Способ изготовления фольги солнечных элементов с использованием временной подложки
Формула / Реферат
1. Способ изготовления пленочных солнечных элементов, включающий в себя этапы, на которых на поддающуюся травлению временную подложку наносят передний слой прозрачного проводящего оксида (ППО); на слой ППО наносят фотоэлектрический (ФЭ) слой; на ФЭ слой наносят электропроводный задний слой; на задний слой наносят постоянную основу, причем каждый из переднего и заднего слоев прерывают соответственно по меньшей мере одной передней и по меньшей мере одной задней канавкой для образования соответственно передних и задних электродов фотоэлектрических элементов, а между каждым передним электродом одного фотоэлектрического элемента и задним электродом смежного ему фотоэлектрического элемента формируют электродное межсоединение, при этом на любом из вышеуказанных этапов наносят травильный резист на непокрытую слоем ППО сторону временной подложки, по меньшей мере, на участке, перекрывающем область электродного межсоединения, но не перекрывающем всего участка передней канавки; а после нанесения постоянной основы удаляют временную подложку на участках, не покрытых травильным резистом.
2. Способ по п.1, в котором нанесение травильного резиста выполняют непосредственно перед удалением тех частей временной подложки, которые не покрыты травильным резистом.
3. Способ по п.1 или 2, в котором травильный резист является постоянным травильным резистом.
4. Способ по п.3, в котором цвет травильного резиста выбирают так, чтобы он совпадал или контрастировал с цветом вырабатывающей энергию части блока солнечных элементов.
5. Способ по п.1 или 2, в котором травильный резист является временным травильным резистом.
6. Способ по любому из предыдущих пунктов, который осуществляют в рулонном процессе.
7. Блок пленочных солнечных элементов, содержащий по меньшей мере два последовательно соединенных фотоэлектрических элемента, каждый из которых имеет передний электрод, ФЭ слой и задний электрод, при этом каждый передний электрод одного фотоэлектрического элемента и задний электрод смежного ему фотоэлектрического элемента перекрываются, и между ними имеется электродное межсоединение, причем на каждом из передних электродов в области электродного межсоединения имеется защитный колпачок, выполненный из материала, отличного от материала межсоединения.
8. Блок солнечных элементов по п.7, который представляет собой гибкую пленку, пригодную для манипулирования в рулонном процессе.

Текст
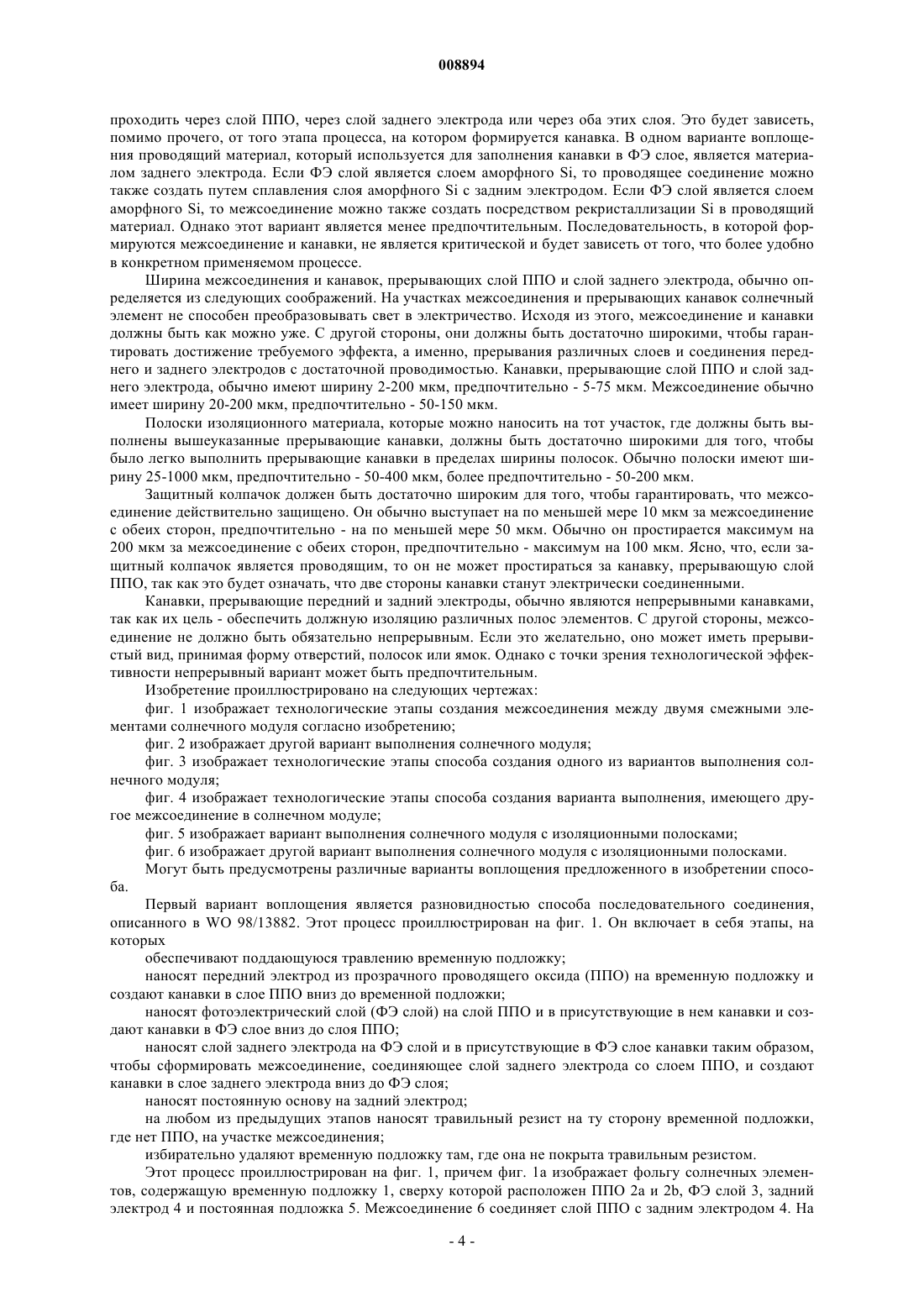
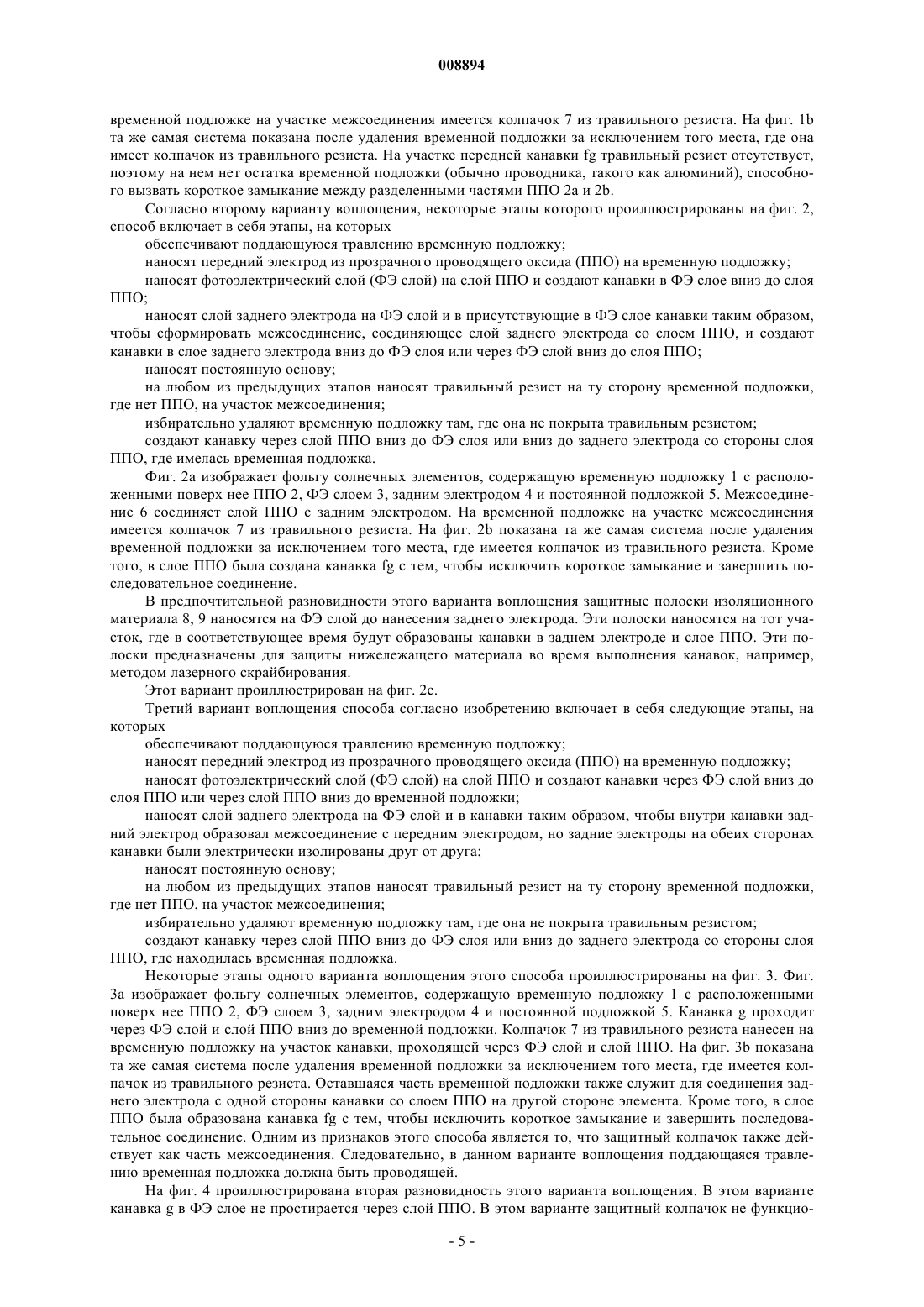
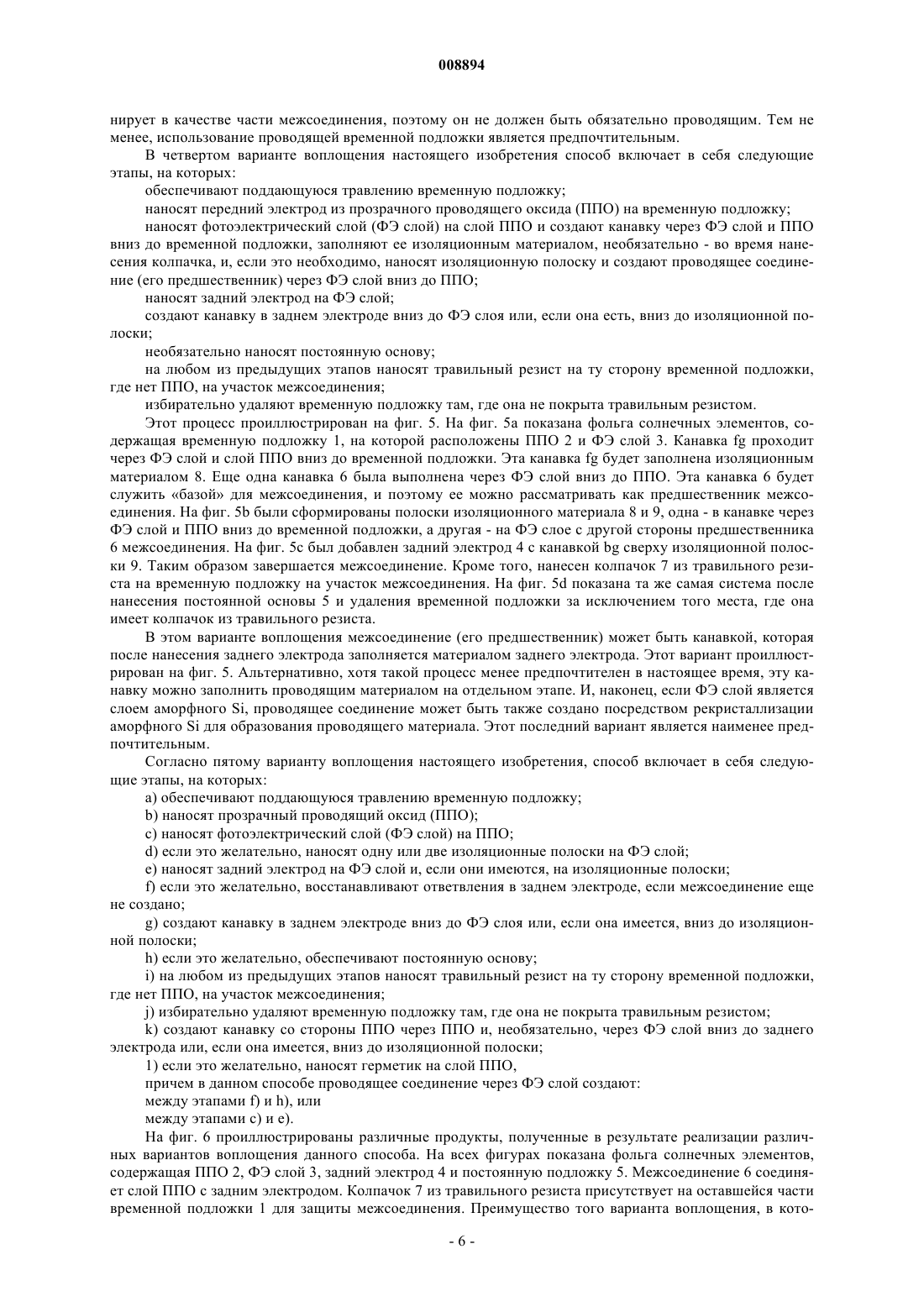
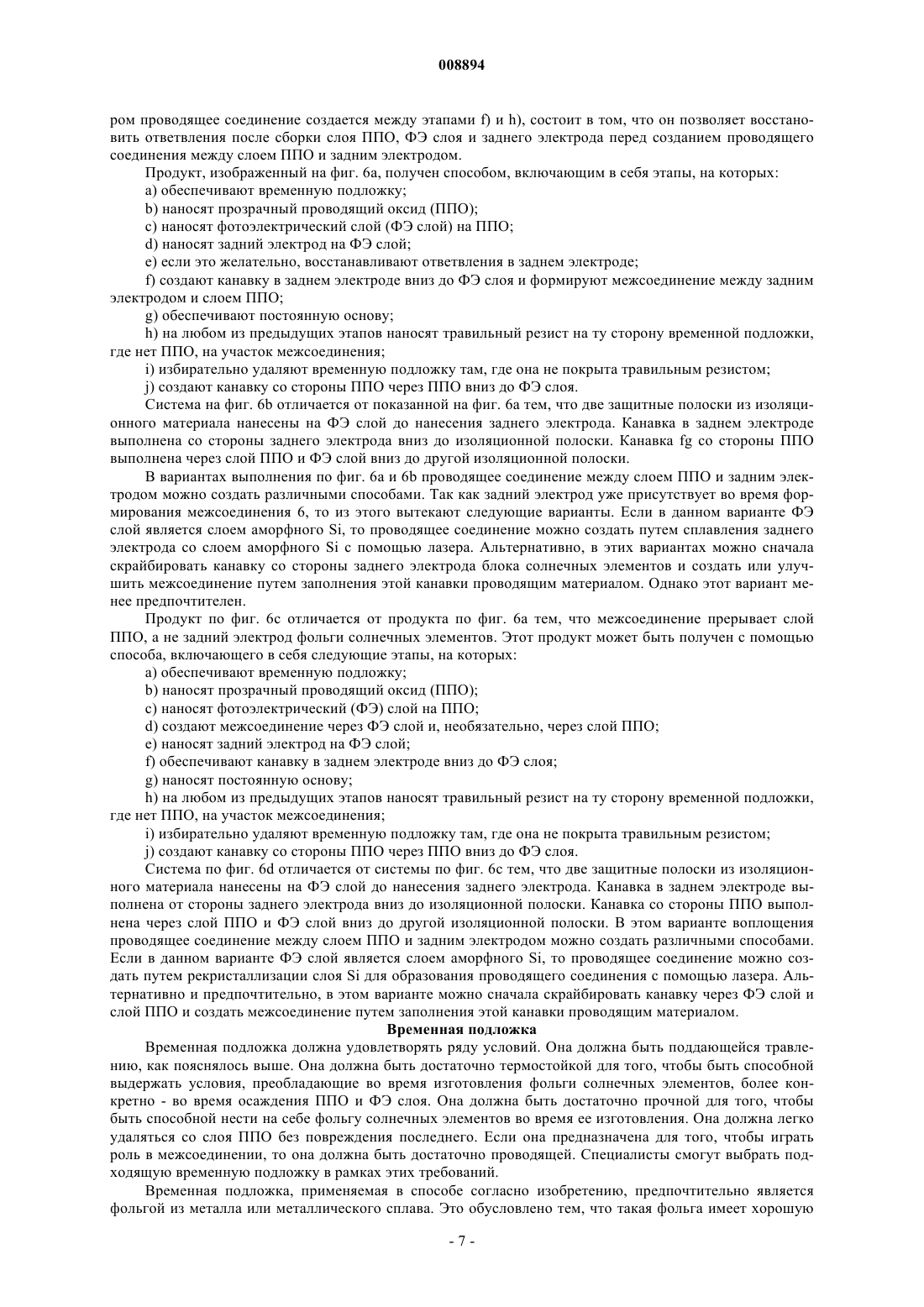
008894 Настоящее изобретение относится к способу изготовления фольги солнечных элементов с использованием временной подложки. Изобретение также относится к фольге солнечных элементов, полученной таким способом. Фольга солнечных элементов, известная также как фотоэлектрическая фольга, обычно содержит основу и фотоэлектрический (ФЭ) слой, состоящий из полупроводникового материала, расположенного между передним электродом, содержащим прозрачный проводящий оксид (ППО) (на передней стороне фольги), и задним электродом (на задней стороне фольги). Передний электрод является прозрачным, что позволяет падающему свету достигать полупроводникового материала, в котором падающее излучение преобразуется в электрическую энергию. Таким образом, свет можно использовать для генерации электрического тока, что является интересной альтернативой, например, ископаемому топливу или ядерной энергии. В WO 98/13882 и WO 99/49483 описан способ изготовления фотоэлектрической фольги, включающий в себя этапы, на которых обеспечивают временную подложку, наносят прозрачный проводящий оксид, наносят фотоэлектрический слой, наносят слой заднего электрода, наносят основу, удаляют временную подложку и, предпочтительно, наносят верхнее прозрачное защитное покрытие на прозрачный проводящий слой. Этот способ позволяет производить фотоэлектрическую фольгу или устройство рулонным методом (с ролика на ролик), а также позволяет использовать любой желательный прозрачный проводящий материал и метод осаждения без ущерба для токогенерирующего действия ФЭ слоя. В WO 98/13882 предлагается использовать травильный резист для того, чтобы покрыть несмежные крайнюю левую и крайнюю правую прозрачные проводящие дорожки для обеспечения электрического контакта между этими боковыми дорожками и боковыми электродами. Благодаря тому, что при этом часть временной подложки сохраняется на месте, не требуется наносить эти контакты отдельно. В WO 01/78156 иWO 01/47020 описаны варианты этого способа. Максимальное напряжение солнечного элемента определяется интенсивностью падающего света и химическим составом элемента, более конкретно - природой полупроводникового материала. При увеличении площади поверхности солнечного элемента генерируется больше электроэнергии, но напряжение остается тем же самым. Для увеличения напряжения фольгу солнечного элемента часто делят на отдельные элементы, которые соединяют последовательно. Это реализуется посредством выполнения канавок в электродных слоях солнечного элемента, например, с помощью лазера или посредством травления или любого другого способа формирования рисунка, и создания проводящего контакта между передним электродом одного элемента и задним электродом другого, при этом каждый из переднего и заднего электродов прерывают на разных сторонах межсоединения с тем, чтобы исключить возникновение короткого замыкания. При использовании фольги солнечных элементов эти отдельные элементы удерживаются вместе основой. В вышеупомянутых заявках на патент описаны различные пути осуществления последовательного соединения. Однако было обнаружено, что качество фотоэлектрической фольги, полученной с помощью способов, описанных в указанных выше документах, может ухудшаться, когда на ней формируется последовательное соединение. Было обнаружено, что трудно получить фотоэлектрическую фольгу, имеющую однородно высокое качество продукта. Более конкретно, было обнаружено, что во время удаления временной подложки посредством травления слой ППО может быть поврежден на участке межсоединения. Во время операции травления травитель может проникать в поврежденный слой ППО и попадать в межсоединение, при этом разрушая его. Одной из проблем является возможность возникновения короткого замыкания между двумя отдельными частями слоя ППО из-за оставшейся временной подложки. Поэтому существует потребность в более надежном способе изготовления фольги солнечных элементов, имеющих последовательное соединение через временную подложку, который позволил бы получать более однородный продукт более высокого качества с минимальными проблемами короткого замыкания. Такой способ предложен в настоящем изобретении. Таким образом, настоящее изобретение относится к способу изготовления фольги солнечных элементов, включающему в себя этапы, на которых обеспечивают поддающуюся травлению временную подложку; наносят передний электрод из прозрачного проводящего оксида (ППО) на временную подложку; наносят фотоэлектрический слой на слой ППО; наносят слой заднего электрода; наносят постоянную