Способ и установка для скручивания стержневых проводников, в частности стержневых обмоток электрических машин
Формула / Реферат
1. Способ скручивания преформованных стержневых проводников (25), содержащих первую и вторую ножки (5), соединенные между собой соединительной частью (15), и используемых для стержневых обмоток электрических машин, включающий в себя этапы:
a) использование (101) крутильной установки (30), содержащей крутильное устройство (50) с, по меньшей мере, первым (51) и вторым (52) корпусами, расположенными соосно друг другу и проходящими вокруг оси (Zt-Zt) скручивания, соответственно содержащих первый (А1) и второй (А2) круговые массивы гнезд, центр которых находится на оси (Zt-Zt), при этом указанные корпуса (51, 52) установлены с возможностью поворота относительно другу друга вокруг оси (Zt-Zt) скручивания для занятия первого загрузочного положения, при котором соответствующие гнезда первого и второго массивов (A1, A2) попарно радиально выровнены друг с другом относительно оси (Zt-Zt) скручивания,
b) загрузку (102) в подмножество указанных гнезд указанных преформованных проводников (25) таким образом, чтобы в выровненные гнезда первого и второго массивов соответственно помещались первые и вторые ножки (5) соответствующего проводника так, что после этапа (102) загрузки первое подмножество из остальных гнезд остается свободным,
c) приведение (103) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения подобных ножек (5) друг от друга на первый заданный шаг скручивания до тех пор, пока не будет достигнуто второе загрузочное положение, при котором второе множество гнезд первого (51) и второго (52) корпусов указанного остального подмножества окажутся радиально выровнены друг с другом; характеризующийся тем, что после этапа с) осуществляют этапы:
d) загрузку (104) во второе подмножество указанного множества гнезд второго множества преформованных проводников (25) так, чтобы в выровненные гнезда первого и второго массивов, входящих в указанное второе подмножество, соответственно помещались первые и вторые ножки (5) соответствующего проводника;
e) приведение (106) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения ножек (5) проводников из второго множества проводников друг от друга на второй заданный шаг скручивания, а также для дополнительного разнесения ножек первого множества проводников друг от друга на указанный второй заданный шаг скручивания, получив тем самым указанное первое множество проводников, ножки которых разнесены друг от друга на расстояние, равное сумме указанных первого и второго шагов, и указанное второе множество проводников, ножки которых разнесены друг от друга на указанный второй шаг.
2. Способ (100) по п.1, отличающийся тем, что на этапе b) второе остальное подмножество гнезд оставляют свободным и осуществляют этап (105) загрузки в гнезда указанного второго остального подмножества множества специальных преформованных стержневых проводников (S1, S2, S3), предназначенных для завершения обмотки.
3. Способ (100) по п.2, отличающийся тем, что указанный этап (105) загрузки в гнезда указанного второго остального подмножества осуществляется перед началом осуществления е) приведения в действие.
4. Способ (100) по п.1, отличающийся тем, что выбирают указанный первый заданный шаг равным угловому расстоянию между центрами двух смежных гнезд одного и того же массива (A1, A2).
5. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что этапы загрузки осуществляются путем помещения ножек проводников в гнезда при фиксированном загрузочном положении (Р_I) и вращении указанного первого (51) и указанного второго (52) корпусов, удерживая указанные корпуса (51, 52) неразъемно друг с другом во время вращения.
6. Способ (100) по п.5, отличающийся тем, что указанное вращение осуществляют за счет приведения во вращение лишь одного из указанных первого (51) или второго (52) корпусов, при этом другой из указанных корпусов крепят к приводимому корпусу при помощи первых разъемных крепежных элементов (55), позволяющих предотвращать вращение указанных корпусов (51, 52) относительно друг друга, но обеспечивающих совместное вращение обоих корпусов относительно внешнего объекта.
7. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что указанный этап с) приведения в действие осуществляется за счет приведения во вращение одного из указанных первого или второго корпусов, удерживая в фиксированном угловом положении другой из указанных корпусов при помощи выборочно активируемых вторых крепежных элементов (61, 62).
8. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что на этапе b) загрузки заполняют первую дугу из указанных массивов гнезд, а вторую дугу, взаимодополняющую указанную первую дугу, оставляют свободной.
9. Способ (100) по п.8, отличающийся тем, что указанная первая дуга шире указанной второй дуги.
10. Крутильная установка (30), предназначенная для осуществления способа (100) по п.1, содержащая указанное крутильное устройство (50), имеющее, по меньшей мере, первый (51) и второй (52) корпус, расположенные соосно друг другу и проходящие вокруг оси (Zt-Zt) скручивания, соответственно содержащие первый (А1) и второй (А2) круговые массивы гнезд, центр которых находится на оси (Zt-Zt), при этом указанные корпуса (51, 52) установлены с возможностью поворота относительно другу друга вокруг оси (Zt-Zt) скручивания для занятия первого загрузочного положения, при котором соответствующие гнезда первого и второго массивов (A1, A2) попарно радиально выровнены друг с другом относительно оси (Zt-Zt) скручивания.
11. Крутильная установка (30) по п.10, отличающаяся тем, что в крутильном устройстве (50) первые крепежные элементы (55) содержат по меньшей мере один пружинный зажим, сопряженный с одним из указанных корпусов (51, 52), выполненный с возможностью зацепления по меньшей мере с одним углублением (c1, с2), имеющимся в другом из указанных корпусов, с возможностью осуществления вращения за счет приведения во вращение лишь одного из указанных первого (51) или второго (52) корпусов, при этом другой из указанных корпусов закреплен к приводимому корпусу при помощи первых разъемных крепежных элементов (55), позволяющих предотвращать вращение указанных корпусов (51, 52) относительно друг друга, но обеспечивающих совместное вращение обоих корпусов относительно внешнего объекта.
12. Крутильная установка (100) по п.11, отличающаяся тем, что содержит пару углублений (c1, с2), разнесенных друг от друга под углом на указанный первый шаг скручивания, что обеспечивает возможность выборочного зацепления указанного пружинного зажима (55) соответственно с тем или иным из указанных углублений для крепления между собой указанных корпусов во время указанного этапа b) загрузки или во время указанного этапа d) загрузки.

Текст
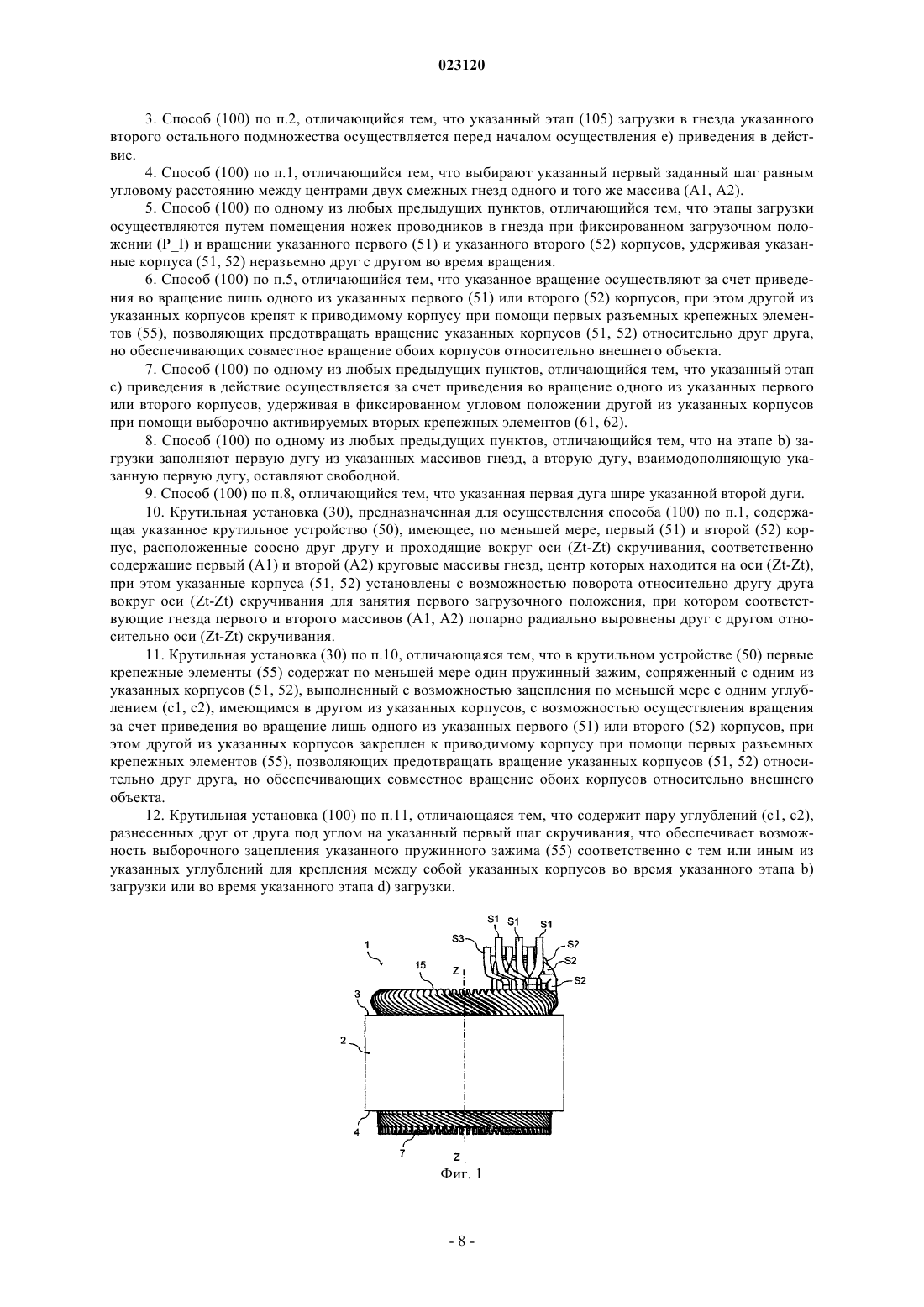
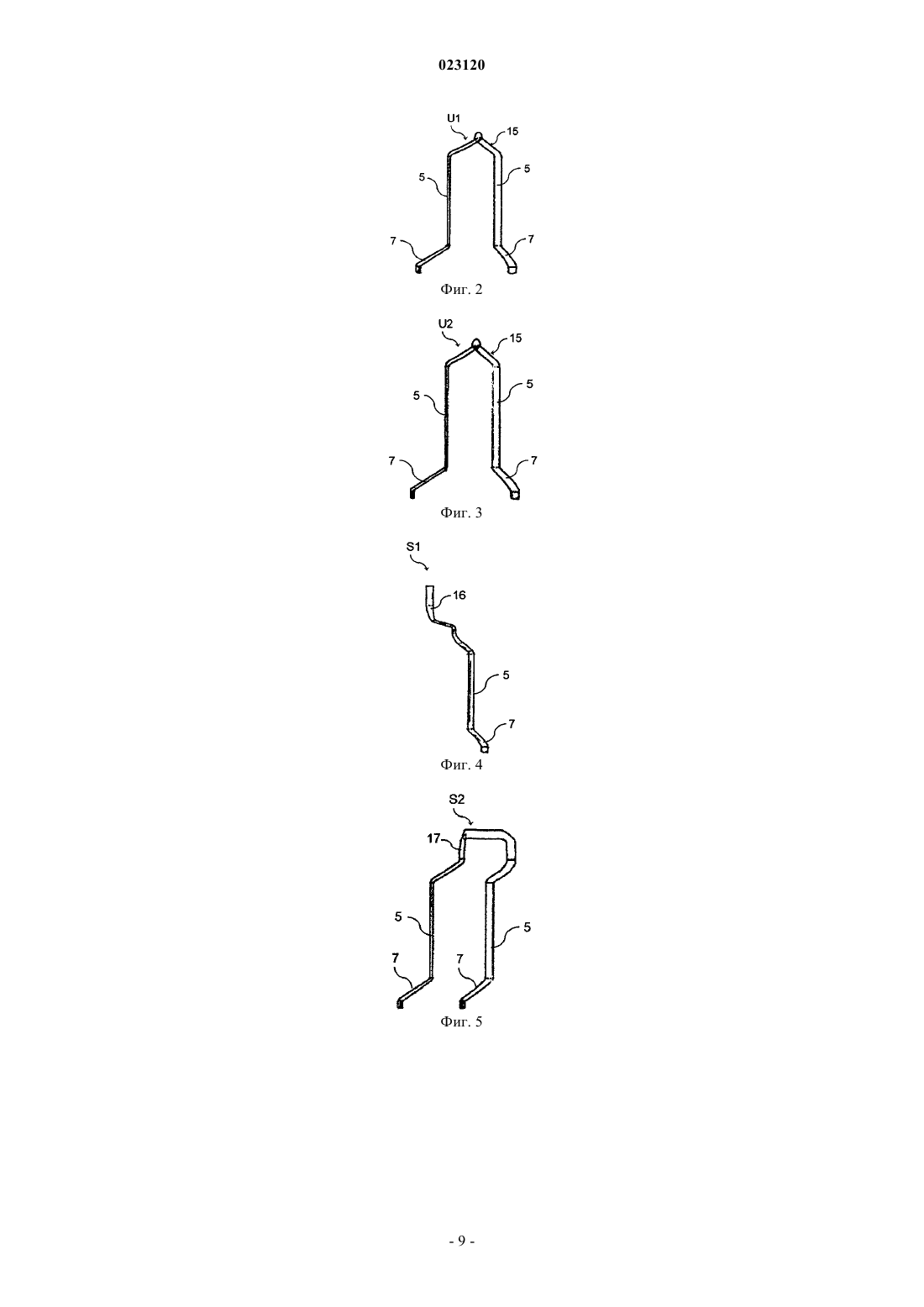
