций способа начинается на этапе 402. На этапе 403 определяется потребность деформации для трубопровода 112. Определение потребности деформации может включать в себя экспериментальные, опытные или измеренные данные. Более конкретно, оно может повлечь за собой дискретизацию грунтовых условий, характеристику потенциальной сейсмической активности, предсказание пучения при замерзании или осадки при таянии вследствие изменения температуры и идентификацию линий сброса, пересекающих планируемый маршрут трубопровода. Геологотехнические данные и условия работы трубопровода используются в качестве входных данных для структурного анализа, чтобы оценивать общую потребность деформации, которая может налагаться на трубопровод. На этапе 404 определяются материал отрезков труб и материал сварочного шва. Определение материала труб может включать в себя такие факторы, как напряжение, пластичность, доступность и экономичность. Материал отрезков труб может включать в себя сталь и легированную сталь от класса В до класса Х 120. Материал сварочных швов может выбираться на основе конкретного материала труб и процесса сварки. Например, материалы сварочных швов могут включать в себя ферритные сварочные расходные материалы, аустенитные сварочные расходные материалы и любую комбинацию вышеозначенного. Материалы и процессы сварки выбираются заранее, чтобы формировать диапазон механических свойств, в том числе предел текучести, предельное напряжение и трещиностойкость. Материалы и процессы выбираются таким образом, чтобы предоставлять конкретную деформационную способность без разрушения. Этот выбор может быть основан на предыдущем опыте и доступе к общедоступным или частным базам данных по характеристикам сварочных швов. На этапе 406 формируются пробные сварочные швы, и подготавливаются к испытаниям образцы сварочных труб. Деформационная способность без разрушения измеряется экспериментально посредством традиционных подходов. В типичном варианте, несколько сварочных швов формируется с диапазоном свойств. Проектировщики трубопроводов могут классифицировать процедуры сварки на основе измеренной способности к деформации сваренных отрезков труб. Деформационная способность без разрушения сравнивается с вычисленной потребностью деформации. Например, в арктической окружающей среде деформационная способность без разрушения может предусматривать определенную величину перемещения трубопровода 112 между двумя фиксированными позициями, например опорами трубопровода. Альтернативно, в сейсмически активном районе деформационная способность без разрушения может предусматривать определенную величину перемещения трубопровода вследствие сейсмического события, например, землетрясения. Деформационная способность без разрушения может конфигурироваться так, чтобы превышать потребность деформации. Запас между деформационной способностью без разрушения и потребностью деформации определяется проектировщиком трубопровода для обеспечения достаточной безопасности. Способы определения надежности могут быть использованы для определения надежности проектирования с учетом деформаций. В случае стали с более высокой прочностью, например класса X8Q и выше, процедура или расходный материал сварки может быть недоступным, чтобы обеспечить требуемую деформационную способность без разрушения. Соответственно, дополнительные перекрытия сварочных швов могут быть использованы для того, чтобы повышать деформационную способность без разрушения трубопровода. На этапе 408 определяется геометрия перекрывающихся сварочных швов или сварочных швов деформации, которые формируют сварочное соединение. Определение перекрывающихся верхних слоев многослойного сварочного шва может включать в себя опыт, эксперименты и вычисление. В качестве-6 013206 примера геометрия перекрывающихся верхних слоев многослойного сварочного шва может применять модель численного моделирования, чтобы определять влияние геометрии на пластическую характеристику сварочного соединения трубопровода. Дополнительные эксперименты могут быть проведены для классификации геометрии перекрывающихся сварочных швов для обеспечения достаточной деформационной способности без разрушения. При определенной геометрии перекрывающихся сварочных швов различные сварочные швы могут быть применены к сегментам труб, как показано на этапах 410-416. Для начала, несущий сварочный шов формируется между двумя сегментами труб, как показано на этапе 410. Процесс сварки, который формирует несущий сварочный шов, может включать в себя процессы сварки плавлением, такие как газовая дуговая сварка вольфрамовым электродом, газовая дуговая сварка металлическим электродом, дуговая сварка металлическим покрытым электродом, дуговая сварка под флюсом, дуговая сварка флюсовой сердцевиной, плазменная дуговая сварка и любая комбинация вышеуказанного. На этапе 412 может быть сформирован последний слой многослойного сварочного шва, перекрывающий несущий сварочный шов. Процесс сварки для формирования последних слоев многослойного сварочного шва может включать в себя любой из процессов сварки, описанных выше, которые могут быть такими же или отличающимися от процессов, используемых на этапе 410. Далее жесткие сварочные швы могут быть сформированы рядом с последним слоем многослойного сварочного шва, как показано на этапе 414. Также процесс жесткой сварки может включать в себя любой из процессов сварки, описанных выше, которые могут быть такими же или отличающимися от процессов, используемых на этапах 410 и 412. Наконец, на основе определенной геометрии сварочные швы деформации или перекрывающиеся сварочные швы формируются рядом и перекрывают жесткие сварочные швы и последний слой многослойного сварочного шва,как показано на этапе 416. Процесс сварки, используемый для того, чтобы сформировать сварочные швы деформации, может включать в себя любые из процессов сварки, описанных выше, которые могут быть такими же или отличающимися от процессов, используемых на этапах 410, 412 и 414, и могут применяться как отдельные перекрывающиеся проходы