основу; обеспечивают, чтобы передний электрод и задний электрод были электрически соединены в межсоединении с образованием последовательного соединения, причем каждый из переднего и заднего электродов прерывается соответственно передней и задней канавкой на разных сторонах межсоединения; на любом из предыдущих этапов обеспечивают травильный резист на той стороне временной подложки, где нет ППО, по меньшей мере, на участке межсоединения и, по меньшей мере, не на всем участке передней канавки; избирательно удаляют временную подложку там, где она не покрыта травильным резистом. В результате способа согласно изобретению на участке межсоединения на слое ППО остаются час-1 008894 ти временной подложки. Было обнаружено, что наличие образовавшихся в результате защитных колпачков из материала временной подложки улучшает свойства фольги солнечных элементов в отношении однородности и качества. Более конкретно, фольга солнечных элементов, изготовленная предложенным способом, демонстрирует меньшее количество неработающих элементов, чем сопоставимая фольга солнечных элементов, в которой временная подложка удалена полностью. Настоящее изобретение также относится к блоку солнечных элементов, содержащему передний электрод, ФЭ слой и слой заднего электрода, причем блок солнечных элементов разделен на, по меньшей мере, два отдельных элемента, соединенных последовательно, при этом последовательное соединение содержит межсоединение, которое электрически соединяет передний электрод одного элемента с задним электродом смежного элемента, в то время как каждый из переднего и заднего электродов прерывается на разных сторонах межсоединения, и в блоке солнечных элементов имеется защитный колпачок на переднем электроде на участке межсоединения, причем этот защитный колпачок выполнен из материала,отличного от материала межсоединения. Этот блок солнечных элементов может быть получен с помощью предложенного способа, но также и другими способами. Предпочтительно, блок солнечных элементов представляет собой гибкую фольгу солнечных элементов, пригодную для манипулирования в рулонном процессе (т.е. с ролика на ролик). Предложенные в настоящем изобретении способ и блок солнечных элементов обеспечивают несколько дополнительных преимуществ. Во-первых, если защитный колпачок выполнен из проводящего материала, например, если его источником является временная подложка, выполненная из проводящего материала, то этот защитный колпачок может функционировать в качестве части межсоединения, улучшая тем самым проводящие свойства межсоединения. Это также позволяет применять менее жесткий контроль условий, используемых при изготовлении межсоединения в отношении свойств ППО, так как даже если ППО повреждается во время формирования межсоединения, присутствие защитного колпачка из проводящего материала временной подложки гарантирует, что межсоединение будет функционировать должным образом. Кроме того, путем соответствующего соединения можно сделать так, чтобы полоска временной подложки, оставшаяся на слое ППО, функционировала в качестве части токосъемной сетки, то есть рисунка из линий проводящего материала, который нанесен таким образом, чтобы обеспечить легкий сбор носителей тока (электронов), образующихся в фотоэлектрическом слое и протекающих через электрод. Так как солнечный элемент не генерирует энергию на участке межсоединения, то межсоединение является идеальным местом для этой сетки, поскольку ее присутствие на этом месте не может оказать вредного воздействия на токогенерирующие свойства фольги солнечных элементов. Кроме того, присутствие проводящих полосок на межсоединении облегчает разделение фольги солнечных элементов на отдельные блоки, так как проводящие полоски можно сформировать таким образом, чтобы их можно было использовать для присоединения электродов с тем, чтобы соединить фольгу солнечных элементов с внешним миром. В контексте настоящего описания термин травление означает удаление химическими средствами,например, посредством растворения. Поддающаяся травлению подложка - это такая подложка, которую можно удалить химическими средствами; травильный резист (резист травления) - это материал,который может сопротивляться, по меньшей мере временно, тем условиям, которые применяются во время удаления временной подложки. Травильный резист может представлять собой любой материал,который можно нанести на временную подложку на участок межсоединения и который будет защищать эту временную подложку, по меньшей мере временно, от воздействия травителя. Можно предусмотреть различные типы травильного резиста. Прежде всего, это может быть травильный резист, который устойчив к воздействию травителя и который не будет удален с временной подложки на какой-либо стадии процесса. Этот тип травильного резиста называется постоянным травильным резистом. В отличие от этого, можно также предусмотреть временный травильный резист, т.е. травильный резист, который будет удален на какой-либо последующей стадии процесса. Образование защитных колпачков из временной подложки с использованием травильного резиста можно реализовать разными путями. Например, можно нанести травильный резист, выполнить этап травления и, необязательно, удалить травильный резист на каком-либо последующем этапе. Возможно,что временная подложка является более толстой, чем это необходимо для защитного колпачка. В этом случае можно сначала вытравить часть временной подложки, затем нанести травильный резист, и после этого удалить незащищенную часть временной подложки. В этом случае можно также сначала нанести временный травильный резист, а после этого частично удалить временную подложку там, где она не защищена травильным резистом. Затем временный травильный резист удаляют и выполняют следующий этап травления для уменьшения толщины защитного колпачка. Для реализации последнего варианта можно использовать материал, который является лишь временно устойчивым к травителю. Если используется такой материал, который фактически является замедлителем травления, то произойдет следующее. Сначала замедлитель травления гарантирует, что травление произойдет только на том участке, где временная подложка не защищена замедлителем травления. Затем, когда замедлитель травления растворился, травитель обеспечивает уменьшение толщины защитного колпачка.