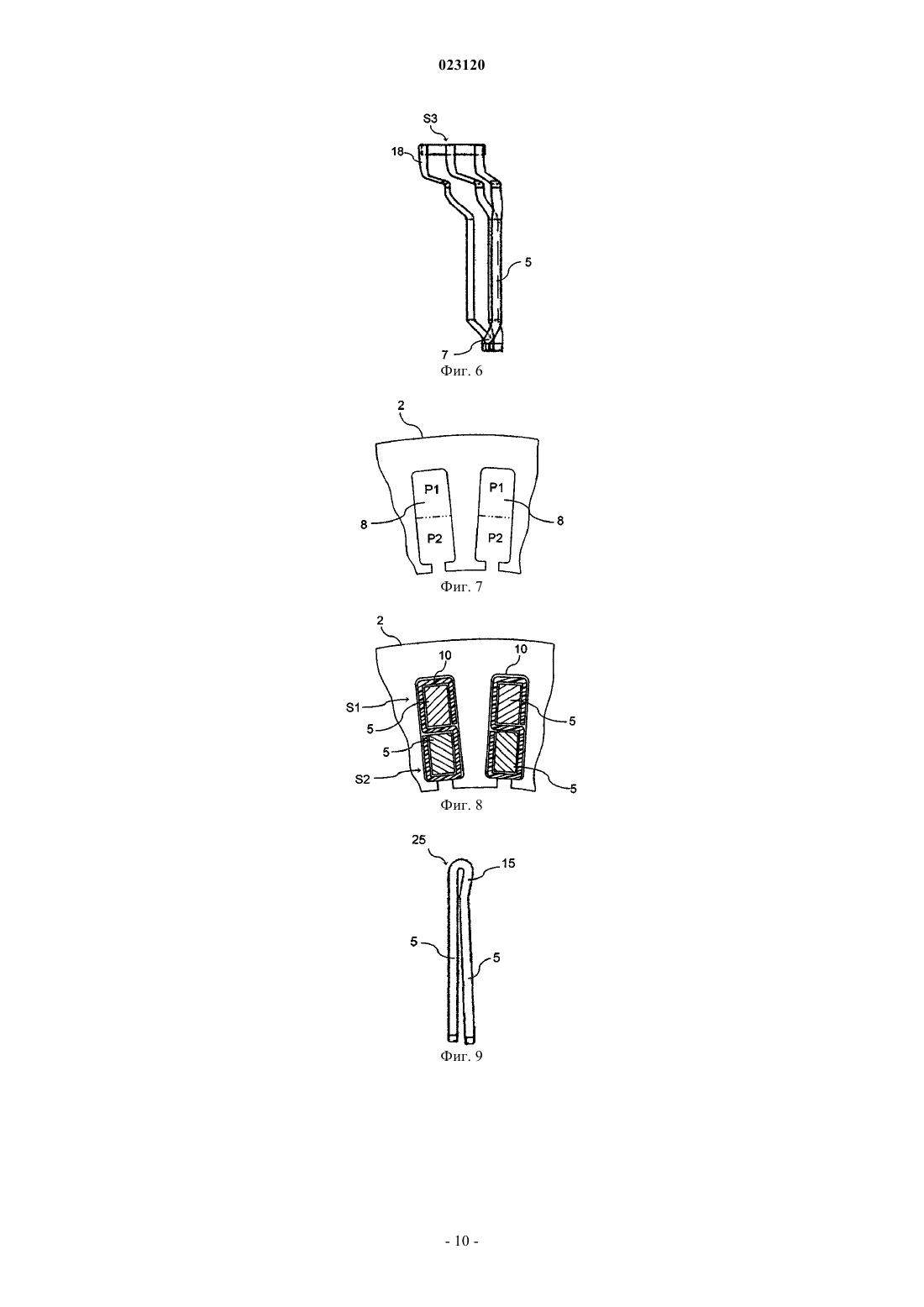
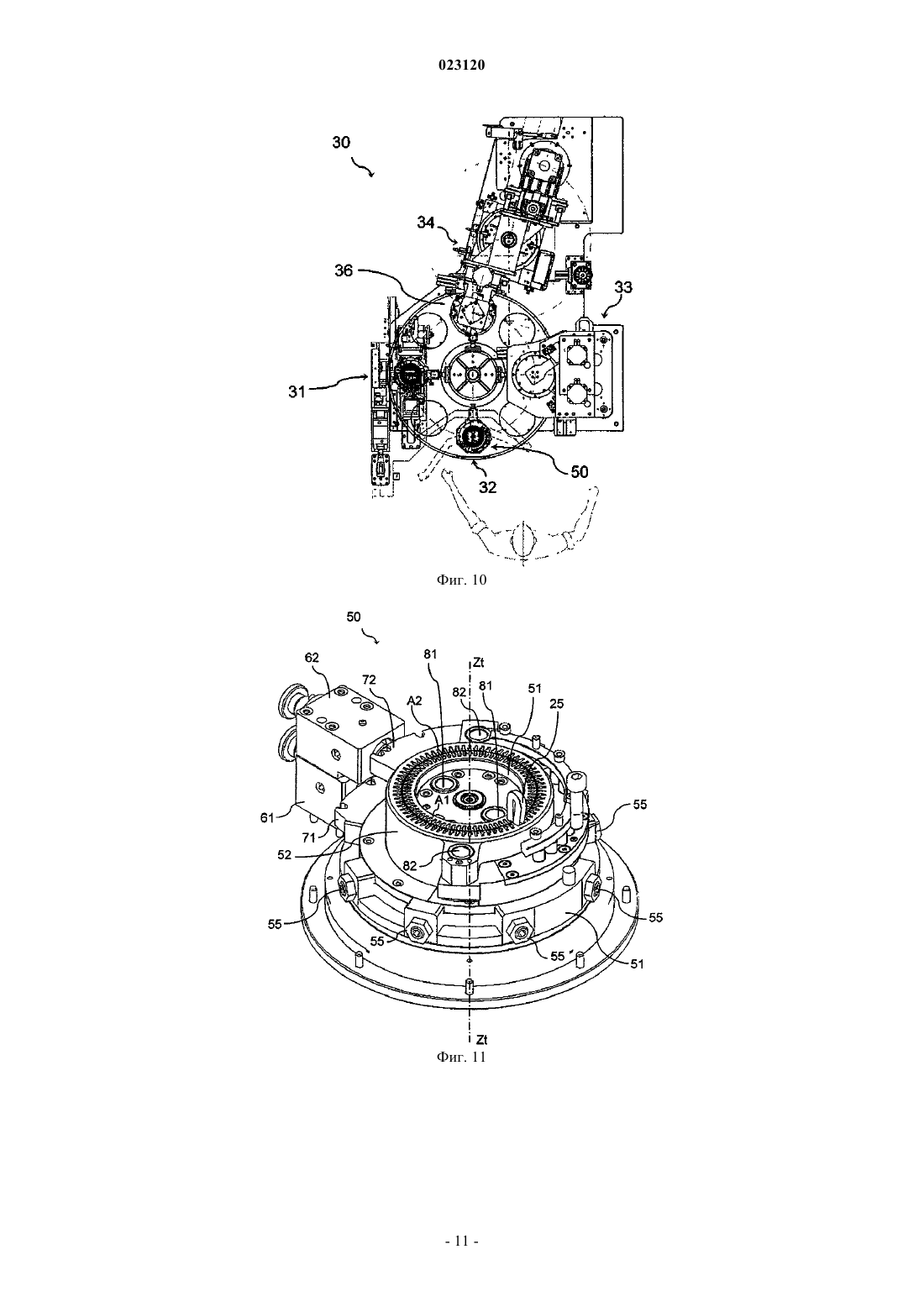
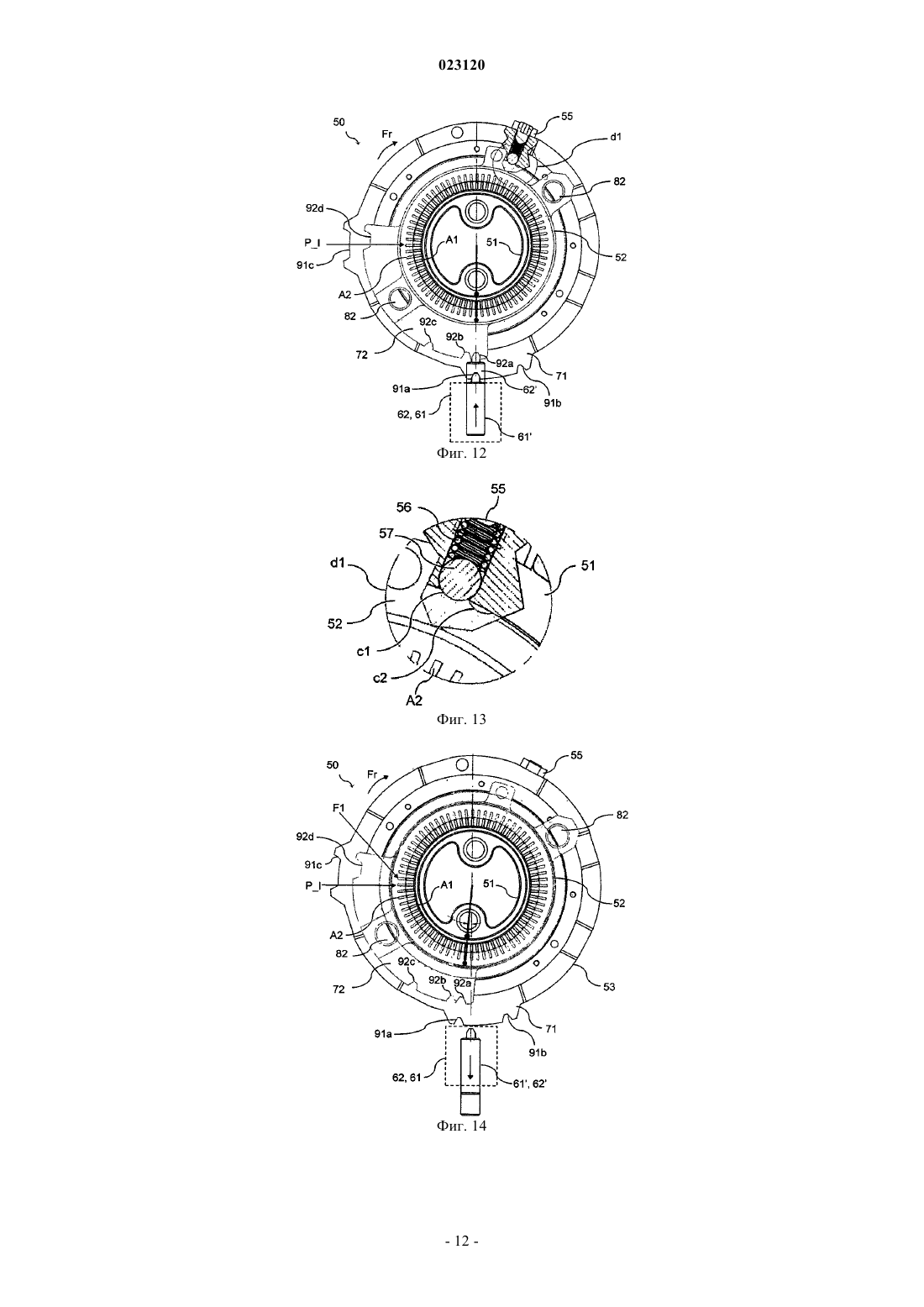
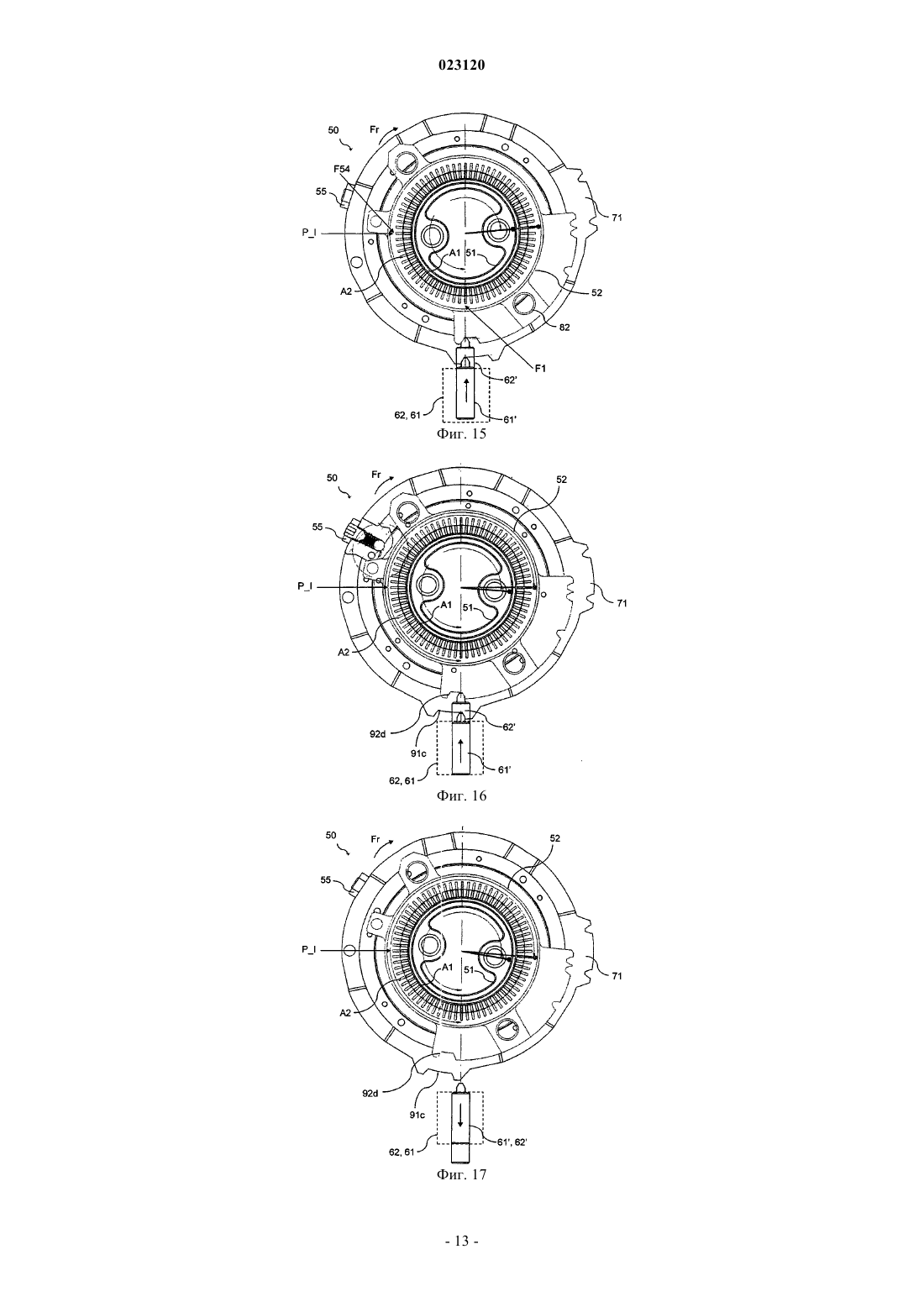
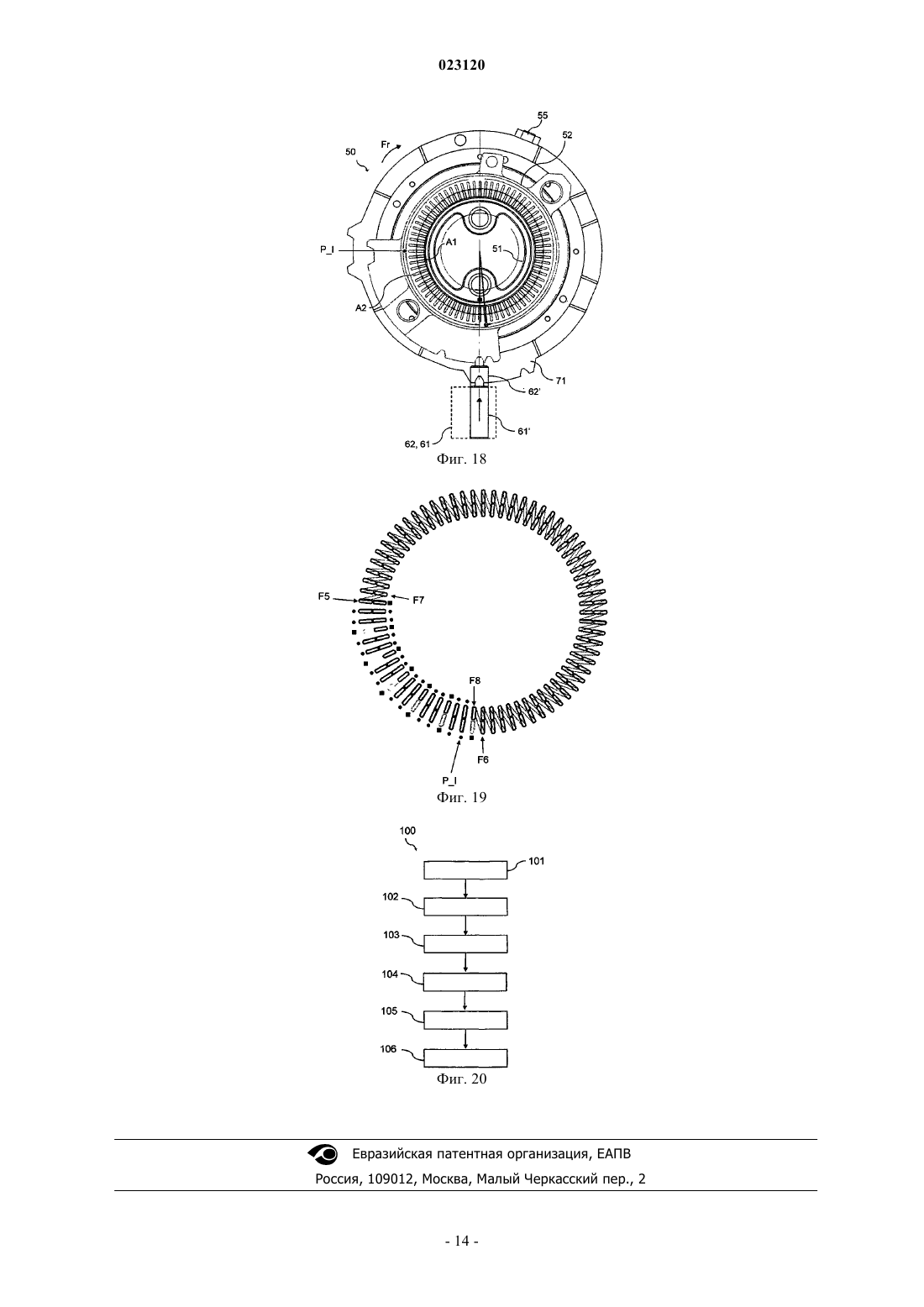
СПОСОБ И УСТАНОВКА ДЛЯ СКРУЧИВАНИЯ СТЕРЖНЕВЫХ ПРОВОДНИКОВ, В ЧАСТНОСТИ СТЕРЖНЕВЫХ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН Способ (100) скручивания преформованных стержневых проводников (25) электрических машин,указанные проводники (25) содержат первую и вторую ножки (5), соединенные между собой соединительной частью (15). Способ (100) включает в себя этапы: a) получения (101) крутильной установки (30), содержащей крутильное устройство (50) с имеющимися у него, по меньшей мере,первым (51) и вторым (52) корпусами, расположенными соосно друг другу и проходящими вокруг оси (Zt-Zt) скручивания, соответственно содержащих первый А 1 и второй А 2 круговые массивы гнезд, центр которых находится на подобной оси (Z-Z); b) загрузки (102) в подмножество указанных гнезд первого множества указанных преформованных проводников (25) таким образом, чтобы в выровненные гнезда первого и второго массивов соответственно помещались первые и вторые ножки (5) соответствующего проводника, после этапа (102) загрузки первое подмножество из остальных гнезд остается свободным; c) приведения (103) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения подобных ножек (5) друг от друга на первый заданный шаг; d) загрузки (104) во второе подмножество указанного второго множества гнезд второго множества преформованных проводников (25); e) приведение(106) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения ножек (5) проводников из второго множества проводников друг от друга на второй заданный шаг скручивания, а также для дополнительного разнесения ножек первого множества проводников друг от друга на указанный второй заданный шаг скручивания, получив тем самым указанное первое множество проводников, ножки которых разнесены друг от друга на расстояние,равное сумме указанных первого и второго шагов, и указанное второе множество проводников,ножки которых разнесены друг от друга на указанный второй шаг. Изобретение относится к способу скрутки стержневых проводников, в частности для стержневых обмоток электрических машин, а также к соответствующей крутильной установке. Известны компоненты электрических машин, такие как статоры и роторы, содержащие стержневые проводники, которые сгибаются и соединяются между собой различным образом для формирования так называемых стержневых обмоток. В частности, к данному уровню техники относятся стержневые обмотки, изготовленные с использованием стержневых проводников, имеющих, по существу, прямоугольное сечение, причем под прямоугольным понимается как квадратный участок, так и "плоский" участок, из которых обычно состоит участок прямоугольной формы. Одна из двух сторон подобного "плоского" участка имеет меньший размер по сравнению с другой стороной. За счет сгибания вышеупомянутых прямых стержневых проводников им обычно предварительно придается U-образная или Р-образная форма. В патенте США 7480987 описан способ преформования проводников стержневой обмотки (именуемых в данном документе "шпилечными проводниками"). Преформование, таким образом, осуществляется для изменения формы прямых проводников таким образом,чтобы их можно было вставлять в соответственно радиально выровненные гнезда крутильного устройства, предназначенные для деформирования, после установки вышеупомянутых преформованных проводников. На практике крутильное устройство предназначено, по существу, для "распрямления" ножек Uобразной или Р-образной формы таким образом, чтобы ножки одного и того же проводника, после извлечения последнего из крутильного устройства можно было затем вставить в пазы сердечника статора или ротора, радиально смещенные относительно друг друга на заданный шаг. В заявке США US 2009/0178270 описан способ скрутки с одинаковым шагом преформованных стержневых проводников после помещения последних в гнезда крутильного устройства. Вышеупомянутый способ скрутки состоит из следующих этапов: операции по сгибанию свободных торцевых частей стержневых проводников (также именуемой скруткой, со стороны, с которой производится сварка), после помещения подобных проводников в пазы сердечника статора, и последующей операции по сварке между собой подобных согнутых свободных концов, и является относительно сложным. Поэтому существует потребность в способе скрутки, являющимся альтернативой рассмотренному выше, который позволил бы упростить выполнение вышеупомянутых операция по скрутке и сварке свободных торцевых частей стержневых проводников. Цель настоящего изобретения заключается в том, чтобы предложить способ, позволяющий удовлетворить подобную потребность, существующую на предшествующем уровне техники. Данная цель достигается посредством способа скрутки, сформулированного, в целом, в п.1 формулы изобретения, а также в конкретных вариантах осуществления, изложенных в зависимых от него пунктах формулы изобретения. Другая цель настоящего изобретения заключается в том, чтобы предложить крутильную установку,описанную в п.10 прилагаемой формулы изобретения. Дополнительные признаки и преимущества настоящего изобретения станут более понятны из прилагаемого ниже описания предпочтительных, неограничивающих вариантов его осуществления, где на фиг. 1 схематически показан вид сбоку варианта осуществления статора электрической машины,содержащего сердечник статора и стержневую обмотку статора; на фиг. 2 показан вид в перспективе основного проводника первого типа; на фиг. 3 - вид в перспективе основного проводника второго типа; на фиг. 4 - вид в перспективе стержневого проводника, который может использоваться в качестве линейного вывода; на фиг. 5 - вид в перспективе стержневого проводника, который может использоваться в качестве перемычки; на фиг. 6 - вид в перспективе стержневого проводника, который может использоваться в качестве нейтрального провода или центральной части соединения звезда; на фиг. 7 схематически показан вид сверху части сердечника статора, на котором видны два паза, в которые вставляются преформованные изоляционные листы и стержневые проводники; на фиг. 8 схематически показан вид сверху части сердечника статора, в два паза которого вставлены изоляционные листы и стержневые проводники; на фиг. 9 - преформованный стержневой проводник Р-образной формы; на фиг. 10 - вид сверху крутильной установки; на фиг. 11 - вид в перспективе крутильного устройства, содержащего крутильную установку по фиг. 10; на фиг. 12 - вид сверху крутильного устройства по фиг. 11 без отдельных деталей; на фиг. 13 - укрупненный фрагмент по фиг. 12; на фиг. 14 - другой вид сверху крутильного устройства по фиг. 11; на фиг. 15 - другой вид сверху крутильного устройства по фиг. 11; на фиг. 16 - другой вид сверху крутильного устройства по фиг. 11; на фиг. 17 - другой вид сверху