или как один перекрывающийся сварочный шов. Сварочные швы деформации поясняются и подробнее показаны на фиг. 5 А-5 Е, 6B-6D и 7. Соответственно,процесс завершается на этапе 418. Пример сварочного соединения, сформированного из этого процесса,показан на фиг. 5 А-5 Е. Фиг. 5 А-5 Е представляют варианты осуществления сварочного соединения, сформированного между двумя сегментами труб на основе способа по фиг. 4 в соответствии с аспектами настоящих методик. Соответственно, это сварочное соединение, которое упоминается посредством ссылки с номером 500,можно лучше понять посредством параллельного просмотра фиг. 1, 2 А-2 В и 4. Сварочное соединение 500 может допускать выдерживание значительных деформаций в направлении оси участков 202 и 204 труб. По сути, сварочное соединение 500 полезно для того, чтобы повышать деформационную способность без разрушения трубопровода, когда дополнительная потребность деформации может иметься для трубопровода, такого как трубопровод 112. На фиг. 5 А перекрывающие сварочные швы используются для формирования сварочного соединения 500 способом, аналогичным описанию фиг. 2 А-2 В выше. Тем не менее, в этом варианте осуществления дополнительные перекрывающиеся швы могут быть использованы вместо или помимо жестких сварочных швов 218 и 220. Дополнительный металл сварочных швов, которые упоминаются в данном документе как перекрывающиеся сварочные швы деформации или сварочные швы 504-514 деформации,сконфигурирован для формирования сварочного соединения 500, имеющего конкретную ширину и высоту, которая повышает деформационную способность без разрушения сварочного соединения 500. Металл сварочных швов, используемый в этих сварочных швах 504-514 деформации, может иметь такой же или другой тип металла, который использован для несущего сварочного шва 210, описанного выше. Для формирования этих сварочных швов, участки 202 и 204 труб, которые могут быть стальными трубами, размещаются относительно друг друга перед процессом сварки так, чтобы внутренние и внешние поверхности 224 и 226 каждого отрезка были соосными или совмещенными друг с другом, и соединяющие поверхности 206 и 208 формируют зазор или паз, подходящий для применения процесса сварки плавлением, чтобы соединять участки 202 и 204 труб. Несущий сварочный шов 210 сначала формируется между участками 202 и 204 труб посредством использования первого металла сварочного шва и первого процесса сварки плавлением, тогда как последний слой 216 многослойного сварочного шва формируется поверх, по меньшей мере, части несущего сварочного шва 210. После завершения несущего сварочного шва 210 шесть-восемь перекрывающихся сварочных швов 504-514 наплавляются рядом с последним слоем 216 многослойного сварочного шва посредством использования процесса сварки плавлением для наплавления дополнительного металла сварочного шва. Первые два перекрывающихся сварочных шва 504 и 510 сформированы на внешней поверхности 224 рядом с последним слоем 216 многослойного сварочного шва, и они покрывают кромки 520 лицевой поверхности многослойного сварочного шва на внешней поверхности 224. Дополнительные сварочные швы 506, 508, 512 и 514 деформации покрывают часть или все соседние сварочные швы 504, 506, 510 и/или 512 деформации, соответственно, и часть поверхности 224. Поскольку сварочные швы 504-514 деформации имеют конкретную ширину и высоту, сварочное-7 013206 соединение 500 может повышать деформационную способность без разрушения отрезков 202 и 204 труб в сравнении с другими методиками сварки. Геометрия сварочных швов 504-514 деформации регулируется для обеспечения предварительно определенной деформационной способности без разрушения при условии, что материал отрезков труб имеет достаточную деформационную способность без разрушения,чтобы удовлетворить оцененную потребность в деформации. Например, геометрия сварочного соединения 500 задается посредством минимальной высоты 530 и ширины 538, сформированной посредством последнего слоя 216 многослойного сварочного шва и сварочных швов 504-514 деформации. Например,как показано на фиг. 5 В, минимальная высота 530 - это расстояние от внешней поверхности 224 отрезка 202 труб до самой низкой точке, размещенной в канавке 532 между последним слоем 216 многослойного сварочного шва и сварочным швом 504 деформации, в качестве примера. Данная минимальная высота 530 может быть увеличена так, чтобы повысить деформационную способность без разрушения сварочного соединения 500. Увеличение минимальной высоты 530 упрочняет сварочную зону или сварочное соединение 500 относительно базовых труб 202 и 204 и задерживает начало накопления деформации в ЗТВ 212 и 214 сварочного шва или несущем сварочном шве 210. Также форма сварочных швов 504-514 деформации может быть использована для того, чтобы увеличивать минимальную высоту 530 посредством корректировки расстояния 536 промежутка между сварочными швами 504-514 деформации. Форма сварочных швов деформации определяется посредством ширины 534 сварочных швов деформации и максимальной высоты сварочных швов деформации. По сути, поскольку процесс сварки повторяется, чтобы наплавить дополнительные сварочные швы 506-514 деформации, дополнительный металл сварочного шва других сварочных швов 506-514 деформации покрывает часть или все имеющиеся сварочные швы деформации и может покрывать часть внешней поверхности 224 отрезков 202 и 204 труб. Помимо повышения деформационной способности без разрушения, конфигурация сварочных швов 504-514 деформации может быть преимущественна при снижении или предотвращении хрупкого излома сварочного соединения 500. Каждое перекрытие дополнительных сварочных швов 504-514 деформации устраняет предыдущую кромку лицевой поверхности шва и создает новую кромку лицевой поверхности шва на расстоянии от предыдущей кромки лицевой поверхности шва. Расстояние зависит от ширины 534 проходов сварочных швов 504-514 деформации и расстояния 536 промежутка между проходами сварочных швов деформации. Например, в сварочном соединении 500 новые кромки 522 лицевой