Способ усиления сосудов неправильной формы, работающих под давлением
Формула / Реферат
1. Способ изготовления плашечного противовыбросового превентора, содержащий следующие стадии:
анализ первой модели плашечного противовыбросового превентора;
идентификация участков высокой концентрации напряжения в первой модели при выбранных условиях нагрузки;
конструирование плашечного противовыбросового превентора;
выборочное усиление участков высокой концентрации напряжений, соответствующих изготовленному плашечному противовыбросовому превентору.
2. Способ по п.1, в котором анализ первой модели содержит анализ методом конечных элементов.
3. Способ по п.1, в котором идентификация участков высокой концентрации напряжений содержит создание графика напряжений первой модели под воздействием выбранных условий нагрузки.
4. Способ по п.1, в котором выборочное усиление участков высокой концентрации напряжений содержит, по меньшей мере, накладку или вкладку плакирования.
5. Способ по п.1, дополнительно содержащий анализ второй модели плашечного противовыбросового превентора, которую создают для минимизирования идентифицированных участков высокой концентрации напряжений, идентифицированных в первой модели.
6. Способ усиления сосуда неправильной формы, работающего под давлением, содержащий следующие стадии:
анализ сосуда неправильной формы, работающего под давлением;
идентификация участков высокой концентрации напряжений в сосуде неправильной формы, работающем под давлением;
выборочное усиление участков высокой концентрации напряжений.
7. Способ по п.6, в котором сосуд неправильной формы, работающий под давлением, является плашечным противовыбросовым превентором.
8. Способ по п.6, в котором идентификация участков высокой концентрации напряжений содержит создание графика напряжений сосуда неправильной формы, работающего под давлением, в условиях нагрузки на указанный сосуд.
9. Способ по п.6, в котором условия нагрузки сосуда неправильной формы, работающего под давлением, содержат по меньшей мере одно из следующего: внутреннее давление, внешнее давление, осевое растяжение, осевое сжатие, продольное растяжение, продольное сжатие, осевой изгибающий момент и продольный изгибающий момент.
10. Способ по п.6, в котором выборочное усиление содержит накладку плакирования.
11. Способ по п.10, дополнительно содержащий выбор толщины накладки плакирования на основе анализа сосуда неправильной формы, работающего под давлением.
12. Способ по п.10, в котором накладку плакирования выполняют, по меньшей мере, с помощью одного из следующего: плакирование электродуговой сваркой, плакирование горячим изостатическим прессованием и плакирование нагартовкой.
13. Способ по п.6, в котором выборочное усиление содержит вкладку плакирования.
14. Способ по п.13, в котором вкладку плакирования устанавливают с натягом или запрессовывают в углубление, выполненное в сосуде неправильной формы, работающем под давлением, и приваривают по месту.
15. Способ по п.13, в котором вкладке плакирования придают форму на основе результатов анализа методом конечных элементов сосуда неправильной формы, работающего под давлением.
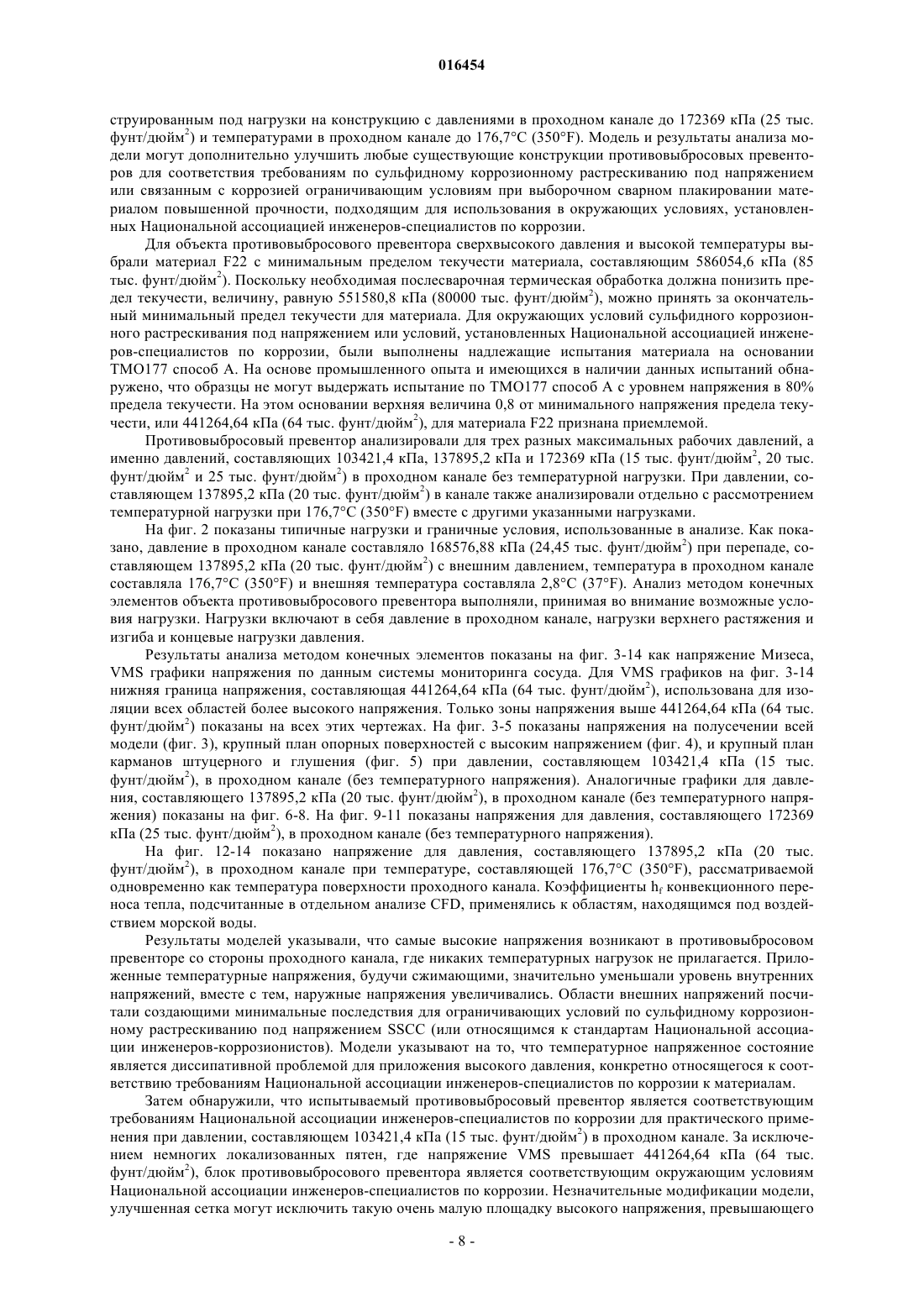
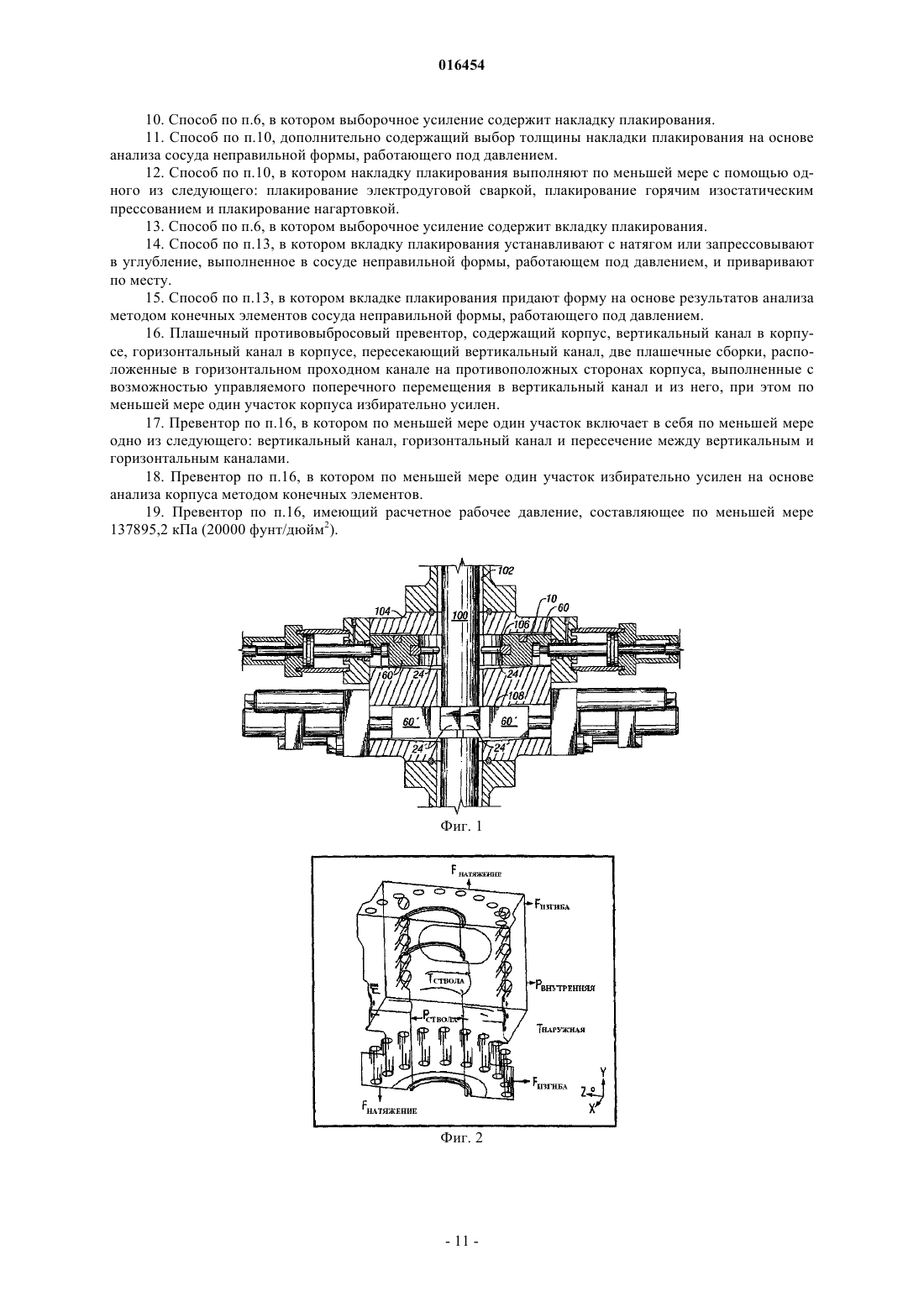
16. Плашечный противовыбросовый превентор, содержащий корпус, вертикальный канал в корпусе, горизонтальный канал в корпусе, пересекающий вертикальный канал, две плашечные сборки, расположенные в горизонтальном проходном канале на противоположных сторонах корпуса, выполненные с возможностью управляемого поперечного перемещения в вертикальный канал и из него, при этом по меньшей мере один участок корпуса избирательно усилен.
