Формовочная машина
Номер патента: 21764
Опубликовано: 31.08.2015
Авторы: Цузуки Суити, Такасу Судзи, Нитта Такуя, Хадано Ютака, Комияма Такаюки
Формула / Реферат
1. Формовочная машина (1) для формования пары из верхней и нижней форм из формовочного песка, содержащая
нижнюю прессовую плиту (15, 106), которая выполнена с возможностью перемещения вверх и вниз;
нижнюю опоку (12, 113), которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой (15, 106);
верхнюю прессовую плиту (14, 108), которая расположена выше нижней прессовой плиты (15, 106) и напротив нижней прессовой плиты (106);
верхнюю опоку (110), которая выполнена с возможностью перемещения вверх и вниз;
модельную плиту (13), расположенную между верхней опокой (110) и нижней опокой (12, 113), по меньшей мере, на операции сжатия и выполненную с возможностью перемещения в и из промежуточного положения между верхней нижней прессовыми плитами (108, 106); при этом формовочная машина (1) дополнительно содержит
бункер (2) для песка для хранения формовочного песка, вводимого в опоку, содержащий пару верхней и нижней частей (2а, 2b) введения песка, которые расположены в самой нижней части бункера (2) и на которых выполнены соответственно
верхнее и нижнее отверстия (3а, 3b) для введения формовочного песка в горизонтальном направлении в опоки (11, 12, 113, 110);
и по меньшей мере одну фильтрующую часть (24, 34), которая прикреплена, по меньшей мере, ко всем внутренним поверхностям пары частей (2а, 2b) введения песка и представляет собой пористый элемент (4) с множеством сквозных пор для нагнетания воздуха;
при этом фильтрующая часть (24, 34) выполнена для нагнетания воздуха в бункер для псевдоожижения формовочного песка,
при этом пористый элемент (4), который имеет множество сквозных пор для нагнетания воздуха с диаметром в диапазоне от 10 до 80 мкм, которые образованы с возможностью нагнетания через них давления воздуха, составляющего от 0,05 до 0,18 МПа.
2. Формовочная машина по п.1, в которой площадь для прикрепления фильтрующей части составляет от 50 до 100% общей площади внутренней боковой стенки бункера для песка и внутренних стенок пары частей введения песка.
3. Формовочная машина по п.1, в которой площадь для прикрепления фильтрующей части составляет от 70 до 100% общей площади внутренней боковой стенки бункера (2) для песка и внутренних стенок пары частей (2а, 2b) введения песка.
4. Формовочная машина по п.3, в которой объем верхней части бункера (2) для песка, которая расположена выше пары частей (2а, 2b) введения песка, составляет 1,5 или менее объема формовочного песка, вводимого в опоку.
5. Формовочная машина по п.4, в которой количество формовочного песка, вводимого в опоку из верхнего отверстия (3а) наполнения песком, в 1,5 раза или более превосходит количество формовочного песка, вводимого в опоку из нижнего отверстия (3b) наполнения песком.
6. Формовочная машина по п.4, в которой форма сечения бункера (2) для песка либо прямоугольная, либо квадратная.
7. Формовочная машина по п.6, которая имеет клапан (8) регулирования воздуха, который присоединен к камере, образованной между внутренней поверхностью бункера для песка и пористым элементом (4), для регулировки как подачи, так и отведения сжатого воздуха из камеры.
8. Формовочная машина по п.7, которая имеет уплотняющие элементы (6), которые прикреплены к выступам отверстий (2а, 2b) наполнения песком и наполнены сжатым воздухом, подаваемым во внутренние полости уплотняющих элементов (b), и запорные клапаны (7), которые присоединены к клапану (8) регулирования воздуха и внутренним полостям уплотняющих элементов (6).
9. Формовочная машина по п.8, которая имеет клапаны (10а, 10b) регулирования скорости, которые установлены между запорными клапанами (7) и клапаном (8) регулирования воздуха и между запорными клапанами (7) и внутренними полостями уплотняющих элементов (6).
10. Формовочная машина по п.1 или 9, которая предназначена для формования пары безопочных верхней и нижней форм, выполненных из формовочного песка, при этом машина дополнительно содержит
нижнюю наполнительную раму (107), которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой (106), и снабжена отверстием (12а) введения песка, образованным на ее боковой стенке;
при этом верхняя опока (113) снабжена отверстием (11а) введения песка, образованным на ее боковой стенке;
при этом нижняя опока (113) снабжена модельной плитой (13) на ее верхней части и выполнена с возможностью перемещения в и из промежуточного положения между верхней и нижней прессовыми плитами (106, 108); и
нижнюю прессовую раму (105), которая объединена с нижней прессовой плитой (106) и выполнена с возможностью перемещения вверх и вниз вдоль двух или более колонн.
11. Формовочная машина по п.10, в которой нижняя наполнительная рама (107) установлена на дальних концах штоков (104а) двух или более цилиндров (104) нижней наполнительной рамы (107), которые закреплены на нижней прессовой раме (105) направленными вверх.
12. Формовочная машина по п.11, в которой нижняя прессовая плита (108) выполнена с возможностью перемещаться вверх и вниз пневмогидравлическим приводом.
13. Формовочная машина по п.12, в которой нижняя наполнительная рама (107) выполнена с возможностью перемещаться вверх и вниз пневматической или электрической движущей силой.
14. Формовочная машина по п.13, в которой верхняя опока (113) выполнена с возможностью перемещаться вверх и вниз приводом, когда формованная песчаная форма удаляется из верхней опоки.

Текст
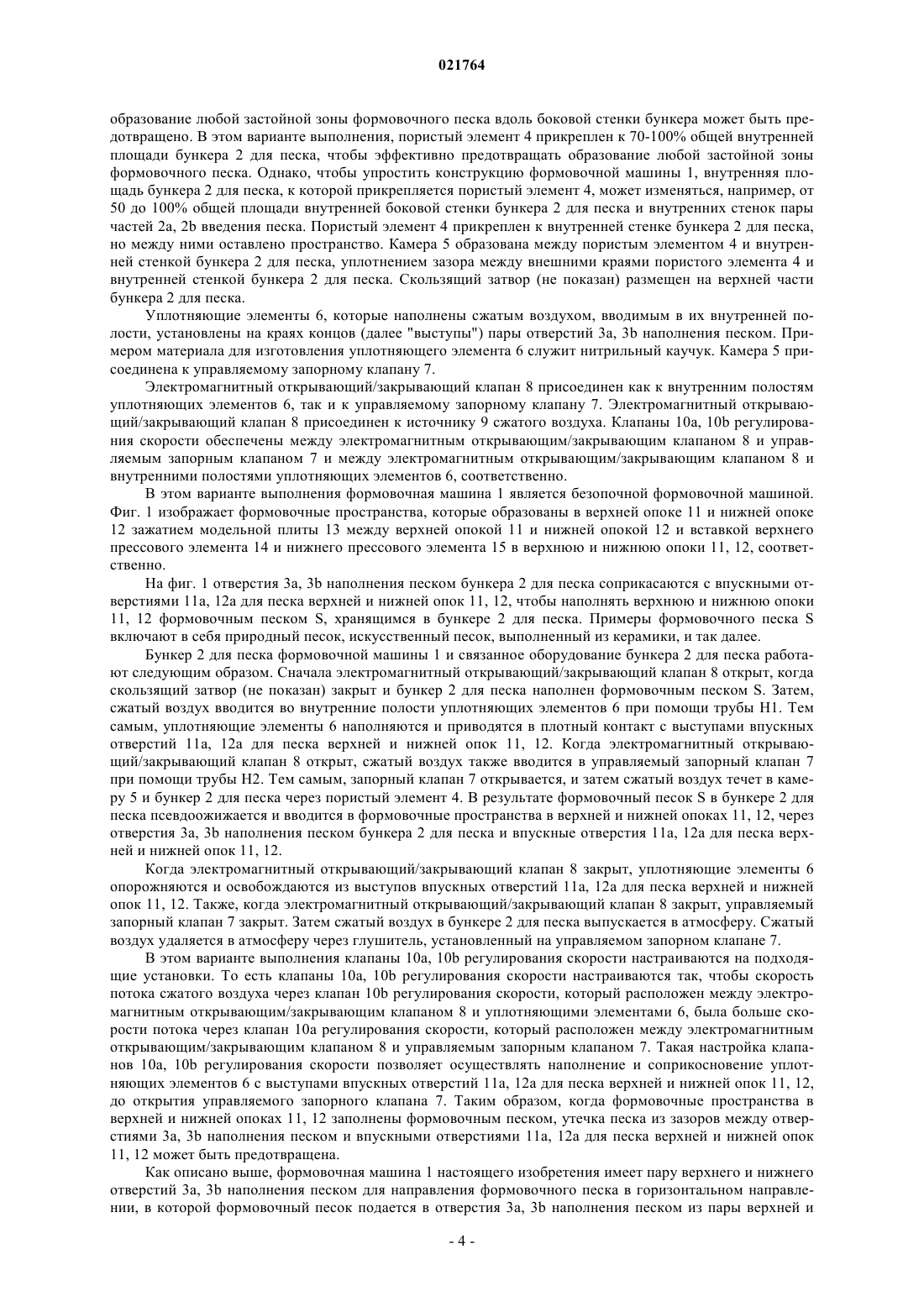
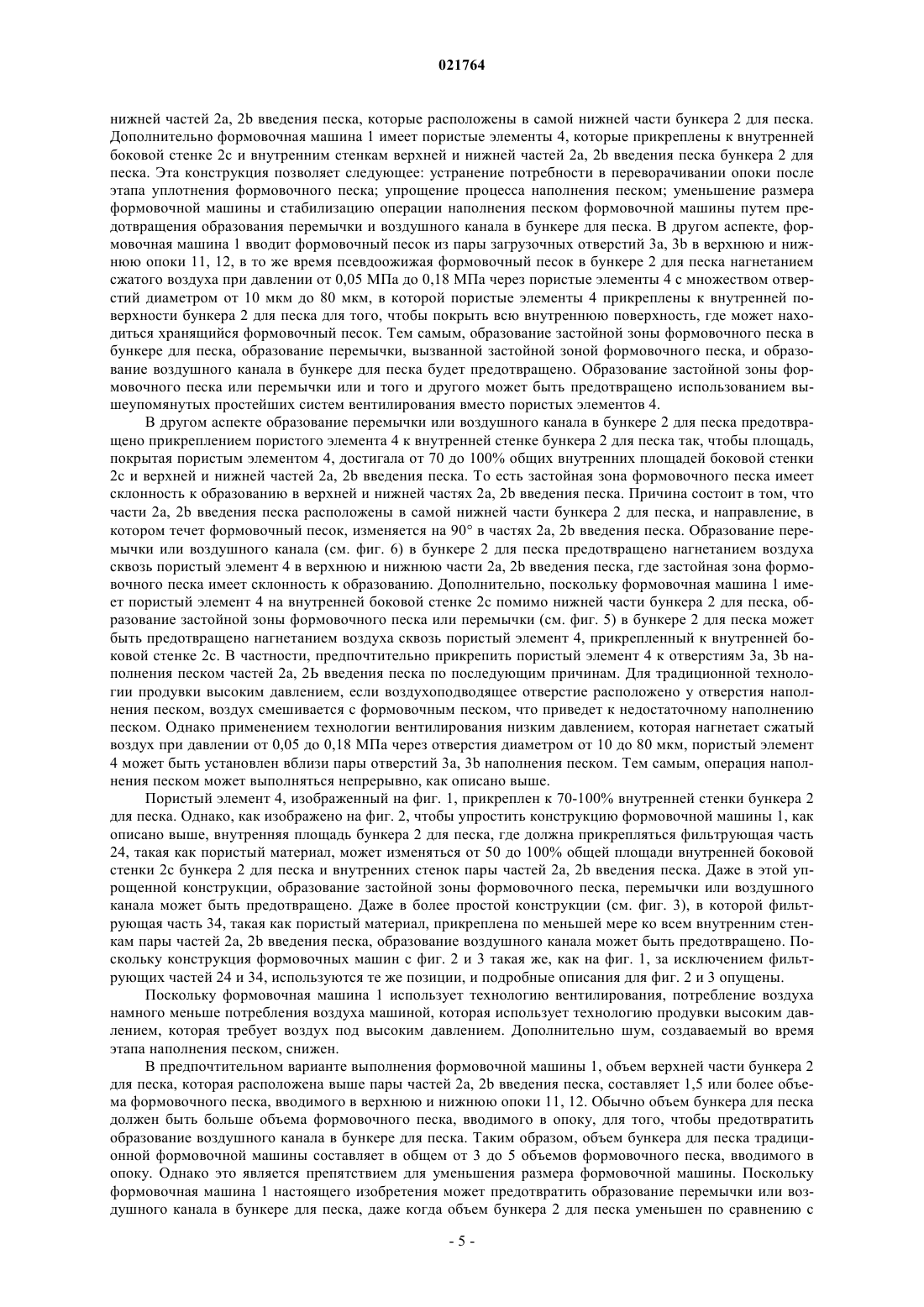
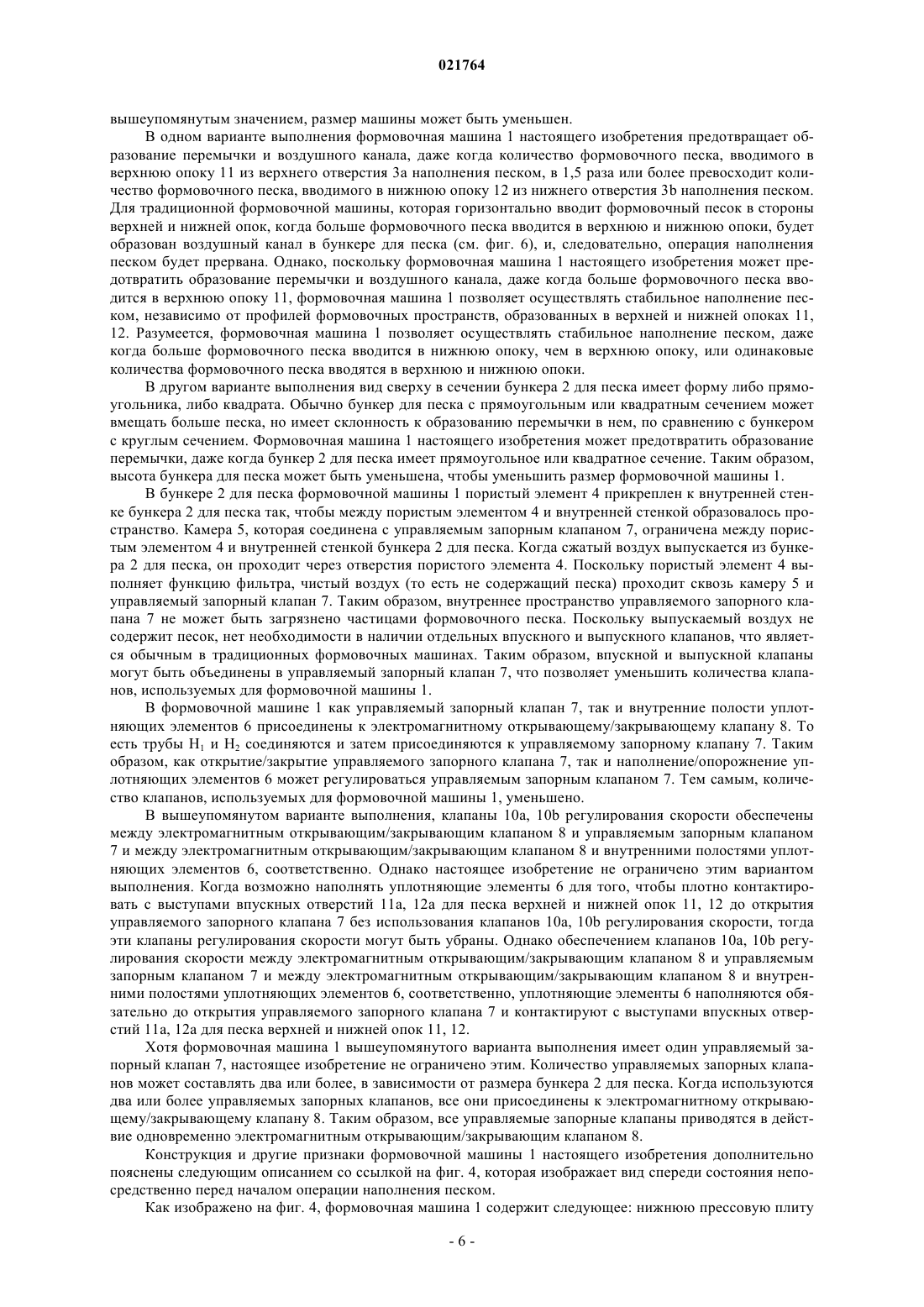
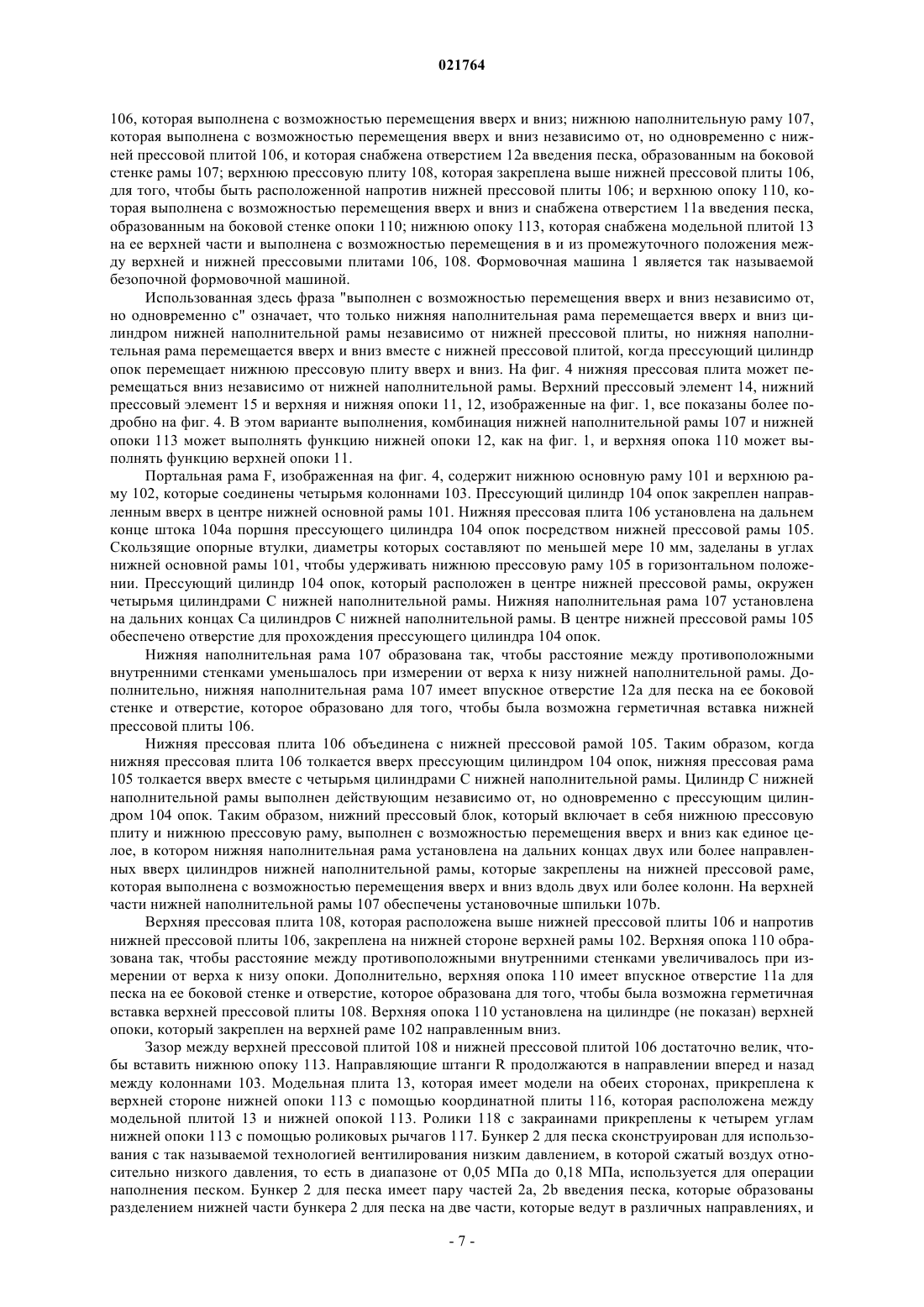
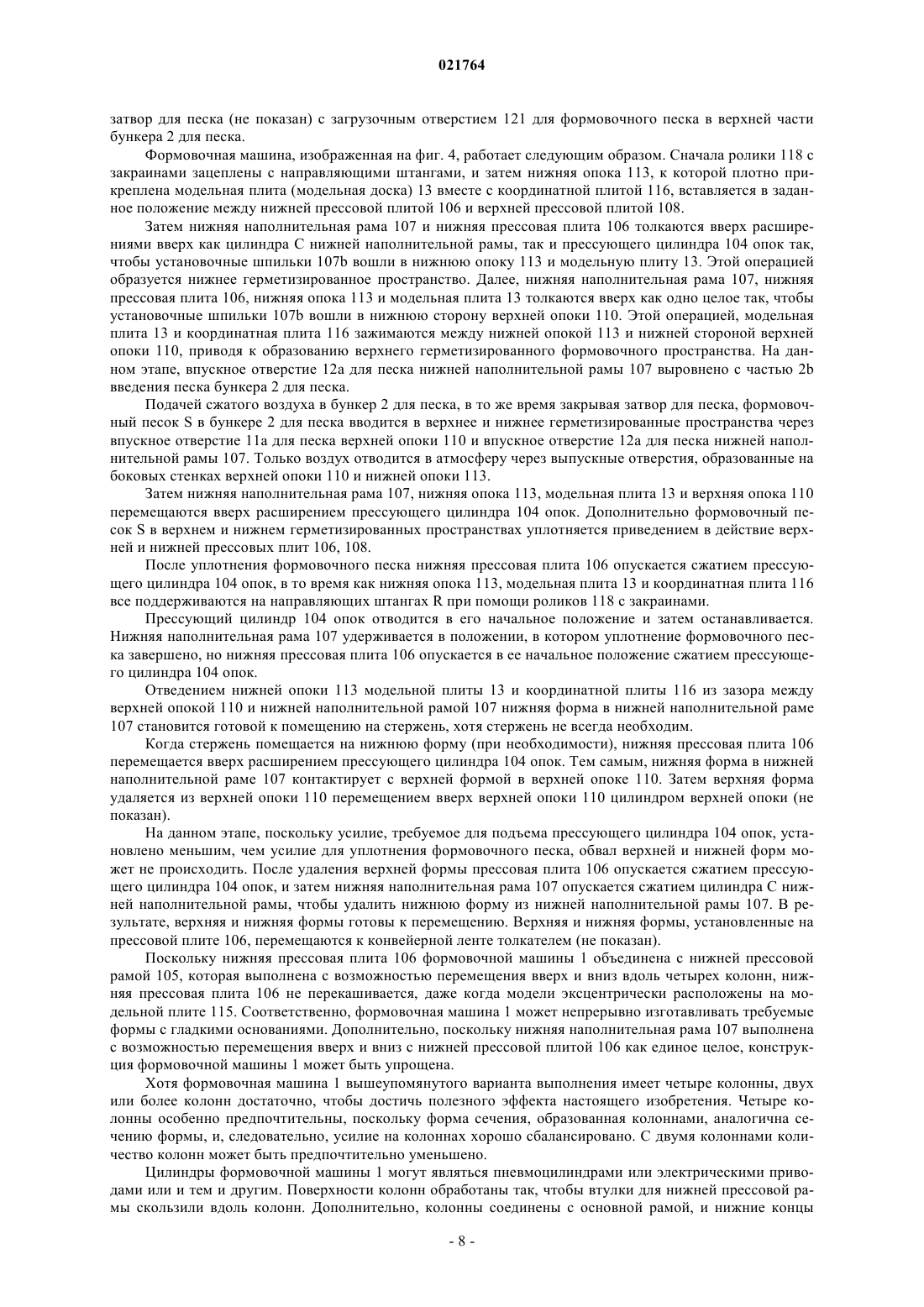
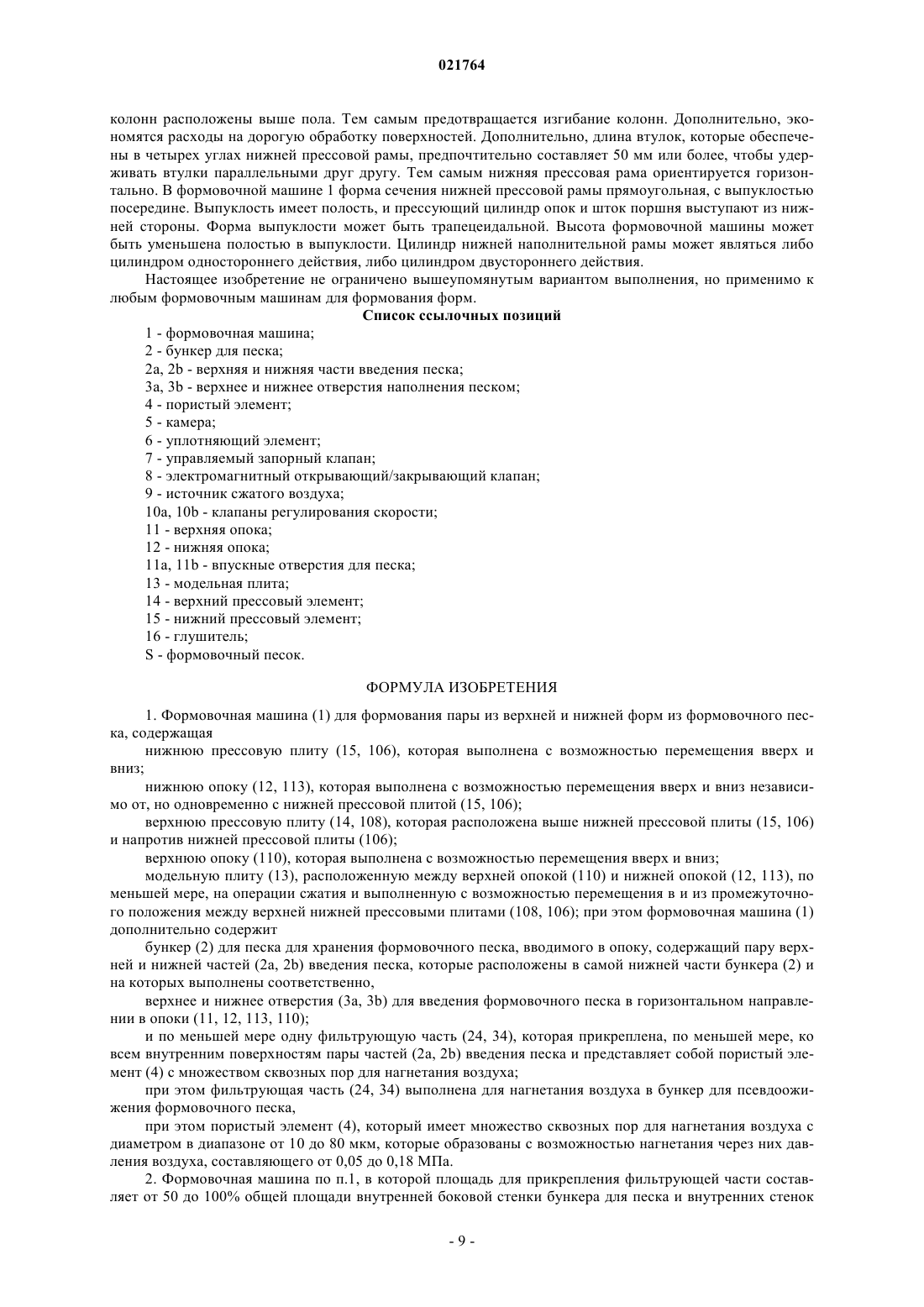
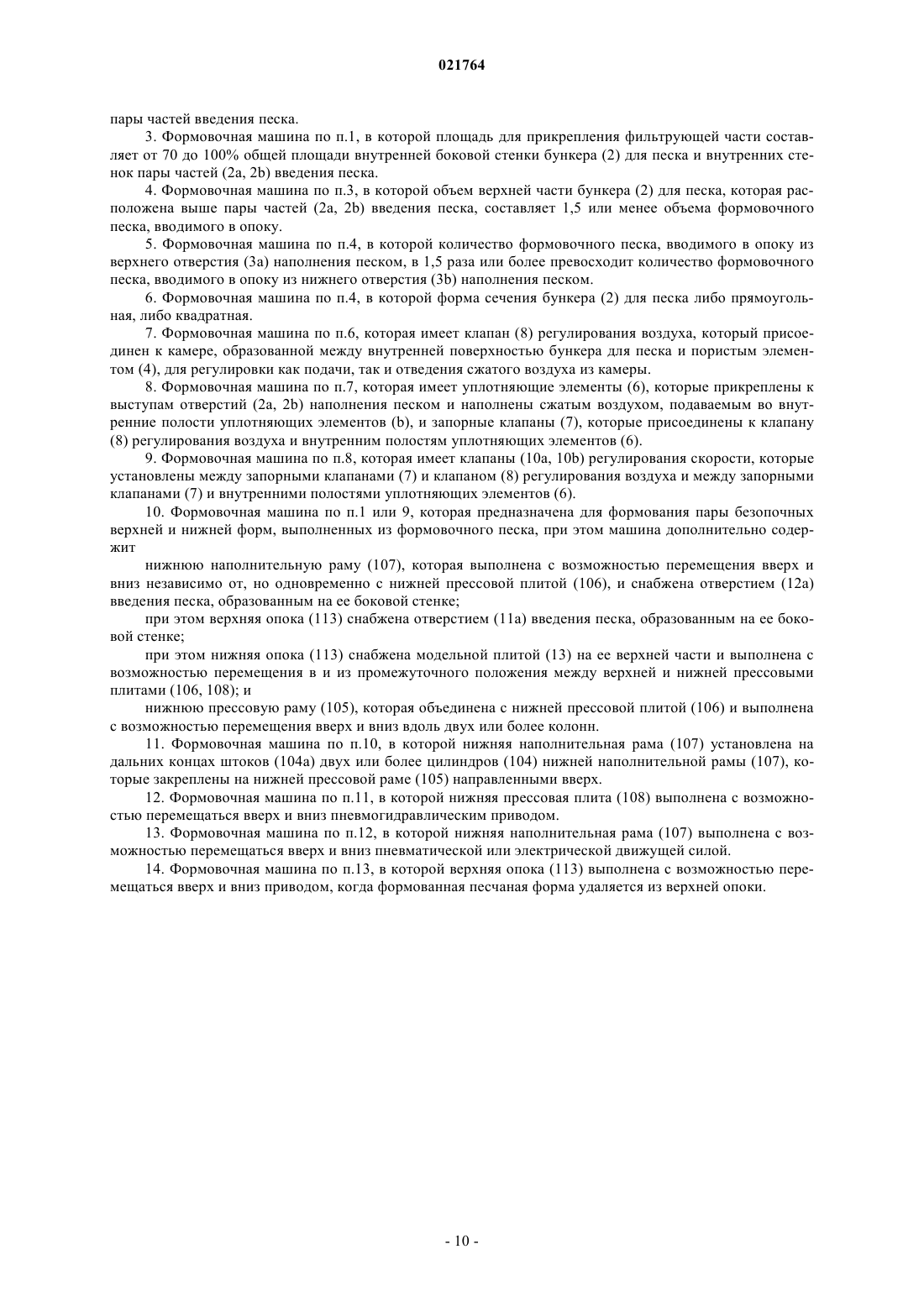
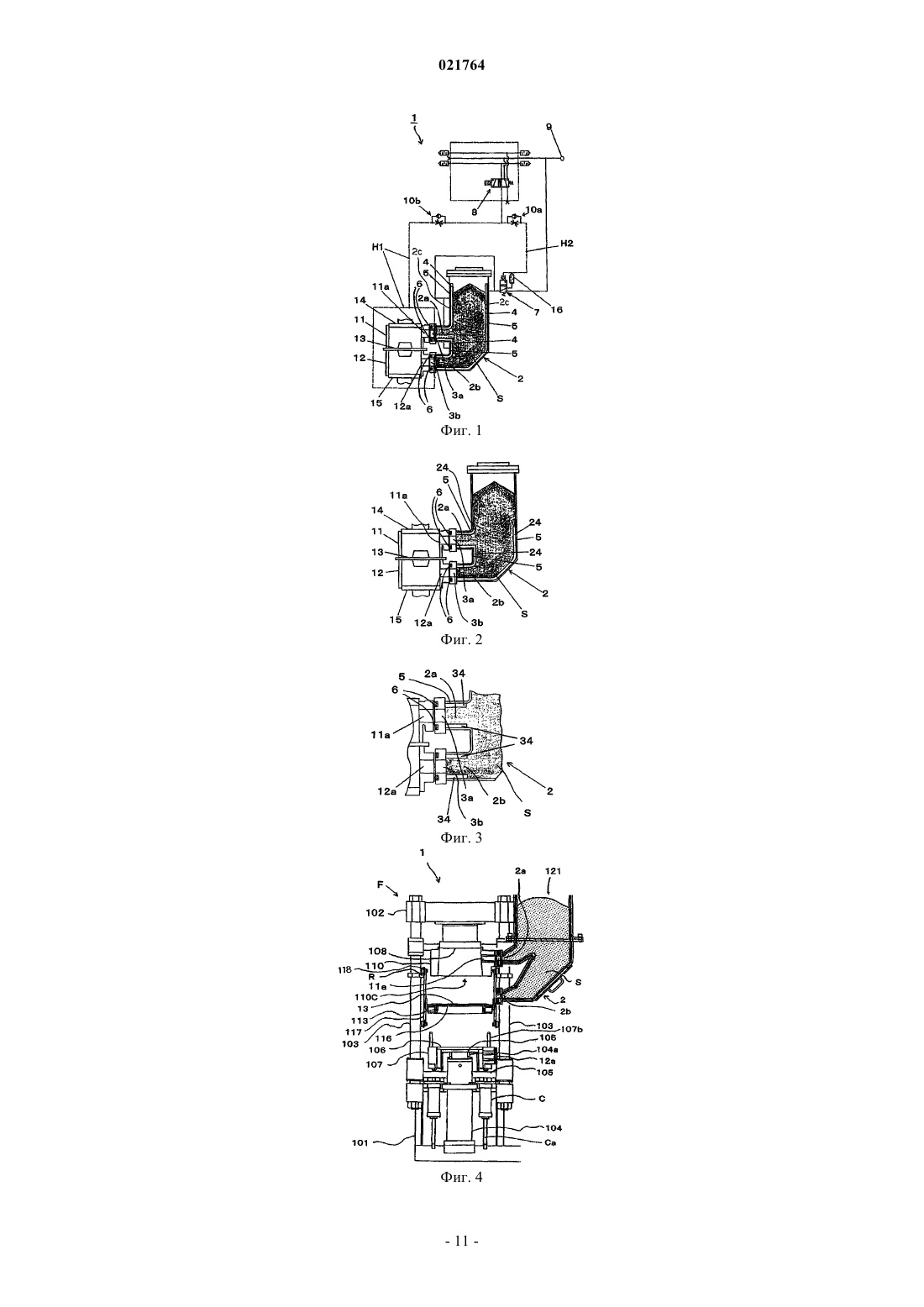
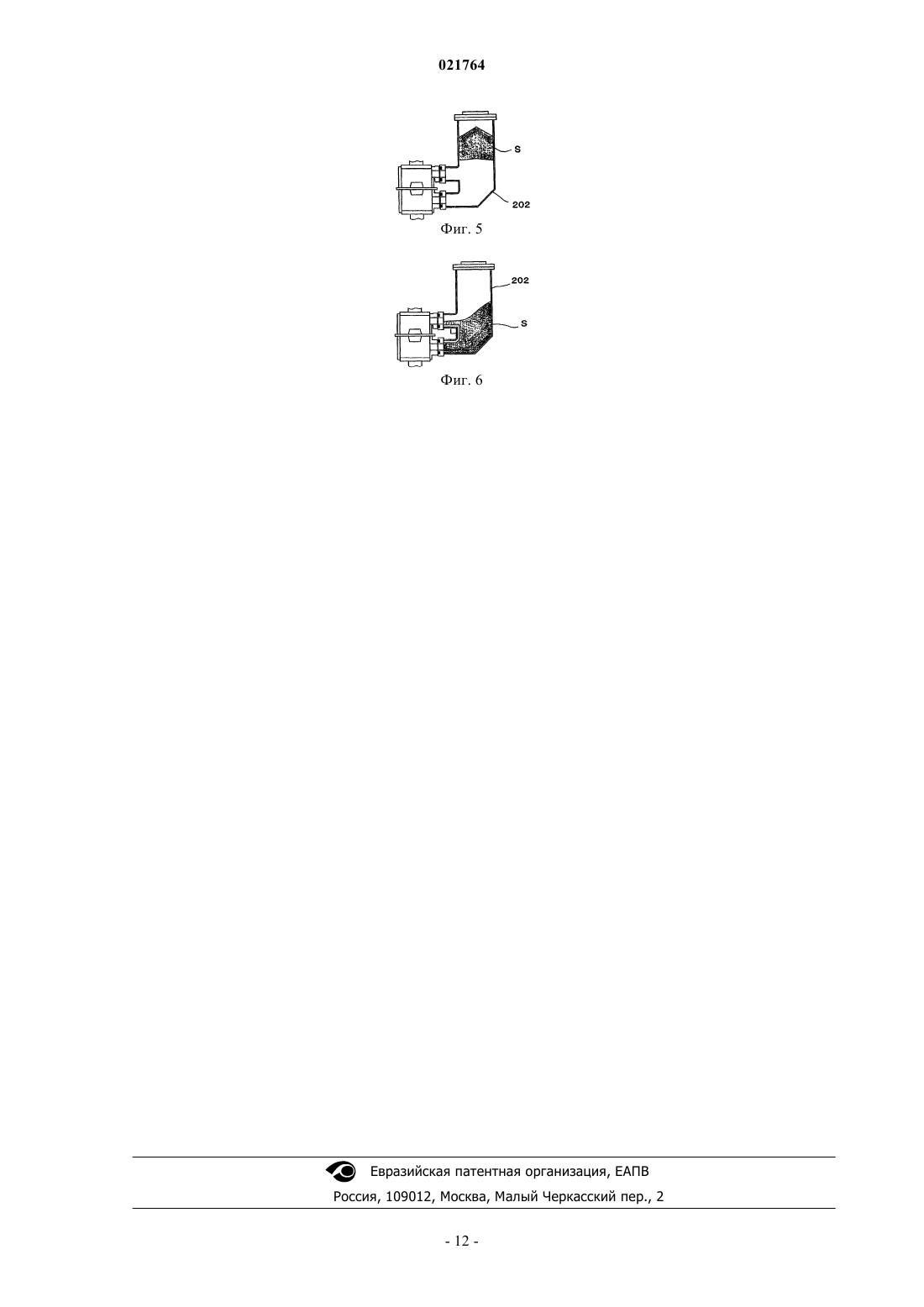
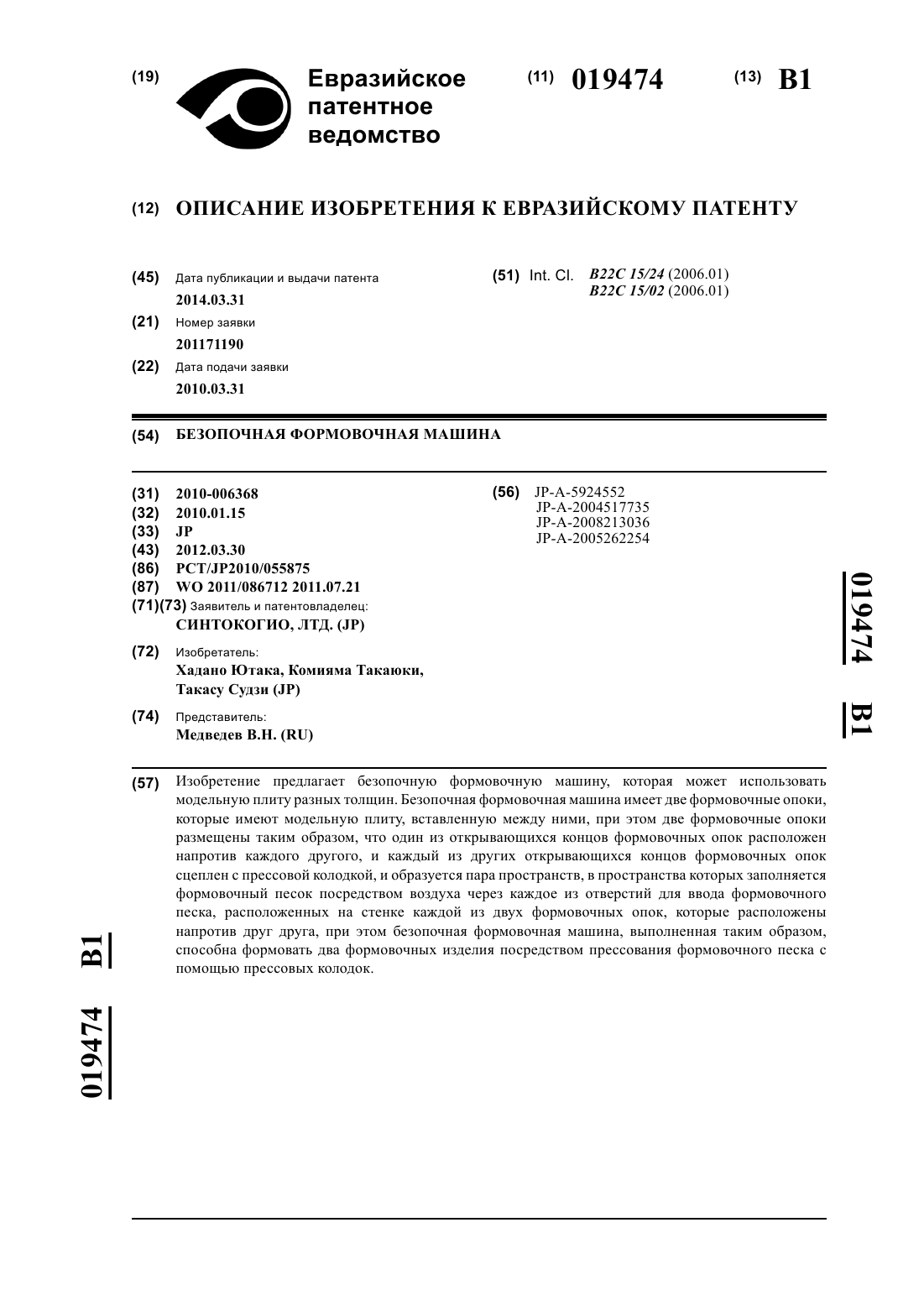
Изобретение имеет целью обеспечение формовочной машины, которая позволяет упрощение операции наполнения песком и предотвращение образования перемычки и воздушного канала в бункере для песка, так чтобы операция наполнения песком формовочной машины могла выполняться непрерывно. Формовочная машина настоящего изобретения содержит бункер для песка для хранения формовочного песка, вводимого в опоку; пару верхнего и нижнего отверстий наполнения песком для направления формовочного песка в горизонтальном направлении, где формовочный песок подается из пары верхней и нижней частей введения песка, которые расположены в самой нижней части бункера для песка; и по меньшей мере одну фильтрующую часть с множеством нагнетающих воздух отверстий на всем ее корпусе, которая прикреплена,по меньшей мере, ко всем внутренним поверхностям пары частей введения песка; при этом формовочный песок псевдоожижается воздухом, нагнетаемым через нагнетающие воздух отверстия фильтрующей части, и вводится в опоку через отверстия наполнения песком. Область техники Изобретение относится к формовочной машине для изготовления форм, которые выполнены из формовочного песка. Известный уровень техники Формовочные машины для изготовления форм хорошо известны в области техники. Существует тип формовочной машины, которая вводит формовочный песок в опоку, которая в общем содержит пару верхней и нижней опок, сквозь боковую стенку опоки в горизонтальном направлении (см. патентный документ 1). Этот тип формовочной машины превосходит другой тип формовочной машины, которая вводит формовочный песок сверху опоки, в отношении