-2 008894 Возможен конкретный вариант воплощения предложенного в изобретении способа, в котором травильный резист является постоянным травильным резистом, цвет которого был выбран таким образом,чтобы колпачки на межсоединении имели цвет, который соответствует цвету генерирующей энергию части блока солнечных элементов или контрастирует с ним. Различие цвета между генерирующей энергию частью блока солнечных элементов и окрашенным колпачком межсоединения можно выразить как dEab, которое определяется следующим образом:dEab = (dL2 + da2 + db2)1/2,где dL, da и db - разности соответственно в яркости, синеве и красноте между частями, снабженными окрашивающим материалом, и генерирующими энергию частями блока солнечных элементов. Значения L, а и b можно определить в соответствии с процедурой CIELAB с использованием источника светаD65. Если цвет колпачков межсоединения должен соответствовать цвету блока солнечных элементов, тоdEab обычно составляет менее примерно 5, предпочтительно - менее примерно 2, еще предпочтительнее- менее примерно 0,3. В этом случае можно говорить об использовании маскировочного цвета. Если же выбирается цвет колпачка межсоединения, контрастирующий с цветом генерирующей энергию части блока солнечных элементов, то значение dEab обычно составляет более примерно 10, предпочтительно более примерно 12, еще предпочтительнее - между примерно 20 и 100. Если используется более одного цвета, то обычно по меньшей мере один из этих цветов будет удовлетворять вышеупомянутым требованиям к значению dEab. Использование комбинации отличающегося цвета и совпадающего цвета позволяет декорировать блок солнечных элементов цветными рисунками на однородном фоне. Примерами возможных рисунков могут служить буквы, цифры, полоски, прямоугольники и квадраты. В таком варианте воплощения обычно 10-90% травильного резиста имеет отличающийся цвет, а 90-10% травильного резиста имеет маскировочный цвет. Нанесение травильного резиста на временную подложку можно выполнять на любой стадии предложенного в изобретении способа. Можно, например, наносить его до начала процесса, то есть до нанесения ППО на другую сторону временной подложки. Можно наносить его на любой промежуточной стадии, и можно наносить его в конце процесса, то есть после нанесения заднего электрода или, там, где это применимо, постоянной основы и непосредственно перед удалением временной подложки путем травления. Последний вариант является предпочтительным, потому что он предотвращает повреждение рисунка травильного резиста во время предыдущих стадий процесса. Он также исключает мешающее влияние присутствия рисунка травильного резиста на задней стороне временной подложки на другие технологические стадии. В предпочтительном, рулонном варианте воплощения предложенного в изобретении способа обе упомянутые проблемы могут возникнуть, если временная подложка, снабженная рисунком в виде травильного резиста на задней стороне, пропускается по одному или более роликам. Еще одним дополнительным недостатком нанесения травильного резиста перед нанесением слоя прозрачного проводящего оксида является то, что в этом случае травильный резист должен быть способен выдерживать высокие температуры, которые часто применяются при осаждении слоя прозрачного проводящего оксида. В предпочтительном варианте воплощения предложенного способа временная подложка является гибкой, наносят гибкую постоянную основу, а способ осуществляют в виде рулонного процесса. Последовательное соединение Способ выполнения последовательного соединения не является критическим для настоящего изобретения. Обычно последовательное соединение создают посредством обеспечения того, что передний электрод одного элемента и задний электрод смежного элемента электрически соединяются в межсоединении, при этом каждый из переднего и заднего электродов прерывается на разных сторонах межсоединения. Как отмечалось выше, в каждом солнечном элементе задний электрод и передний электрод (слой ППО) прерываются, причем каждый из них - на разных сторонах межсоединения. Для обоих прерываний имеется прерывающая канавка, проходящая через сам электрод и, необязательно, также через ФЭ слой. В некоторых описанных ниже вариантах воплощения ясно указывается на наличие канавки, проходящей через ФЭ слой, однако это может иметь общее применение. Следует отметить, что если прерывающие канавки проходят через электродный слой и через ФЭ слой, то необходимо проявлять осторожность,чтобы не возникло случайного короткого замыкания этого электрода с другим электродом через канавку в ФЭ слое. Можно нанести полоски изоляционного материала на тот участок, где должны быть образованы вышеупомянутые прерывающие канавки, например, методом лазерного скрайбирования. Изоляционный материал будет действовать как ограничитель для лазера, препятствующий возникновению коротких замыканий за счет плавления нижележащего материала. В некоторых обсуждаемых ниже вариантах воплощения будет явно описано наличие полосок из изоляционного материала, однако их можно также наносить и в других вариантах. Изоляционный материал можно наносить на слой ППО и/или на ФЭ слой, в зависимости от конкретного случая. Межсоединение можно создать различными способами. Его можно образовать путем формирования канавки через ФЭ слой и заполнения ее проводящим материалом. Канавка может проходить или не-3 008894 проходить через слой ППО, через слой заднего электрода или через оба этих слоя. Это будет зависеть,помимо прочего, от того этапа процесса, на котором формируется канавка. В одном варианте воплощения проводящий материал, который используется для заполнения канавки в ФЭ слое, является материалом заднего электрода. Если ФЭ слой является слоем аморфного Si, то проводящее соединение можно также создать путем сплавления слоя аморфного Si с задним электродом. Если ФЭ слой является слоем аморфного Si, то межсоединение можно также создать посредством рекристаллизации Si в проводящий материал. Однако этот вариант является менее предпочтительным. Последовательность, в которой формируются межсоединение и канавки, не является критической и будет зависеть от того, что более удобно в конкретном применяемом процессе. Ширина межсоединения и канавок, прерывающих слой ППО и слой заднего электрода, обычно определяется из следующих соображений. На участках межсоединения и прерывающих канавок солнечный элемент не способен преобразовывать свет в электричество. Исходя из этого, межсоединение и канавки должны быть как можно уже. С другой стороны, они должны быть достаточно широкими, чтобы гарантировать достижение требуемого эффекта, а именно, прерывания различных слоев и соединения переднего и заднего электродов с достаточной проводимостью. Канавки, прерывающие слой ППО и слой заднего электрода, обычно имеют ширину 2-200 мкм, предпочтительно - 5-75 мкм. Межсоединение обычно имеет ширину 20-200 мкм, предпочтительно - 50-150 мкм. Полоски изоляционного материала, которые можно наносить на тот участок, где должны быть выполнены вышеуказанные прерывающие канавки, должны быть достаточно широкими для того, чтобы было легко выполнить прерывающие канавки в пределах ширины полосок. Обычно полоски имеют ширину 25-1000 мкм, предпочтительно - 50-400 мкм, более предпочтительно - 50-200 мкм. Защитный колпачок должен быть достаточно широким для того, чтобы гарантировать, что межсоединение действительно защищено. Он обычно выступает на по меньшей мере 10 мкм за межсоединение с обеих сторон, предпочтительно - на по меньшей мере 50 мкм. Обычно он простирается максимум на 200 мкм за межсоединение с обеих сторон, предпочтительно - максимум на 100 мкм. Ясно, что, если защитный колпачок является проводящим, то он не может простираться за канавку, прерывающую слой ППО, так как это будет означать, что две стороны канавки станут электрически соединенными. Канавки, прерывающие передний и задний электроды, обычно являются непрерывными канавками,так как их цель - обеспечить должную изоляцию различных полос элементов. С другой стороны, межсоединение не должно быть обязательно непрерывным. Если это желательно, оно может