17. Превентор по п.16, в котором по меньшей мере один участок включает в себя по меньшей мере одно из следующего: вертикальный канал, горизонтальный канал и пересечение между вертикальным и горизонтальным каналами.
18. Превентор по п.16, в котором по меньшей мере один участок избирательно усилен на основе анализа корпуса методом конечных элементов.
19. Превентор по п.16, имеющий расчетное рабочее давление, составляющее по меньшей мере 137895,2 кПа (20000 фунт/дюйм2).
Текст
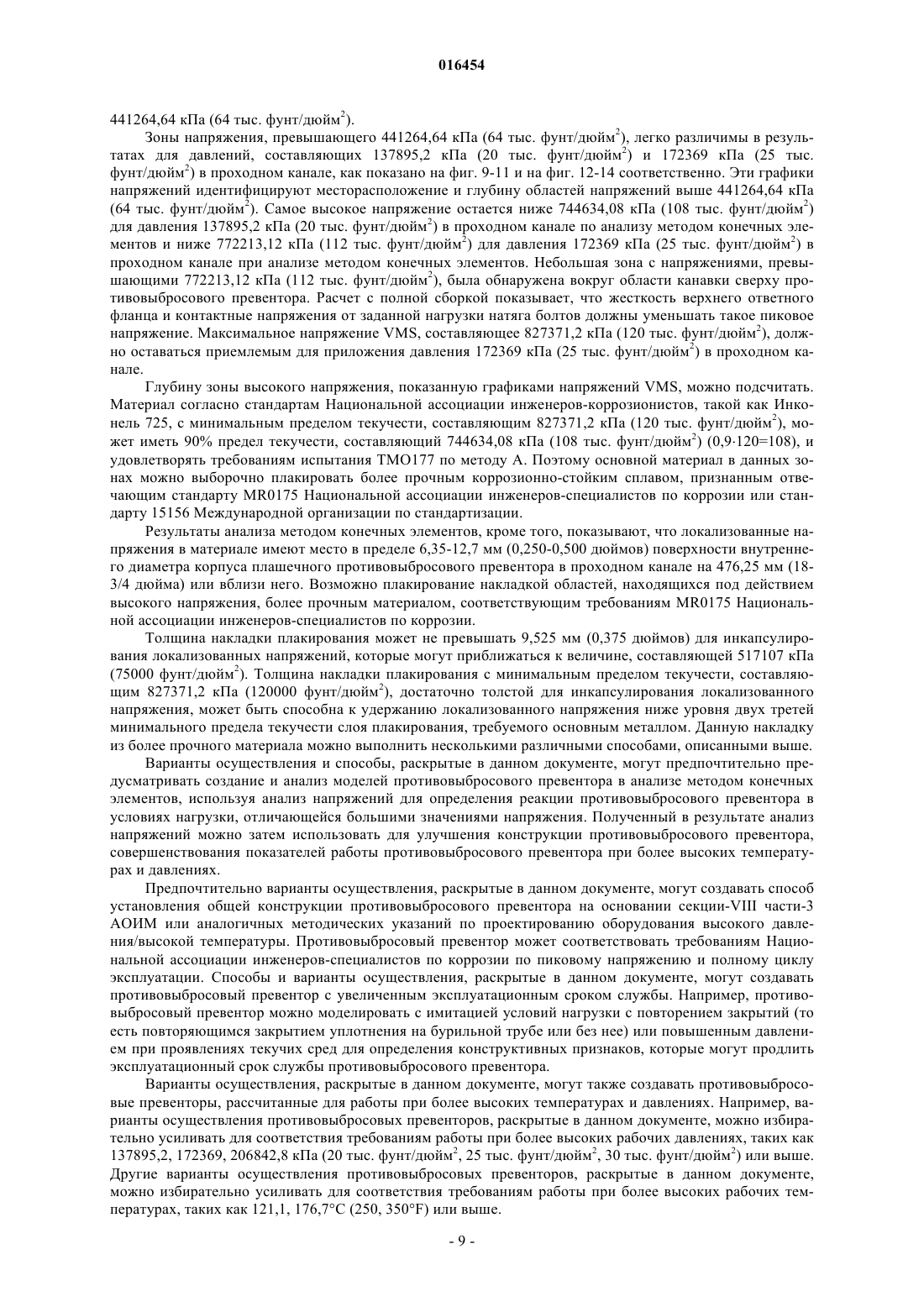
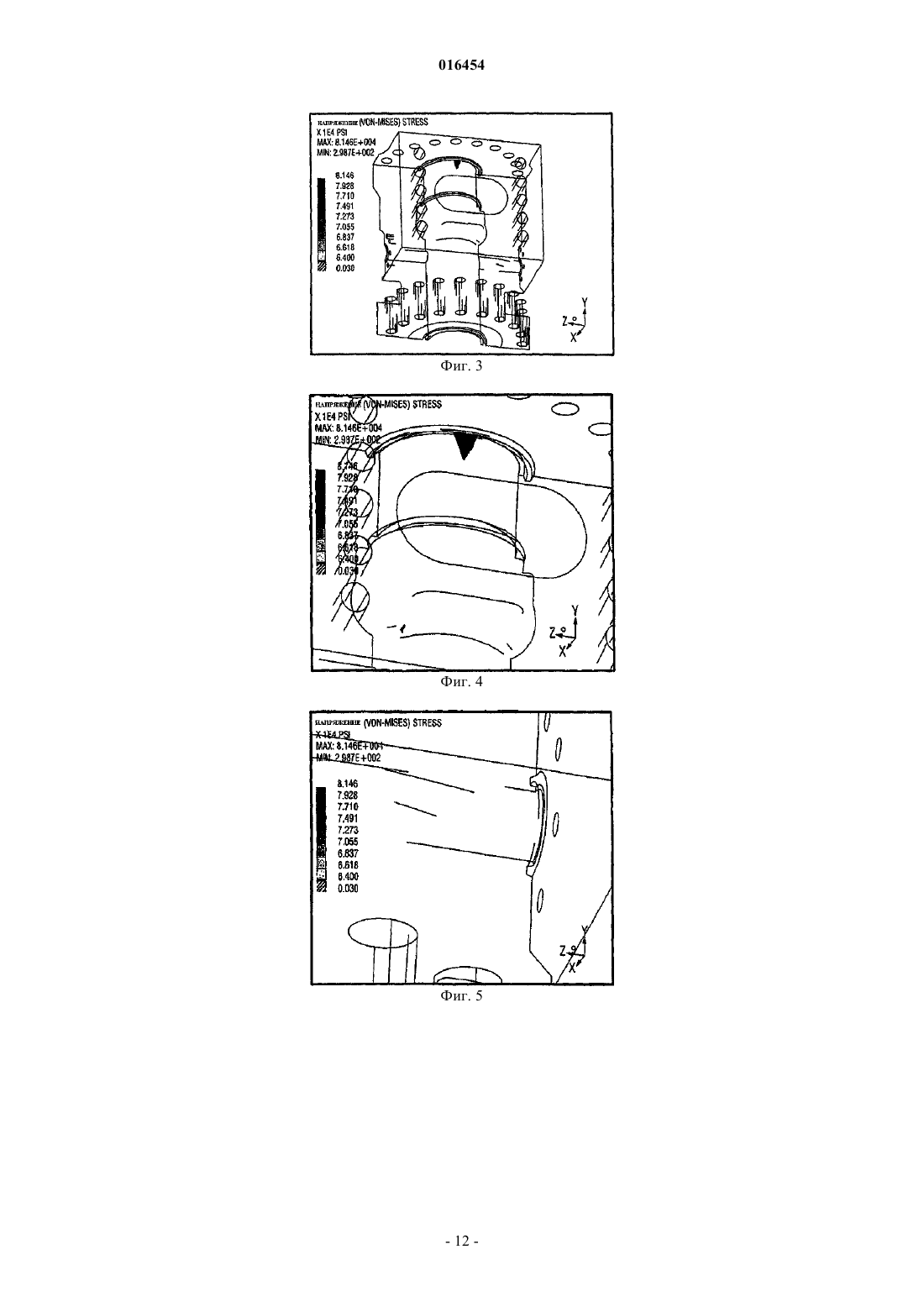
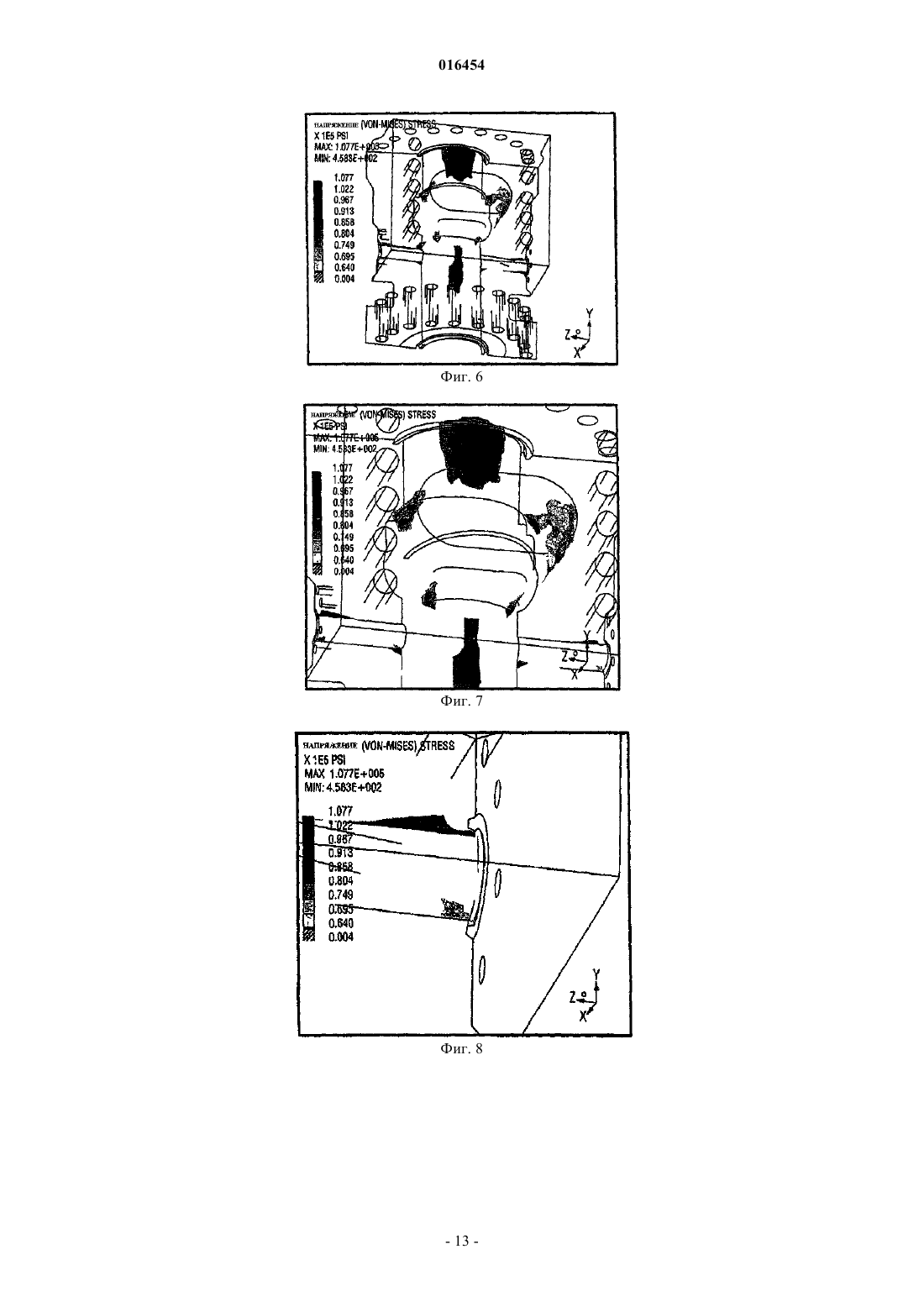
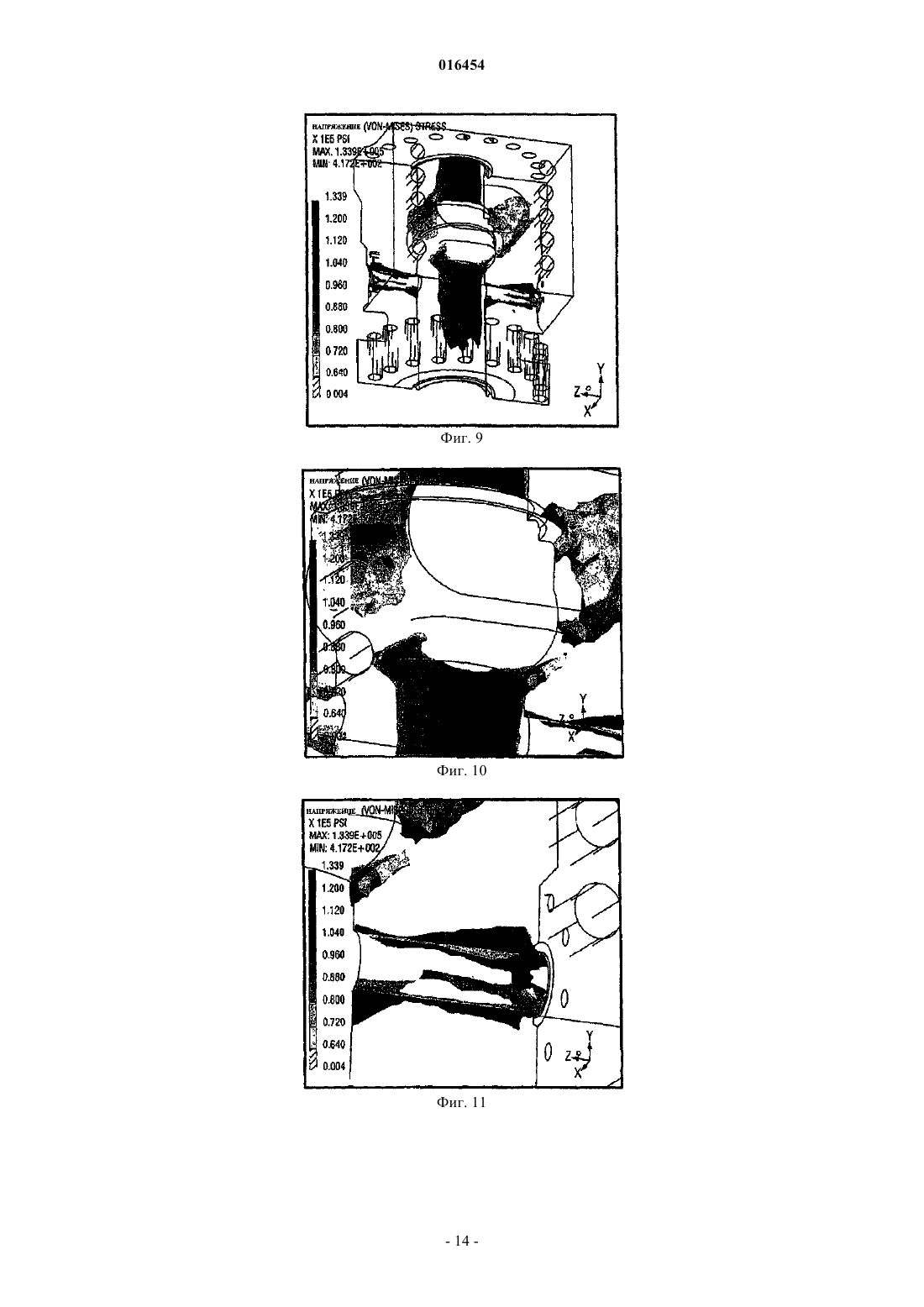
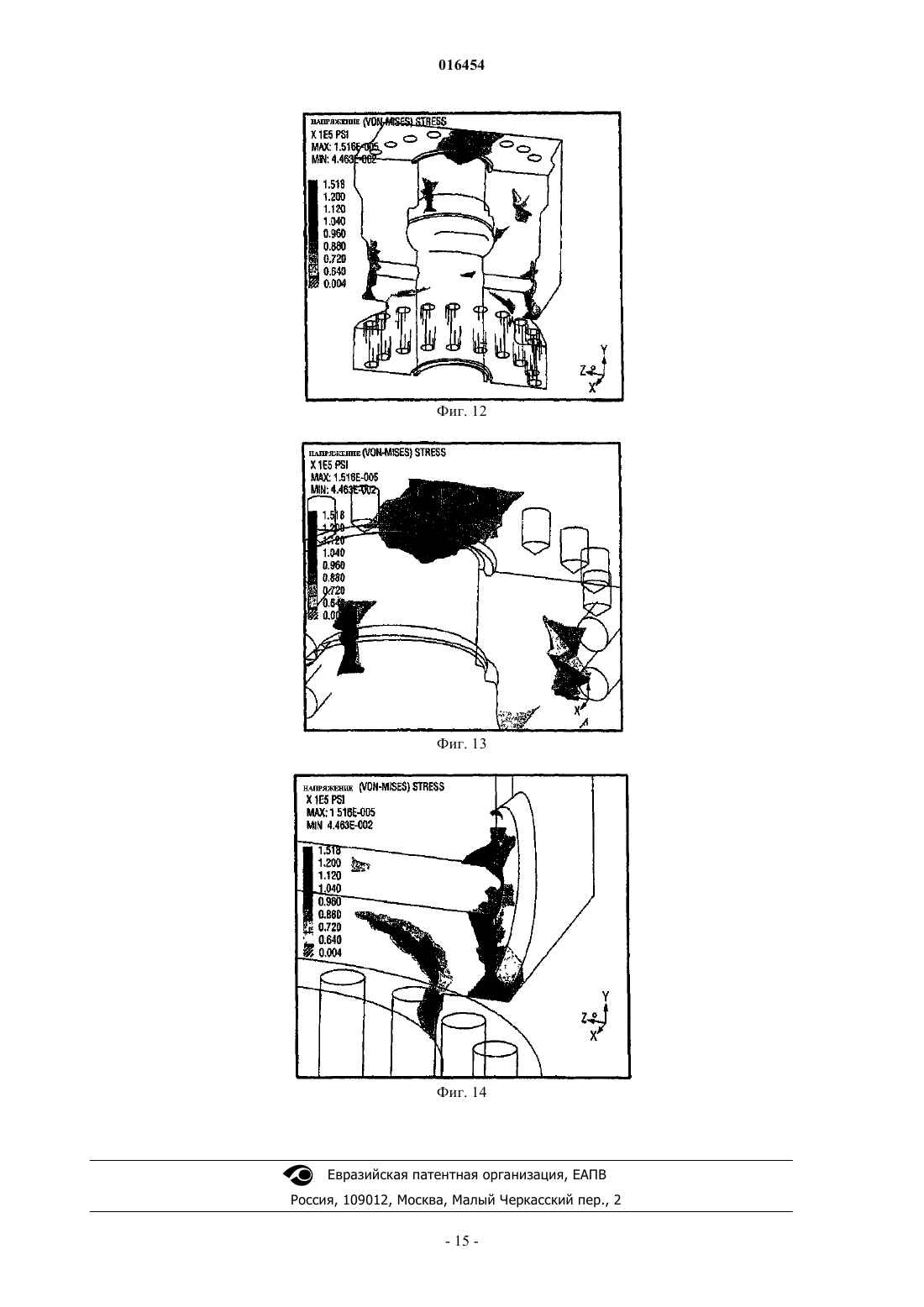
СПОСОБ УСИЛЕНИЯ СОСУДОВ НЕПРАВИЛЬНОЙ ФОРМЫ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ Способ изготовления плашечного противовыбросового превентора, включающий в себя анализ первой модели плашечного противовыбросового превентора, идентификацию участков высокой концентрации напряжений в первой модели при выбранных условиях нагрузки, конструирование плашечного противовыбросового превентора и выборочное усиление участков высокой концентрации напряжений, соответствующих изготовленному плашечному противовыбросовому превентору. Другие варианты осуществления включают в себя способ усиления сосуда неправильной формы, работающего под давлением, включающий в себя анализ сосуда неправильной формы, работающего под давлением, идентификацию участков высокой концентрации напряжений в сосуде неправильной формы, работающем под давлением,и выборочное усиление участков высокой концентрации напряжений. Другие варианты осуществления включают в себя плашечный противовыбросовый превентор, содержащий корпус, вертикальный канал в корпусе, горизонтальный канал в корпусе, пересекающий вертикальный канал, две плашечные сборки, расположенные в горизонтальном проходном канале на противоположных сторонах корпуса и выполненные с возможностью управляемого поперечного перемещения в вертикальный канал и из него, при этом по меньшей мере один участок корпуса избирательно усилен.(71)(73) Заявитель и патентовладелец: ХАЙДРИЛ ЮЭсЭй МЭНЬЮФЭКЧУРИНГ ЭлЭлСи (US) 016454 Область техники изобретения Настоящее изобретение, в общем, относится к сосудам неправильной формы, работающим под давлением, используемым в нефтяной и газовой промышленности. Конкретно, настоящее изобретение относится к способу изготовления или усиления противовыбросовых превенторов. Предшествующий уровень техники Управление скважиной является важным аспектом разведки нефти и газа. При бурении скважины,например, должны быть установлены предохранительные устройства для предотвращения травм персонала и повреждения оборудования в результате непредвиденных событий, связанных с буровыми работами. Бурение скважин включает в себя проходку различных подземных геологических структур, или"слоев". Периодически ствол скважины должен проходить слой с пластовым давлением, существенно превышающим давление, поддерживаемое в стволе скважины. Когда такое происходит, про скважину говорят, что в ней происходят резкое повышение давления вследствие проявлений текучих сред. Увеличение давления при таких проявлениях, в общем, создается притоком пластовых текучих сред (которые могут представлять собой жидкость, газ или их комбинацию) в ствол скважины. Относительно высокое давление при проявлениях текучих сред распространяется от точки входа в ствол скважины к устью (от области высокого давления к области низкого давления). Если предоставить возможность указанному высокому давлению достичь поверхности, то буровой раствор, скважинные инструменты и другие бурильные конструкции может выбросить из ствола скважины. Результатом таких "выбросов" может быть катастрофическое разрушение бурового оборудования (включающего в себя, например, буровую установку) и тяжелые травмы и гибель персонала буровой бригады. Вследствие риска выбросов устройства, известные как противовыбросовые превенторы, устанавливаются над устьевой арматурой на поверхности земли или на морском дне в устройствах глубоководного бурения для эффективного уплотнения ствола скважины, пока не будут предприняты действенные меры по контролю увеличения давления при проявлениях текучих сред. Противовыбросовые превенторы могут активироваться для адекватного контроля увеличения давления при проявлениях текучих сред и их"выкачивания из системы при циркуляции". Существует несколько типов противовыбросовых превенторов, наиболее распространенными из которых являются плашечные противовыбросовые превенторы и универсальные противовыбросовые превенторы (включающие в себя сферические противовыбросовые превенторы). В универсальном противовыбросовом превенторе обычно используют большие кольцевые, резиновые или эластомерные уплотнения, имеющие металлические вставки, именуемые "уплотнительными узлами". Уплотнительные узлы можно активировать в противовыбросовом превенторе для заключения в оболочку бурильной трубы и скважинных инструментов и полного уплотнения "кольцевого пространства" между трубой или инструментом и стволом скважины. В ситуациях, когда бурильной трубы или скважинного инструмента нет в канале уплотнительного узла, уплотнительный узел можно сжать так,что его канал полностью закрывается. Обычно уплотнительные узлы уплотняются вокруг бурильной трубы, при этом уплотнительный узел можно быстро сжать, вручную или механизмом, для получения уплотнения вокруг нее, предотвращая выброс, обуславливаемый давлением в скважине. Примеры универсальных противовыбросовых превенторов раскрыты в патентах США 2609836 и 5819013, каждый из которых и полностью включен в данное описание путем ссылки. Пример сферического противовыбросового превентора раскрыт в патенте США 3667721, полностью включенном в данное описание путем ссылки. Плашечные противовыбросовые превенторы обычно имеют корпус и по меньшей мере одну пару расположенных противоположно по горизонтали крышек. Крышки, в общем, крепят по периметру к корпусу, например, болтами. Альтернативно, крышки можно крепить к корпусу на шарнире и болтами,чтобы крышку можно было повернуть вбок, обеспечивая доступ для техобслуживания. Внутри каждой крышки находится приводимая в действие поршнем плашка. Плашки могут представлять собой трубные плашки, которые, когда приводятся в действие, перемещаются для сцепления и охвата бурильной трубы и скважинных инструментов для уплотнения ствола скважины, срезающие плашки, которые, когда приводятся в действие, перемещаются для сцепления и перерезания любой бурильной трубы или скважинных инструментов в стволе скважины, или глухие плашки, которые, когда приводятся в действие, изолируют ствол скважины как шиберная задвижка. Плашки обычно размещаются противоположно друг другу и любые из плашек, трубные, срезающие или глухие обычно уплотняются друг к другу вблизи центра ствола скважины для полной изоляции ствола скважины. Плашки в целом конструируют стальными, оснащенными эластомерными компонентами на поверхностях уплотнения. Имеются в наличии различные конфигурации блоков плашек, обеспечивающих изоляцию ими ствола скважины. Трубные плашки обычно имеют круглый вырез в середине, соответствующий диаметру трубы в стволе для изоляции скважин, когда труба находится в стволе, вместе с тем,эти трубные плашки эффективно уплотняются только в ограниченном диапазоне диаметров труб. Универсальные плашки под несколько диаметров труб уплотняются в более широком диапазоне диаметров труб. Различные блоки плашек в противовыбросовых превенторах можно менять, предоставляя операто-1 016454 рам скважин возможность оптимизации конфигурации противовыбросовых превенторов для конкретной секции ствола или проводимой работы. Примеры плашечных противовыбросовых превенторов раскрыты в патентах США 6554247, 6244560, 5897094, 5655745 и 4647002, каждый из которых полностью включен в данное описание путем ссылки. На фиг. 1 показано сечение варианта осуществления плашечного противовыбросового превентора,описанного в патенте США 4647002. Корпус 104 противовыбросового превентора может иметь вертикальный канал 102, в который можно вставлять трубчатый элемент 100 (например, бурильную трубу или нефтепромысловый инструмент). Корпус 104 может иметь один или несколько горизонтальных каналов 106, 108 (два горизонтальных проходных канала в противовыбросовом превенторе показанной конфигурации с двумя комплектами плашек). В горизонтальном канале 106 показано сечение блоков 60 плашек,каждого с верхним уплотнением 10 и уплотнительным элементом 24. Блоки плашек 60 показаны в открытом положении. Когда блоки плашек 60 закрыты, верхнее уплотнение 10 уплотняется вокруг верхней поверхности горизонтального проходного канала 106, а уплотнительный элемент 24 уплотняется в направлении внутрь вокруг трубчатого элемента 100, как показано во втором горизонтальном проходном канале 108. Плашечные противовыбросовые