поверхности шва сформированы между внешней поверхностью 224 и дополнительными сварочными швами 508 и 514 деформации. Как результат, ЗТВ, сформированная посредством проходов сварочных швов деформации,ориентирована вдоль плоскости, которая параллельна направлению 560 применяемой нагрузки. В отличие от этого, ЗТВ, сформированная посредством первичного несущего сварочного шва, ориентирована вдоль плоскости 540, которая формирует угол 544 менее 45, из плоскости 548, перпендикулярной применяемой нагрузки, которая показана на фиг. 5 С. ЗТВ может содержать локальные зоны хрупкости. Трещина, находящаяся в ЗТВ, имеет тенденцию следовать линии проплавления по мере того,как она проходит через локальные зоны хрупкости до тех пор, пока ЗТВ не делает угол 544 превышающим 45. Следовательно, трещиностойкость сварочного шва повышается посредством перемещения кромки лицевой поверхности сварочного шва в ЗТВ-зону, которая не ориентирована благоприятно, чтобы способствовать распространению трещины, что описано в патенте США 6336583. Пластичные материалы, в общем, не походят вследствие пластического разрушения в плоскостях максимального касательного напряжения. Плоскость максимального сдвига ориентирована под углом 544, составляющим 45 от плоскости 548, перпендикулярной направлению 560 применяемого растягивающего напряжения. Компонент касательного напряжения увеличивается с нуля в плоскости 548, ориентированной перпендикулярно применяемой нагрузке и увеличивается до максимума на плоскости, которая формирует угол 544 в 45 с направлением применяемой нагрузки. Чувствительность к пластическому разрушению возрастает в смягченной ЗТВ вследствие меньшей прочности материала, находящегося в ЗТВ. Следовательно, необязательно для плоскости, содержащей ЗТВ, быть ориентированной вдоль плоскости максимального сдвига, чтобы вызывать пластическое разрушение в ЗТВ. В типичном варианте плоскость, содержащая ЗТВ, ориентирована под углом 544 менее 45 к плоскости 548, где компонент касательного напряжения ненулевой. ЗТВ, сформированная посредством сварочных швов в деформацией, ориентирована вдоль плоскости, которая параллельная направлению 560 применяемой нагрузки. Касательное напряжение в этой плоскости равно нулю. Следовательно, чувствительность к пластическому разрушению уменьшается в ЗТВ, сформированной посредством дополнительных сварочных швов деформации. Дополнительные перекрытия сварочных швов задерживают начало пластического разрушения посредством двух механизмов. Во-первых, перекрытия предоставляют дополнительную прочность,чтобы задерживать начало пластического разрушения в первичной ЗТВ, и, во-вторых, перекрытия изменяют направление ЗТВ в плоскости, параллельной применяемой нагрузке. Посредством стенки текучесть задерживается, поскольку ЗТВ, сформированные посредством перекрывающихся сварочных швов, ориентированы вдоль направления, которое не способствует пластической деформации. Этот механизм проиллюстрирован с помощью численного моделирования, которое подробнее поясняется на фиг. 5D и 5 Е. Фиг. 5D и 5 Е изображает кривые, сформированные из численного моделирования, чтобы прогнози-8 013206 ровать характеристику сжатия-растяжения сегментов сварочных труб. Сварочный шов на фиг. 5D представляет конфигурацию традиционного сварочного шва, описанного на фиг. 2 А, и числовая модель на фиг. 5 Е представляет конфигурацию перекрывающего сварочного шва, поясненную на фиг. 5 А и 7. Обе числовые модели явно включают в себя первичный сварочный шов 210, смягченную ЗТВ 212 и трещину 562 сварочного шва. Моделирования предполагают, что режим материала труб аналогичен трубе класса Х 120 и материалу сварочного шва, который имеет припуск сварочного шва в -10%. Прочность материала в ЗТВ на 10% ниже прочности базового материала для моделирования характеристики смягченной ЗТВ. Каждый цвет на кривой указывает уровень пластической деформации. Ранжирование уровней пластической деформации от наименьшего к наибольшему следует шкале серого от белого до темно-серого: белый контурный уровень 580, светло-серый контурный уровень 581, средне-светлосерый контурный уровень 582, средний контурный уровень 583 и темно-серый контурный уровень 584. Темно-серый контурный уровень 584 указывает значения деформации порядка 1,5%. Следовательно, области, имеющие темно-серый цвет, указывают местоположение точек материала, которые значительно деформированы после точки текучести. Фиг. 5D иллюстрирует, что темно-серый контурный уровень 584 пластической деформации выше 1,5% распространился посредством стенки трубы от передней кромки трещины 562 к кромке 520 лицевой поверхности шва вдоль смягченной ЗТВ 212. Кривая показывает, что пластическая деформация распространяется под углом 544, который составляет примерно 45 к плоскости 548, перпендикулярной направлению 560 применяемой нагрузки. Моделирование показывает, что сваренная труба повреждается вследствие пластического разрушения в области сварочного шва. На фиг. 5 Е деформация инициирована в верхней кромке 562 трещины, но приостановлена в точке 564, где ориентация ЗТВ 212 изменилась посредством применения перекрывающегося сварочного шва 568. Кроме того, отметим, что кромка 522 лицевой поверхности сварочного шва, сформированная посредством перекрывающегося сварочного шва 568, удалена достаточно далеко от первичного сварочного шва, чтобы не допускать какоголибо перекрывания темно-серых контурных уровней 584 или пластических зон, которые формируют кромку 522 лицевой поверхности сварочного шва в ЗТВ 212 в месте 564. Следовательно, пластическое разрушение задерживается за счет обеспечения того, что ширина 538 перекрытия достаточно большая,так что угол 570, сформированный посредством линии 572, соединяющей кромку 574 лицевой поверхности сварочного шва, сформированную посредством корня 576 сварочного шва, с кромкой 522 лицевой поверхности сварочного шва, сформированной посредством перекрывающегося сварочного шва 568,меньше 45. В этом случае пластическая деформация в направлении толщины возникает в месте 566,удаленном