того, что машина, которая вводит формовочный песок сквозь боковую стенку опоки, позволяет исключить этап переворачивания опоки после этапов введения и уплотнения формовочного песка. Однако в случае формовочной машины, которая вводит формовочный песок сквозь боковую стенку опоки в горизонтальном направлении, формовочный песок, хранящийся в бункере для песка, опускается в направлении действия силы тяжести и затем его направление изменяется на 90 в горизонтальное направление. В этом процессе застойная зона формовочного песка может быть образована в бункере для песка вследствие изменения направления потоков песка. После некоторого периода времени формовочных операций застойная зона формовочного песка может вызвать образование перемычки в бункере для песка, как изображено на фиг. 5. Когда перемычка образуется в бункере для песка, работа формовочной машины будет прервана вследствие необходимости чистки внутреннего пространства бункера 202 для песка. Буква "S" на фиг. 5 и 6 обозначает формовочный песок. Даже когда перемычка не образуется в бункере для песка, если скорости введения формовочного песка в пару верхней и нижней опок не равны, скорость уменьшения уровня песка в бункере для песка станет неравномерной. В результате воздушный канал будет образован в бункере для песка, как изображено на фиг. 6. Патентный документ 2 раскрывает так называемую формовочную машину с продувкой сверху и снизу, которая помимо клапанов имеет воздухоподводящие отверстия в горизонтальной и загнутой частях верхней и нижней выдувных головок для введения формовочного песка в опоку. Патентная литератураPTL 1. Выложенная публикация японского патентаS58-68453.PTL 2. Выложенная публикация японского патентаН 10-216902. Сущность изобретения Техническая проблема Однако, что касается формовочной машины, которая вводит формовочный песок в опоку в горизонтальном направлении, образование перемычки и воздушного канала в бункере для песка не может быть предотвращено только обеспечением воздухоподводящих отверстий. Также, когда давление воздуха составляет 0,2-0,35 МПа или более, что свойственно традиционным формовочным машинам, формовочный песок имеет склонность к уплотнению на выступах воздухоподводящих отверстий. Дополнительно, увеличится количество потребляемого воздуха. Решение проблемы Настоящее изобретение имеет целью обеспечение формовочной машины, которая устраняет необходимость в переворачивании опоки после этапа уплотнения формовочного песка и предотвращает образование перемычки и воздушного канала в бункере для песка для того, чтобы быть способной выполнять операцию наполнения песком формовочной машины непрерывно, то есть без остановки. Формовочная машина настоящего изобретения содержит бункер для песка для хранения формовочного песка, вводимого в опоку, пару верхнего и нижнего отверстий наполнения песком для направления формовочного песка в горизонтальном направлении, где формовочный песок подается из пары верхней и нижней частей введения песка, которые расположены в самой нижней части бункера для песка, и по меньшей мере одну фильтрующую часть с множеством нагнетающих воздух отверстий на всем ее корпусе, которая прикреплена по меньшей мере ко всем внутренним поверхностям пары частей введения песка, в которой формовочный песок в бункере для песка псевдоожижается воздухом, нагнетаемым через нагнетающие воздух отверстия фильтрующей части, и вводится в опоку через отверстия наполнения песком. В некоторых вариантах выполнения формовочной машины, фильтрующая часть может содержать пористый элемент, который имеет множество нагнетающих воздух отверстий с диаметрами пор в диапазоне от 10 до 80 мкм. В некоторых вариантах выполнения давление воздуха, нагнетаемого через нагнетающие воздух отверстия пористого материала, составляет от 0,05 до 0,18 МПа. В некоторых вариантах выполнения фильтрующая часть прикреплена к внутренней боковой стенке бункера для песка и внутренним стенкам пары частей введения песка, в которых площадь для прикрепления фильтрующей части составляет от 50 до 100% общей площади внутренней боковой стенки бункера для песка и внутренних стенок пары частей введения песка. В другом варианте выполнения фильтрующая часть прикреплена к внутренней боковой стенке бун-1 021764 кера для песка и внутренним стенкам пары частей введения песка, в которых площадь для прикрепления фильтрующей части составляет от 70 до 100% общей площади внутренней боковой стенки бункера для песка и внутренних стенок пары частей введения песка. В некоторых вариантах выполнения объем верхней части бункера для песка, который расположен выше пары частей введения песка, составляет 1,5 или менее объема формовочного песка, который вводится в опоку. В другом варианте выполнения количество формовочного песка, вводимого в опоку из верхнего отверстия наполнения песком, составляет 1,5 или более количества формовочного песка, который вводится в опоку из нижнего отверстия наполнения песком. В некоторых вариантах выполнени форма сечения бункера для песка либо прямоугольная, либо квадратная. В некоторых вариантах выполнения формовочная машина имеет клапан регулирования воздуха, который присоединен к пространству, образованному между внутренней поверхностью бункера для песка и пористым элементом. Клапан регулирования воздуха предназначен для регулирования как подачи, так и отведения сжатого воздуха из пространства. В некоторых вариантах выполнения формовочная машина имеет следующее: уплотняющие элементы, которые прикреплены к выступам отверстий наполнения песком и наполнены сжатым воздухом, подаваемым к внутренним полостям уплотняющих элементов; и запорные клапаны, которые присоединены как к клапану регулирования воздуха, так и к внутренним полостям уплотняющих элементов. В другом варианте выполнения формовочная машина может иметь клапаны регулирования скорости, которые установлены между запорными клапанами и клапаном регулирования воздуха и между запорными клапанами и внутренними полостями уплотняющих элементов. Дополнительно формовочная машина предназначена для формования безопочных верхней и нижней форм, выполненных из формовочного песка, при этом машина содержит следующее: нижнюю прессовую плиту, которая выполнена с возможностью перемещения вверх и вниз; нижнюю наполнительную раму, которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой, и снабжена отверстием введения песка, образованным на ее боковой стенке; верхнюю прессовую плиту, которая расположена выше нижней прессовой плиты и напротив нижней прессовой плиты; верхнюю опоку, которая выполнена с возможностью перемещения вверх и вниз и снабжена отверстием введения песка, образованным на ее боковой стенке; нижнюю опоку, которая снабжена модельной плитой на ее верхней части и выполнена с возможностью перемещения в и из промежуточного положения между верхней и нижней прессовыми плитами; и нижнюю прессовую раму, которая объединена с нижней прессовой плитой и выполнена с возможностью перемещения вверх и вниз вдоль двух или более колонн. В некоторых вариантах выполнения нижняя наполнительная рама установлена на дальних концах штоков двух или более цилиндров нижней наполнительной рамы, которые закреплены на нижней прессовой раме направленными вверх. В некоторых вариантах выполнения нижняя прессовая плита перемещается вверх и вниз пневмогидравлическим приводом. В некоторых вариантах выполнения нижняя наполнительная рама перемещается вверх и вниз пневматической или электрической движущей силой. В некоторых вариантах выполнения верхняя опока