превенторы в настоящее время изготавливаются для различных диапазонов размеров проходного канала, обычно имеющие диапазон рабочего давления от 13789,5 кПа(2000 фунт/дюйм 2) до 103421,4 кПа (15000 фунт/дюйм 2). Например, плашечный противовыбросовый превентор, рассчитанный на работу при давлении, составляющем 103421,4 кПа (15000 фунт/дюйм 2), могут изготавливать из основного материала, такого как низколегированная сталь с минимальным пределом текучести материала, 586054,6 кПа (85000 фунт/дюйм 2) по всей толщине сечения корпуса. Данный минимальный предел текучести необходим для предотвращения пластической деформации или разрушения корпуса как под давлением гидравлической опрессовки, составляющим 150% от рабочего давления (22500 фунт/дюйм 2) внутреннее давление опрессовки водой, так и при максимальном внутреннем рабочем давлении, составляющем 103421,4 кПа (15000 фунт/дюйм 2). Предел текучести составляет 586054,6 кПа (85000 фунт/дюйм 2) для данных, рассчитанных на давление, равное 103421,4 кПа (15000 фунт/дюйм 2), корпусов плашечных противовыбросовых превенторов и считается надежно превышающим минимально необходимые требования по расчетному давлению. Вместе с тем может быть желательным использование плашечных противовыбросовых превенторов в условиях высокого давления, высокой температуры (давление более 103421,4 кПа и температура более 121,1 С (250F). В частности, могут быть необходимы плашечные противовыбросовые превенторы, рассчитанные на рабочие давления, составляющие 137895,2 кПа (20000 фунт/дюйм 2), 172369 кПа (25000 фунт/дюйм 2) и выше и рабочие температуры до 176,7 С (350F) или выше. Такие противовыбросовые превенторы должны соответствовать критериям проектирования металлических компонентов для нефтегазовых месторождений, таким как требования, установленные Национальной ассоциацией инженеровспециалистов по коррозии и Европейской федерации по коррозии для показателей работы металлов под воздействием окружающих условий с различными сочетаниями, рН, температур и парциальных давлений H2S (включающие в себя требования MR0175, ТМ 0177 и ТМ 0284) Национальной ассоциацией инженеров-специалистов по коррозии. Сплавы, в настоящее время используемые в качестве основного материала для изготовления плашечных противовыбросовых превенторов, могут не адекватно работать при высоких давлениях, подвергающих плашечный противовыбросовый превентор пластической деформации или разрушению корпуса. Один способ производства противовыбросовых превенторов с необходимым высоким расчетным давлением может включать в себя изготовление плашечного противовыбросового превентора из основного материала более высокой прочности ковкой с протяжкой из высокопрочного сплава, стойкого к коррозии. Вместе с тем, такие высокопрочные сплавы, стойкие к коррозии, обычно поставляются в виде слитков весом в 13620 кг (30000 фунтов) или менее, в то время как приблизительно 45400 кг (100000 фунтов) или больше может потребоваться для изготовления корпуса плашечного противовыбросового превентора с двумя полостями. Наиболее важным является то, что изготовление корпуса противовыбросового превентора из такого основного материала может иметь чрезмерную стоимость, поскольку такие высокопрочные сплавы высокой коррозионной стойкости являются значительно более дорогими, чем низколегированная сталь и не так легко поддаются станочной обработке, как их аналоги меньшей прочности. Соответственно существует необходимость создания плашечных противовыбросовых превенторов для высокой температуры и высокого давления. Кроме того, существует необходимость создания экономичного средства изготовления противовыбросовых превенторов, рассчитанных на работу при более высоких давлениях и температурах. Сущность изобретения В одном аспекте настоящего изобретения создан способ изготовления плашечного противовыбросового превентора. Способ может включать в себя анализ первой модели плашечного противовыбросового превентора, идентификацию участков высокой концентрации напряжений в первой модели при выбранных условиях нагрузки, конструирование плашечного противовыбросового превентора и выбороч-2 016454 ное усиление участков высокой концентрации напряжений, соответствующих изготовленному плашечному противовыбросовому превентору. В другом аспекте настоящего изобретения создан способ усиления сосуда неправильной формы,работающего под давлением. Способ может включать в себя анализ сосуда неправильной формы, работающего под давлением, идентификацию участков высокой концентрации напряжений в сосуде неправильной формы, работающем под давлением, и выборочное усиление участков высокой концентрации напряжений. В другом аспекте создан плашечный противовыбросовый превентор. Плашечный противовыбросовый превентор может включать в себя корпус, вертикальный проходной канал в корпусе, горизонтальный канал в корпусе, пересекающий вертикальный канал, две плашечные сборки, расположенные в горизонтальном канале на противоположных сторонах корпуса, выполненные с возможностью управляемого поперечного перемещения к вертикальному каналу и от него, и при этом по меньшей мере один участок корпуса избирательно усилен. Другие аспекты и преимущества изобретения должны быть ясны из следующего описания и прилагаемой формулы изобретения. Краткое описание чертежей На фиг. 1 показан вид сбоку противовыбросового превентора, частично в сечении, показывающий деталь плашечной сборки и две плашки в общем корпусе, в котором один комплект элементов плашки закрыт вокруг трубчатого элемента в вертикальном проходном канале корпуса, а другой комплект элементов плашечной сборки открыт. На фиг. 2 показано полусечение общей модели с приложенными нагрузками и граничными условиями согласно вариантам осуществления, описанным в данном документе. На фиг. 3 показаны результаты анализа методом конечных элементов модели, показанной на фиг. 2,находящейся под давлением, составляющим 103421,4 кПа (15 тыс. фунт/дюйм 2). На фиг. 4 показан увеличенный вид результатов фиг. 3, фокусирующийся на опорной поверхности противовыбросового превентора. На фиг. 5 показан увеличенный вид результатов фиг. 3, фокусирующийся на карманах, штуцерном и глушения, противовыбросового превентора. На фиг. 6 показаны результаты анализа методом конечных элементов модели, показанной на фиг. 2,находящейся под давлением, составляющим 137895,2 кПа (20 тыс. фунт/дюйм 2). На фиг. 7 показан увеличенный вид результатов фиг. 6, фокусирующийся на опорной поверхности противовыбросового превентора. На фиг. 8 показан увеличенный вид результатов фиг. 6, фокусирующийся на карманах, штуцерном и глушения, противовыбросового превентора. На фиг. 9 показаны результаты анализа методом конечных элементов модели, показанной на фиг. 2,находящейся под давлением, составляющим 172369 кПа (25 тыс. фунт/дюйм 2). На фиг. 10 показан увеличенный вид результатов фиг. 9, фокусирующийся на опорной поверхности противовыбросового превентора. На фиг. 11 показан увеличенный вид результатов фиг. 9, фокусирующийся на карманах, штуцерном и глушения, противовыбросового превентора. На фиг. 12 показаны результаты анализа методом конечных элементов модели, показанной на фиг. 2, находящейся под давлением, составляющим 137895,2 кПа (20 тыс. фунт/дюйм 2) и имеющей внутреннюю температуру, составляющую 176,7 С (350F). На фиг. 13 показан увеличенный вид результатов фиг. 12, фокусирующийся на опорной поверхности противовыбросового превентора. На фиг. 14 показан увеличенный вид результатов фиг. 12, фокусирующийся на карманах, штуцерном и глушения, противовыбросового превентора. Подробное описание В одном аспекте варианты осуществления, раскрытые в данном описании, относятся к способу изготовления или усиления сосудов неправильной формы, работающих под давлением. В других аспектах варианты осуществления, раскрытые в данном документе, относятся к выборочно усиленному сосуду неправильной формы, работающему под давлением. В некоторых вариантах осуществления способ усиления сосуда неправильной формы, работающего под давлением, может включать в себя анализ сосуда неправильной формы, работающего под давлением, идентификацию участков концентрации высоких напряжений в сосуде неправильной формы, работающем под давлением, и выборочное усиление участков концентрации высоких напряжений. При использовании в данном документе "сосудом неправильной формы, работающим под давлением" именуется сосуд, имеющий сложную структуру, который может включать в себя многочисленные углы, закругленные и острые, проходные каналы, перемещающиеся части и другие различные внутренние признаки, которые, в общем, отсутствуют в обычных цилиндрических или сферических сосудах, работающих под давлением. Как показано на фиг. 1 и описано выше, плашечный противовыбросовый превентор является таким примером сосуда неправильной формы, работающего под давлением, имеющего-3 016454 много внутренних углов, перемещающихся частей и пересекающихся каналов. Специалистам в данной области техники должно быть понятно, что возможны другие образцы противовыбросовых превенторов,и, хотя они подробно не описаны, варианты осуществления, раскрытые в данном документе, одинаково применимы к другим противовыбросовым превенторам и сосудам неправильной формы, работающим под давлением. В некоторых аспектах варианты осуществления, раскрытые в данном документе, относятся к способу изготовления плашечного противовыбросового превентора. В другом аспекте варианты осуществления, раскрытые в данном документе, относятся к избирательно усиленным плашечным противовыбросовым превенторам. В других аспектах варианты осуществления, раскрытые в данном документе, относятся к способам избирательного усиления плашечных противовыбросовых превенторов. В других аспектах варианты осуществления, раскрытые в данном документе, относятся к избирательно усиленным плашечным противовыбросовым превенторам, рассчитанным на работу при высоких температурах и/или под высокими давлениями. Во время работы и, в меньшей степени, во время испытаний (гидравлическое испытание, опрессовка и т.