от сварочного шва. По сути, моделирование демонстрирует, что перекрывающийся сварочный шов успешно прошел место повреждения от первичного сварочного шва 210 к материалу трубы. Соответственно, на основе ширины 538 и минимальной высоты 530 число перекрывающихся сварочных швов или сварочных швов 504-514 деформации может корректироваться по мере того, как ширина 534 перекрытия и расстояние 536 разнесения перекрытия изменения с предпочтительным процессом и расходными материалами сварки, используемыми в ходе процесса сварки. Следует отметить, что дополнительные перекрытия сварочных швов деформации могут быть использованы для того, чтобы обеспечить то, что требование минимальной высоты удовлетворяется, посредством предоставления дополнительных слоев поверх последнего слоя многослойного сварочного шва и жестких сварочных швов. Предпочтительно, число перекрытий может регулироваться так, чтобы удовлетворять предварительно определенной высоте и общей ширине 538 перекрытия, чтобы получить требуемую деформационную способность без разрушения. Требования к геометрии могут быть определены посредством экспериментов с различной геометрией и деформационной способностью без разрушения. В качестве примера того, как геометрия влияет на деформационную способность без разрушения сегментов труб, фиг. 6 А-6D являются примерными профилями сегментов труб из сварочного соединения по фиг. 5 А-5 С в соответствии с настоящими методиками. На фиг. 6 А-6D сегменты 202 и 204 труб сварены вместе с помощью процесса импульсно-дуговой сварки газово-металлическим электродом для формирования сварочных соединений с различными конфигурациями перекрытия. Сварочная проволока используется в указанном процессе для формирования несущего сварочного шва и сварочных швов деформации, которые поясняются на фиг. 5 А-5 С. Припуск сварочного шва является отрицательным в каждом из этих профилей, поскольку прочность металла сварочного шва ниже прочности отрезков 202 и 204 труб. Образцы широких пластин, которые используются в испытаниях широких пластин для нефтегазовой промышленности, чтобы измерять деформационную способность без разрушения сварочных трубопроводов, могут быть изготовлены из сварочных сегментов труб. См, например, Denys R.M., "Wide PlateTest and its Application to Acceptable Defect" в Proceedings, Welding Institute Conference on Fracture Toughness Testing and Materials, Interpretation and Application, Лондон, июнь 1982 г. Образцы широких пластин считаются достаточно большими, чтобы характеризовать структурную характеристику трубопроводов,нагруженных при режимах чистого напряжения. Геометрические профили 600, 610, 620 и 630, которые поясняются ниже, являются поперечными сечениями, взятыми из материала рядом с одним краем широкой пластины отрезков 202 и 204 труб. Профили 600, 610, 620 и 630 сварочных соединений изменяются по ширине широких пластин. Геометрия-9 013206 выпуклостей сварочных соединений в этих профилях обобщена в табл. 1, показанной ниже. Таблица 1 Следует отметить, что нормализованная деформационная способность без разрушения в табл. 1 может быть представлена посредством следующего уравнения: В этом уравнении измеренная деформационная способность без разрушения - это способность к деформации, полученная из испытания широкими пластинами, проведенного для каждого из профилей 600, 610, 620 и 630 кольцевого сварочного шва, тогда как измеренная деформационная способность без разрушения традиционного сварочного соединения - это деформационная способность без разрушения,полученная из традиционного кольцевого сварочного соединения, представленного посредством профиля 600. На фиг. 6 А-6D профиль 600 является примером традиционного кольцевого сварочного шва или сварочного соединения, которое не включает в себя какие-либо дополнительные перекрытия сварочных швов, такие сварочные швы деформации или жесткие сварочные швы, тогда как профили 610, 620 и 630 являются примерами сварочных соединений, которые имеют дополнительные сварочные швы, чтобы регулировать высоту и ширину сварочного соединения, чтобы повысить деформационную способность без разрушения. Дополнительные сварочные швы, которые могут включать в себя последние слои многослойного сварочного шва, жесткие сварочные швы и/или сварочные швы деформации, могут упоминаться как перекрывающиеся сварочные швы. Чтобы начать, фиг. 6 А иллюстрирует геометрический профиль 600 с несущим сварочным швом 602 и одиночные последние слои многослойного сварочного шва, которые имеют ширину 604, которая составляет примерно 13 мм, и высоту 606, которая составляет примерно 2 мм. Фиг. 6 В иллюстрирует геометрический профиль 610 с несущим сварочным швом 612 и перекрывающимися сварочными швами, которые имеют минимальную высоту 616, которая составляет 2 мм, и минимальную ширину 614, которая составляет 42 мм. Фиг. 6 С иллюстрирует геометрический профиль 620 с несущим сварочным швом 622 и перекрывающимися сварочными швами, которые имеют минимальную высоту 626, которая составляет 2,5 мм, и минимальную ширину 624, которая составляет 74 мм. Наконец, фиг. 6 С иллюстрирует геометрический профиль 630 с несущим сварочным швом 632 и перекрывающимися сварочными швами, которые имеют минимальную высоту 636, которая составляет 3 мм,и минимальную ширину 634, которая составляет 70 мм. Профили 604, 614, 624 и 630 представляют геометрию каждого сварочного шва в одном месте вдоль окружности сварочных сегментов труб. Измерения минимальной ширины и высоты необязательно выполняются в том же месте, что и место профилей поперечного сечения, показанных на фиг. 6 А-6D. Из этих различных геометрических профилей 600, 610, 620 и 630 минимальная высота деформации и ширина деформации напрямую связаны с измеряемым повышением деформационной способности без разрушения, как показано в табл. 1. Например, нормализованная деформационная способность без разрушения повышается с 1,0 до 2,3 по мере того, как профиль изменился с профиля 600 на профиль 630. Сварочные соединения, сформированные с перекрывающимися сварочными