перемещается вверх и вниз приводом, когда формованная песчаная форма удаляется из верхней опоки. Полезные эффекты изобретения В одном аспекте формовочная машина настоящего изобретения снабжена парой верхнего и нижнего отверстий наполнения песком в самой нижней части бункера для песка, для направления формовочного песка, подаваемого из пары верхней и нижней частей введения песка, в горизонтальном направлении. Дополнительно формовочная машина снабжена фильтрующей частью, имеющей множество нагнетающих воздух отверстий, которая прикреплена ко всем внутренним поверхностям пары частей введения песка. Такая конструкция формовочной машины позволяет не только исключить этап переворачивания опоки после этапов введения и уплотнения формовочного песка, но также предотвратить образование перемычки и воздушного канала в бункере для песка, таким образом, операция наполнения песком машины способна выполняться непрерывно, то есть без остановки. В другом аспекте формовочная машина снабжена парой верхнего и нижнего отверстий наполнения песком в самой нижней части бункера для песка, для направления формовочного песка, подаваемого из пары верхней и нижней частей введения песка, в горизонтальном направлении. Дополнительно формовочная машина снабжена пористыми элементами (такими как фильтрующая часть), которые имеют множество нагнетающих воздух отверстий с диаметрами пор в диапазоне от 10 до 80 мкм. Пористые элементы прикреплены к внутренней боковой стенке бункера для песка и внутренним стенкам пары частей вве-2 021764 дения песка, в которых площадь для прикрепления пористого элемента составляет от 70 до 100% общей площади внутренней боковой стенки бункера для песка и внутренних стенок пары частей введения песка. Такая конструкция формовочной машины позволяет не только исключить этап переворачивания опоки после введения и уплотнения формовочного песка, но также предотвратить образование перемычки и воздушного канала в бункере для песка, таким образом, операция наполнения песком машины способна выполняться непрерывно. Краткое описание чертежей Фиг. 1 изображает конструкцию бункера для песка формовочной машины и связанное с ней оборудование, согласно варианту выполнения настоящего изобретения. Фиг. 2 изображает бункер для песка формовочной машины и связанное с ней оборудование, согласно другому варианту выполнения, в котором 50-70% внутренней поверхности бункера для песка покрыто фильтрующей частью, такой как пористый элемент. Фиг. 3 изображает бункер для песка формовочной машины и связанное с ней оборудование, согласно другому варианту выполнения, в котором внутренние поверхности пары частей введения песка покрыты фильтрующей частью, такой как пористый элемент. Фиг. 4 изображает конфигурацию формовочной машины согласно настоящему изобретению. Фиг. 5 вид в сечении для иллюстрации образования перемычки в бункере для песка традиционной формовочной машины. Фиг. 6 вид в сечении для иллюстрации образования воздушного канала в бункере для песка традиционной формовочной машины. Описание вариантов выполнения Формовочная машина настоящего изобретения описана ниже со ссылкой на фиг. 1-6. фиг. 1 изображает конструкцию бункера для песка формовочной машины и связанное с ней оборудование, согласно одному варианту выполнения настоящего изобретения. Формовочная машина 1 настоящего изобретения имеет бункер 2 для песка для подачи формовочного песка в опоку, которая содержит пару верхней опоки 11 и нижней опоки 12. Формовочная машина 1 также имеет пару верхнего и нижнего отверстий 3a, 3b наполнения песком для направления формовочного песка в горизонтальном направлении. Формовочный песок вводится в отверстия 3 а, 3b наполнения песком при помощи пары верхней и нижней частей 2 а, 2b введения песка, которые расположены в самой нижней части бункера 2 для песка. Бункер 2 для песка имеет форму кубоида, чья форма сечения в плоскости, перпендикулярной вертикальному направлению, либо прямоугольная, либо квадратная. Бункер 2 для песка возможно может иметь форму цилиндра, чья форма сечения круглая. Поскольку бункер для песка, чья форма сечения либо прямоугольная, либо квадратная, может вмещать больше песка, чем цилиндрический бункер по отношению к площади пола, по существу занимаемой бункером, высота бункера для песка может быть уменьшена. Формовочная машина 1 также имеет пористые элементы 4, такие как фильтрующие части, которые имеют множество нагнетающих воздух отверстий (не показаны на фигурах) с диаметрами пор от 10 до 80 мкм. Пористые элементы 4 прикреплены к внутренней боковой стенке 2 с и внутренним стенкам верхней и нижней частей 2 а, 2b введения песка бункера 2 для песка. Диаметры пор пористых элементов 4 составляют предпочтительно от 10 до 80 мкм, с учетом производительности и технологичности пористых элементов. Однако диаметр пор может составлять около 200 мкм, что меньше размера частиц формовочного песка. Каждый пористый элемент 4 изготовлен из спекающегося полиэтилена сверхвысокой молекулярной массы, например. Хотя фильтрующая часть для формовочной машины 1 этого варианта выполнения содержит пористый элемент 4, выполненный из спекающегося полиэтилена сверхвысокой молекулярной массы, любой материал, который имеет множество нагнетающих воздух отверстий на всем своем корпусе, может быть использован в качестве фильтрующей части. Примерами простейших систем вентилирования служат щели с отверстиями шириной 0,28-0,40 мм, которые служат в качестве нагнетающих воздух отверстий, или фильтрующая часть, которая выполнена из пластины из полиэтилена сверхвысокой молекулярной массы, имеющей множество отверстий диаметром 2 мм. Площадь для прикрепления пористого элемента 4 составляет 70% или более (от 70 до 100%) общей площади внутренней боковой стенки бункера 2 для песка и внутренних стенок пары частей 2 а, 2b введения песка. На фиг. 1 89% общей площади покрыто пористым элементом 4. Пористый элемент 4 прикреплен к внутренней поверхности бункера 2 для песка от нижней части бункера так, чтобы площадь, покрытая пористым элементом 4, достигала 70% или более общей площади. Таким образом, верхний участок бункера 2 для песка может быть не покрыт пористым элементом 4. Пористый элемент 4 покрывает по меньшей мере все внутренние стенки пары частей 2 а, 2b введения песка. Поскольку направление, в котором течет формовочный песок, изменяется на 90 градусов возле пары отверстий 3 а, 3b наполнения песком, застойная зона формовочного песка имеет склонность к образованию возле отверстий. Прикреплением пористого элемента 4 ко всем внутренним стенкам пары частей 2 а, 2b введения песка, образование любой застойной зоны формовочного песка возле отверстий наполнения песком может быть предотвращено. Дополнительно, прикреплением пористого элемента 4 к 70-100% общей внутренней площади бункера 2 для песка,-3 021764 образование любой застойной зоны формовочного песка вдоль боковой стенки бункера может быть предотвращено. В этом варианте выполнения, пористый элемент 4 прикреплен к 70-100% общей внутренней площади бункера 2 для песка, чтобы эффективно предотвращать образование любой застойной зоны формовочного песка. Однако, чтобы упростить конструкцию формовочной машины 1, внутренняя площадь бункера 2 для песка, к которой прикрепляется пористый элемент 4, может изменяться, например, от 50 до 100% общей площади внутренней боковой стенки бункера 2 для песка и внутренних стенок пары частей 2 а, 2b введения песка. Пористый элемент 4 прикреплен к внутренней стенке бункера 2 для песка,но между ними оставлено пространство. Камера 