п.) плашечные противовыбросовые превенторы испытывают напряжение и деформацию, основанные на условиях нагрузок, многие из которых могут возникать на постоянной, периодической или циклической основе. Условия нагрузки могут включать в себя температурную нагрузку, нагрузку от давления или механическую нагрузку. Для морских подводных противовыбросовых превенторов температурная нагрузка может возникать, когда ствол скважины нагрет, например, до температуры, составляющей 176,7 С (350F) и расположен под толщей воды в 3050 м (10000 футов) при 32F (0C). Нагрузка от давления может являться результатом внутреннего (скважинного) давления в направлении наружу в противовыбросовом превенторе или гидростатического внешнего давления, действующего в направлении внутрь. Дополнительно механические нагрузки могут на противовыбросовых превенторах включать в себя усилия натяга болтов крышек и фланцев, осевые растягивающие и сжимающие нагрузки и изгибающие моменты. Поэтому условия нагрузки могут включать в себя по меньшей мере одно из следующего: внутреннее давление, давящее наружу на корпус противовыбросового превентора (при нормальном рабочем давлении или во время резкого повышения давления в скважине при проявлениях текучих сред), внешнее давление, осевое растяжение, осевое сжатие, продольное растяжение, продольное сжатие,осевой изгибающий момент, продольный изгибающий момент, натяжение и изгиб от райзера и перепады температуры, среди других состояний нагрузки. Интенсивность местных напряженных состояний, устанавливающихся на оборудовании в данных условиях нагрузки, может иметь значительное влияние на циклическую долговечность оборудования. Анализ показателей работы сосуда неправильной формы,работающего под давлением при различных условиях нагрузки, отличающейся большими величинами напряжения, может предусматривать улучшение конструкции сосуда, совершенствование показателей работы противовыбросового превентора при повышенных температурах и/или давлениях. Анализ методом дискретных элементов и анализ методом конечных элементов являются практичными и эффективными методиками анализа напряжений и деформаций в структурах и компонентах,слишком сложных для анализа чисто аналитическими методами. По данным методикам конструкцию или компонент разбивают на много малых частей (конечное число элементов) различных типов, размеров и форм. Предполагают, что элементы имеют упрощенный рисунок деформации (линейный, квадратичный и т.п.) и соединены в "точках пересечения", обычно расположенных на углах или кромках элементов. Элементы затем математически собирают с использованием основных правил механики конструкций, то есть равновесия сил и постоянства нагрузки, получая большую совместную систему уравнений (сетку). Решив данную большую совместную систему уравнений с помощью компьютера, можно получить форму деформированной конструкции или компонента под нагрузкой. На основе этого можно рассчитать напряжения и деформации. Подходящее программное обеспечение для выполнения такого анализа методом конечных элементов включает в себя, среди прочего, ABAQUS (поставляет ABAQUS, Inc.),MARC (поставляет MSC Software Corporation) и ANSYS (поставляет ANSYS, Inc.). Можно использовать конечные элементы любой формы, известные в уровне техники. Однако шестигранные элементы обычновысоко стабильны и могут являться предпочтительными при имитации высоких напряжений и деформаций на модели. Для помощи в анализе противовыбросового превентора можно использовать упрощенный образец и/или модель противовыбросового превентора. Например, анализ концентрации напряжений и деформаций сложного образца противовыбросового превентора можно упростить "выравниванием" такого образца. При использовании в данном документе термином "выравнивание" именуют различные методики упрощения сложной геометрии образцов для применения в методе конечных элементов. Например,внутренние углы можно преобразовать для уменьшения или исключения радиусов в плане упрощения затем сконструированной модели. Данные методики могут обеспечивать расчет выровненной модели (то есть модели метода конечных элементов, сконструированной из выровненного образца) для корреляции и преобразования к определенному результату, что анализ по невыровненной модели может не обеспечивать. Причем модель, построенную по выровненному образцу, можно анализировать методом конечных элементов для определения общего, или объемного, напряженного состояния. Посредством анализа-4 016454 объемного напряжения можно прогнозировать показатели работы и возможный выход из строя противовыбросового превентора при различных условиях нагрузки. Одной задачей анализа методом конечных элементов может быть изоляция областей высокого напряжения и деформации и идентификация областей, подверженных малой циклической долговечности. Результаты анализа методом конечных элементов, показателей работы сосуда в различных условиях нагрузки можно использовать для идентификации зон концентрации высоких напряжений в сосуде неправильной формы, работающем под давлением. После идентификации зон концентрации высоких напряжений эти области можно перепроектировать или наметить их металлургическую обработку, такую как избирательное усиление, описываемое ниже. Возможные нагруженные состояния или условия нагрузки для противовыбросового превентора следует определять для ввода в анализ методом конечных элементов. Как упомянуто выше, они могут включать в себя нормальное рабочее давление, высокое давление в скважине при проявлениях текучих сред, натяжение и изгиб от райзера и температурные перепады, среди других нагруженных состояний. Данные условий нагрузки должны включать в себя стандартные или прогнозируемые величины, а также максимальные и/или минимальные величины и частоту колебаний этих нагрузок для обеспечения полного анализа. Свойства основного материала, использованного для выполнения противовыбросового превентора,также должны быть заданы с установлением максимально допустимых пиковых величин напряжения. Свойства материала можно определить эмпирически испытаниями или, альтернативно, по данным свойств материала, имеющегося в продаже. Например, данную величину можно установить на основе полевых испытаний, в окружающих условиях, установленных Национальной ассоциацией инженеровспециалистов по коррозии для испытаний нефтегазопромыслового оборудования, напряжение должно соответствовать требованиям полного цикла эксплуатации и должно быть меньше напряжения, при котором возникает сульфидное коррозионное растрескивание под напряжением. Более конкретно, можно определить свойства при растяжении основных материалов противовыбросового превентора. Прочность на растяжение материала представляет собой максимальное значение напряжения при растяжении, которое может воздействовать на материал перед разрушением. При создании напряжения в материале материал деформируется для восприятия напряжения. Когда напряжение слишком велико для материала, он не будет далее деформироваться и материал разрушается. Точка разрушения материала известна как предел прочности на растяжение. Условия нагрузки и свойства материала можно затем использовать для анализа противовыбросового превентора методом конечных элементов. Все сочетания проектных и рабочих нагрузок следует рассматривать для создания полного анализа противовыбросового превентора. Надлежащий предварительный натяг болтов и данные характеристик материалов, пониженные на основе температуры, также должны использоваться. Создают модель (то есть систему совместных уравнений) для противовыбросового превентора для использования в анализе методом конечных элементов. Можно создать трехмерную модель противовыбросового превентора с конкретными конструктивными признаками. Данные