швами или сварочными швами деформации, предотвращают или задерживают начало пластического разрушения в кольцевых сварочных швах с недостаточным или равным допуском при наличии смягченной ЗТВ, тем самым повышая деформационную способность без разрушения трубопровода, такого как трубопровод 112, который содержит трещины в сварочных соединениях или ЗТВ. Фиг. 7 изображает вариант осуществления другого сварочного соединения, сформированного из способа по фиг. 4 в соответствии с аспектами настоящих методик. В этом варианте осуществления сварочные швы 702 деформации формируются посредством второго процесса сварки плавлением, выбранного из газовой дуговой сварки вольфрамовым электродом, газовой дуговой сварки металлическим электродом, дуговой сварки металлическим покрытым электродом и дуговой сварки под флюсом. Следует отметить, что настоящие способы могут быть использованы во множестве вариантов применения, которые включают в себя сварочные соединения, предназначенные для выдерживания существенных деформаций в направлении оси трубы или примыкающих элементов. Например, предпочтитель- 10013206 ный вариант применения настоящего изобретения может включать в себя трубопроводы, описанные выше, которые включают в себя высокопрочную сталь, для которой доступные расходные материалы сварки создают кольцевые сварочные швы, которые не создают припуск с прочностью трубопровода или не только создают припуск с прочностью трубопровода на величину, недостаточную для того, чтобы достигать требуемой деформационной способности без разрушения. Тем не менее, настоящее изобретение повышает деформационную способность без разрушения трубопроводов, в которых материал сварочного шва прочнее, чем материал сегментов труб. Настоящие способы не ограничены сталью с более высокой прочностью, но предоставляют вторичный способ повышения деформационной способности без разрушения для материалов класса Х 80 и ниже. В частности, материалы более низкого класса с припуском кольцевых сварочных швов могут использовать настоящие методики для того, чтобы повышать деформационную способность без разрушения, если присутствует смягченная ЗТВ. Дополнительные перекрытия сварочных швов могут быть использованы для того, чтобы улучшать характеристики кольцевых сварочных швов с припуском. Помимо этого, также следует отметить, что сварочные швы деформации могут быть использованы с жесткими сварочными швами. Например, первые два перекрывающихся сварочных шва 504 и 510 по фиг. 5 А могут быть жесткими сварочными швами, сформированными на внешней поверхности 224 рядом с верхним слоем 216 многослойного сварочного шва и покрывающими кромки 520 лицевой поверхности многослойного сварочного шва на внешней поверхности 224. В этом варианте осуществления дополнительные сварочные швы 506, 508, 512 и 514 деформации покрывают часть или все соседние сварочные швы 504, 506, 510 и/или 512, соответственно, и часть поверхности 224. Следовательно, сварочные швы 506, 508, 512 и 514 деформации могут изменять геометрию так, чтобы иметь конкретную ширину и высоту, которая повышает деформационную способность без разрушения сварочного соединения 500. Кроме того, настоящее изобретение также предоставляет способ для повышения деформационной способности без разрушения существующих трубопроводов или участков труб, где потребность деформации, возможно, увеличилась в течение срока службы трубопровода и, возможно, не учитывалась надлежащим образом в ходе исходного проектирования и конструирования, и существующие свойства кольцевых сварочных швов не адекватны, чтобы удовлетворять требуемой потребности деформации. Т.е. настоящие методики могут быть использованы для переделки существующих трубопроводов для повышения деформационной способности без разрушения и сопротивляемости хрупкому излому. Поскольку описываемые способы сварки легко применяются в эксплуатационных условиях, можно выкапывать существующие трубопроводы и добавлять дополнительные перекрытия сварочных швов рядом с основными сварочными швами, как показано на фиг. 5 А. Более того, следует отметить, что в некоторых вариантах осуществления настоящих методик несущий сварочный шов и перекрывающиеся сварочные швы, такие как материалы жестких сварочных швов и сварочных швов с деформаций, могут быть из одинакового материала. В других вариантах осуществления несущий сварочный шов и перекрывающиеся сварочные швы могут различаться для различных вариантов применения, чтобы повысить сопротивляемость хрупкому разрыву в основном сварочном шве и оптимизировать прочность перекрывающихся сварочных швов. Дополнительно, процессы сварки, используемые для несущего сварочного шва, последнего слоя многослойного сварочного шва, жестких сварочных швов и/или сварочных швов деформации, могут быть одинаковыми или различными процессами сварки. Также, следует отметить, что процесс сварки может сваривать материал по одной продольной оси или различным осям сегментов труб. Например, несущий сварочный шов может свариваться перпендикулярно примыкающим сегментам труб, тогда как последний слой многослойного сварочного шва, жесткий сварочный шов и сварочные швы деформации могут свариваться вдоль той же оси примыкающих сегментов труб. Дополнительно, примечательно то, что сварочные швы могут располагаться вокруг внутренней окружности примыкающих сегментов труб. Помимо этого, вышеуказанные варианты осуществления описаны, как предпочтительные варианты осуществления. Тем не менее, следует понимать, что другие модификации или комбинации частей либо аспектов вышеописанного варианта осуществления могут быть извлечены без отступления от области применения изобретения. Эти варианты включают в себя, но не только, применение методик скашивания и подготовки соединительных краев, формирование скосов, процессы сварки и ряд перекрывающихся сварочных швов, требуемых для того, чтобы удовлетворять минимальной геометрии выпуклостей. Дополнительно, в другом альтернативном варианте осуществления этапы 404-408 могут выполняться с помощью устройства обработки, такого как компьютер, сервер, база данных или другое основанное на процессоре устройство. Устройство обработки может включать в себя приложение, которое взаимодействует с пользователем или автоматически формирует различные геометрии сварочных швов для пользователя. Приложение может быть реализовано как электронная таблица, программа, процедура,пакет программного обеспечения или дополнительные машиночитаемые программные инструкции в существующей программе, которые могут быть написаны на языке вычислительного программирования,таком как Visual Basic, Fortran, C, Java и т.