иметь прерывистый вид, принимая форму отверстий, полосок или ямок. Однако с точки зрения технологической эффективности непрерывный вариант может быть предпочтительным. Изобретение проиллюстрировано на следующих чертежах: фиг. 1 изображает технологические этапы создания межсоединения между двумя смежными элементами солнечного модуля согласно изобретению; фиг. 2 изображает другой вариант выполнения солнечного модуля; фиг. 3 изображает технологические этапы способа создания одного из вариантов выполнения солнечного модуля; фиг. 4 изображает технологические этапы способа создания варианта выполнения, имеющего другое межсоединение в солнечном модуле; фиг. 5 изображает вариант выполнения солнечного модуля с изоляционными полосками; фиг. 6 изображает другой вариант выполнения солнечного модуля с изоляционными полосками. Могут быть предусмотрены различные варианты воплощения предложенного в изобретении способа. Первый вариант воплощения является разновидностью способа последовательного соединения,описанного в WO 98/13882. Этот процесс проиллюстрирован на фиг. 1. Он включает в себя этапы, на которых обеспечивают поддающуюся травлению временную подложку; наносят передний электрод из прозрачного проводящего оксида (ППО) на временную подложку и создают канавки в слое ППО вниз до временной подложки; наносят фотоэлектрический слой (ФЭ слой) на слой ППО и в присутствующие в нем канавки и создают канавки в ФЭ слое вниз до слоя ППО; наносят слой заднего электрода на ФЭ слой и в присутствующие в ФЭ слое канавки таким образом,чтобы сформировать межсоединение, соединяющее слой заднего электрода со слоем ППО, и создают канавки в слое заднего электрода вниз до ФЭ слоя; наносят постоянную основу на задний электрод; на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участке межсоединения; избирательно удаляют временную подложку там, где она не покрыта травильным резистом. Этот процесс проиллюстрирован на фиг. 1, причем фиг. 1 а изображает фольгу солнечных элементов, содержащую временную подложку 1, сверху которой расположен ППО 2 а и 2b, ФЭ слой 3, задний электрод 4 и постоянная подложка 5. Межсоединение 6 соединяет слой ППО с задним электродом 4. На-4 008894 временной подложке на участке межсоединения имеется колпачок 7 из травильного резиста. На фиг. 1b та же самая система показана после удаления временной подложки за исключением того места, где она имеет колпачок из травильного резиста. На участке передней канавки fg травильный резист отсутствует,поэтому на нем нет остатка временной подложки (обычно проводника, такого как алюминий), способного вызвать короткое замыкание между разделенными частями ППО 2 а и 2b. Согласно второму варианту воплощения, некоторые этапы которого проиллюстрированы на фиг. 2,способ включает в себя этапы, на которых обеспечивают поддающуюся травлению временную подложку; наносят передний электрод из прозрачного проводящего оксида (ППО) на временную подложку; наносят фотоэлектрический слой (ФЭ слой) на слой ППО и создают канавки в ФЭ слое вниз до слоя ППО; наносят слой заднего электрода на ФЭ слой и в присутствующие в ФЭ слое канавки таким образом,чтобы сформировать межсоединение, соединяющее слой заднего электрода со слоем ППО, и создают канавки в слое заднего электрода вниз до ФЭ слоя или через ФЭ слой вниз до слоя ППО; наносят постоянную основу; на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения; избирательно удаляют временную подложку там, где она не покрыта травильным резистом; создают канавку через слой ППО вниз до ФЭ слоя или вниз до заднего электрода со стороны слоя ППО, где имелась временная подложка. Фиг. 2 а изображает фольгу солнечных элементов, содержащую временную подложку 1 с расположенными поверх нее ППО 2, ФЭ слоем 3, задним электродом 4 и постоянной подложкой 5. Межсоединение 6 соединяет слой ППО с задним электродом. На временной подложке на участке межсоединения имеется колпачок 7 из травильного резиста. На фиг. 2b показана та же самая система после удаления временной подложки за исключением того места, где имеется колпачок из травильного резиста. Кроме того, в слое ППО была создана канавка fg с тем, чтобы исключить короткое замыкание и завершить последовательное соединение. В предпочтительной разновидности этого варианта воплощения защитные полоски изоляционного материала 8, 9 наносятся на ФЭ слой до нанесения заднего электрода. Эти полоски наносятся на тот участок, где в соответствующее время будут образованы канавки в заднем электроде и слое ППО. Эти полоски предназначены для защиты нижележащего материала во время выполнения канавок, например,методом лазерного скрайбирования. Этот вариант проиллюстрирован на фиг. 2 с. Третий вариант воплощения способа согласно изобретению включает в себя следующие этапы, на которых обеспечивают поддающуюся травлению временную подложку; наносят передний электрод из прозрачного проводящего оксида (ППО) на временную подложку; наносят фотоэлектрический слой (ФЭ слой) на слой ППО и создают канавки через ФЭ слой вниз до слоя ППО или через слой ППО вниз до временной подложки; наносят слой заднего электрода на ФЭ слой и в канавки таким образом, чтобы внутри канавки задний электрод образовал межсоединение с передним электродом, но задние электроды на обеих сторонах канавки были электрически изолированы друг от друга; наносят постоянную основу; на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения; избирательно удаляют временную подложку там, где она не покрыта травильным резистом; создают канавку через слой ППО вниз до ФЭ слоя или вниз до заднего электрода со стороны слоя ППО, где находилась временная подложка. Некоторые этапы одного варианта воплощения этого способа проиллюстрированы на фиг. 3. Фиг. 3 а изображает фольгу солнечных элементов, содержащую временную подложку 1 с расположенными поверх нее ППО 2, ФЭ слоем 3, задним электродом 4 и постоянной подложкой 5. Канавка g проходит через ФЭ слой и слой ППО вниз до временной подложки. Колпачок 7 из травильного резиста нанесен на временную подложку на участок канавки, проходящей через ФЭ слой и слой ППО. На фиг. 3b показана та же самая система после удаления временной подложки за исключением того места, где имеется колпачок из травильного резиста. Оставшаяся часть временной подложки также служит для соединения заднего электрода с одной стороны канавки со слоем ППО на другой стороне элемента. Кроме того, в слое ППО была образована канавка fg с тем, чтобы исключить короткое замыкание и завершить последовательное соединение. Одним из признаков этого способа является то, что защитный колпачок также действует как часть межсоединения. Следовательно, в данном варианте воплощения поддающаяся травлению временная подложка должна быть проводящей. На фиг. 4 проиллюстрирована вторая разновидность этого варианта воплощения. В этом варианте канавка g в ФЭ слое не простирается через слой ППО. В этом варианте защитный колпачок не функцио-5 008894 нирует в качестве части межсоединения, поэтому он не должен быть обязательно проводящим. Тем не менее, использование проводящей временной подложки является предпочтительным. В четвертом варианте воплощения настоящего изобретения способ включает в себя следующие