конструктивные признаки можно выбирать для придания конкретных рабочих параметров. Таким образом, создание модели может также включать в себя этапы ввода данных конструкции противовыбросового превентора для создания модели и выравнивания введенной конструкции противовыбросового превентора. К конструкции противовыбросового превентора можно применить различные методики выравнивания для упрощения анализа методом конечных элементов. Модели противовыбросового превентора можно создавать по конструкции противовыбросового превентора с помощью программного обеспечения автоматизированного проектирования "CAD" (например, AutoCAD, поставляемого Autodesk, Inc., и Pro/Engineer, поставляемогоParametric Technology Corporation), вводимого в пакет программного обеспечения анализа методом конечных элементов. Альтернативно, модель противовыбросового превентора можно создать в рамках самих пакетов программного обеспечения анализа методом конечных элементов (например, ABAQUS иPATRAN). Затем условия нагрузки можно сымитировать для противовыбросового превентора в анализе методом конечных элементов с использованием модели противовыбросового превентора. Предпочтительно данные сымитированные условия нагрузки отражают нагруженные состояния или напряжения, которые,как прогнозируют, может испытывать противовыбросовый превентор при нормальной эксплуатации. Дополнительно после имитации условий нагрузки на модели противовыбросового превентора можно анализировать график напряжения по условиям нагрузки, показывающий напряжения и деформации,возникающие в модели противовыбросового превентора. График напряжений может определять и показывать месторасположение и значение напряжения в модели противовыбросового превентора от сымитированных условий нагрузки по всему противовыбросовому превентору. График напряжений можно анализировать и рассматривать для определения показателей работы и характеристик модели противовыбросового превентора. Если модель противовыбросового превентора можно дополнительно усовершенствовать, можно создать другую модель противовыбросового превентора или преобразовать (модифицировать) имеющуюся модель противовыбросового превентора. Это-5 016454 должно обеспечивать дополнительную имитацию на модели противовыбросового превентора в анализе методом конечных элементов для определения ее показателей работы после создания дополнительных модификаций или моделей. Иначе, если модель противовыбросового превентора рассматривают приемлемой и соответствующей любым и/или всем требуемым критериям, модель противовыбросового превентора можно использовать при изготовлении противовыбросового превентора, как описано ниже. Задачи вышеупомянутых числовых методов (анализа методом конечных элементов) включают в себя идентификацию, изоляцию и выделение зон высокого пикового напряжения в оборудовании противовыбросового превентора. Например, можно идентифицировать напряженные состояния, которые могут обуславливать ранний выход из строя в окружающих условиях, установленных Национальной ассоциацией инженеров-специалистов по коррозии. Результаты анализа противовыбросового превентора методом конечных элементов можно использовать для создания графиков напряжения и деформации для идентификации зон концентрации высокого напряжения в сосуде. Данные графики, например, можно использовать для изоляции областей, где напряжения превышают 90% предела текучести основного материала. Области с превышением 90% предела текучести особенно отмечают вследствие требований к параметрам работы и испытаниям, предъявляемым к нефтегазопромысловому оборудованию. Например, для коррозионных сред, установленных Национальной ассоциацией инженеров-специалистов по коррозии, нормы проектирования могут ограничивать максимальную деформацию 90% предела текучести материала для поддержания расчетного полного цикла эксплуатации. Области, где напряжения могут превышать 90% предела текучести основного материала,включают в себя посадочные карманы, карман противовыбросового превентора вблизи крышки и внутренние каналы противовыбросового превентора (вертикальные каналы, горизонтальные проходные каналы и пересечения вертикальных и горизонтальных проходных каналов). Результаты можно также использовать для подсчета глубины зон высокого напряжения с превышением 90% предела текучести. Идентифицированные зоны высокого напряжения можно видоизменять при изготовлении противовыбросового превентора. Например, зоны можно выделить, в пространственном представлении или чертеже, отметив глубину и протяженность (длину и ширину) областей высокого напряжения, превышающего допустимое максимальное напряжение. Можно начертить контурное изображение, показывающее длину, ширину и глубину местных напряженных областей, с превышением 90% предела текучести основного материала. Месторасположение зон пиковых напряжений, например, можно перенести на соответствующие чертежи изготовителя. Идентифицированные зоны высоких напряжений можно затем избирательно усиливать более прочным материалом, металлургически связывая его с основным материалом. В некоторых вариантах осуществления основной материал можно избирательно усиливать плакирующей вкладкой. В других вариантах осуществления основной материал можно избирательно усиливать плакирующей накладкой. Плакирующую вкладку или накладку можно связывать с основным материалом с использованием давления, нагрева, сварки, пайки тугоплавким припоем, соединения прокаткой,сваркой методом взрыва, наваркой наружного слоя, оклейкой или их комбинациями. В других вариантах осуществления плакирующий материал можно связывать с основным материалом с использованием технологии плакирования с электродуговой сваркой, плакирования горячим изостатическим прессованием(ГИП), плакирования нагартовкой, лазерного плакирования или комбинации этих способов. В некоторых вариантах осуществления можно использовать один или несколько слоев плакирования, например одиночное плакирование из двух слоев (основа плюс плакирующий слой), двойное плакирование (имеющее 3 слоя) или плакирование, содержащее до 7 или более слоев. В некоторых вариантах осуществления основной материал можно избирательно усиливать вкладкой плакирования. Вкладку плакирования в различных вариантах осуществления можно выполнить горячепрессовой посадкой или запрессовкой в углубления, прорезанные в корпусе противовыбросового превентора, и сваркой швом/уплотнением по месту. В других вариантах осуществления вкладке плакирования можно придать форму согласно графику напряжений анализа методом конечных элементов. Вкладка или накладка плакирования в некоторых вариантах осуществления может иметь толщину или среднюю толщину, составляющую до 15,875 мм (0,625 дюймов) или более. В других вариантах осуществления вкладка плакирования может иметь среднюю толщину в пределах от около 0,254 мм (0,010) дюйма до около 15,875 мм 0,625 дюймов; от около 1,27 мм (0,050 дюймов) до около 12,7 мм (0,500 дюймов) в других вариантах осуществления и от около 3,175 мм (0,125 дюймов) до около 9,525 мм (0,375 дюймов) в других вариантах осуществления. В других вариантах осуществления составляющие части горячепрессовой посадки или запрессовки,изготовленные из высокопрочного сплава, можно использовать соединенными с сосудом неправильной формы, работающим под давлением. Например, массивные части (то есть фланцы, крышки, корпуса запорной арматуры и т.п.), выполненные из высокопрочного сплава (например, Inconel 725), можно уплотнять сваркой к подложке низкой прочности после горячепрессовой посадки или запрессовки в корпусе. В других вариантах осуществления основные металлы в идентифицированных зонах высокого напряжения можно заменить более прочным материалом, металлургически связанным с основным материалом. Например, основные металлы в зонах высокого напряжения можно сточить и заменить более-6 016454 прочным материалом, металлургически связанным с основным материалом. В некоторых вариантах осуществления выборочное усиление представляет собой накладку плакирования на основной материал из более прочного материала. В других вариантах осуществления выборочное усиление может представлять накладку плакирования из более прочного материала в проточенных или выполненных станочной обработкой углублениях в основном материале. Выбор плакирующего сплава может основываться на его способности противостоять коррозии,включающей в себя коррозионное растрескивание в напряженном состоянии, и его способности добавлять механическую прочность (например, посредством металлургической связи с подложкой из низколегированного сплава) части, на которой он применен и которую должен защищать. В обычной накладке,например, прочность плакирующего материала прогнозируют, по меньшей мере, равной прочности основного металла, на котором ее применяют. То есть укладываемый сваркой сплав (такой как сплав 625) прогнозируют соответствующим пределу текучести низколегированной стали основного металла (такой как низколегированная сталь с пределом текучести, составляющим 517107 кПа (75000 фунт/дюйм 2). Вместе с тем, варианты осуществления избирательно усиленных корпусов плашечных противовыбросовых превенторов, раскрытые в данном документе, можно изготавливать для работы в условиях высокого давления и высокой температуры (например, при максимальном внутреннем давлении 137895,2 кПа (20000 фунт/дюйм 2) и более высоких расчетных рабочих давлениях или там, где находят высокие локализованные напряжения). Возможно применение плакирования из материала большей прочности с толщиной,которая должна инкапсулировать локализованные напряжения в слое плакирования более высокой прочности, в результате чего плашечный противовыбросовый превентор должен соответствовать стандартам Национальной ассоциации инженеров-коррозионистов или другим стандартам для компонентов нефтегазопромыслового оборудования при соответствии проектным требованиям прочности. В некоторых вариантах осуществления основной материал может представлять собой низколегированную сталь F22, сталь, имеющую приблизительно 2 вес.