крутильного устройства по фиг. 11; на фиг. 18 - другой вид сверху крутильного устройства по фиг. 11; на фиг. 19 - пояснительная схема проводника, который может быть помещен в крутильное устройство по фиг. 11; и на фиг. 20 - блок-схема способа скрутки. На фигурах аналогичные элементы обозначены одинаковыми ссылочными позициями. В настоящем описании под "плоским" или "квадратным" проводником стержневой обмотки понимается проводник стержневой обмотки, имеющий четыре, по существу, плоские стороны, при этом смежные стороны сопряжены скруглением. Следовательно, термины "плоский" или "квадратный", либо эквивалентные термины, используемые для описания сечения проводника стержневой обмотки, используются в обобщенном значении и не должны трактоваться как исключающие тот факт, что у подобных проводников стержневой обмотки имеются достаточно скругленные углы, соединяющие, по существу, плоские стороны. Под термином"плоский проводник" понимается, что у проводника имеются две противоположные стороны, расстояние между которыми больше расстояния между двумя другими противоположными сторонами. В настоящем описании изобретения фразу "прямоугольный проводник" следует понимать как обобщенное наименование плоского проводника и квадратного проводника, квадратный проводник является конкретной разновидностью прямоугольного проводника, у которого четыре стороны имеют одинаковые размеры. Со ссылкой на прилагаемые фигуры позицией 1 везде обозначен статор с имеющимся у него сердечником 2 статора. Например, статор 1 является статором электродвигателя электромобиля или транспортного средства с гибридной силовой установкой. Понятно, что подобный статор также может использоваться в электрической машине, функционирующей в качестве генератора, либо использоваться попеременно в качестве электродвигателя и генератора. На прилагаемых фигурах показан лишь статор подобной электрической машины, поскольку считается, что остальные детали электрической машины, либо электромобиля или транспортного средства с гибридной силовой установкой, в целом, хорошо известны специалистам в данной области техники. Поэтому в целях упрощения, а также для исключения излишнего описания ротор далее подробно рассматриваться не будет, поскольку считается, что специалист в данной области техники, которому конструкция ротора хорошо известна, без труда сможет применить настоящее изобретение к ротору. Сердечник 2 статора состоит из основного, ламинированного, трубчатого корпуса, изготовленного,например, из магнитного материала, который проходит аксиально (вдоль оси Z-Z) между двумя противоположными сторонами 3, 4, соответственно, известными как загрузочная сторона 3 и сварная сторона 4. В основном корпусе сердечника 2 статора имеется множество пазов 8, которые аксиально проходят по толщине основного корпуса и которые пересекаются стержневыми проводниками S1, S2, S3, которые в совокупности образуют по меньшей мере одну стержневую обмотку статора. По одному из вариантов осуществления поверхность стержневых проводников U1, U2, S1, S2, S3 покрыта изоляционным слоем из электроизоляционного материала, такого как, например, изоляционная эмаль. По одному из вариантов осуществления вышеупомянутые стержневые проводники U1, U2, S1, S2,S3 изготовлены из меди и являются плоскими, прямоугольными проводниками, поскольку у них имеется пара противоположных сторон, которые удалены друг от друга на большее расстояние, чем расстояние между двумя другими противоположными сторонами. По одному из вариантов осуществления стержневые проводники U1, U2, S1, S2, S3 образуют первое множество основных проводников U1, U2 (также именуемых "шпилечными проводниками") и второе множество специальных проводников S1-S3, которые, например, используются в качестве клемм S1, перемычек S2 или нейтральных проводов S3. Как известно, последние стержневые проводники S1-S3 используются в качестве специальных элементов для завершения обмотки. В настоящем описании изобретения фраза "основные проводники" используется исключительно для обозначения проводников, которые не являются специальными элементами вышеупомянутого типа, т.е. которые специально не предназначены для функционального завершения обмотки. У основных проводников U1, U2 из первого множества имеется изогнутая часть 15 или соединительная часть, выступающая от загрузочной стороны 3 сердечника 2 статора, и две ножки 5, свободные торцевые части 7 которых выступают от другой стороны 4 сердечника 2 статора, т.е. от сварной стороны 4. Изогнутая часть 15 также часто именуется специалистами в данной области техники "головной частью". Из числа подобных основных проводников выделяют проводник U1 первого типа и проводник U2 второго типа, которые главным образом отличаются друг от друга расстоянием между ножками 5. Как известно специалистам в данной области техники, данное различие также приводит к некоторому различию по общей длине проводника. Основные стержневые проводники U1, U2 получают путем распрямления ножек 5 преформованного U- или Р-образного проводника 25 как это показано, например, на фиг. 9, на заданную величину или шаг. С этого момента и далее, в целях упрощения описания и без каких-либо дополнительных ограничений, U- или Р-образные преформованные стержневые проводники, в целом, будут именоваться "U-2 023120 образными переформованными проводниками", подразумевая при этом, что U является аппроксимацией Р по фиг. 9. Операция по распрямлению ножек U-образных преформованных проводников, в целом, известна как скручивание, и в частности как скручивание "головных частей", а заданная величина или шаг известны как "шаг скручивания". Последний измеряется количеством пазов 8. Например, основные стержневые проводники U1 первого типа получают путем скручивания U-образных преформованных проводников схожих или аналогичных тому, что показан на фиг. 9, на шаг скручивания для девяти пазов, тогда как основные стержневые проводники U2 второго типа получают путем скручивания U-образных преформованных проводников схожих или аналогичных тому, что показан на фиг. 9, на шаг скручивания для восьми пазов. Понятно, что вышеупомянутая операция скручивания для распрямления ножек 5 одного и того же U-образного преформованного проводника требует, после помещения указанных преформованных проводников 25, прошедших скрутку, в сердечник статора, проведение последующего этапа сгибания торцевых частей 7 для того, чтобы можно было осуществить сварку указанных частей для формирования обмотки. Также понятно, что для того, чтобы соединительные части 15 основных проводников U1,U2 после их скручивания имели одинаковый угол наклона, указанные основные проводники должны быть получены из U-образных преформованных проводников разной длины. У специальных проводников S1-S3 также имеется по меньшей мере одна ножка 5, одна изогнутая торцевая часть 7, выступающая от сварной стороны 4 и противоположные торцевые части 