Отрезное и передаточное устройство и способ резания и передачи
Формула / Реферат
1. Способ резания и передачи первого полотна первых листов для абсорбирующих изделий в поперечном направлении, перпендикулярном направлению подачи, вдоль маршрута технологического процесса изготовления абсорбирующих изделий с образованием первого листа, и передачи образованного таким образом первого листа на второе полотно вторых листов для абсорбирующих изделий, в котором
образуют первый лист посредством режущей пластины (121) и опорного ножа (130), сжимающих и режущих первое полотно (12В), причем режущая пластина выступает из внешней периферийной поверхности ножевого ролика (120), расположенного с одной стороны первого полотна, а опорный нож расположен с другой стороны первого полотна;
передают первый лист на второе полотно (12А) посредством передаточного механизма, расположенного после ножевого ролика и опорного ножа в направлении подачи,
в котором
перед резанием первого полотна передаточный механизм принимает краевую часть (12В1) первого полотна на выходной стороне в направлении подачи;
режут первое полотно между режущей пластиной и опорным ножом в состоянии, в котором направление подачи совпадает с вертикальным направлением, при этом прижимают первое полотно к ножевой опоре прижимной частью (122) ножевого ролика;
прижимают первый лист к передаточному механизму прижимной частью ножевого ролика после резки первого полотна.
2. Отрезное и передаточное устройство для осуществления способа по п.1, содержащее
ножевой ролик (120), расположенный с одной стороны пути для первого полотна (12В), имеющий режущую пластину (121), выступающую из внешней периферийной поверхности ножевого ролика (120);
опорный нож (130), расположенный с другой стороны пути для первого полотна (12В) и закрепленный так, что обращен к ножевому ролику с первым полотном, расположенным между ними;
передаточный механизм (140), расположенный после ножевого ролика и опорного ножа в направлении подачи и выполненный для передачи первого листа на второе полотно (12А),
в котором
режущая пластина (121) выполнена для резки первого полотна посредством сжатия первого полотна с помощью опорного ножа для получения первого листа;
передаточный механизм выполнен так, чтобы, по меньшей мере, принимать краевую часть (12B1) первого полотна на стороне выхода в направлении подачи перед резанием первого полотна;
режущая пластина (121) и опорный нож (130) выполнены для резки первого полотна, направляемого между режущей пластиной и опорным ножом в состоянии, в котором направление подачи совпадает с вертикальным направлением;
ножевой ролик (120) дополнительно имеет прижимную часть (122), причем прижимная часть выполнена так, чтобы прижимать первое полотно к опорному ножу (130) при резке первого полотна и прижимать первый лист к передаточному механизму (140) после резки первого полотна.
3. Отрезное и передаточное устройство по п.2, дополнительно содержащее направляющий механизм, расположенный перед ножевым роликом и опорным ножом в направлении подачи и выполненный для направления первого полотна между режущей пластиной и опорным ножом в состоянии, где направление подачи совпадает с вертикальным направлением.
4. Отрезное и передаточное устройство по п.2, в котором
передаточный механизм выполнен в виде передаточного ролика, вращающегося по направлению подачи вокруг центральной оси, параллельной центральной оси ножевого ролика;
расстояние между точкой касания режущей пластины с первым полотном и точкой касания передаточного ролика с первым полотном на воображаемой линии, проведенной вдоль вертикального направления, не больше длины первого листа в направлении подачи.
5. Отрезное и передаточное устройство по п.4, в котором прижимная часть (122) ножевого ролика расположена смежно задней стороне режущей пластины (121) в направлении вращения ножевого ролика и прижимная часть выступает из внешней периферийной поверхности ножевого ролика дальше, чем режущая пластина.
6. Отрезное и передаточное устройство по п.5, в котором прижимная часть образована из эластичного материала.
7. Отрезное и передаточное устройство по п.4, в котором касательная линия передаточного ролика совпадает с направлением подачи и вертикальным направлением.
8. Отрезное и передаточное устройство по п.4, в котором ножевой ролик выполнен в виде ролика с регулируемой скоростью так, чтобы окружная скорость ножевого ролика во время резания первого полотна регулировалась между окружной скоростью передаточного ролика и скоростью транспортирования первого полотна.