5 образована между пористым элементом 4 и внутренней стенкой бункера 2 для песка, уплотнением зазора между внешними краями пористого элемента 4 и внутренней стенкой бункера 2 для песка. Скользящий затвор (не показан) размещен на верхней части бункера 2 для песка. Уплотняющие элементы 6, которые наполнены сжатым воздухом, вводимым в их внутренней полости, установлены на краях концов (далее "выступы") пары отверстий 3 а, 3b наполнения песком. Примером материала для изготовления уплотняющего элемента 6 служит нитрильный каучук. Камера 5 присоединена к управляемому запорному клапану 7. Электромагнитный открывающий/закрывающий клапан 8 присоединен как к внутренним полостям уплотняющих элементов 6, так и к управляемому запорному клапану 7. Электромагнитный открывающий/закрывающий клапан 8 присоединен к источнику 9 сжатого воздуха. Клапаны 10 а, 10b регулирования скорости обеспечены между электромагнитным открывающим/закрывающим клапаном 8 и управляемым запорным клапаном 7 и между электромагнитным открывающим/закрывающим клапаном 8 и внутренними полостями уплотняющих элементов 6, соответственно. В этом варианте выполнения формовочная машина 1 является безопочной формовочной машиной. Фиг. 1 изображает формовочные пространства, которые образованы в верхней опоке 11 и нижней опоке 12 зажатием модельной плиты 13 между верхней опокой 11 и нижней опокой 12 и вставкой верхнего прессового элемента 14 и нижнего прессового элемента 15 в верхнюю и нижнюю опоки 11, 12, соответственно. На фиг. 1 отверстия 3 а, 3b наполнения песком бункера 2 для песка соприкасаются с впускными отверстиями 11 а, 12 а для песка верхней и нижней опок 11, 12, чтобы наполнять верхнюю и нижнюю опоки 11, 12 формовочным песком S, хранящимся в бункере 2 для песка. Примеры формовочного песка S включают в себя природный песок, искусственный песок, выполненный из керамики, и так далее. Бункер 2 для песка формовочной машины 1 и связанное оборудование бункера 2 для песка работают следующим образом. Сначала электромагнитный открывающий/закрывающий клапан 8 открыт, когда скользящий затвор (не показан) закрыт и бункер 2 для песка наполнен формовочным песком S. Затем,сжатый воздух вводится во внутренние полости уплотняющих элементов 6 при помощи трубы H1. Тем самым, уплотняющие элементы 6 наполняются и приводятся в плотный контакт с выступами впускных отверстий 11 а, 12 а для песка верхней и нижней опок 11, 12. Когда электромагнитный открывающий/закрывающий клапан 8 открыт, сжатый воздух также вводится в управляемый запорный клапан 7 при помощи трубы Н 2. Тем самым, запорный клапан 7 открывается, и затем сжатый воздух течет в камеру 5 и бункер 2 для песка через пористый элемент 4. В результате формовочный песок S в бункере 2 для песка псевдоожижается и вводится в формовочные пространства в верхней и нижней опоках 11, 12, через отверстия 3 а, 3b наполнения песком бункера 2 для песка и впускные отверстия 11 а, 12 а для песка верхней и нижней опок 11, 12. Когда электромагнитный открывающий/закрывающий клапан 8 закрыт, уплотняющие элементы 6 опорожняются и освобождаются из выступов впускных отверстий 11 а, 12 а для песка верхней и нижней опок 11, 12. Также, когда электромагнитный открывающий/закрывающий клапан 8 закрыт, управляемый запорный клапан 7 закрыт. Затем сжатый воздух в бункере 2 для песка выпускается в атмосферу. Сжатый воздух удаляется в атмосферу через глушитель, установленный на управляемом запорном клапане 7. В этом варианте выполнения клапаны 10 а, 10b регулирования скорости настраиваются на подходящие установки. То есть клапаны 10 а, 10b регулирования скорости настраиваются так, чтобы скорость потока сжатого воздуха через клапан 10b регулирования скорости, который расположен между электромагнитным открывающим/закрывающим клапаном 8 и уплотняющими элементами 6, была больше скорости потока через клапан 10 а регулирования скорости, который расположен между электромагнитным открывающим/закрывающим клапаном 8 и управляемым запорным клапаном 7. Такая настройка клапанов 10 а, 10b регулирования скорости позволяет осуществлять наполнение и соприкосновение уплотняющих элементов 6 с выступами впускных отверстий 11 а, 12 а для песка верхней и нижней опок 11, 12,до открытия управляемого запорного клапана 7. Таким образом, когда формовочные пространства в верхней и нижней опоках 11, 12 заполнены формовочным песком, утечка песка из зазоров между отверстиями 3 а, 3b наполнения песком и впускными отверстиями 11 а, 12 а для песка верхней и нижней опок 11, 12 может быть предотвращена. Как описано выше, формовочная машина 1 настоящего изобретения имеет пару верхнего и нижнего отверстий 3 а, 3b наполнения песком для направления формовочного песка в горизонтальном направлении, в которой формовочный песок подается в отверстия 3 а, 3b наполнения песком из пары верхней и нижней частей 2 а, 2b введения песка, которые расположены в самой нижней части бункера 2 для песка. Дополнительно формовочная машина 1 имеет пористые элементы 4, которые прикреплены к внутренней боковой стенке 2 с и внутренним стенкам верхней и нижней частей 2 а, 2b введения песка бункера 2 для песка. Эта конструкция позволяет следующее: устранение потребности в переворачивании опоки после этапа уплотнения формовочного песка; упрощение процесса наполнения песком; уменьшение размера формовочной машины и стабилизацию операции наполнения песком формовочной машины путем предотвращения образования перемычки и воздушного канала в бункере для песка. В другом аспекте, формовочная машина 1 вводит формовочный песок из пары загрузочных отверстий 3 а, 3b в верхнюю и нижнюю опоки 11, 12, в то же время псевдоожижая формовочный песок в бункере 2 для песка нагнетанием сжатого воздуха при давлении от 0,05 МПа до 0,18 МПа через пористые элементы 4 с множеством отверстий диаметром от 10 мкм до 80 мкм, в которой пористые элементы 4 прикреплены к внутренней поверхности бункера 2 для песка для того, чтобы покрыть всю внутреннюю поверхность, где может находиться хранящийся формовочный песок. Тем самым, образование застойной зоны формовочного песка в бункере для песка, образование перемычки, вызванной застойной зоной формовочного песка, и образование воздушного канала в бункере для песка будет предотвращено. Образование застойной зоны формовочного песка или перемычки или и того и другого может быть предотвращено использованием вышеупомянутых простейших систем вентилирования вместо пористых элементов 4. В другом аспекте образование перемычки или воздушного канала в бункере 2 для песка предотвращено прикреплением пористого элемента 4 к внутренней стенке бункера 2 для песка так, чтобы площадь,покрытая пористым элементом 4, достигала от 70 до 100% общих внутренних площадей боковой стенки 2 с и верхней и нижней частей 2 а, 2b введения песка. То есть застойная зона формовочного песка имеет склонность к образованию в верхней и нижней частях 2 а, 2b введения песка. Причина состоит в том, что части 2 а, 2b введения песка расположены в самой нижней части бункера 2 для песка, и направление, в котором течет формовочный песок, изменяется на 90 в частях 2 а, 2b введения песка. Образование перемычки или воздушного канала (см. фиг. 6) в бункере 2 для песка предотвращено нагнетанием воздуха сквозь пористый элемент 4 в верхнюю и нижнюю части 2 а, 2b введения песка, где застойная зона формовочного песка имеет склонность к образованию. Дополнительно, поскольку формовочная машина 1 имеет пористый элемент 4 на внутренней боковой стенке 2 с помимо нижней части