% хрома и 1 вес.% молибдена. Специалистам в данной области техники должно быть понятно, что другие коррозионно-стойкие материалы, имеющие приемлемые коррозионную стойкость, твердость и свойства при растяжении, подходящие для использования в нефтегазовом оборудовании, можно также использовать. В некоторых вариантах осуществления накладки или вкладки плакирования можно выполнять из коррозионно-стойких сплавов с высоким пределом текучести, таких как Инконель 625 или, например,сплав 625. Специалистам в данной области техники должно быть понятно, что другие высокопрочные коррозионно-стойкие материалы можно также использовать для плакирования. Предпочтительно плакирующий материал является совместимым с основным материалом. В некоторых вариантах осуществления накладки или вкладки плакирования можно выполнять из сплавов с пределом текучести гораздо более высоким, чем у сплава 625. Сплавы для использования в плакировании могут поставляться в виде сварочной проволоки, порошка или полосового металла для сварочного плакировании и могут также поставляться в виде порошка, предназначенного для использования в работе ГИП плакирования. Данные сплавы могут также поставляться в других формах, которые можно использовать в работах плакирования нагартовкой. После того как способ плакирования или комбинация способов плакирования выбраны, можно определить минимальную толщину и места расположения плакирующего слоя на основе расчета напряжений методом конечных элементов. Требуемая толщина или глубина плакирования может изменяться в зависимости от сплава, используемого при выполнении плакирования, связи между плакирующим покрытием и основными материалами, а также разбавления плакирующего материала в результате процесса, используемого для связывания плакирующего материала с основным материалом. После того как величины и места локализованных напряжений определены, можно выбрать сплав для плакирования. Плакирование всего корпуса плашечного противовыбросового превентора может не быть необходимым. В частности, только участкам корпуса противовыбросового превентора, включающим в себя смачиваемые поверхности, плашечные полости и боковые выпускные отверстия, штуцерное и глушения, корпуса плашечного противовыбросового превентора, может быть необходимо плакирование. Дополнительно к этому возможно выборочное размещение значительно более тонкого плакирующего слоя в областях пониженного напряжения для предотвращения коррозии данных областей от скважинной текучей среды. Примеры На фиг. 2, показан пример трехмерной модели плашечного противовыбросового превентора на 476,25 мм (18-3/4 дюйм), надлежащим образом спроектированного. Обычные нагрузки и граничные условия, используемые в расчетах, также показаны на фиг. 2. На основании критериев раздел-VIII часть-3 Американского общества инженеров-механиков (АОИМ) модель противовыбросового превентора была разработана как для применения при высоком давлении и высокой температуре, так и сверхвысоком давлении и высокой температуре. Перед применением предложенной методологии, описанной выше, такая геометрия корпуса противовыбросового превентора была разработана для удовлетворения всем основным критериям для применения при высоком давлении, превышающем 103421,44 кПа (15 тыс. фунт/дюйм 2), и высокой температуре, составляющей более 121,1 С (250F). На основании критериев АОИМ раздел-VIII часть-3 данный противовыбросовый превентор признан надлежащим образом скон-7 016454 струированным под нагрузки на конструкцию с давлениями в проходном канале до 172369 кПа (25 тыс. фунт/дюйм 2) и температурами в проходном канале до 176,7 С (350F). Модель и результаты анализа модели могут дополнительно улучшить любые существующие конструкции противовыбросовых превенторов для соответствия требованиям по сульфидному коррозионному растрескиванию под напряжением или связанным с коррозией ограничивающим условиям при выборочном сварном плакировании материалом повышенной прочности, подходящим для использования в окружающих условиях, установленных Национальной ассоциацией инженеров-специалистов по коррозии. Для объекта противовыбросового превентора сверхвысокого давления и высокой температуры выбрали материал F22 с минимальным пределом текучести материала, составляющим 586054,6 кПа (85 тыс. фунт/дюйм 2). Поскольку необходимая послесварочная термическая обработка должна понизить предел текучести, величину, равную 551580,8 кПа (80000 тыс. фунт/дюйм 2), можно принять за окончательный минимальный предел текучести для материала. Для окружающих условий сульфидного коррозионного растрескивания под напряжением или условий, установленных Национальной ассоциацией инженеров-специалистов по коррозии, были выполнены надлежащие испытания материала на основании ТМО 177 способ А. На основе промышленного опыта и имеющихся в наличии данных испытаний обнаружено, что образцы не могут выдержать испытание по ТМО 177 способ А с уровнем напряжения в 80% предела текучести. На этом основании верхняя величина 0,8 от минимального напряжения предела текучести, или 441264,64 кПа (64 тыс. фунт/дюйм 2), для материала F22 признана приемлемой. Противовыбросовый превентор анализировали для трех разных максимальных рабочих давлений, а именно давлений, составляющих 103421,4 кПа, 137895,2 кПа и 172369 кПа (15 тыс. фунт/дюйм 2, 20 тыс. фунт/дюйм 2 и 25 тыс. фунт/дюйм 2) в проходном канале без температурной нагрузки. При давлении, составляющем 137895,2 кПа (20 тыс. фунт/дюйм 2) в канале также анализировали отдельно с рассмотрением температурной нагрузки при 176,7 С (350F) вместе с другими указанными нагрузками. На фиг. 2 показаны типичные нагрузки и граничные условия, использованные в анализе. Как показано, давление в проходном канале составляло 168576,88 кПа (24,45 тыс. фунт/дюйм 2) при перепаде, составляющем 137895,2 кПа (20 тыс. фунт/дюйм 2) с внешним давлением, температура в проходном канале составляла 176,7 С (350F) и внешняя температура составляла 2,8 С (37F). Анализ методом конечных элементов объекта противовыбросового превентора выполняли, принимая во внимание возможные условия нагрузки. Нагрузки включают в себя давление в проходном канале, нагрузки верхнего растяжения и изгиба и концевые нагрузки давления. Результаты анализа методом конечных элементов показаны на фиг. 3-14 как напряжение Мизеса,VMS графики напряжения по данным системы мониторинга сосуда. Для VMS графиков на фиг. 3-14 нижняя граница напряжения, составляющая 441264,64 кПа (64 тыс. фунт/дюйм 2), использована для изоляции всех областей более высокого напряжения. Только зоны напряжения выше 441264,64 кПа (64 тыс. фунт/дюйм 2) показаны на всех этих чертежах. На фиг. 3-5 показаны напряжения на полусечении всей модели (фиг. 3), крупный план опорных поверхностей с высоким напряжением (фиг. 4), и крупный план карманов штуцерного и глушения (фиг. 5) при давлении, составляющем 103421,4 кПа (15 тыс. фунт/дюйм 2), в проходном канале (без температурного напряжения). Аналогичные графики для давления, составляющего 137895,2 кПа (20 тыс. фунт/дюйм 2), в проходном канале (без температурного напряжения) показаны на фиг. 6-8. На фиг. 9-11 показаны напряжения для давления, составляющего 172369 кПа (25 тыс. фунт/дюйм 2), в проходном канале (без температурного напряжения). На фиг. 12-14 показано напряжение для давления, составляющего 137895,2 кПа (20 тыс. фунт/дюйм 2), в проходном канале при температуре, составляющей 176,7 С (350F), рассматриваемой одновременно как температура поверхности проходного канала. Коэффициенты hf конвекционного переноса тепла, подсчитанные в отдельном анализе CFD, применялись к областям, находящимся под воздействием морской воды. Результаты моделей указывали, что самые высокие напряжения возникают в противовыбросовом