этапы, на которых: обеспечивают поддающуюся травлению временную подложку; наносят передний электрод из прозрачного проводящего оксида (ППО) на временную подложку; наносят фотоэлектрический слой (ФЭ слой) на слой ППО и создают канавку через ФЭ слой и ППО вниз до временной подложки, заполняют ее изоляционным материалом, необязательно - во время нанесения колпачка, и, если это необходимо, наносят изоляционную полоску и создают проводящее соединение (его предшественник) через ФЭ слой вниз до ППО; наносят задний электрод на ФЭ слой; создают канавку в заднем электроде вниз до ФЭ слоя или, если она есть, вниз до изоляционной полоски; необязательно наносят постоянную основу; на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения; избирательно удаляют временную подложку там, где она не покрыта травильным резистом. Этот процесс проиллюстрирован на фиг. 5. На фиг. 5 а показана фольга солнечных элементов, содержащая временную подложку 1, на которой расположены ППО 2 и ФЭ слой 3. Канавка fg проходит через ФЭ слой и слой ППО вниз до временной подложки. Эта канавка fg будет заполнена изоляционным материалом 8. Еще одна канавка 6 была выполнена через ФЭ слой вниз до ППО. Эта канавка 6 будет служить базой для межсоединения, и поэтому ее можно рассматривать как предшественник межсоединения. На фиг. 5b были сформированы полоски изоляционного материала 8 и 9, одна - в канавке через ФЭ слой и ППО вниз до временной подложки, а другая - на ФЭ слое с другой стороны предшественника 6 межсоединения. На фиг. 5 с был добавлен задний электрод 4 с канавкой bg сверху изоляционной полоски 9. Таким образом завершается межсоединение. Кроме того, нанесен колпачок 7 из травильного резиста на временную подложку на участок межсоединения. На фиг. 5d показана та же самая система после нанесения постоянной основы 5 и удаления временной подложки за исключением того места, где она имеет колпачок из травильного резиста. В этом варианте воплощения межсоединение (его предшественник) может быть канавкой, которая после нанесения заднего электрода заполняется материалом заднего электрода. Этот вариант проиллюстрирован на фиг. 5. Альтернативно, хотя такой процесс менее предпочтителен в настоящее время, эту канавку можно заполнить проводящим материалом на отдельном этапе. И, наконец, если ФЭ слой является слоем аморфного Si, проводящее соединение может быть также создано посредством рекристаллизации аморфного Si для образования проводящего материала. Этот последний вариант является наименее предпочтительным. Согласно пятому варианту воплощения настоящего изобретения, способ включает в себя следующие этапы, на которых:a) обеспечивают поддающуюся травлению временную подложку;b) наносят прозрачный проводящий оксид (ППО);c) наносят фотоэлектрический слой (ФЭ слой) на ППО;d) если это желательно, наносят одну или две изоляционные полоски на ФЭ слой;e) наносят задний электрод на ФЭ слой и, если они имеются, на изоляционные полоски;f) если это желательно, восстанавливают ответвления в заднем электроде, если межсоединение еще не создано;g) создают канавку в заднем электроде вниз до ФЭ слоя или, если она имеется, вниз до изоляционной полоски;i) на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения;j) избирательно удаляют временную подложку там, где она не покрыта травильным резистом;k) создают канавку со стороны ППО через ППО и, необязательно, через ФЭ слой вниз до заднего электрода или, если она имеется, вниз до изоляционной полоски; 1) если это желательно, наносят герметик на слой ППО,причем в данном способе проводящее соединение через ФЭ слой создают: между этапами f) и h), или между этапами с) и е). На фиг. 6 проиллюстрированы различные продукты, полученные в результате реализации различных вариантов воплощения данного способа. На всех фигурах показана фольга солнечных элементов,содержащая ППО 2, ФЭ слой 3, задний электрод 4 и постоянную подложку 5. Межсоединение 6 соединяет слой ППО с задним электродом. Колпачок 7 из травильного резиста присутствует на оставшейся части временной подложки 1 для защиты межсоединения. Преимущество того варианта воплощения, в кото-6 008894 ром проводящее соединение создается между этапами f) и h), состоит в том, что он позволяет восстановить ответвления после сборки слоя ППО, ФЭ слоя и заднего электрода перед созданием проводящего соединения между слоем ППО и задним электродом. Продукт, изображенный на фиг. 6 а, получен способом, включающим в себя этапы, на которых:b) наносят прозрачный проводящий оксид (ППО);c) наносят фотоэлектрический слой (ФЭ слой) на ППО;d) наносят задний электрод на ФЭ слой;f) создают канавку в заднем электроде вниз до ФЭ слоя и формируют межсоединение между задним электродом и слоем ППО;h) на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения;i) избирательно удаляют временную подложку там, где она не покрыта травильным резистом;j) создают канавку со стороны ППО через ППО вниз до ФЭ слоя. Система на фиг. 6b отличается от показанной на фиг. 6 а тем, что две защитные полоски из изоляционного материала нанесены на ФЭ слой до нанесения заднего электрода. Канавка в заднем электроде выполнена со стороны заднего электрода вниз до изоляционной полоски. Канавка fg со стороны ППО выполнена через слой ППО и ФЭ слой вниз до другой изоляционной полоски. В вариантах выполнения по фиг. 6 а и 6b проводящее соединение между слоем ППО и задним электродом можно создать различными способами. Так как задний электрод уже присутствует во время формирования межсоединения 6, то из этого вытекают следующие варианты. Если в данном варианте ФЭ слой является слоем аморфного Si, то проводящее соединение можно создать путем сплавления заднего электрода со слоем аморфного Si с помощью лазера. Альтернативно, в этих вариантах можно сначала скрайбировать канавку со стороны заднего электрода блока солнечных элементов и создать или улучшить межсоединение путем заполнения этой канавки проводящим материалом. Однако этот вариант менее предпочтителен. Продукт по фиг. 6c отличается от продукта по фиг. 6a тем, что межсоединение прерывает слой ППО, а не задний электрод фольги солнечных элементов. Этот продукт может быть получен с помощью способа, включающего в себя следующие этапы, на которых: а) обеспечивают временную подложку;b) наносят прозрачный проводящий оксид (ППО);d) создают межсоединение через ФЭ слой и, необязательно, через слой ППО;e) наносят задний электрод на ФЭ слой;f) обеспечивают канавку в заднем электроде вниз до ФЭ слоя;h) на любом из предыдущих этапов наносят травильный резист на ту сторону временной подложки,где нет ППО, на участок межсоединения;i) избирательно удаляют временную подложку там, где она не покрыта травильным резистом;j) создают канавку со стороны ППО через ППО вниз до ФЭ слоя. Система по фиг. 6d отличается от системы по фиг. 6c тем, что две защитные полоски из изоляционного материала нанесены на ФЭ слой до нанесения заднего электрода. Канавка в заднем электроде выполнена от стороны заднего электрода вниз до изоляционной полоски. Канавка со стороны ППО выполнена через слой ППО и ФЭ слой вниз до другой изоляционной полоски. В этом варианте воплощения проводящее соединение между слоем ППО и задним