бункера 2 для песка, образование застойной зоны формовочного песка или перемычки (см. фиг. 5) в бункере 2 для песка может быть предотвращено нагнетанием воздуха сквозь пористый элемент 4, прикрепленный к внутренней боковой стенке 2 с. В частности, предпочтительно прикрепить пористый элемент 4 к отверстиям 3 а, 3b наполнения песком частей 2 а, 2 Ь введения песка по последующим причинам. Для традиционной технологии продувки высоким давлением, если воздухоподводящее отверстие расположено у отверстия наполнения песком, воздух смешивается с формовочным песком, что приведет к недостаточному наполнению песком. Однако применением технологии вентилирования низким давлением, которая нагнетает сжатый воздух при давлении от 0,05 до 0,18 МПа через отверстия диаметром от 10 до 80 мкм, пористый элемент 4 может быть установлен вблизи пары отверстий 3 а, 3b наполнения песком. Тем самым, операция наполнения песком может выполняться непрерывно, как описано выше. Пористый элемент 4, изображенный на фиг. 1, прикреплен к 70-100% внутренней стенки бункера 2 для песка. Однако, как изображено на фиг. 2, чтобы упростить конструкцию формовочной машины 1, как описано выше, внутренняя площадь бункера 2 для песка, где должна прикрепляться фильтрующая часть 24, такая как пористый материал, может изменяться от 50 до 100% общей площади внутренней боковой стенки 2 с бункера 2 для песка и внутренних стенок пары частей 2 а, 2b введения песка. Даже в этой упрощенной конструкции, образование застойной зоны формовочного песка, перемычки или воздушного канала может быть предотвращено. Даже в более простой конструкции (см. фиг. 3), в которой фильтрующая часть 34, такая как пористый материал, прикреплена по меньшей мере ко всем внутренним стенкам пары частей 2 а, 2b введения песка, образование воздушного канала может быть предотвращено. Поскольку конструкция формовочных машин с фиг. 2 и 3 такая же, как на фиг. 1, за исключением фильтрующих частей 24 и 34, используются те же позиции, и подробные описания для фиг. 2 и 3 опущены. Поскольку формовочная машина 1 использует технологию вентилирования, потребление воздуха намного меньше потребления воздуха машиной, которая использует технологию продувки высоким давлением, которая требует воздух под высоким давлением. Дополнительно шум, создаваемый во время этапа наполнения песком, снижен. В предпочтительном варианте выполнения формовочной машины 1, объем верхней части бункера 2 для песка, которая расположена выше пары частей 2 а, 2b введения песка, составляет 1,5 или более объема формовочного песка, вводимого в верхнюю и нижнюю опоки 11, 12. Обычно объем бункера для песка должен быть больше объема формовочного песка, вводимого в опоку, для того, чтобы предотвратить образование воздушного канала в бункере для песка. Таким образом, объем бункера для песка традиционной формовочной машины составляет в общем от 3 до 5 объемов формовочного песка, вводимого в опоку. Однако это является препятствием для уменьшения размера формовочной машины. Поскольку формовочная машина 1 настоящего изобретения может предотвратить образование перемычки или воздушного канала в бункере для песка, даже когда объем бункера 2 для песка уменьшен по сравнению с вышеупомянутым значением, размер машины может быть уменьшен. В одном варианте выполнения формовочная машина 1 настоящего изобретения предотвращает образование перемычки и воздушного канала, даже когда количество формовочного песка, вводимого в верхнюю опоку 11 из верхнего отверстия 3 а наполнения песком, в 1,5 раза или более превосходит количество формовочного песка, вводимого в нижнюю опоку 12 из нижнего отверстия 3b наполнения песком. Для традиционной формовочной машины, которая горизонтально вводит формовочный песок в стороны верхней и нижней опок, когда больше формовочного песка вводится в верхнюю и нижнюю опоки, будет образован воздушный канал в бункере для песка (см. фиг. 6), и, следовательно, операция наполнения песком будет прервана. Однако, поскольку формовочная машина 1 настоящего изобретения может предотвратить образование перемычки и воздушного канала, даже когда больше формовочного песка вводится в верхнюю опоку 11, формовочная машина 1 позволяет осуществлять стабильное наполнение песком, независимо от профилей формовочных пространств, образованных в верхней и нижней опоках 11,12. Разумеется, формовочная машина 1 позволяет осуществлять стабильное наполнение песком, даже когда больше формовочного песка вводится в нижнюю опоку, чем в верхнюю опоку, или одинаковые количества формовочного песка вводятся в верхнюю и нижнюю опоки. В другом варианте выполнения вид сверху в сечении бункера 2 для песка имеет форму либо прямоугольника, либо квадрата. Обычно бункер для песка с прямоугольным или квадратным сечением может вмещать больше песка, но имеет склонность к образованию перемычки в нем, по сравнению с бункером с круглым сечением. Формовочная машина 1 настоящего изобретения может предотвратить образование перемычки, даже когда бункер 2 для песка имеет прямоугольное или квадратное сечение. Таким образом,высота бункера для песка может быть уменьшена, чтобы уменьшить размер формовочной машины 1. В бункере 2 для песка формовочной машины 1 пористый элемент 4 прикреплен к внутренней стенке бункера 2 для песка так, чтобы между пористым элементом 4 и внутренней стенкой образовалось пространство. Камера 5, которая соединена с управляемым запорным клапаном 7, ограничена между пористым элементом 4 и внутренней стенкой бункера 2 для песка. Когда сжатый воздух выпускается из бункера 2 для песка, он проходит через отверстия пористого элемента 4. Поскольку пористый элемент 4 выполняет функцию фильтра, чистый воздух (то есть не содержащий песка) проходит сквозь камеру 5 и управляемый запорный клапан 7. Таким образом, внутреннее пространство управляемого запорного клапана 7 не может быть загрязнено частицами формовочного песка. Поскольку выпускаемый воздух не содержит песок, нет необходимости в наличии отдельных впускного и выпускного клапанов, что является обычным в традиционных формовочных машинах. Таким образом, впускной и выпускной клапаны могут быть объединены в управляемый запорный клапан 7, что позволяет уменьшить количества клапанов, используемых для формовочной машины 1. В формовочной машине 1 как управляемый запорный клапан 7, так и внутренние полости уплотняющих элементов 6 присоединены к электромагнитному открывающему/закрывающему клапану 8. То есть трубы H1 и Н 2 соединяются и затем присоединяются к управляемому запорному клапану 7. Таким образом, как открытие/закрытие управляемого запорного клапана 7, так и наполнение/опорожнение уплотняющих элементов 6 может регулироваться управляемым запорным клапаном 7. Тем самым, количество клапанов, используемых для формовочной машины 1, уменьшено. В вышеупомянутом варианте выполнения, клапаны 10 а, 10b регулирования скорости обеспечены между электромагнитным открывающим/закрывающим клапаном 8 и управляемым запорным клапаном 7 и между электромагнитным открывающим/закрывающим клапаном 8 и внутренними полостями уплотняющих элементов 6, соответственно. Однако настоящее изобретение не ограничено этим вариантом выполнения. Когда возможно наполнять уплотняющие элементы 6 для того, чтобы плотно контактировать с выступами впускных отверстий 11 а, 12 а для песка верхней и нижней опок 11, 12 до открытия управляемого запорного клапана 7 без использования клапанов 10 а, 10b регулирования скорости, тогда эти клапаны регулирования скорости могут быть убраны. Однако