превенторе со стороны проходного канала, где никаких температурных нагрузок не прилагается. Приложенные температурные напряжения, будучи сжимающими, значительно уменьшали уровень внутренних напряжений, вместе с тем, наружные напряжения увеличивались. Области внешних напряжений посчитали создающими минимальные последствия для ограничивающих условий по сульфидному коррозионному растрескиванию под напряжением SSCC (или относящимся к стандартам Национальной ассоциации инженеров-коррозионистов). Модели указывают на то, что температурное напряженное состояние является диссипативной проблемой для приложения высокого давления, конкретно относящегося к соответствию требованиям Национальной ассоциации инженеров-специалистов по коррозии к материалам. Затем обнаружили, что испытываемый противовыбросовый превентор является соответствующим требованиям Национальной ассоциации инженеров-специалистов по коррозии для практического применения при давлении, составляющем 103421,4 кПа (15 тыс. фунт/дюйм 2) в проходном канале. За исключением немногих локализованных пятен, где напряжение VMS превышает 441264,64 кПа (64 тыс. фунт/дюйм 2), блок противовыбросового превентора является соответствующим окружающим условиям Национальной ассоциации инженеров-специалистов по коррозии. Незначительные модификации модели,улучшенная сетка могут исключить такую очень малую площадку высокого напряжения, превышающего-8 016454 441264,64 кПа (64 тыс. фунт/дюйм 2). Зоны напряжения, превышающего 441264,64 кПа (64 тыс. фунт/дюйм 2), легко различимы в результатах для давлений, составляющих 137895,2 кПа (20 тыс. фунт/дюйм 2) и 172369 кПа (25 тыс. фунт/дюйм 2) в проходном канале, как показано на фиг. 9-11 и на фиг. 12-14 соответственно. Эти графики напряжений идентифицируют месторасположение и глубину областей напряжений выше 441264,64 кПа(64 тыс. фунт/дюйм 2). Самое высокое напряжение остается ниже 744634,08 кПа (108 тыс. фунт/дюйм 2) для давления 137895,2 кПа (20 тыс. фунт/дюйм 2) в проходном канале по анализу методом конечных элементов и ниже 772213,12 кПа (112 тыс. фунт/дюйм 2) для давления 172369 кПа (25 тыс. фунт/дюйм 2) в проходном канале при анализе методом конечных элементов. Небольшая зона с напряжениями, превышающими 772213,12 кПа (112 тыс. фунт/дюйм 2), была обнаружена вокруг области канавки сверху противовыбросового превентора. Расчет с полной сборкой показывает, что жесткость верхнего ответного фланца и контактные напряжения от заданной нагрузки натяга болтов должны уменьшать такое пиковое напряжение. Максимальное напряжение VMS, составляющее 827371,2 кПа (120 тыс. фунт/дюйм 2), должно оставаться приемлемым для приложения давления 172369 кПа (25 тыс. фунт/дюйм 2) в проходном канале. Глубину зоны высокого напряжения, показанную графиками напряжений VMS, можно подсчитать. Материал согласно стандартам Национальной ассоциации инженеров-коррозионистов, такой как Инконель 725, с минимальным пределом текучести, составляющим 827371,2 кПа (120 тыс. фунт/дюйм 2), может иметь 90% предел текучести, составляющий 744634,08 кПа (108 тыс. фунт/дюйм 2) (0,9120=108), и удовлетворять требованиям испытания ТМО 177 по методу А. Поэтому основной материал в данных зонах можно выборочно плакировать более прочным коррозионно-стойким сплавом, признанным отвечающим стандарту MR0175 Национальной ассоциации инженеров-специалистов по коррозии или стандарту 15156 Международной организации по стандартизации. Результаты анализа методом конечных элементов, кроме того, показывают, что локализованные напряжения в материале имеют место в пределе 6,35-12,7 мм (0,250-0,500 дюймов) поверхности внутреннего диаметра корпуса плашечного противовыбросового превентора в проходном канале на 476,25 мм (183/4 дюйма) или вблизи него. Возможно плакирование накладкой областей, находящихся под действием высокого напряжения, более прочным материалом, соответствующим требованиям MR0175 Национальной ассоциации инженеров-специалистов по коррозии. Толщина накладки плакирования может не превышать 9,525 мм (0,375 дюймов) для инкапсулирования локализованных напряжений, которые могут приближаться к величине, составляющей 517107 кПа(75000 фунт/дюйм 2). Толщина накладки плакирования с минимальным пределом текучести, составляющим 827371,2 кПа (120000 фунт/дюйм 2), достаточно толстой для инкапсулирования локализованного напряжения, может быть способна к удержанию локализованного напряжения ниже уровня двух третей минимального предела текучести слоя плакирования, требуемого основным металлом. Данную накладку из более прочного материала можно выполнить несколькими различными способами, описанными выше. Варианты осуществления и способы, раскрытые в данном документе, могут предпочтительно предусматривать создание и анализ моделей противовыбросового превентора в анализе методом конечных элементов, используя анализ напряжений для определения реакции противовыбросового превентора в условиях нагрузки, отличающейся большими значениями напряжения. Полученный в результате анализ напряжений можно затем использовать для улучшения конструкции противовыбросового превентора,совершенствования показателей работы противовыбросового превентора при более высоких температурах и давлениях. Предпочтительно варианты осуществления, раскрытые в данном документе, могут создавать способ установления общей конструкции противовыбросового превентора на основании секции-VIII части-3 АОИМ или аналогичных методических указаний по проектированию оборудования высокого давления/высокой температуры. Противовыбросовый превентор может соответствовать требованиям Национальной ассоциации инженеров-специалистов по коррозии по пиковому напряжению и полному циклу эксплуатации. Способы и варианты осуществления, раскрытые в данном документе, могут создавать противовыбросовый превентор с увеличенным эксплуатационным сроком службы. Например, противовыбросовый превентор можно моделировать с имитацией условий нагрузки с повторением закрытий (то есть повторяющимся закрытием уплотнения на бурильной трубе или без нее) или повышенным давлением при проявлениях текучих сред для определения конструктивных признаков, которые могут продлить эксплуатационный срок службы противовыбросового превентора. Варианты осуществления, раскрытые в данном документе, могут также создавать противовыбросовые превенторы, рассчитанные для работы при более высоких температурах и давлениях. Например, варианты осуществления противовыбросовых превенторов, раскрытые в данном документе, можно избирательно усиливать для соответствия требованиям работы при более высоких рабочих давлениях, таких как 137895,2, 172369, 206842,8 кПа (20 тыс. фунт/дюйм 2, 25 тыс. фунт/дюйм 2, 30 тыс. фунт/дюйм 2) или выше. Другие варианты осуществления противовыбросовых превенторов, раскрытые в данном документе,можно избирательно усиливать для соответствия требованиям работы при более высоких рабочих температурах, таких как 121,1, 176,7 С (250, 350F) или выше.-9 016454 Предпочтительно варианты осуществления, раскрытые в данном документе, могут создать способ изготовления корпуса противовыбросового превентора, являющегося менее дорогим, чем при изготовлении корпуса противовыбросового превентора целиком из сплошного, высокопрочного коррозионностойкого сплава, который может соответствовать стандарту MR0175 Национальной ассоциации инженеров-специалистов по коррозии. Это является особенно правильным ввиду того факта, что механическая прочность корпуса под слоем плакирования в 6,35-12,7 мм (0,250-0,500 дюймов, от поверхностей ствола скважины, смачиваемых текучей средой, может быть значительно меньше требуемой в данной локализованной зоне напряжения. Другие варианты осуществления могут предусматривать улучшение существующих конструкций противовыбросового превентора с тем, чтобы требованиям по сульфидному коррозионному растрескиванию под напряжением или коррозии, относящейся к предельным условиям, можно было соответствовать при выборочном усилении противовыбросового превентора более прочным материалом, подходящим для использования в нефтегазовой окружающей среде. Выбор плакирующего сплава должны принципиально основывать на увеличенной механической прочности слоя плакирования и могут также основывать на металлургической связи, получаемой между слоем плакирования и подложкой. Дополнительным атрибутом слоя плакирования может быть коррозионная стойкость, которую плакирующий сплав должен добавлять противовыбросовому превентору. Другой атрибут слоя плакирования состоит в том, что любое задирание или выдалбливание внутренней поверхности корпуса плашечного противовыбросового превентора не может проходить глубже слоя плакирования, обеспечивая продолжение защиты слоем плакирования нижнего слоя подложки из стального сплава, на которой он расположен. В частности, слой плакирования должен также продолжать защищать корпус от ямочной коррозии, часто возникающей в полостях корпусов противовыбросовых превенторов. Более того, осуществление ремонта задиров в слое плакирования может быть более простым и менее дорогим, чем ремонт аналогичного повреждения подложки из низколегированной стали. Хотя изобретение описано для ограниченного числа вариантов осуществления, специалистам данной области техники, воспользовавшимся преимуществами данного раскрытия, должно быть ясно, что можно вырабатывать другие варианты осуществления, не отходящие от объема изобретения, раскрытого в данном документе. Соответственно объем изобретения должен быть ограничен только прилагаемой формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления плашечного противовыбросового превентора, содержащий следующие стадии: анализ первой модели плашечного противовыбросового превентора; идентификация участков высокой концентрации напряжения в первой модели при выбранных условиях нагрузки; конструирование плашечного противовыбросового превентора; выборочное усиление участков высокой концентрации напряжений, соответствующих изготовленному плашечному противовыбросовому превентору. 