16, 17, 18 разной формы, выступающие от загрузочной стороны 3. Со ссылкой на фигуры 7 и 8 каждый из пазов 8 сердечника 2 статора пересекается по меньшей мере двумя из вышеупомянутых стержневых проводников U1, U2, S1, S2, S3, в частности их ножками 5 и содержит лист 10 или кожух 10, изготовленный из изоляционного материала. По одному из неограничивающих вариантов осуществления, показанному на фиг. 3, в том случае,если стержневые проводники являются плоскими, два стержневых проводника внутри одного и того же паза выравниваются вдоль его соответствующей короткой стороны. Можно заметить, что по конкретному изображенному варианту осуществления у каждого паза 8 имеются первое и второе загрузочные положения P1, P2, радиально выровненные относительно друг друга. При вхождении ножек 5 стержневых проводников U1, U2, S1, S2, S3 внутрь пазов 8, в статоре 1 соответственно образуются два круговых, концентрических массива S1, S2 из ножек 5. Понятно, что в случае, если у каждого паза 8 имеется четыре загрузочных положения, то будут образовываться четыре круговых, концентрических массива из ножек 5 и так далее. На фиг. 10 показан вариант осуществления крутильной установки 30, содержащей поворотный стол 36, который может перемещать крутильное устройство 50 между различными рабочими площадками 3133 и, в частности, между загрузочной площадкой 31 для основных преформованных проводников, последующей загрузочной площадкой 32 для специальных проводников 32, крутильной площадкой 33 и извлекающей площадкой 34. На фигурах 11-13 показан вариант осуществления крутильного устройства 50. Крутильное устройство 50 содержит по меньшей один первый 51 и один второй 52 корпус, расположенные соосно друг другу и проходящие вокруг оси Zt-Zt скручивания, в которых соответственно имеются один первый А 1 и один второй А 2 круговые массивы гнезд, центрированных вокруг подобной оси Zt-Zt. По конкретному представленному варианту осуществления, без каких либо дополнительных ограничений, каждый круговой массив A1, A2 содержит 72 гнезда. Следует отметить, что в случае, если у пазов статора имеется более двух загрузочных положений P1, P2, то крутильное устройство 50 будет содержать более двух массивов гнезд. Первый и второй корпуса 51, 52 могут вращаться вокруг оси Zt-Zt скручивания для занятия по меньшей мере одного загрузочного положения или положения для загрузки проводников, при котором соответствующие гнезда первого и второго круговых массивов A1, A2 радиально выровнены друг с другом. Под радиальным направлением понимается направление, перпендикулярное оси Zt-Zt скручивания и проходящее через нее. В вышеупомянутом загрузочном положении один или несколько U-образных преформованных проводников 25 могут быть вставлены таким образом, чтобы ножки 5 вышеупомянутых U-образных преформованных проводников входили в пару смежных гнезд, соответствующим образом радиально выровненных первого А 1 и второго А 2 круговых массивов. Рабочее загрузочное положение крутильного устройства 50, например, показано на фиг. 12, где позицией РI обозначено возможное фиксированное загрузочное положение. Загрузка U-образных преформованных проводников 25 внутрь крутильного устройства 50 может,например, без каких-либо дополнительных ограничений, осуществляться на загрузочной площадке 31 при помощи (например) загрузочного устройства, описанного в US 7721413. U-образные преформованные проводники 25, например, без каких-либо дополнительных ограничений, изготавливаются с использованием установки и способа, описанного в US 7480987. Возможные варианты вышеупомянутой установки описаны в заявках PCT/IT2010/000160 и PCT/IT2010/000187, которые еще не были опубликованы на момент подачи настоящей заявки. Наконец, по одному из неограничивающих вариантов осуществления гнезда крутильного устройства 50 изготовлены в соответствии с идеями заявки PCT/IT2010/000174,-3 023120 которая еще не была опубликована на момент подачи настоящей заявки По одному из вариантов осуществления крутильное устройство 50 содержит первые крепежные элементы 55, позволяющие разъемно фиксировать относительное вращение между первым 51 и вторым 52 корпусами и обеспечивающее, после приведения в действие (другими словами, в фиксированном положении), совместное вращение первого 51 и второго 52 корпусов относительно внешнего объекта, а также вокруг оси Zt-Zt скручивания. По одному из вариантов осуществления вышеупомянутые крепежные элементы содержат по меньшей мере один пружинный зажим 55. Например, подобный пружинный зажим 55 преимущественно находится в посадочном месте, имеющемся в одном из основных корпусов 51, 52, в представленном варианте осуществления - в корпусе 51, содержит геликоидальную пружину 56 и фиксируемый корпус 57, который в представленном варианте осуществления изображен в виде сферы,выступающий из подобного посадочного места для зацепления с фиксирующим посадочным местом c1,с 2, находящимся в другом из указанных корпусов 51, 52, в представленном варианте осуществления - в корпусе 52. Предпочтительно каждый пружинный зажим 55 сопряжен с двумя смежными фиксирующими посадочными местами c1, с 2. В варианте осуществления, изображенном на фиг. 13, центры подобных смежных фиксирующих посадочных мест c1, с 2 разнесены относительно друг друга на угол в 5, т.е. на угловое расстояние между центрами двух смежных гнезд. Следует отметить, что по конкретному изображенному варианту осуществления первые крепежные элементы 55 являются автоматическими и приводятся в действие обычным образом. Со ссылкой на фиг. 11 по одному из вариантов осуществления крутильное устройство 50 содержит множество вышеупомянутых первых крепежных элементов 55. По одному из вариантов осуществления крутильное устройство 50 содержит вторые крепежные элементы 61, 62, позволяющие фиксировать независимо друг от друга первый 51 и/или второй 52 корпуса относительно внешнего объекта, например поворотного стола 36, для предотвращения вращения корпусов 51, 52 относительно подобного объекта. По конкретному варианту осуществления вторые крепежные элементы 61, 62 содержат первый 61' и второй 62' пробойники, которые включаются/отключаются независимо друг от друга при помощи соответствующего управляющего сигнала для соответствующего занятия выдвинутого положения (как это, например, показано на фиг. 12) и убранного положения (как это, например, показано на фиг. 14). Вышеупомянутые пробойники 61', 62', например, управляются или являются частью пневматических цилиндров. В выдвинутом положении или фиксирующем положении пробойники 61', 62' могут выборочно зацепляться с соответствующим множеством фиксирующих посадочных мест 91 а, 91b, 91 с и 92 а, 92b, 92c,92d, находящихся на внешней стенке 71, 72 первого 51 и второго 52 корпусов соответственно. Вторые крепежные элементы 61, 62, например, неразъемно соединены с поворотным столом 36, поэтому считается, что в фиксирующем положении (фиг. 12) пробойники 61', 62' могут фиксировать корпуса 51, 52 на поворотном столе 36, тем самым предотвращая вращение указанных корпусов 51, 52 относительно внешнего объекта. Со ссылкой на фиг. 14 следует отметить, что в свою очередь в убранном положении или разомкнутом положении пробойники 61', 62' не препятствуют вращению двух корпусов 51, 52 относительно внешнего объекта. По одному из вариантов осуществления по меньшей мере одно из упомянутых фиксирующих посадочных мест 91 а, 91b, 91 с и 92 а, 92b, 92 с имеет зазор, обеспечивающий вращение сопряженных корпусов 51, 52 на заданное и ограниченное угловое расстояние относительно внешнего объекта, даже когда соответствующие пробойники 61', 62' находятся в выдвинутом положении. По конкретному представленному варианту осуществления используются два подобных фиксирующих посадочных места с зазорами 91 с и 92d, сопряженные с первым и вторым корпусами 51, 52 соответственно. По одному из вариантов осуществления вторые крепежные элементы 61, 62 выполнены с возможностью фиксации одного из вышеупомянутых корпусов 51, 52 к неподвижному объекту таким образом,что при приведении во вращение другого из указанных корпусов подобные корпуса могут вращаться относительно друг друга, преодолевая сопротивление первых крепежных средств 55. Другими словами,вторые крепежные средства 61, 62 преобладают над первыми крепежными элементами 55. Ниже будет рассмотрен пример функционирования рассмотренных выше крутильной установки и устройства. На фиг. 12 крутильное устройство 50 показано в рабочем загрузочном положении. В подобном положении крутильное устройство 50 находится у загрузочной площадки 31. На подобной площадке 31 шаговый сервопривод или обычное вращающееся шаговое приводное устройство, которое на фигурах не показано, сопряжено с первым корпусом 51. В вышеупомянутом загрузочном положении два корпуса 51,52 зафиксированы на поворотном столе 36, два пробойника 61' и 62' находятся в выдвинутом положении и зацеплены с соответствующими фиксирующими посадочными местами 91 а, 92 а. В подобном положении, при котором каждое гнездо первого корпуса 51 радиально выровнено с соответствующим гнездом второго корпуса 52, первый U-образный преформованный проводник 25 вставлен, т.е. загружен в крутильное устройство 50, в частности в два радиально выровненные гнезда, находящиеся в фиксированном загрузочном положении РI. После этого два пробойника 61', 62' переводятся в убранное положение, а первый корпус 51 при помощи сервопривода поворачивается вокруг оси Zt-Zt скручивания в направлении стрелки Fr (т.е. по часовой стрелке на фигурах). Второй корпус 52 также приводится во вращение,-4 023120 поскольку он зафиксирован к первому корпусу 51 при помощи зажимов 55. В представленном варианте осуществления поворот осуществляется на величину в 5. После подобного поворота крутильное устройство 50 оказывается в другом загрузочном положении, показанном на фиг. 14, на котором, в целях упрощения, U-образный преформованный проводник 25, вставленный в гнезда по направлению стрелки F1,не показан. После перемещения пробойников 61', 62' в убранное положение описанная выше операция продолжается шаг за шагом до тех пор, пока не будут заполнены пятьдесят четыре из семидесяти двух пазов, в результате чего образуется компоновка по фиг. 15, при которой пробойники 61', 62' переводятся в выдвинутое положение и зацепляются с фиксирующими посадочными местами с зазорами 91 с и 92d. В подобной компоновке все гнезда, начиная со стрелки F54, по направлению часовой стрелки, до стрелкиF1 заполнены таким образом соответствующими U-образными преформованными проводниками 25. Поэтому в подобном положении можно выделить подмножество гнезд, заполненных соответствующими ножками 5 U-образного преформованного проводника 25, и остальное подмножество из свободных гнезд. По конкретному варианту осуществления, рассмотренному выше, подмножество заполненных гнезд и подмножество свободных гнезд образуют две окружные дуги, взаимодополняющие друг друга. В этот момент по одному из вариантов осуществления первый корпус 51 приводится во вращение для осуществления двух последовательных шагов: на первом шаге два свободных, радиально выровненных гнезда переводятся в загрузочное положение РI, а на втором шаге осуществляется скрутка и, в частности, распрямление U-образных преформованных проводников 25, вставленных в крутильное устройство 50. В частности, в рассматриваемом варианте осуществления на первом шаге оба корпуса 51, 52 поворачиваются на 5, а за счет различий по ширине посадочных мест с зазорами 91 с, 92d на втором шаге происходит вращение лишь первого корпуса 51, поскольку второй корпус 52 зафиксирован сопряженным с ним пробойником 62'. За счет вышеупомянутого относительного поворота на один шаг между двумя корпусами 51, 52 достигается дополнительное загрузочное положение по фиг. 16, при котором всеU-образные преформованные проводники 25, загруженные в крутильное устройство 50, подвергаются скручиванию на 5; в рассматриваемом варианте осуществления это соответствует угловому расстоянию между центрами двух смежных гнезд. Со ссылкой на фигуры 13 и 16 можно заметить, что относительный поворот между двумя корпусами 51, 52 определяет переход сферы 57 из фиксирующего посадочного места 1 с в фиксирующее посадочное место с 2. Начиная с компоновки по фиг. 16, два пробойника 61',62' переводятся в убранное положение и, после приведения во вращение на каждом шаге первого корпуса 51, а, следовательно, и второго корпуса 52, подмножество свободных гнезд заполняется множествомU-образных преформованных проводников 25, оставляя гнезда, предназначенные для размещения специальных проводников S1, S2, S3, свободными. На фиг. 19 показан один из возможных типовых вариантов заполнения гнезд крутильного устройства 50. Как можно заметить, во внешние гнезда помещены ножки 5, образующие первую непрерывную круговую дугу (от стрелки F5 до стрелки F6, по направлению часовой стрелки). Ножки 5 также загружены во внутренние гнезда, образуя вторую непрерывную окружную дугу (от стрелки F7 до стрелки F8 по направлению часовой стрелки). Во все гнезда первой и второй дуги помещены ножки 5 U-образных преформованных проводников 25, которые в данном варианте осуществления были подвергнуты скручиванию на 5 или, в целом, скручиванию на первый заданный шаг. Подобный первый шаг не обязательно равен угловому расстоянию между центрами двух смежных гнезд и является конструктивным параметром. Гнезда, помеченные квадратиком, предназначены для помещения в них ножек специальных проводников S1, S2, S3 и оставлены свободными. В остальные гнезда, помеченные кружком, помещаются ножки 5 U-образных преформованных проводников 25 (12 из которых показаны в данном варианте осуществления), пока еще не подвергнутых скручиванию. На фиг. 19 стрелкой РI обозначено положение загрузки последнего U-образного преформованного