Текст
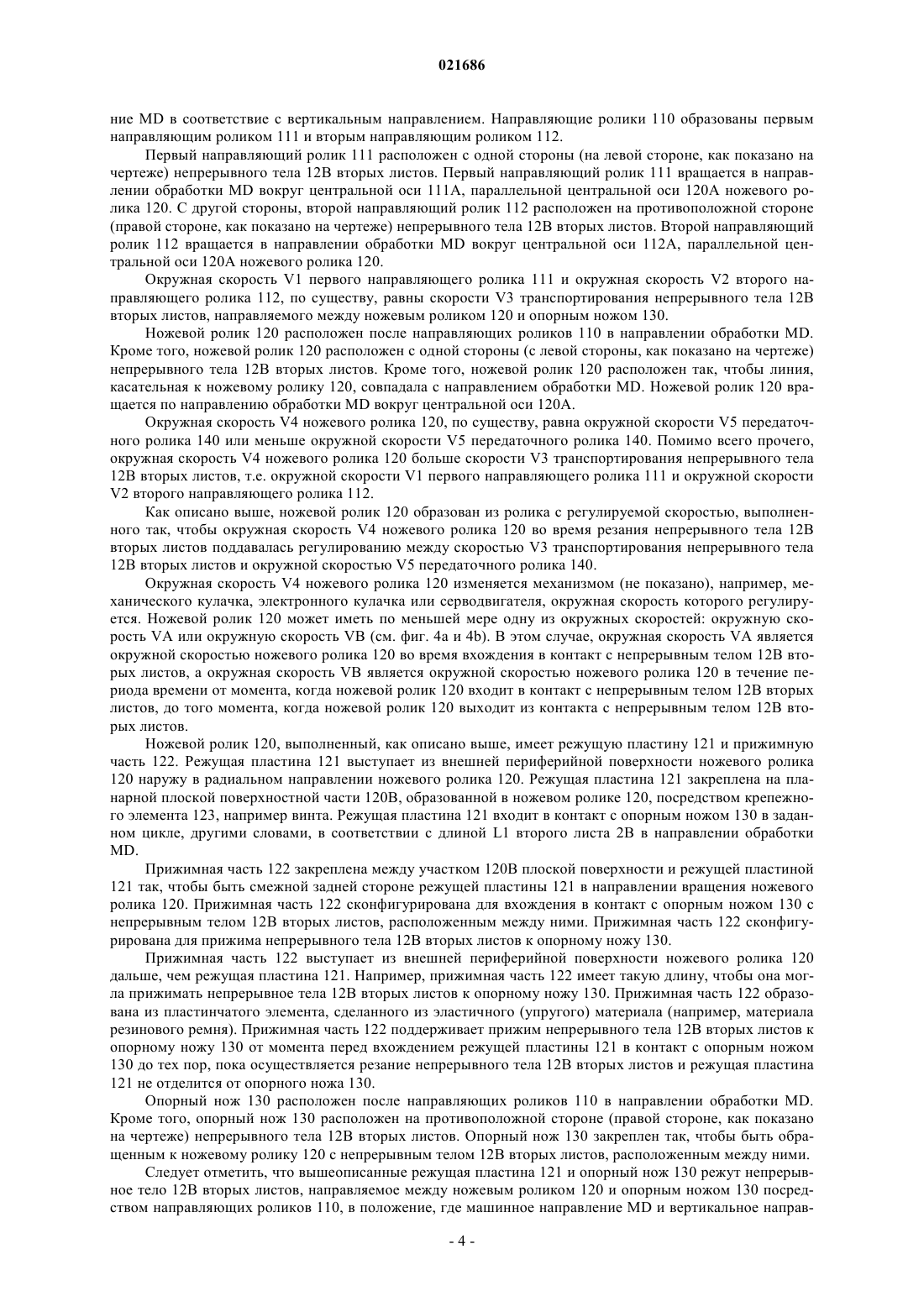
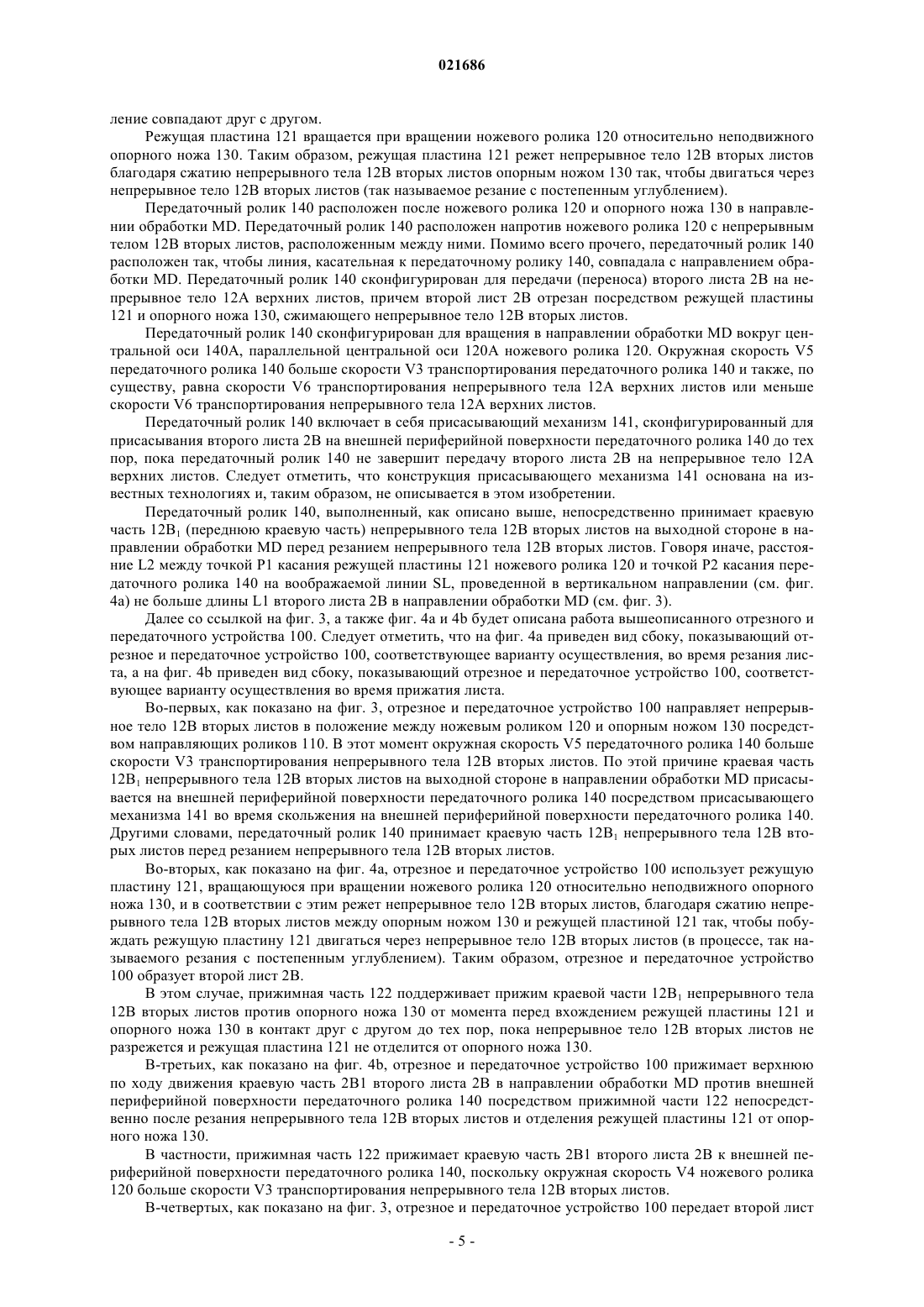
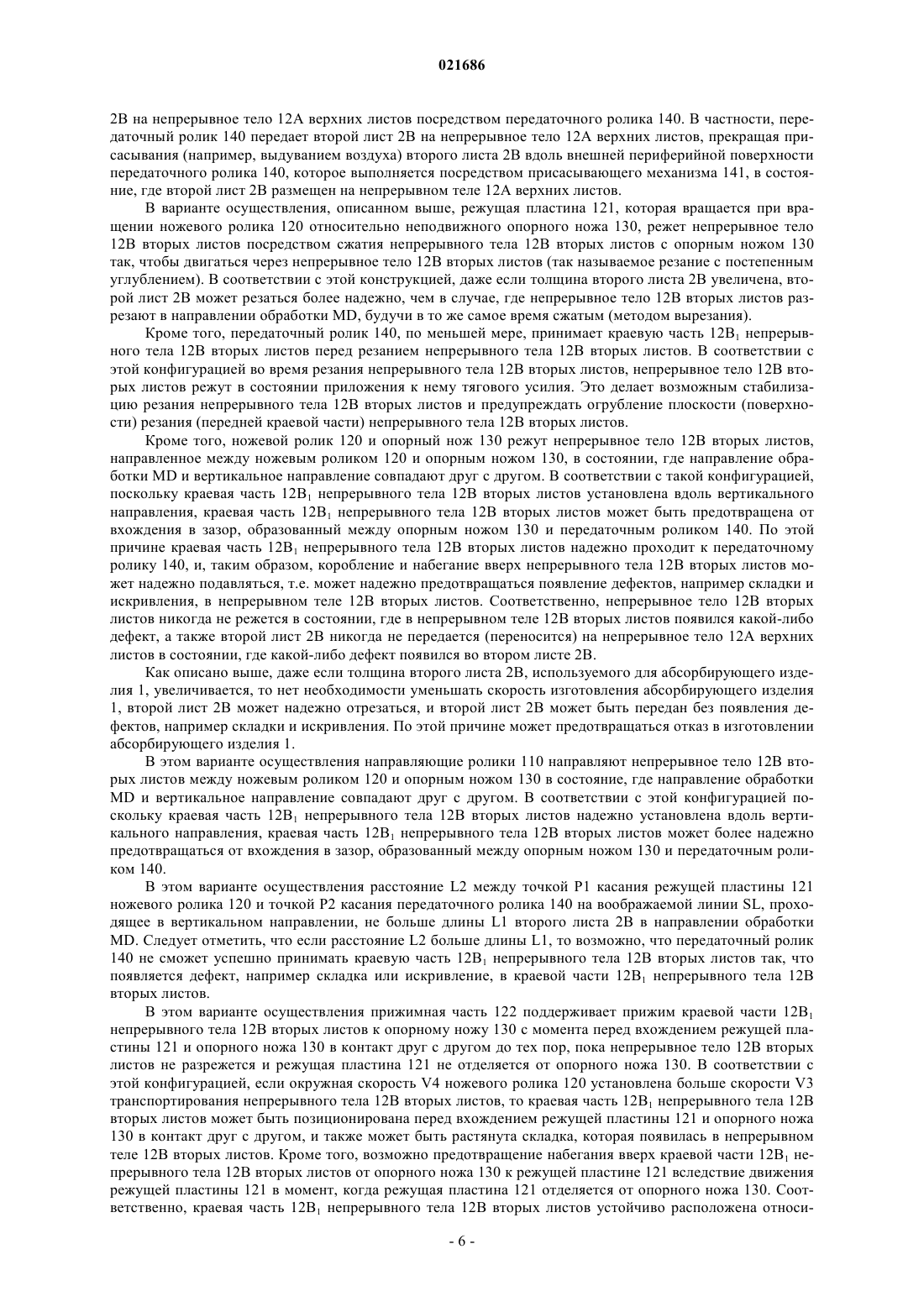
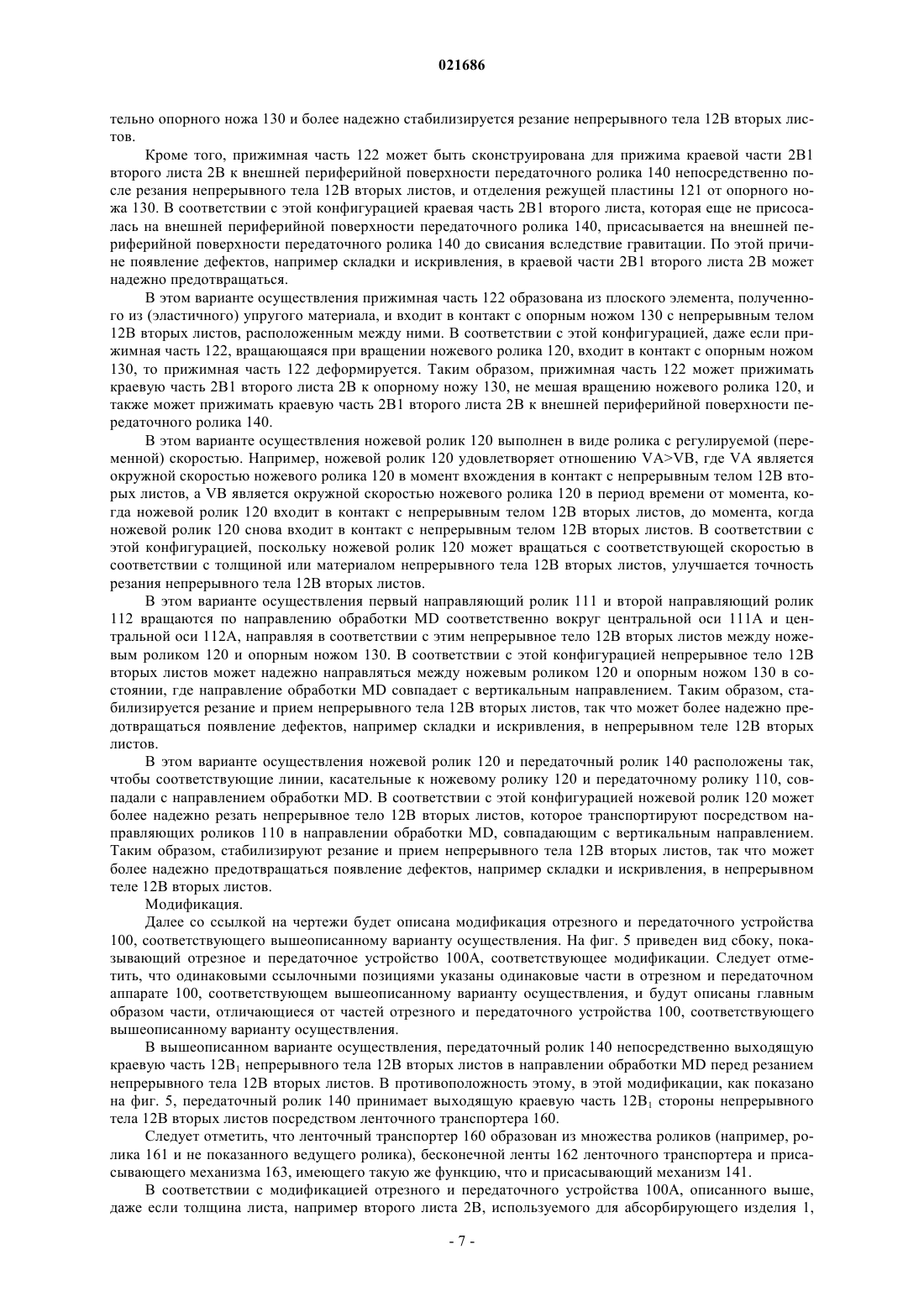
Отрезное и передаточное устройство 100 сконфигурировано для образования второго листа 2 В посредством резания непрерывного тела 12 В вторых листов и для передачи второго листа 2 В на непрерывное тело 12 А верхних листов. Отрезное и передаточное устройство 100 включает в себя ножевой ролик 120, имеющий режущую пластину 121; опорный нож 130 и передаточный ролик 140, сконфигурированный для передачи второго листа 2 В на непрерывное тело 12 А верхних