2. Способ по п.1, в котором анализ первой модели содержит анализ методом конечных элементов. 3. Способ по п.1, в котором идентификация участков высокой концентрации напряжений содержит создание графика напряжений первой модели под воздействием выбранных условий нагрузки. 4. Способ по п.1, в котором выборочное усиление участков высокой концентрации напряжений содержит, по меньшей мере, накладку или вкладку плакирования. 5. Способ по п.1, дополнительно содержащий анализ второй модели плашечного противовыбросового превентора, которую создают для минимизирования идентифицированных участков высокой концентрации напряжений, идентифицированных в первой модели. 6. Способ усиления сосуда неправильной формы, работающего под давлением, содержащий следующие стадии: анализ сосуда неправильной формы, работающего под давлением; идентификация участков высокой концентрации напряжений в сосуде неправильной формы, работающем под давлением; выборочное усиление участков высокой концентрации напряжений. 7. Способ по п.6, в котором сосуд неправильной формы, работающий под давлением, является плашечным противовыбросовым превентором. 8. Способ по п.6, в котором идентификация участков высокой концентрации напряжений содержит создание графика напряжений сосуда неправильной формы, работающего под давлением, в условиях нагрузки на указанный сосуд. 9. Способ по п.6, в котором условия нагрузки сосуда неправильной формы, работающего под давлением, содержат по меньшей мере одно из следующего: внутреннее давление, внешнее давление, осевое растяжение, осевое сжатие, продольное растяжение, продольное сжатие, осевой изгибающий момент и продольный изгибающий момент.- 10016454 10. Способ по п.6, в котором выборочное усиление содержит накладку плакирования. 11. Способ по п.10, дополнительно содержащий выбор толщины накладки плакирования на основе анализа сосуда неправильной формы, работающего под давлением. 12. Способ по п.10, в котором накладку плакирования выполняют по меньшей мере с помощью одного из следующего: плакирование электродуговой сваркой, плакирование горячим изостатическим прессованием и плакирование нагартовкой. 13. Способ по п.6, в котором выборочное усиление содержит вкладку плакирования. 14. Способ по п.13, в котором вкладку плакирования устанавливают с натягом или запрессовывают в углубление, выполненное в сосуде неправильной формы, работающем под давлением, и приваривают по месту. 15. Способ по п.13, в котором вкладке плакирования придают форму на основе результатов анализа методом конечных элементов сосуда неправильной формы, работающего под давлением. 16. Плашечный противовыбросовый превентор, содержащий корпус, вертикальный канал в корпусе, горизонтальный канал в корпусе, пересекающий вертикальный канал, две плашечные сборки, расположенные в горизонтальном проходном канале на противоположных сторонах корпуса, выполненные с возможностью управляемого поперечного перемещения в вертикальный канал и из него, при этом по меньшей мере один участок корпуса избирательно усилен. 17. Превентор по п.16, в котором по меньшей мере один участок включает в себя по меньшей мере одно из следующего: вертикальный канал, горизонтальный канал и пересечение между вертикальным и горизонтальным каналами. 18. Превентор по п.16, в котором по меньшей мере один участок избирательно усилен на основе анализа корпуса методом конечных элементов. 19. Превентор по п.16, имеющий расчетное рабочее давление, составляющее по меньшей мере 137895,2 кПа (20000 фунт/дюйм 2).
МПК / Метки
МПК: E21B 33/06
Метки: неправильной, давлением, способ, усиления, работающих, формы, сосудов
Код ссылки
<a href="https://eas.patents.su/16-16454-sposob-usileniya-sosudov-nepravilnojj-formy-rabotayushhih-pod-davleniem.html" rel="bookmark" title="База патентов Евразийского Союза">Способ усиления сосудов неправильной формы, работающих под давлением</a>
Устройство с дистанционным управлением для термообработки в варочных котлах, работающих под избыточным давлением
Номер патента: 1522
Опубликовано: 23.04.2001
Автор: Шультц Хорст
МПК: A47J 27/09
Метки: давлением, варочных, дистанционным, управлением, термообработки, котлах, устройство, работающих, избыточным
Формула / Реферат:
1. Устройство с дистанционным управлением для термообработки в находящихся под избыточным давлением варочных котлах, содержащее панель (3) дистанционного управления с передающим устройством, приемное устройство (13; 47, 48, 49), установленное на устройстве с дистанционным управлением, связанное с передающим устройством, исполнительный орган (14; 50), соединенный с приемным устройством (13; 47, 48, 49), и устройство электроснабжения (15; 56), с...
Способ и устройство для транспортирования сосудов вдоль установки для инспекции дна сосудов
Номер патента: 333
Опубликовано: 29.04.1999
Авторы: Голлер Ханс-Ульрих, Хойфт Бернхард
МПК: B07C 5/34
Метки: вдоль, способ, устройство, дна, инспекции, сосудов, транспортирования, установки
Формула / Реферат:
1. Способ транспортирования сосудов (10) вдоль установки (26) для инспекции дна сосудов (10) на наличие загрязнений, дефектов материала и посторонних тел, причем сосуды (10) транспортируют с помощью первого конвейера (12) к установке (26) для инспекции и с помощью второго конвейера (16) отводят от установки (26) для инспекции, причем между первым и вторым конвейерами (12, 16) предусмотрен разрыв (14), внутри которого сосуды (10), по меньшей...
Приводное устройство для емкости с содержимым под давлением и способ распыления содержимого под давлением
Номер патента: 16025
Опубликовано: 30.01.2012
Авторы: Кежель Вилли Леонард Элис, Ванблар Роланд Франс Сирилль Корнелиус
МПК: B05B 11/00, B65D 83/14
Метки: давлением, распыления, содержимого, емкости, способ, приводное, устройство, содержимым
Формула / Реферат:
1. Приводное устройство для дозирующего устройства для распыления содержимого емкости, которое находится под давлением, или емкости, которая содержит насос, содержащее канал, соединяемый с выпускным отверстием емкости (19) на одной стороне (90) приводного устройства для приема содержимого емкости под давлением, причем указанный канал содержит отверстие (11) для распыления содержимого на другой стороне (91) приводного устройства и объемную камеру...
Устройство автоматической регулировки усиления, система, включающая в себя такое устройство, и способ автоматической регулировки усиления
Номер патента: 14210
Опубликовано: 29.10.2010
Авторы: Энг Рос Кири, Бенамуда Франк, Линот Жан-Мишель
Метки: такое, регулировки, включающая, устройство, автоматической, усиления, система, себя, способ
Формула / Реферат:
1. Устройство автоматической регулировки усиления, содержащееусилитель (11) с переменным усилением, выполненный с возможностью принимать принимаемый сигнал (R) и выводить усиленный сигнал (А) в аналогово-цифровой преобразователь (20), иконтроллер (12) усиления, соединенный с упомянутым усилителем (11) с переменным усилением для приема упомянутого усиленного сигнала (А) и управления усилением упомянутого усилителя (11) с переменным усилением,в...
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Рамбахер Джон Сильвестер, Вольфе Дэвид Лоуэлл, Йовичин Альберт Джеймс, Бенедикт Роберт Леон, Макезих Вальтер Джордж, Рекс Вилльям Аллен, Члебина Лоренс Эдвард, Лаурих Томас Эндрю, Джэкобс Бернард Байрон, Руни Тимоти Майкл, Тайер Ронда Рени Бейер, Зобхани Мохаммад Эгбал, Мэджерус Норберт, Хентош Дэниэл Патрик
МПК: B29C 45/27
Метки: литья, способ, кольцевой, детали, устройство, варианты, давлением, шины
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Предыдущий патент: Способ скважинной добычи карналлита
Следующий патент: Мягкие капсулы, содержащие палоносетрона гидрохлорид, имеющие улучшенную стабильность и биологическую доступность