проводника 25. Возвращаясь к фиг. 18, после заполнения гнезд, помеченных на фиг. 19 кружком, положение первого 51 и второго 52 корпусов фиксируется за счет перемещения двух пробойников 61', 62' в выдвинутое положение. В этот момент, за счет перемещения поворотного стола 36, крутильное устройство 50 перемещается к площадке 32 для загрузки специальных проводников S1, S2, S3. На данной площадке 32 специальные проводники S1, S2, S3 вставляются, например, вручную в гнезда, помеченные на фиг. 19 квадратиком. Например, загрузка осуществляется следующим образом: три клеммы S1, три перемычки S2 и нейтральный провод S3. Затем крутильное устройство 50 перемещается к крутильной площадке 33, на которой пробойники 61', 62' перемещаются в убранное положение и на которой первый сервопривод и второй сервопривод, которые на фигурах не показаны, соответственно сопряжены с первым корпусом 51 и вторым корпусом 52, например, при помощи шпилек, вставляемых в соответствующие посадочные места 81 и 82. По одному из вариантов осуществления два корпуса 51, 52 приводятся во вращение в противоположных направлениях при помощи сопряженных с ними сервоприводов. Подобное приведение во вращение осуществляется в соответствии с заданным шагом скручивания (например, для восьми пазов),именуемым вторым заданным шагом скручивания в отличие от первого заданного шага скручивания,упоминавшегося ранее. Таким образом, получают первое множество основных проводников U1, ножки которых разнесены друг от друга на расстояние, равное сумме упомянутых первого и второго заданных шагов, а также второе множество основных проводников U2, ножки которых разнесены друг от друга на указанный второй заданный шаг. Также можно заметить, что по конкретному варианту осуществления, показанному на фиг. 19, после вышеупомянутого скручивания на крутильной площадке 33 можно получить набор стержневых проводников. Подобные стержневые проводники после их извлечения из крутильного устройства 50 и помещения в пазы сердечника 2 статора позволяют получить статор 1, содержащий сердечник (2) статора, имеющий цилиндрический корпус, в котором образован круговой массив пазов 8, у каждого паза 8 имеется по меньшей мере одно первое Р 1 и по меньшей мере одно второе Р 2 загрузочные положения, радиально выровненные относительно друг друга; по меньшей мере одну стержневую обмотку, содержащую первое множество основных проводников U1, U2, у которых имеются две ножки 5 и соединительная часть 15, находящаяся между указанными ножками, первое множество основных проводников U1, U2 содержит по меньшей мере один первый набор проводников U1, ножки которого смещены относительно друг друга с первым шагом, а также второй набор U2 проводников, ножки которого смещены относительно друг друга со вторым шагом, отличающимся от первого шага; стержневая обмотка также содержит второе множество специальных стержневых проводников S1, S2, S3 для завершения обмотки, у которых имеется одна или несколько ножек,ножки 5 проводников первого и второго множества относятся к первому или второму круговым массивам ножек, в зависимости от используемого загрузочного положения. Первый и второй круговые массивы, каждый, содержат первую дугу из ножек первого набора проводников U1, разграниченную соответственно начальной и конечной ножками упомянутых проводников U1 из первого набора; дугу, взаимодополняющую указанную первую дугу, в которую вставлены ножки второго набора проводников U2, а также ножки специальных стержневых проводников S1, S2, S3. Как показано на фиг. 20, с учетом рассмотренного выше функционирования крутильного устройства 20, можно заметить, что при обобщении подобного функционирования фактически был описан способ 100 скручивания преформованных проводников для стержневых обмоток электрических машин, указанные проводники содержат первую и вторую ножки 5, соединенные между собой при помощи соединительной части 15, способ 100 содержит этапы:a) получения 101 крутильной установки 30, содержащей крутильное устройство 50 с имеющимися у него, по меньшей мере, первым 51 и вторым 52 корпусами, расположенными соосно друг другу и проходящими вокруг оси Zt-Zt скручивания, соответственно содержащих первый и второй круговые массивыA1, A2 гнезд, центр которых находится на подобной оси; указанные корпуса 51, 52 могут поворачиваться относительно другу друга вокруг оси скручивания для занятия первого загрузочного положения, при котором соответствующие гнезда первого и второго массивов попарно радиально выровнены друг с другом относительно оси скручивания;b) загрузки 102 в подмножество указанных гнезд первого множества указанных проводников таким образом, чтобы в выровненные гнезда первого и второго массивов соответственно помещались первые и вторые ножки 5 соответствующего проводника, после этапа 102 загрузки первое подмножество из остальных гнезд остается свободным;c) приведения 103 первого 51 и второго 52 корпусов в относительное вращение вокруг указанной оси Zt-Zt для разнесения подобных ножек 5 друг от друга на первый заданный шаг скручивания до тех пор, пока не будет достигнуто второе загрузочное положение, при котором второе множество гнезд первого и второго корпусов и указанное остальное подмножество окажутся радиально выровнены друг с другом. После этапа 103 приведения во вращение способ 100 скручивания также содержит этапы:d) загрузки 104 во второе подмножество указанного множества гнезд второго множества преформованных проводников таким образом, чтобы в выровненные гнезда первого и второго массивов, входящих в указанное второе подмножество, соответственно помещались первые и вторые ножки 5 соответствующего преформованного проводника;e) приведение 106 первого и второго корпусов в относительное вращение вокруг оси Z-Z для разнесения ножек 5 второго множества проводников друг от друга на второй заданный шаг скручивания, а также для дополнительного разнесения ножек первого множества проводников друг от друга на указанный второй заданный шаг скручивания, тем самым, получив указанное первое множество проводников,ножки которых разнесены друг от друга на расстояние, равное сумме указанных первого и второго шагов, и второе множество проводников, ножки которых разнесены друг от друга на указанный второй шаг. По одному из возможных вариантов осуществления на этапе 104 загрузки второе остальное подмножество гнезд остается свободным, а способ также включает в себя этап 105 загрузки в гнезда указанного второго остального подмножества множества специальных преформованных стержневых проводников S1, S2, S3, предназначенных для завершения обмотки. По одному из вариантов осуществления этап 105 загрузки в гнезда указанного второго остального подмножества осуществляется перед началом осуществления указанного этапа 106 приведения в действие. По одному из конкретных вариантов осуществления вышеупомянутый первый заданный шаг равен угловому расстоянию