обеспечением клапанов 10 а, 10b регулирования скорости между электромагнитным открывающим/закрывающим клапаном 8 и управляемым запорным клапаном 7 и между электромагнитным открывающим/закрывающим клапаном 8 и внутренними полостями уплотняющих элементов 6, соответственно, уплотняющие элементы 6 наполняются обязательно до открытия управляемого запорного клапана 7 и контактируют с выступами впускных отверстий 11 а, 12 а для песка верхней и нижней опок 11, 12. Хотя формовочная машина 1 вышеупомянутого варианта выполнения имеет один управляемый запорный клапан 7, настоящее изобретение не ограничено этим. Количество управляемых запорных клапанов может составлять два или более, в зависимости от размера бункера 2 для песка. Когда используются два или более управляемых запорных клапанов, все они присоединены к электромагнитному открывающему/закрывающему клапану 8. Таким образом, все управляемые запорные клапаны приводятся в действие одновременно электромагнитным открывающим/закрывающим клапаном 8. Конструкция и другие признаки формовочной машины 1 настоящего изобретения дополнительно пояснены следующим описанием со ссылкой на фиг. 4, которая изображает вид спереди состояния непосредственно перед началом операции наполнения песком. Как изображено на фиг. 4, формовочная машина 1 содержит следующее: нижнюю прессовую плиту 106, которая выполнена с возможностью перемещения вверх и вниз; нижнюю наполнительную раму 107,которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой 106, и которая снабжена отверстием 12 а введения песка, образованным на боковой стенке рамы 107; верхнюю прессовую плиту 108, которая закреплена выше нижней прессовой плиты 106,для того, чтобы быть расположенной напротив нижней прессовой плиты 106; и верхнюю опоку 110, которая выполнена с возможностью перемещения вверх и вниз и снабжена отверстием 11 а введения песка,образованным на боковой стенке опоки 110; нижнюю опоку 113, которая снабжена модельной плитой 13 на ее верхней части и выполнена с возможностью перемещения в и из промежуточного положения между верхней и нижней прессовыми плитами 106, 108. Формовочная машина 1 является так называемой безопочной формовочной машиной. Использованная здесь фраза "выполнен с возможностью перемещения вверх и вниз независимо от,но одновременно с" означает, что только нижняя наполнительная рама перемещается вверх и вниз цилиндром нижней наполнительной рамы независимо от нижней прессовой плиты, но нижняя наполнительная рама перемещается вверх и вниз вместе с нижней прессовой плитой, когда прессующий цилиндр опок перемещает нижнюю прессовую плиту вверх и вниз. На фиг. 4 нижняя прессовая плита может перемещаться вниз независимо от нижней наполнительной рамы. Верхний прессовый элемент 14, нижний прессовый элемент 15 и верхняя и нижняя опоки 11, 12, изображенные на фиг. 1, все показаны более подробно на фиг. 4. В этом варианте выполнения, комбинация нижней наполнительной рамы 107 и нижней опоки 113 может выполнять функцию нижней опоки 12, как на фиг. 1, и верхняя опока 110 может выполнять функцию верхней опоки 11. Портальная рама F, изображенная на фиг. 4, содержит нижнюю основную раму 101 и верхнюю раму 102, которые соединены четырьмя колоннами 103. Прессующий цилиндр 104 опок закреплен направленным вверх в центре нижней основной рамы 101. Нижняя прессовая плита 106 установлена на дальнем конце штока 104 а поршня прессующего цилиндра 104 опок посредством нижней прессовой рамы 105. Скользящие опорные втулки, диаметры которых составляют по меньшей мере 10 мм, заделаны в углах нижней основной рамы 101, чтобы удерживать нижнюю прессовую раму 105 в горизонтальном положении. Прессующий цилиндр 104 опок, который расположен в центре нижней прессовой рамы, окружен четырьмя цилиндрами С нижней наполнительной рамы. Нижняя наполнительная рама 107 установлена на дальних концах Са цилиндров С нижней наполнительной рамы. В центре нижней прессовой рамы 105 обеспечено отверстие для прохождения прессующего цилиндра 104 опок. Нижняя наполнительная рама 107 образована так, чтобы расстояние между противоположными внутренними стенками уменьшалось при измерении от верха к низу нижней наполнительной рамы. Дополнительно, нижняя наполнительная рама 107 имеет впускное отверстие 12 а для песка на ее боковой стенке и отверстие, которое образовано для того, чтобы была возможна герметичная вставка нижней прессовой плиты 106. Нижняя прессовая плита 106 объединена с нижней прессовой рамой 105. Таким образом, когда нижняя прессовая плита 106 толкается вверх прессующим цилиндром 104 опок, нижняя прессовая рама 105 толкается вверх вместе с четырьмя цилиндрами С нижней наполнительной рамы. Цилиндр С нижней наполнительной рамы выполнен действующим независимо от, но одновременно с прессующим цилиндром 104 опок. Таким образом, нижний прессовый блок, который включает в себя нижнюю прессовую плиту и нижнюю прессовую раму, выполнен с возможностью перемещения вверх и вниз как единое целое, в котором нижняя наполнительная рама установлена на дальних концах двух или более направленных вверх цилиндров нижней наполнительной рамы, которые закреплены на нижней прессовой раме,которая выполнена с возможностью перемещения вверх и вниз вдоль двух или более колонн. На верхней части нижней наполнительной рамы 107 обеспечены установочные шпильки 107b. Верхняя прессовая плита 108, которая расположена выше нижней прессовой плиты 106 и напротив нижней прессовой плиты 106, закреплена на нижней стороне верхней рамы 102. Верхняя опока 110 образована так, чтобы расстояние между противоположными внутренними стенками увеличивалось при измерении от верха к низу опоки. Дополнительно, верхняя опока 110 имеет впускное отверстие 11 а для песка на ее боковой стенке и отверстие, которое образована для того, чтобы была возможна герметичная вставка верхней прессовой плиты 108. Верхняя опока 110 установлена на цилиндре (не показан) верхней опоки, который закреплен на верхней раме 102 направленным вниз. Зазор между верхней прессовой плитой 108 и нижней прессовой плитой 106 достаточно велик, чтобы вставить нижнюю опоку 113. Направляющие штанги R продолжаются в направлении вперед и назад между колоннами 103. Модельная плита 13, которая имеет модели на обеих сторонах, прикреплена к верхней стороне нижней опоки 113 с помощью координатной плиты 116, которая расположена между модельной плитой 13 и нижней опокой 113. Ролики 118 с закраинами прикреплены к четырем углам нижней опоки 113 с помощью роликовых рычагов 117. Бункер 2 для песка сконструирован для использования с так называемой технологией вентилирования низким давлением, в которой сжатый воздух относительно низкого давления, то есть в диапазоне от 0,05 МПа до 0,18 МПа, используется для операции наполнения песком. Бункер 2 для песка имеет пару частей 2 а, 2b введения песка, которые образованы разделением нижней части бункера 2 для песка на две части, которые ведут в различных направлениях, и затвор для песка (не показан) с загрузочным отверстием 121 для формовочного песка в верхней части бункера 2 для песка. Формовочная машина, изображенная на фиг. 4, работает следующим образом. Сначала ролики 118 с закраинами зацеплены с направляющими штангами, и затем нижняя опока 113, к которой плотно прикреплена модельная плита (модельная доска) 13 вместе с координатной плитой 116, вставляется в заданное положение между нижней прессовой плитой 106 и верхней прессовой плитой 108. Затем нижняя наполнительная рама 107 и нижняя прессовая плита 106 толкаются вверх расширениями