п. Разумеется, устройство обработки может включать в себя запоминающее устройство, такое как накопители на жестких дисках, гибкие диски, CD-ROM и другие- 11013206 оптические носители, магнитную ленту и т.п., для хранения приложений. Устройство обработки может включать в себя монитор, клавиатуру, мышь и другие пользовательские интерфейсы для взаимодействия с пользователем. В качестве примера операции устройства обработки пользователь может использовать приложение,чтобы задавать деформационную способность без разрушения сварочного соединения или секции трубопровода, как показано на этапе 404. Приложение может быть приспособлено для получения предварительно определенной деформационной способности без разрушения трубопровода посредством предоставления пользователю возможности вводить деформационную способность без разрушения в устройство обработки. Затем приложение может получать материал участков труб и материал металла сварочных швов для сварочного соединения. Информация материалов снова может быть предоставлена от пользователя, предоставлена из приложения для выбора посредством пользователя из списка доступных материалов (т.е. посредством графического пользовательского интерфейса или в электронной таблице Excel) либо выбрана посредством приложения на основе деформационной способности без разрушения. С помощью материала участков труб и материала металла сварочных швов приложение может использовать данные деформационной способности без разрушения для определения геометрии сварочного соединения. Данные деформационной способности без разрушения могут включать в себя предыдущие определенные деформационной способности без разрушения, которые основаны на экспериментальных данных, данных моделирования и/или измеренных данных. Эти данные деформационной способности без разрушения могут быть ассоциативно связаны с различными геометриями, материалами участков труб и/или материалами металлов сварочного шва. После того как определена, геометрия сварочного соединения может быть предоставлена пользователю посредством дисплея или отчета. Хотя настоящие методики изобретения подвержены различным модификациям и альтернативным формам, вышеописанные примерные варианты осуществления продемонстрированы в качестве примера. Тем не менее, также следует понимать, что изобретение не предназначено для того, чтобы быть ограниченным конкретными раскрытыми в данном документе вариантами осуществления. Фактически, настоящие методики изобретения должны охватывать все модификации, эквиваленты и альтернативы, попадающие в рамки духа и области применения изобретения, задаваемой прилагаемой формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ увеличения деформационной способности без разрушения сварочного соединения, содержащий следующие этапы: формирование несущего сварочного шва между по меньшей мере двумя элементами с использованием первого процесса сварки и первого металла сварочного шва; формирование по меньшей мере одного сварочного шва деформации посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом посредством второго процесса сварки,причем по меньшей мере один несущий сварочный шов деформации способен формировать сварочное соединение, имеющее конкретную минимальную высоту и ширину, для регулирования деформации растяжения до конкретной деформационной способности без разрушения. 2. Способ по п.1, содержащий этап формирования по меньшей мере одного жесткого сварочного шва посредством наплавления третьего металла сварочного шва непосредственно на часть несущего сварочного шва посредством третьего процесса сварки, при этом по меньшей мере один жесткий сварочный шов покрывает кромку лицевой поверхности несущего сварочного шва и по меньшей мере один сварочный шов деформации покрывает кромку лицевой поверхности по меньшей мере одного жесткого сварочного шва. 3. Способ по п.1, в котором по меньшей мере два элемента содержат отрезки труб. 4. Способ по п.1, в котором первый и второй процессы сварки содержат по меньшей мере одну сварку из газовой дуговой сварки вольфрамовым электродом, газовой дуговой сварки металлическим электродом, дуговой сварки металлическим покрытым электродом, дуговой сварки под флюсом, дуговой сварки флюсовой сердцевиной, плазменной дуговой сварки и любой комбинации вышеуказанного. 5. Способ по п.4, в котором первый и второй процессы сварки являются различными. 6. Способ по п.4, в котором первый и второй процессы сварки являются одинаковыми. 7. Способ по п.1, в котором ширина между кромкой лицевой поверхности несущего сварочного шва и кромкой лицевой поверхности сварочногошва деформации покрывает, по меньшей мере, ширину зоны термического влияния на поверхности каждого по меньшей мере из двух элементов, созданных посредством формирования несущего сварочного шва, и формирует угол, превышающий 0 и меньший или равный 45, с плоскостью, параллельной направлению максимальной растягивающей нагрузки вдоль сварочного соединения. 8. Способ по п.1, в котором первый металл и второй металл сварочного шва содержат по меньшей мере одно из ферритных сварочных расходных материалов, аустенитных сварочных расходных материалов и любой комбинации вышеозначенного.- 12013206 9. Способ по п.8, в котором первый металл и второй металл сварочного шва являются одинаковыми. 10. Способ по п.1, в котором по меньшей мере два элемента используются для транспортировки углеводородов. 