между центрами двух смежных гнезд одного и того же массива. По дополнительному варианту осуществления этапы 102 и 104 загрузки осуществляются путем помещения ножек проводников в гнезда при фиксированном загрузочном положении и вращении указанных первого 51 и второго 52 корпусов, удерживая указанные корпуса неразъемно друг с другом во время вращения. В частности, указанное вращение может осуществляться за счет приведения во вращение лишь одного из указанных первого или второго корпусов; другой из указанных корпусов крепится к приводимому корпусу при помощи первых разъемных крепежных средств 55, позволяющих предотвращать вращение указанных корпусов 51, 52 относительно друг друга, но обеспечивающих вращение обоих корпусов относительно внешнего объекта. По одному из вариантов осуществления этап 103 приведения в действие осуществляется за счет приведения во вращение одного из указанных первого или второго корпусов 51, 52, удерживая в фиксированном угловом положении другой из указанных корпусов при помощи вторых крепежных элементов 61, 62. По одному из вариантов осуществления на этапе 102 загрузки заполняется первая дуга из указанных массивов гнезд, а вторая дуга, взаимодополняющая указанную первую дугу, остается свободной. В рассмотренном ранее варианте осуществления первая дуга шире второй дуги. Как можно заметить из представленного выше описания, вышеупомянутый способ скручивания и установка отвечают указанным выше требованиям с учетом предшествующего уровня техники. На самом деле, следует отметить, что вышеупомянутый способ позволяет осуществлять в автоматическом режиме скручивание с разным шагом; за счет этого становится возможным изготавливать обмотки, для формирования которых сгибание торцевых частей 7, выступающих от сварной стороны 4,после помещения стержневых обмоток в пазы 8 сердечника 2 статора, можно осуществлять относительно простым и удобным образом. Это также относится и к сварке подобных изогнутых торцевых частей 7. В зависимости от конкретных и специфических потребностей специалисты в данной области техники могут вносить изменения и модификации в рассмотренные выше способ и установку, которые не должны выходить за объем изобретения, определяемый в прилагаемой формуле изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ скручивания преформованных стержневых проводников (25), содержащих первую и вторую ножки (5), соединенные между собой соединительной частью (15), и используемых для стержневых обмоток электрических машин, включающий в себя этапы:a) использование (101) крутильной установки (30), содержащей крутильное устройство (50) с, по меньшей мере, первым (51) и вторым (52) корпусами, расположенными соосно друг другу и проходящими вокруг оси (Zt-Zt) скручивания, соответственно содержащих первый (А 1) и второй (А 2) круговые массивы гнезд, центр которых находится на оси (Zt-Zt), при этом указанные корпуса (51, 52) установлены с возможностью поворота относительно другу друга вокруг оси (Zt-Zt) скручивания для занятия первого загрузочного положения, при котором соответствующие гнезда первого и второго массивов (A1,A2) попарно радиально выровнены друг с другом относительно оси (Zt-Zt) скручивания,b) загрузку (102) в подмножество указанных гнезд указанных преформованных проводников (25) таким образом, чтобы в выровненные гнезда первого и второго массивов соответственно помещались первые и вторые ножки (5) соответствующего проводника так, что после этапа (102) загрузки первое подмножество из остальных гнезд остается свободным,c) приведение (103) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения подобных ножек (5) друг от друга на первый заданный шаг скручивания до тех пор, пока не будет достигнуто второе загрузочное положение, при котором второе множество гнезд первого (51) и второго (52) корпусов указанного остального подмножества окажутся радиально выровнены друг с другом; характеризующийся тем, что после этапа с) осуществляют этапы:d) загрузку (104) во второе подмножество указанного множества гнезд второго множества преформованных проводников (25) так, чтобы в выровненные гнезда первого и второго массивов, входящих в указанное второе подмножество, соответственно помещались первые и вторые ножки (5) соответствующего проводника;e) приведение (106) первого (51) и второго (52) корпусов в относительное вращение вокруг указанной оси (Zt-Zt) для разнесения ножек (5) проводников из второго множества проводников друг от друга на второй заданный шаг скручивания, а также для дополнительного разнесения ножек первого множества проводников друг от друга на указанный второй заданный шаг скручивания, получив тем самым указанное первое множество проводников, ножки которых разнесены друг от друга на расстояние, равное сумме указанных первого и второго шагов, и указанное второе множество проводников, ножки которых разнесены друг от друга на указанный второй шаг. 2. Способ (100) по п.1, отличающийся тем, что на этапе b) второе остальное подмножество гнезд оставляют свободным и осуществляют этап (105) загрузки в гнезда указанного второго остального подмножества множества специальных преформованных стержневых проводников (S1, S2, S3), предназначенных для завершения обмотки. 3. Способ (100) по п.2, отличающийся тем, что указанный этап (105) загрузки в гнезда указанного второго остального подмножества осуществляется перед началом осуществления е) приведения в действие. 4. Способ (100) по п.1, отличающийся тем, что выбирают указанный первый заданный шаг равным угловому расстоянию между центрами двух смежных гнезд одного и того же массива (A1, A2). 5. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что этапы загрузки осуществляются путем помещения ножек проводников в гнезда при фиксированном загрузочном положении (РI) и вращении указанного первого (51) и указанного второго (52) корпусов, удерживая указанные корпуса (51, 52) неразъемно друг с другом во время вращения. 6. Способ (100) по п.5, отличающийся тем, что указанное вращение осуществляют за счет приведения во вращение лишь одного из указанных первого (51) или второго (52) корпусов, при этом другой из указанных корпусов крепят к приводимому корпусу при помощи первых разъемных крепежных элементов (55), позволяющих предотвращать вращение указанных корпусов (51, 52) относительно друг друга,но обеспечивающих совместное вращение обоих корпусов относительно внешнего объекта. 7. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что указанный этап с) приведения в действие осуществляется за счет приведения во вращение одного из указанных первого или второго корпусов, удерживая в фиксированном угловом положении другой из указанных корпусов при помощи выборочно активируемых вторых крепежных элементов (61, 62). 8. Способ (100) по одному из любых предыдущих пунктов, отличающийся тем, что на этапе b) загрузки заполняют первую дугу из указанных массивов гнезд, а вторую дугу, взаимодополняющую указанную первую дугу, оставляют свободной. 