вверх как цилиндра С нижней наполнительной рамы, так и прессующего цилиндра 104 опок так,чтобы установочные шпильки 107b вошли в нижнюю опоку 113 и модельную плиту 13. Этой операцией образуется нижнее герметизированное пространство. Далее, нижняя наполнительная рама 107, нижняя прессовая плита 106, нижняя опока 113 и модельная плита 13 толкаются вверх как одно целое так, чтобы установочные шпильки 107b вошли в нижнюю сторону верхней опоки 110. Этой операцией, модельная плита 13 и координатная плита 116 зажимаются между нижней опокой 113 и нижней стороной верхней опоки 110, приводя к образованию верхнего герметизированного формовочного пространства. На данном этапе, впускное отверстие 12 а для песка нижней наполнительной рамы 107 выровнено с частью 2b введения песка бункера 2 для песка. Подачей сжатого воздуха в бункер 2 для песка, в то же время закрывая затвор для песка, формовочный песок S в бункере 2 для песка вводится в верхнее и нижнее герметизированные пространства через впускное отверстие 11 а для песка верхней опоки 110 и впускное отверстие 12 а для песка нижней наполнительной рамы 107. Только воздух отводится в атмосферу через выпускные отверстия, образованные на боковых стенках верхней опоки 110 и нижней опоки 113. Затем нижняя наполнительная рама 107, нижняя опока 113, модельная плита 13 и верхняя опока 110 перемещаются вверх расширением прессующего цилиндра 104 опок. Дополнительно формовочный песок S в верхнем и нижнем герметизированных пространствах уплотняется приведением в действие верхней и нижней прессовых плит 106, 108. После уплотнения формовочного песка нижняя прессовая плита 106 опускается сжатием прессующего цилиндра 104 опок, в то время как нижняя опока 113, модельная плита 13 и координатная плита 116 все поддерживаются на направляющих штангах R при помощи роликов 118 с закраинами. Прессующий цилиндр 104 опок отводится в его начальное положение и затем останавливается. Нижняя наполнительная рама 107 удерживается в положении, в котором уплотнение формовочного песка завершено, но нижняя прессовая плита 106 опускается в ее начальное положение сжатием прессующего цилиндра 104 опок. Отведением нижней опоки 113 модельной плиты 13 и координатной плиты 116 из зазора между верхней опокой 110 и нижней наполнительной рамой 107 нижняя форма в нижней наполнительной раме 107 становится готовой к помещению на стержень, хотя стержень не всегда необходим. Когда стержень помещается на нижнюю форму (при необходимости), нижняя прессовая плита 106 перемещается вверх расширением прессующего цилиндра 104 опок. Тем самым, нижняя форма в нижней наполнительной раме 107 контактирует с верхней формой в верхней опоке 110. Затем верхняя форма удаляется из верхней опоки 110 перемещением вверх верхней опоки 110 цилиндром верхней опоки (не показан). На данном этапе, поскольку усилие, требуемое для подъема прессующего цилиндра 104 опок, установлено меньшим, чем усилие для уплотнения формовочного песка, обвал верхней и нижней форм может не происходить. После удаления верхней формы прессовая плита 106 опускается сжатием прессующего цилиндра 104 опок, и затем нижняя наполнительная рама 107 опускается сжатием цилиндра С нижней наполнительной рамы, чтобы удалить нижнюю форму из нижней наполнительной рамы 107. В результате, верхняя и нижняя формы готовы к перемещению. Верхняя и нижняя формы, установленные на прессовой плите 106, перемещаются к конвейерной ленте толкателем (не показан). Поскольку нижняя прессовая плита 106 формовочной машины 1 объединена с нижней прессовой рамой 105, которая выполнена с возможностью перемещения вверх и вниз вдоль четырех колонн, нижняя прессовая плита 106 не перекашивается, даже когда модели эксцентрически расположены на модельной плите 115. Соответственно, формовочная машина 1 может непрерывно изготавливать требуемые формы с гладкими основаниями. Дополнительно, поскольку нижняя наполнительная рама 107 выполнена с возможностью перемещения вверх и вниз с нижней прессовой плитой 106 как единое целое, конструкция формовочной машины 1 может быть упрощена. Хотя формовочная машина 1 вышеупомянутого варианта выполнения имеет четыре колонны, двух или более колонн достаточно, чтобы достичь полезного эффекта настоящего изобретения. Четыре колонны особенно предпочтительны, поскольку форма сечения, образованная колоннами, аналогична сечению формы, и, следовательно, усилие на колоннах хорошо сбалансировано. С двумя колоннами количество колонн может быть предпочтительно уменьшено. Цилиндры формовочной машины 1 могут являться пневмоцилиндрами или электрическими приводами или и тем и другим. Поверхности колонн обработаны так, чтобы втулки для нижней прессовой рамы скользили вдоль колонн. Дополнительно, колонны соединены с основной рамой, и нижние концы колонн расположены выше пола. Тем самым предотвращается изгибание колонн. Дополнительно, экономятся расходы на дорогую обработку поверхностей. Дополнительно, длина втулок, которые обеспечены в четырех углах нижней прессовой рамы, предпочтительно составляет 50 мм или более, чтобы удерживать втулки параллельными друг другу. Тем самым нижняя прессовая рама ориентируется горизонтально. В формовочной машине 1 форма сечения нижней прессовой рамы прямоугольная, с выпуклостью посередине. Выпуклость имеет полость, и прессующий цилиндр опок и шток поршня выступают из нижней стороны. Форма выпуклости может быть трапецеидальной. Высота формовочной машины может быть уменьшена полостью в выпуклости. Цилиндр нижней наполнительной рамы может являться либо цилиндром одностороннего действия, либо цилиндром двустороннего действия. Настоящее изобретение не ограничено вышеупомянутым вариантом выполнения, но применимо к любым формовочным машинам для формования форм. Список ссылочных позиций 1 - формовочная машина; 2 - бункер для песка; 2 а, 2b - верхняя и нижняя части введения песка; 3 а, 3b - верхнее и нижнее отверстия наполнения песком; 4 - пористый элемент; 5 - камера; 6 - уплотняющий элемент; 7 - управляемый запорный клапан; 8 - электромагнитный открывающий/закрывающий клапан; 9 - источник сжатого воздуха; 10 а, 10b - клапаны регулирования скорости; 11 - верхняя опока; 12 - нижняя опока; 11 а, 11b - впускные отверстия для песка; 13 - модельная плита; 14 - верхний прессовый элемент; 15 - нижний прессовый элемент; 16 - глушитель;S - формовочный песок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Формовочная машина (1) для формования пары из верхней и нижней форм из формовочного песка, содержащая нижнюю прессовую плиту (15, 106), которая выполнена с возможностью перемещения вверх и вниз; нижнюю опоку (12, 113), которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой (15, 106); верхнюю прессовую плиту (14, 108), которая расположена выше нижней прессовой плиты (15, 106) и напротив нижней прессовой плиты (106); верхнюю опоку (110), которая выполнена с возможностью перемещения вверх и вниз; модельную плиту (13), расположенную между верхней опокой (110) и нижней опокой (12, 113), по меньшей мере, на операции сжатия и выполненную с возможностью перемещения в и из промежуточного положения между верхней нижней прессовыми плитами (108, 106); при этом формовочная машина (1) дополнительно содержит бункер (2) для песка для хранения формовочного песка, вводимого в опоку, содержащий пару верхней и нижней частей (2 а, 2b) введения песка, которые расположены в самой нижней части бункера (2) и на которых выполнены соответственно,верхнее и нижнее отверстия (3 а, 3b) для введения формовочного песка в горизонтальном направлении в опоки (11, 12, 113, 110); и по меньшей мере одну фильтрующую часть (24, 34), которая прикреплена, по меньшей мере, ко всем внутренним поверхностям пары частей (2 а, 2b) введения песка и представляет собой пористый элемент (4) с множеством сквозных пор для нагнетания воздуха; при этом фильтрующая часть (24, 34) выполнена для нагнетания воздуха в бункер для псевдоожижения формовочного песка,при этом пористый элемент (4), который имеет множество сквозных пор для нагнетания воздуха с диаметром в диапазоне от 10 до 80 мкм, которые образованы с возможностью нагнетания через них давления воздуха, составляющего от 0,05 до 0,18 МПа. 2. Формовочная машина по п.1, в которой площадь для прикрепления фильтрующей части составляет от 50 до 100% общей площади внутренней боковой стенки бункера для песка и внутренних стенок пары частей введения песка. 