11. Способ по п.1, дополнительно содержащий этап определения конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для достижения деформационной способности без разрушения для конкретной потребности деформации. 12. Способ по п.11, в котором на этапе определения используют по меньшей мере одно из опыта,экспериментов, вычислений и любой их комбинации. 13. Способ по п.11, в котором на этапе определения используют модель численного моделирования. 14. Система сваренных трубчатых элементов, содержащая первый трубчатый элемент, второй трубчатый элемент, примыкающий к первому трубчатому элементу, и сварочное соединение, имеющее несущий сварочный шов и множество сварочных швов деформации, соединенное с первым трубчатым элементом и вторым трубчатым элементом и имеющее конкретную минимальную высоту и ширину для регулировки деформации растяжения до конкретной деформационной способности без разрушения. 15. Система по п.14, в которой первый трубчатый элемент сообщен с резервуаром. 16. Система по п.14, содержащая устьевое оборудование, соединенное с первым трубчатым элементом, и подповерхностный объект, соединенный со вторым трубчатым элементом. 17. Система по п.14, в которой сварочное соединение содержит по меньшей мере один жесткий сварочный шов, размещенный частично между несущим сварочным швом и одним из множества сварочных швов деформации, при этом по меньшей мере один жесткий сварочный шов покрывает кромку лицевой поверхности несущего сварочного шва и по меньшей мере один сварочный шов деформации покрывает кромку лицевой поверхности по меньшей мере одного из множества сварочных швов деформации. 18. Система по п.14, в которой по меньшей мере два элемента содержат отрезки труб. 19. Система по п.14, в которой ширина между кромкой лицевой поверхности несущего сварочного шва и кромкой лицевой поверхности сварочного шва деформации покрывает, по меньшей мере, ширину зоны термического влияния на поверхности каждого по меньшей мере из первого трубчатого элемента и второго трубчатого элемента, созданных посредством формирования несущего сварочного шва, и формирует угол, превышающий 0 и меньший или равный 45, с плоскостью, параллельной направлению максимальной растягивающей нагрузки вдоль сварочного соединения. 20. Система по п.14, в которой первый трубчатый элемент и второй трубчатый элемент используются для транспортировки углеводородов. 21. Устройство для определения геометрии сварочного соединения отрезков труб, содержащее процессор, запоминающее устройство, соединенное с процессором, и приложение, доступное посредством процессора и предназначенное для получения предварительно определенной деформационной способности без разрушения для освоения скважины, получения материала отрезков труб и материала металла сварочного шва для сварочного соединения, использования данных деформационной способности без разрушения для определения геометрии сварочного соединения на основе материала отрезков труб и материала металла сварочного шва и предоставления геометрии сварочного соединения пользователю. 22. Устройство по п.21, в котором данные деформационной способности без разрушения содержат предыдущие измеренные данные деформационной способности без разрушения для различных геометрий сварочных соединений. 23. Устройство по п.21, в котором приложение предоставляет геометрию сварочного соединения посредством отображения геометрии сварочного соединения на мониторе. 24. Устройство по п.21, в котором геометрия сварочного соединения используется для соединения отрезков труб для транспортировки углеводородов из скважины. 25. Способ повышения деформационной способности без разрушения сварочного соединения, содержащий следующие этапы: определение конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для обеспечения деформационной способности без разрушения для конкретной потребности деформации; формирование несущего сварочного шва по меньшей мере между двумя элементами с использованием первого процесса сварки и первого металла сварочного шва; формирование по меньшей мере одного сварочного шва деформации посредством наплавления второго металла сварочного шва рядом с несущим сварочным швом с помощью второго процесса сварки,причем по меньшей мере один сварочный шов деформации способен формировать сварочное соединение, имеющее конкретную минимальную высоту и ширину. 26. Способ по п.25, в котором на этапе определения используют по меньшей мере одно из опыта,экспериментов и вычислений и любой комбинации вышеозначенного. 27. Способ по п.25, в котором на этапе определения используют модель численного моделирования. 28. Способ определения геометрии сварочного соединения отрезков труб, содержащий следующие этапы:- 13013206 определение конкретной потребности деформации; определение материала отрезков труб; определение материала сварочных швов и процесс сварки; определение конкретной минимальной высоты и ширины по меньшей мере одного сварочного шва деформации для обеспечения деформационной способности без разрушения для конкретной потребности деформации. 29. Способ по п.28, включающий использование по меньшей мере одного из экспериментальных данных, данных опыта, измеренных данных и любой их комбинации. 30. Способ по п.28, содержащий по меньшей мере один из этапов дискретизации грунтовых условий, характеристики потенциальной сейсмической активности, предсказания пучения при замерзании,предсказания осадков при таянии, и любой их комбинации. 31. Способ по п.28, в котором материал отрезков труб выбирают из группы, состоящей из стали и легированной стали. 32. Способ по п.28, в котором материал сварочного шва и процесс сварки определяют на основе определенного материала труб. 33. Способ по п.28, в котором материал сварочного шва и процесс сварки выбирают на основе доступа к общедоступным или частным базам данных по характеристикам сварочных швов. 34. Способ по п.28, содержащий этап измерения конкретной деформационной способности без разрушения, включающую в себя испытания деформации растяжения сварочных отрезков труб. 35. Способ по п.28, содержащий использование модели численного моделирования.