электродом можно создать различными способами. Если в данном варианте ФЭ слой является слоем аморфного Si, то проводящее соединение можно создать путем рекристаллизации слоя Si для образования проводящего соединения с помощью лазера. Альтернативно и предпочтительно, в этом варианте можно сначала скрайбировать канавку через ФЭ слой и слой ППО и создать межсоединение путем заполнения этой канавки проводящим материалом. Временная подложка Временная подложка должна удовлетворять ряду условий. Она должна быть поддающейся травлению, как пояснялось выше. Она должна быть достаточно термостойкой для того, чтобы быть способной выдержать условия, преобладающие во время изготовления фольги солнечных элементов, более конкретно - во время осаждения ППО и ФЭ слоя. Она должна быть достаточно прочной для того, чтобы быть способной нести на себе фольгу солнечных элементов во время ее изготовления. Она должна легко удаляться со слоя ППО без повреждения последнего. Если она предназначена для того, чтобы играть роль в межсоединении, то она должна быть достаточно проводящей. Специалисты смогут выбрать подходящую временную подложку в рамках этих требований. Временная подложка, применяемая в способе согласно изобретению, предпочтительно является фольгой из металла или металлического сплава. Это обусловлено тем, что такая фольга имеет хорошую-7 008894 проводимость, обычно способна выдерживать высокие температуры обработки, медленно испаряется и относительно легко удаляется с помощью известных методов травления. Другой причиной выбора металлической фольги, более конкретно алюминиевой или медной фольги, является то, что фольга солнечных элементов должна иметь краевые электроды, которые должны соединять фольгу солнечных элементов с каким-то устройством или электрической сетью. Для этого могут использоваться остающиеся части временной подложки, что позволяет обойтись без отдельного обеспечения краевых электродов. Пригодные металлы включают в себя сталь, алюминий, медь, железо, никель, серебро, цинк, молибден, хром и их сплавы или многослойные структуры. Помимо прочего, по экономическим соображениям предпочтительными для использования являются Fe, Аl, Cu или их сплавы. С точки зрения их характеристик (и с учетом стоимости), наиболее предпочтительны алюминий, железо и медь. Пригодные травители и методы удаления металлов известны, и хотя они различные для каждого металла, специалисты смогут сами выбрать наиболее подходящие из них. Предпочтительные травители включают в себя кислоты (как льюисовские, так и бренстедовские кислоты). При этом в случае меди предпочтительно использовать FeCl3, азотную кислоту или серную кислоту. Пригодными травителями для алюминия являются, например, NaOH, KОН и смеси фосфорной кислоты и азотной кислоты. Если в качестве временной подложки используется медь, необязательно - полученная методом электроосаждения, то предпочтительно снабдить медь, необязательно - посредством электроосаждения,не восстанавливающимся диффузионным барьерным слоем, например, антикоррозионным слоем, более конкретно слоем оксида цинка. Это обусловлено тем, что медь имеет тенденцию диффундировать через слой ППО в ФЭ слой. Можно также выбрать ППО, способный предотвратить такую диффузию, например, SnO2 или ZnO. Антидиффузионные слои можно наносить, например, методом электроосаждения или методом физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD). Антидиффузионный слой обычно удаляют с ППО вместе с временной подложкой. Для облегчения удаления временную подложку предпочтительно выполняют как можно более тонкой. Конечно, ее толщина должна быть такой, чтобы на ней можно было создать другие слои, и она могла удерживать эти слои вместе, но обычно для этого не требуется толщина более 500 мкм (0,5 мм). Эта толщина предпочтительно находится в интервале от 1 до 200 мкм (0,2 мм). В зависимости от модуля упругости, минимальная толщина для большого числа материалов составит 5 мкм. Соответственно, предпочтительной является толщина 5-150 мкм, более конкретно -10-100 мкм. Слой ППО Примерами пригодных прозрачных проводящих оксидов (ППО) являются оксид индия-олова, оксид цинка, оксид цинка, легированный алюминием, фтором, галлием или бором, сульфид кадмия, оксид кадмия, оксид олова и, наиболее предпочтительно, SnO2, легированный фтором (F). Последний упомянутый прозрачный электродный материал является предпочтительным, потому что он может образовывать требуемую кристаллическую поверхность со столбчатой светорассеивающей текстурой, когда его наносят при температуре выше 400 С, предпочтительно - в интервале 500-600 С, или подвергают последующей обработке при этой температуре. Именно в случае этого материала ППО особенно привлекательным является использование временной подложки, способной выдержать такую высокую температуру. Кроме того, этот материал устойчив к большинству травителей и имеет лучшую устойчивость к химическим реагентам, чем более часто используемый оксид индия-олова. Кроме того, он намного дешевле. ППО можно наносить посредством известных методов, например, методом химического осаждения из паровой фазы металлоорганических соединений (MOCVD), напыления, химического осаждения из паровой фазы при атмосферном давлении (APCVD), PECVD, распылительного пиролиза, испарения (физического осаждения из паровой фазы), электроосаждения, химического восстановления, трафаретной печати, золь-гель процессов и т.п. или их комбинаций. Предпочтительно наносить слой ППО и подвергать его последующей обработке при температуре выше 250 С, предпочтительно - выше 400 С, более предпочтительно - между 450 и 600 С, чтобы можно было получить слой ППО с требуемым составом,свойствами и/или текстурой. Буферный слой Если это желательно, между слоем ППО и фотоэлектрическим слоем может присутствовать буферный слой. Буферный слой предназначен для защиты слоя ППО от условий, преобладающих во время осаждения ФЭ слоя. Природа буферного слоя будет зависеть от природы ФЭ слоя. Из уровня техники известны буферные слои, пригодные для различных ФЭ слоев. В случае теллурида кадмия CdS можно отметить In(OH,S) и Zn(OH,S). Если в данном описании упоминается осаждение ФЭ слоя на ППО, то на этом ППО может как присутствовать, так и отсутствовать буферный слой. Фотоэлектрический (ФЭ) слой После нанесения слоя ППО можно нанести ФЭ слой соответствующим методом. Следует отметить,что в настоящем описании термин ФЭ слой или фотоэлектрический слой охватывает всю систему слоев, необходимую для поглощения света и преобразования его в электричество. Известны как пригодные конфигурации слоев, так и способы их нанесения. Общую информацию по этому вопросу можно найти в работах Yukinoro Kuwano: "Photovoltaic Cells", Ullmann's Encyclopedia, Vol.A20(1992), 161 и "So-8 008894lar Technology", Ullmann's Encyclopedia, Vol.A24 (1993), 369. Можно использовать различные тонкопленочные полупроводниковые материалы при изготовлении ФЭ слоев. Примерами могут служить аморфный кремний (a-Si:H), микрокристаллический кремний, поликристаллический аморфный карбид кремния (a-SiC) и a-SiC:H, аморфный кремний-германий (а-SiGe) и a-SiGe:H. Кроме того, ФЭ слой в фольге солнечных элементов согласно изобретению может содержатьCIS (диселенид