3. Формовочная машина по п.1, в которой площадь для прикрепления фильтрующей части составляет от 70 до 100% общей площади внутренней боковой стенки бункера (2) для песка и внутренних стенок пары частей (2 а, 2b) введения песка. 4. Формовочная машина по п.3, в которой объем верхней части бункера (2) для песка, которая расположена выше пары частей (2 а, 2b) введения песка, составляет 1,5 или менее объема формовочного песка, вводимого в опоку. 5. Формовочная машина по п.4, в которой количество формовочного песка, вводимого в опоку из верхнего отверстия (3 а) наполнения песком, в 1,5 раза или более превосходит количество формовочного песка, вводимого в опоку из нижнего отверстия (3b) наполнения песком. 6. Формовочная машина по п.4, в которой форма сечения бункера (2) для песка либо прямоугольная, либо квадратная. 7. Формовочная машина по п.6, которая имеет клапан (8) регулирования воздуха, который присоединен к камере, образованной между внутренней поверхностью бункера для песка и пористым элементом (4), для регулировки как подачи, так и отведения сжатого воздуха из камеры. 8. Формовочная машина по п.7, которая имеет уплотняющие элементы (6), которые прикреплены к выступам отверстий (2 а, 2b) наполнения песком и наполнены сжатым воздухом, подаваемым во внутренние полости уплотняющих элементов (b), и запорные клапаны (7), которые присоединены к клапану(8) регулирования воздуха и внутренним полостям уплотняющих элементов (6). 9. Формовочная машина по п.8, которая имеет клапаны (10 а, 10b) регулирования скорости, которые установлены между запорными клапанами (7) и клапаном (8) регулирования воздуха и между запорными клапанами (7) и внутренними полостями уплотняющих элементов (6). 10. Формовочная машина по п.1 или 9, которая предназначена для формования пары безопочных верхней и нижней форм, выполненных из формовочного песка, при этом машина дополнительно содержит нижнюю наполнительную раму (107), которая выполнена с возможностью перемещения вверх и вниз независимо от, но одновременно с нижней прессовой плитой (106), и снабжена отверстием (12 а) введения песка, образованным на ее боковой стенке; при этом верхняя опока (113) снабжена отверстием (11 а) введения песка, образованным на ее боковой стенке; при этом нижняя опока (113) снабжена модельной плитой (13) на ее верхней части и выполнена с возможностью перемещения в и из промежуточного положения между верхней и нижней прессовыми плитами (106, 108); и нижнюю прессовую раму (105), которая объединена с нижней прессовой плитой (106) и выполнена с возможностью перемещения вверх и вниз вдоль двух или более колонн. 11. Формовочная машина по п.10, в которой нижняя наполнительная рама (107) установлена на дальних концах штоков (104 а) двух или более цилиндров (104) нижней наполнительной рамы (107), которые закреплены на нижней прессовой раме (105) направленными вверх. 12. Формовочная машина по п.11, в которой нижняя прессовая плита (108) выполнена с возможностью перемещаться вверх и вниз пневмогидравлическим приводом. 13. Формовочная машина по п.12, в которой нижняя наполнительная рама (107) выполнена с возможностью перемещаться вверх и вниз пневматической или электрической движущей силой. 14. Формовочная машина по п.13, в которой верхняя опока (113) выполнена с возможностью перемещаться вверх и вниз приводом, когда формованная песчаная форма удаляется из верхней опоки.
МПК / Метки
МПК: B22C 15/24, B22C 15/02
Метки: формовочная, машина
Код ссылки
<a href="https://eas.patents.su/13-21764-formovochnaya-mashina.html" rel="bookmark" title="База патентов Евразийского Союза">Формовочная машина</a>
Безопочная формовочная машина
Номер патента: 19474
Опубликовано: 31.03.2014
Авторы: Хадано Ютака, Такасу Судзи, Комияма Такаюки
МПК: B22C 15/24, B22C 15/02
Метки: безопочная, машина, формовочная
Формула / Реферат:
1. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой...
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 15/28, B22C 21/02, B22C 11/00...
Метки: литейной, частей, опока, формовочная, линия, изготовления, машина, двух, формы
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Формовочная машина
Номер патента: 15330
Опубликовано: 30.06.2011
Автор: Вербицкий Валерий Иванович
МПК: B22C 15/30
Метки: формовочная, машина
Формула / Реферат:
Формовочная машина, включающая встряхиватель на воздушной подушке и пневматический пресс и содержащая основание, прессовый цилиндр, установленный на основании, прессовый поршень, являющийся опорным телом при встряхивании и имеющий в верхней части цилиндрическую полость - встряхивающий цилиндр, стол с хвостовиком - встряхивающим поршнем, внутри которого расположен ресивер сжатого воздуха, и каналы для наполнения встряхивающего цилиндра воздухом,...
Способ формования для одновременного изготовления верхней пресс-формы и нижней пресс-формы и безопочная формовочная машина
Номер патента: 19556
Опубликовано: 30.04.2014
Авторы: Хадано Ютака, Такасу Судзи, Комияма Такаюки
МПК: B22C 15/24, B22C 15/02
Метки: изготовления, формования, безопочная, нижней, пресс-формы, верхней, одновременного, способ, машина, формовочная
Формула / Реферат:
1. Способ формования для одновременного изготовления верхней пресс-формы и нижней пресс-формы, процесс, включающий этапы, на которыхобразуют нижнее формовочное пространство посредством нижней опоки, которая выполнена с возможностью входа или выхода из формовочного пространства, в котором изготавливают пресс-формы, модельную плиту, содержащую рисунки на верхней и нижней поверхностях и устанавливаемую на верхней поверхности нижней опоки, нижнюю...
Формовочная машина с гильотинными ножницами для резки прутковых заготовок

Номер патента: 10766
Опубликовано: 30.10.2008
Авторы: Зутер Михаэль, Стеммелин Паскаль
МПК: B21K 27/06, B23D 15/04
Метки: ножницами, заготовок, резки, формовочная, машина, прутковых, гильотинными
Формула / Реферат:
1. Формовочная машина (1) с гильотинными ножницами для резки прутковых заготовок (2, 20), включающими неподвижный нож (11) с пазом (111) для подачи сквозь него обрезаемой заготовки (2, 20) и ножевую балку (12), способную перемещаться возвратно-поступательным движением параллельно неподвижному ножу (11) и имеющую первый подвижный нож (121), которым выполняется резка секции заготовки (21), выступающей из неподвижного ножа (11) при поступательном...
Предыдущий патент: Твердая фармацевтическая композиция, содержащая амлодипин и лозартан, с улучшенной стабильностью
Следующий патент: Производные хиназолиндиона, их получение и их различные терапевтические применения
Случайный патент: Комплекс по переработке битумосодержащих отходов мягких кровельных материалов