МПК / Метки
МПК: B23K 31/00, B23K 20/00, B23K 9/00
Метки: разрушения, элементов, геометрии, способности, трубчатых, система, способы, увеличения, сварочного, устройство, сваренных, определения, соединения, деформационной
Код ссылки
<a href="https://eas.patents.su/17-13206-sposoby-uvelicheniya-deformacionnojj-sposobnosti-bez-razrusheniya-svarochnogo-soedineniya-i-opredeleniya-geometrii-svarochnogo-soedineniya-sistema-svarennyh-trubchatyh-elementov-i.html" rel="bookmark" title="База патентов Евразийского Союза">Способы увеличения деформационной способности без разрушения сварочного соединения и определения геометрии сварочного соединения, система сваренных трубчатых элементов и устройство для определения геометрии сварочного соединения</a>
Конструктивная система из элементов кручения/тороидальных элементов и способы сооружения конструкций с использованием этих элементов
Номер патента: 3037
Опубликовано: 26.12.2002
Автор: Провитола Энтони И.
Метки: сооружения, использованием, конструкций, конструктивная, способы, система, элементов, этих
Формула / Реферат:
1. Конструктивная система, содержащая тороидальные элементы кручения и средства соединения этих элементов. 2. Конструктивная система из элементов кручения, содержащая конструктивные элементы, работающие на кручение при восприятии нагрузки, и средства соединения этих конструктивных элементов с обеспечением передачи скручивающей нагрузки, действующей, по меньшей мере, на один конструктивный элемент, по меньшей мере, одному другому конструктивному...
Концевой фитинг для трубчатых элементов и способ его применения
Номер патента: 5052
Опубликовано: 28.10.2004
Автор: Фрэзер Дана Дж.
МПК: F16L 39/00
Метки: элементов, концевой, фитинг, трубчатых, способ, применения
Формула / Реферат:
1. Способ применения концевого соединения на трубопровод, содержащий установку внешнего обода вокруг трубчатой вставки для определения кольцевого зазора, размещение концевой части трубопровода в кольцевом зазоре, приложение направленной радиально наружу силы на внутреннюю стенку вставки для обеспечения вхождения вставки в зацепление с концевой частью трубопровода, и приложение направленной радиально внутрь силы на наружную стенку обода для...
Способ установки трубчатых элементов в осевом направлении в область земли с избыточным давлением
Номер патента: 3349
Опубликовано: 24.04.2003
Автор: Рэйнз Ричард Д.
МПК: E21B 7/20
Метки: установки, способ, элементов, трубчатых, осевом, давлением, земли, область, избыточным, направлении
Формула / Реферат:
1. Способ установки трубчатого элемента, имеющего верхний конец и закрытый нижний конец, в осевом направлении, по меньшей мере, через одну область земли с избыточным давлением, содержащий следующие этапы: бурение скважины до глубины, близкой к верхней части области земли с избыточным давлением, но не в нее, введение трубчатого элемента в буровую скважину, в которой закрытый нижний конец трубчатого элемента помещают близко к верхней части области...
Способ соединения трубчатых деталей кузнечной сваркой
Номер патента: 9297
Опубликовано: 28.12.2007
Авторы: Олфорд Роберт Эндрю, Димитриадис Клистенис, Коул Энтони Томас
МПК: B23K 20/02, B23K 20/14, B23K 11/02...
Метки: способ, трубчатых, деталей, соединения, кузнечной, сваркой
Формула / Реферат:
1. Способ соединения трубчатых деталей кузнечной сваркой, содержащий размещение концов соединяемых трубчатых деталей на выбранном расстоянии друг от друга в пространстве, которое, по существу, заполнено продувочной смесью текучих сред; нагрев конца каждой трубчатой детали в указанном пространстве посредством высокочастотного электрического нагрева, причем используют по меньшей мере три электрода, которые прижимают с разнесенными по окружности...
Устройство для определения взаимного положения двух по существу плоских элементов
Номер патента: 11464
Опубликовано: 28.04.2009
Авторы: Хюбш Вольфрам, Куртц Райнер, Каннон Марк, Грумм Харальд
Метки: существу, определения, плоских, устройство, элементов, положения, двух, взаимного
Формула / Реферат:
1. Устройство для определения взаимного положения в плоскости Х-Y двух, по существу, плоских элементов, расположенных, по существу, один над другим на расстоянии друг от друга в направлении Z, содержащее по меньшей мере один расположенный между указанными элементами оптический регистрирующий прибор, позволяющий регистрировать по меньшей мере по две точки на обращенных друг к другу поверхностях элементов, и блок обработки, выполненный с...
Предыдущий патент: Способ обработки окислившегося остатка сырой нефти
Следующий патент: Ингибиторы вирусной полимеразы
Случайный патент: Система и способ для миграции сейсмических данных