меди-индия, CuInSe2), теллурид кадмия (CdTe), CIGSS (Cu(In,Ga)(Se,S, Cu(In,Ga)Se2,ZnSe/CIS, ZnO/CIS и/или Mo/CIS/CdS/ZnO, а также сенсибилизированные красителем солнечные элементы. ФЭ слой предпочтительно является слоем аморфного кремния, когда ППО содержит легированный фтором оксид олова. В этом случае ФЭ слой будет обычно содержать набор, или множество наборов,слоев аморфного кремния с легирующей примесью р-типа, с собственной проводимостью и с легирующей примесью n-типа, причем слои с легирующей примесью р-типа расположены на стороне, принимающей падающий свет. В варианте с a-Si:H ФЭ слой будет содержать, по меньшей мере, слой аморфного кремния с легирующей примесью р-типа (Si-р), слой аморфного кремния с собственной проводимостью (Si-i) и слой аморфного кремния с легирующей примесью n-типа (Si-n). На первый набор p-i-n-слоев можно нанести второй и следующие наборы p-i-n-слоев. Также можно затем нанести множество повторяющихся наборов p-i-n-слоев ("pinpinpin" или "pinpinpinpin"). За счет наложения множества p-i-n-слоев увеличивается электрическое напряжение на один элемент, и повышается устойчивость системы. Уменьшается деградация под воздействием света, так называемый эффект Стаблера-Вронского. Кроме того, может быть оптимизирован спектральный отклик за счет выбора материалов с разной шириной запрещенной зоны в различных слоях, в основном в i-слоях, а конкретно внутри i-слоев. Общая толщина ФЭ слоя, более конкретно - всех слоев a-Si вместе, будет составлять обычно порядка 100-2000 нм, более типично - примерно от 200 до 600 нм, а предпочтительно примерно от 300 до 500 нм. Задний электрод Задний электрод в тонкопленочном листе солнечных элементов согласно изобретению предпочтительно служит в качестве как отражателя, так и электрода. Обычно задний электрод имеет толщину примерно от 50 до 500 нм и может содержать любой пригодный материал, обладающий светоотражающими свойствами, предпочтительно - алюминий, серебро или комбинацию слоев из них обоих, а также образующий хороший омический контакт со смежным полупроводниковым слоем. Предпочтительно, можно наносить металлические слои при сравнительно низкой температуре, скажем, менее 250 С, посредством,например, метода электроосаждения, физического осаждения из паровой фазы или напыления (в вакууме). В случае серебра предпочтительно сначала нанести слой усилителя адгезии. Примерами материалов,пригодных для слоя усилителя адгезии, являются TiO2, TiN, ZnO и оксид хрома, и их преимущество состоит также в наличии отражающих свойств при нанесении с достаточной толщиной, например, 50-100 нм. Требуемый задний электрод может быть либо прозрачным, либо матовым. Постоянная основа Фольга солнечных элементов снабжена постоянной основой, так как в противном случае фольга будет настолько тонкой, что ее хрупкость затруднит манипулирование. Постоянную основу наносят на задний электрод. Пригодными материалами для слоя основы являются пленки из выпускаемых промышленностью полимеров, таких как полиэтилентерефталат (PET), поли(этилен-2,6-нафталендикарбоксилат),поликарбонат, поливинилхлорид, поливинилиденфторид (PVDF), поливинилиденхлорид (PVDC), полифениленсульфид (PPS), полиэфирсульфон (PES), полиэфирэфиркетон (РЕЕK), полиэтиленимин (PEI) или пленки полимера, имеющего очень хорошие свойства, такие как пленки арамида или полиимида, но также, например, металлическая фольга, на которую был нанесен изоляционный (диэлектрический) поверхностный слой, или композиции из пластиков и армирующих волокон и наполнителей. Предпочтительными являются полимерные соэкструдированные пленки, снабженные термопластичным адгезивным слоем, точка размягчения которого ниже, чем у самой подложки. При желании соэкструдированная пленка может быть снабжена антидиффузионным слоем, например, из сложного полиэфира (PET), сложного сополиэфира или алюминия. Предпочтительно, основа является пленкой или фольгой с толщиной предпочтительно от 50 мкм до 10 мм. Предпочтительные интервалы составляют от 75 мкм до 3 мм и от 100 до 300 мкм. Жесткость основы на изгиб, определяемая в контексте данного описания как произведение модуля упругости Е, вH/мм 2, и толщины t в третьей степени, в мм, (Еt3), предпочтительно составляет более 1610-2 Нмм и обычно будет ниже, чем 15106 Нмм. Эта основа предпочтительно является пригодной для использования в рулонном процессе. Основа может иметь структуру, которая требуется для ее конечного применения. Следовательно,подложка может включать в себя черепицу, кровельные листы и элементы крыши, элементы фасада,крыши вагонов или фургонов и т.п. Однако обычно предпочтение отдается гибкой основе. В этом случае получают рулон фольги солнечных элементов, который готов к применению и от которого можно отрезать листы требуемой мощности и напряжения. Эти листы можно затем по желанию встроить в (гибрид-9 008894 ные) кровельные элементы или наложить на черепицу, кровельные листы, крыши вагонов и фургонов и т.п. Если это желательно, можно предусмотреть верхнее покрытие или поверхностный слой на стороне ППО солнечного элемента для защиты ППО от внешних воздействий. Обычно такой поверхностный слой будет представлять собой полимерный лист (с полостями, если это желательно) или полимерную пленку. Поверхностный слой должен иметь высокий коэффициент пропускания и содержит, например,следующие материалы: (пер)фторированные полимеры, поликарбонат, поли(метилметакрилат), PET,PEN или любое доступное прозрачное покрытие, например, такие как используемые в автомобильной промышленности. При желании может быть предусмотрен дополнительный антиотражательный или противообрастающий слой. Альтернативно, при желании весь солнечный элемент можно поместить в такой герметик. Травильный резист Травильный резист может представлять собой любой материал, который можно нанести на временную подложку на участок межсоединения и который защитит временную подложку от действия травителя. Специалисты смогут выбрать пригодные материалы методом типовых испытаний. Пригодные травильные резисты включают в себя термопластичные и термоотверждающиеся полиуретаны и полиимиды, термоотверждающиеся полимеры, такие как ЕР, UP, VE, SI, (эпоксидные) смолы и акрилаты, а также термопластичные полимеры, такие как PVC, PI, фторполимеры и т.п. Травильный резист обычно содержит добавки, такие как фотоинициаторы или другие отвердители, наполнители, пластификаторы и т.п. Травильный резист может быть временным, т.е., он может удаляться на какой-то последующей стадии процесса. Альтернативно и предпочтительно, травильный резист может быть постоянным. Травильный резист удобно наносить методом напыления или печати/формирования рисунка. Предпочтительно, травильный резист наносится посредством какого-либо известного метода печати. Пригодные процессы печати включают в себя трафаретную печать, роторную трафаретную печать, струйные процессы, флексографию (flexgravure) и т.