9. Способ (100) по п.8, отличающийся тем, что указанная первая дуга шире указанной второй дуги. 10. Крутильная установка (30), предназначенная для осуществления способа (100) по п.1, содержащая указанное крутильное устройство (50), имеющее, по меньшей мере, первый (51) и второй (52) корпус, расположенные соосно друг другу и проходящие вокруг оси (Zt-Zt) скручивания, соответственно содержащие первый (А 1) и второй (А 2) круговые массивы гнезд, центр которых находится на оси (Zt-Zt),при этом указанные корпуса (51, 52) установлены с возможностью поворота относительно другу друга вокруг оси (Zt-Zt) скручивания для занятия первого загрузочного положения, при котором соответствующие гнезда первого и второго массивов (A1, A2) попарно радиально выровнены друг с другом относительно оси (Zt-Zt) скручивания. 11. Крутильная установка (30) по п.10, отличающаяся тем, что в крутильном устройстве (50) первые крепежные элементы (55) содержат по меньшей мере один пружинный зажим, сопряженный с одним из указанных корпусов (51, 52), выполненный с возможностью зацепления по меньшей мере с одним углублением (c1, с 2), имеющимся в другом из указанных корпусов, с возможностью осуществления вращения за счет приведения во вращение лишь одного из указанных первого (51) или второго (52) корпусов, при этом другой из указанных корпусов закреплен к приводимому корпусу при помощи первых разъемных крепежных элементов (55), позволяющих предотвращать вращение указанных корпусов (51, 52) относительно друг друга, но обеспечивающих совместное вращение обоих корпусов относительно внешнего объекта. 12. Крутильная установка (100) по п.11, отличающаяся тем, что содержит пару углублений (c1, с 2),разнесенных друг от друга под углом на указанный первый шаг скручивания, что обеспечивает возможность выборочного зацепления указанного пружинного зажима (55) соответственно с тем или иным из указанных углублений для крепления между собой указанных корпусов во время указанного этапа b) загрузки или во время указанного этапа d) загрузки.
МПК / Метки
МПК: H02K 15/00, H02K 3/12, H02K 3/28, H02K 15/04
Метки: способ, скручивания, проводников, стержневых, машин, электрических, частности, установка, обмоток
Код ссылки
<a href="https://eas.patents.su/15-23120-sposob-i-ustanovka-dlya-skruchivaniya-sterzhnevyh-provodnikov-v-chastnosti-sterzhnevyh-obmotok-elektricheskih-mashin.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка для скручивания стержневых проводников, в частности стержневых обмоток электрических машин</a>
Установка и способ преформования электрических стержневых проводников, в частности, для стержневых обмоток электрических машин
Номер патента: 22320
Опубликовано: 30.12.2015
Автор: Гуэрчони Санте
МПК: H02K 15/04
Метки: проводников, способ, частности, машин, установка, стержневых, обмоток, электрических, преформования
Формула / Реферат:
1. Установка (4) для преформования электрического стержневого проводника (8), имеющего исходную линейную форму, используемого в электрической стержневой обмотке, содержащаяпуансон (12), снабженный подвижными элементами для приложения усилия к проводнику (8) во время преформования, установленный подвижно в направлении (Х-Х) преформования и снабженный ползунком (20), соединенным с подвижным рычагом (16) с преформующей насадкой (24),...
Крутильное устройство для одновременной скрутки множества электрических стержневых проводников обмотки статора или ротора электрической машины, а также узел извлекающего устройства, выполненный с возможностью взаимодействия с упомянутым крутильным устройством
Номер патента: 21408
Опубликовано: 30.06.2015
Автор: Гуэрчони Санте
МПК: H02K 15/04
Метки: узел, крутильное, статора, возможностью, обмотки, извлекающего, проводников, выполненный, взаимодействия, стержневых, скрутки, устройство, устройства, ротора, упомянутым, устройством, электрических, множества, также, крутильным, электрической, машины, одновременной
Формула / Реферат:
1. Крутильное устройство (10), предназначенное для одновременного скручивания множества электрических стержневых проводников (11) обмотки статора или ротора электрической машины, содержащеепо меньшей мере один первый корпус (12), расположенный вокруг оси (Z-Z) кручения и содержащий первый круговой массив каналов (15), центр которого находится на оси (Z-Z);по меньшей мере один второй корпус (13), расположенный вокруг и соосно первому корпусу (12)...
Уборочный агрегат, в частности уборочная приставка, для сельскохозяйственных уборочных машин для приема и продвижения колосовых
Номер патента: 9614
Опубликовано: 28.02.2008
Авторы: Вайтенберг Клеменс, Хюнинг Мартин, Риккерт Клеменс, Шульце Хоккенбек Лео
МПК: A01D 41/14
Метки: сельскохозяйственных, машин, агрегат, приема, уборочных, продвижения, колосовых, приставка, уборочный, частности, уборочная
Формула / Реферат:
1. Уборочный агрегат, в частности уборочная приставка (14) для сельскохозяйственных уборочных машин (10) для приема и продвижения колосовых, например кукурузы, который выполнен с возможностью перемещения в процессе уборки в направлении движения по полю и который содержит среднюю секцию (36), а также первую боковую секцию (32) и вторую боковую секцию (34), которые установлены на соответствующей стороне средней секции (36) с возможностью поворота...
Изолированный проводник для высоковольтных обмоток и способ его изготовления
Номер патента: 1173
Опубликовано: 30.10.2000
Авторы: Карстенсен Петер, Лейён Матс
Метки: изготовления, способ, обмоток, высоковольтных, проводник, изолированный
Формула / Реферат:
1. Изолированный проводник (30) для высоковольтных обмоток в электрических машинах, отличающийся тем, что он содержит одну или более жил (12), внутренний первый полупроводящий слой (14), окружающий жилы (12), первый изолирующий слой (16), окружающий внутренний первый полупроводящий слой (14), и внешний второй полупроводящий слой (18), окружающий первый изолирующий слой (16), причем второй полупроводящий слой (18) заземлен, по меньшей мере, в...
Способ нанесения покрытия на металлическую ленту, в частности на стальную ленту, путем погружения и установка для его осуществления
Номер патента: 4413
Опубликовано: 29.04.2004
Авторы: Боден Юг, Прижан Ив, Дошелль Дидье, Гаше Лоран, Люка Патрис
МПК: C23C 2/00
Метки: ленту, частности, путем, установка, способ, осуществления, покрытия, нанесения, металлическую, стальную, погружения
Формула / Реферат:
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной (12) жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) посредством...
Предыдущий патент: Способ и устройство для изготовления стекловидного шлака
Следующий патент: Система для отключения подачи жидкости и способ отключения подачи жидкости при обнаружении протечки
Случайный патент: Фармацевтический состав с замаскированным вкусом и способ его получения