п. Цвет травильного резиста можно регулировать посредством введения подходящих пигментов или красителей, известных специалистам. Может быть предпочтительным присутствие пигментов и УФ стабилизаторов, особенно для постоянных травильных резистов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления пленочных солнечных элементов, включающий в себя этапы, на которых на поддающуюся травлению временную подложку наносят передний слой прозрачного проводящего оксида(ППО); на слой ППО наносят фотоэлектрический (ФЭ) слой; на ФЭ слой наносят электропроводный задний слой; на задний слой наносят постоянную основу, причем каждый из переднего и заднего слоев прерывают соответственно по меньшей мере одной передней и по меньшей мере одной задней канавкой для образования соответственно передних и задних электродов фотоэлектрических элементов, а между каждым передним электродом одного фотоэлектрического элемента и задним электродом смежного ему фотоэлектрического элемента формируют электродное межсоединение, при этом на любом из вышеуказанных этапов наносят травильный резист на непокрытую слоем ППО сторону временной подложки, по меньшей мере, на участке, перекрывающем область электродного межсоединения, но не перекрывающем всего участка передней канавки; а после нанесения постоянной основы удаляют временную подложку на участках, не покрытых травильным резистом. 2. Способ по п.1, в котором нанесение травильного резиста выполняют непосредственно перед удалением тех частей временной подложки, которые не покрыты травильным резистом. 3. Способ по п.1 или 2, в котором травильный резист является постоянным травильным резистом. 4. Способ по п.3, в котором цвет травильного резиста выбирают так, чтобы он совпадал или контрастировал с цветом вырабатывающей энергию части блока солнечных элементов. 5. Способ по п.1 или 2, в котором травильный резист является временным травильным резистом. 6. Способ по любому из предыдущих пунктов, который осуществляют в рулонном процессе. 7. Блок пленочных солнечных элементов, содержащий по меньшей мере два последовательно соединенных фотоэлектрических элемента, каждый из которых имеет передний электрод, ФЭ слой и задний электрод, при этом каждый передний электрод одного фотоэлектрического элемента и задний электрод смежного ему фотоэлектрического элемента перекрываются, и между ними имеется электродное межсоединение, причем на каждом из передних электродов в области электродного межсоединения имеется защитный колпачок, выполненный из материала, отличного от материала межсоединения. 8. Блок солнечных элементов по п.7, который представляет собой гибкую пленку, пригодную для манипулирования в рулонном процессе.
МПК / Метки
МПК: H01L 27/142, H01L 31/0392, H01L 31/18, H01L 31/036
Метки: подложки, солнечных, использованием, изготовления, элементов, фольги, временной, способ
Код ссылки
<a href="https://eas.patents.su/15-8894-sposob-izgotovleniya-folgi-solnechnyh-elementov-s-ispolzovaniem-vremennojj-podlozhki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления фольги солнечных элементов с использованием временной подложки</a>
Способ изготовления блока солнечного элемента с использованием временной подложки
Номер патента: 6755
Опубликовано: 28.04.2006
Авторы: Схропп Рудольф Эммануэль Изидор, Мидделман Эрик, Петерс Паулус Маринус Гезина Мария
МПК: H01L 31/0224, H01L 31/18, H01L 31/02...
Метки: подложки, временной, способ, элемента, солнечного, изготовления, блока, использованием
Формула / Реферат:
1. Способ изготовления блока солнечного элемента, включающий в себя этапы, на которых: А) обеспечивают наличие поддающейся травлению проводящей временной подложки; b) наносят слой прозрачного проводящего оксида (ППО) на упомянутую временную подложку; с) наносят фотоэлектрический слой на упомянутый слой ППО; d) наносят слой заднего электрода; е) наносят постоянный несущий элемент; f) на любом из предыдущих этапов обеспечивают наличие резиста...
Форма для литья фигурных изделий из бетонной смеси и способ изготовления элементов дренажной системы с ее использованием
Номер патента: 2626
Опубликовано: 27.06.2002
Автор: Баскаков Александр Юрьевич
МПК: B28B 7/34
Метки: системы, изготовления, фигурных, литья, изделий, элементов, форма, дренажной, смеси, использованием, способ, бетонной
Формула / Реферат:
1. Форма для литья фигурных изделий из бетонной смеси, содержащая дно, боковые и торцевые стенки, отличающаяся тем, что она выполнена как одно целое из пластмассы, коэффициент линейного расширения которой больше, чем коэффициент линейного расширения бетона. 2. Форма по п.1, отличающаяся тем, что в ее дне выполнен продольный U-образный выступ, один торец которого прилегает к торцевой стенке формы и оснащен выступающим пояском по всему периметру,...
Конструктивная система из элементов кручения/тороидальных элементов и способы сооружения конструкций с использованием этих элементов
Номер патента: 3037
Опубликовано: 26.12.2002
Автор: Провитола Энтони И.
Метки: способы, система, сооружения, конструкций, конструктивная, использованием, элементов, этих
Формула / Реферат:
1. Конструктивная система, содержащая тороидальные элементы кручения и средства соединения этих элементов. 2. Конструктивная система из элементов кручения, содержащая конструктивные элементы, работающие на кручение при восприятии нагрузки, и средства соединения этих конструктивных элементов с обеспечением передачи скручивающей нагрузки, действующей, по меньшей мере, на один конструктивный элемент, по меньшей мере, одному другому конструктивному...
Способ синхронизации во временной и частотной областях нескольких устройств в системе передачи данных с использованием модуляции с ортогональным частотным уплотнением
Номер патента: 7858
Опубликовано: 27.02.2007
Авторы: Бласко Кларет Хорхе Висенте, Ривейро Инсуа Хуан Карлос, Ирансо Молинеро Сальвадор
МПК: H04J 11/00, H04L 7/00
Метки: использованием, частотной, частотным, ортогональным, областях, уплотнением, данных, нескольких, модуляции, временной, системе, способ, синхронизации, передачи, устройств
Формула / Реферат:
1. Способ синхронизации во временной и частотной областях нескольких устройств в системе передачи данных с модуляцией сигналов путем ортогонального частотного уплотнения (ОЧУ), используемый при осуществлении двухсторонней связи по электрической сети между различными устройствами, подключенными к одной электрической сети, с обеспечением определения начала ОЧУ-символов на приемной стороне и погрешности частоты местных генераторов указанных...
Способ изготовления декоративных облицовочных элементов
Номер патента: 3560
Опубликовано: 26.06.2003
Авторы: Убайдуллаев Акрам Насруллоевич, Мирзоалиев Исроил
МПК: B44C 5/04
Метки: изготовления, декоративных, элементов, способ, облицовочных
Формула / Реферат:
1. Способ изготовления декоративных облицовочных элементов из натуральных и синтетических камней, наполнителя и связующего, отличающийся тем, что заготовки, полученные распиловкой отходов самоцветных камней, укладывают на ровную поверхность внутри рамки нужной формы и размера, а стыки между кусками заполняют измельченными частицами того же камня, поверхность которых сверху заполняют самотвердеющей смесью до нужной толщины. 2. Способ по п.1,...
Предыдущий патент: Теплообменное устройство для камеры волокнообразования
Следующий патент: Способ управления петлями на втором уровне модели взаимодействия открытых систем для сетей связи
Случайный патент: Баня и генератор горячего воздуха для банного парного помещения