листов. Передаточный ролик 140 принимает краевую часть 12 В 1 непрерывного тела 12 В вторых листов перед резанием. Режущая пластина 121 и опорный нож 130 режут непрерывное тело 12 В вторых листов в состоянии, где направление обработки MD совпадает с вертикальным направлением. Область техники, к которой относится изобретение Настоящее изобретение относится к отрезному и передаточному устройству, а также к способу отрезания и передачи, предназначенных для резания первого непрерывного тела вторых листов или подобного материала в поперечном направлении для образования полосовидного первого листа и для передачи первого листа, образованного таким образом, на второе непрерывное тело верхних листов или подобный материал. Предшествующий уровень техники Абсорбирующее изделие, например подгузник типа трусов одноразового использования, образован из множества листов, включающего в себя проницаемый для жидкости верхний лист или второй лист,который является проницаемым для жидкости, непроницаемый для жидкости водостойкий лист, тыльный лист; и абсорбер. В производственных технологических процессах получения таких абсорбирующих изделий отрезное и передаточное устройство используют для образования полосовидного листа посредством резания непрерывного тела листов, транспортируемого в основном горизонтально, и размещения(называемого "передачей") полосовидного листа, отрезанного таким образом, на другой лист (см., например, патентный документ 1). Отрезное и передаточное устройство включает в себя ножевой ролик, выполненный для вращения вдоль направления обработки; и передаточный ролик, который обращен к ножевому ролику с непрерывным телом вторых листов, транспортируемым, по существу, горизонтально, и выполненный для вращения вдоль направления обработки. Ножевой ролик имеет режущую пластину, выступающую из внешней периферийной поверхности ножевого ролика. Передаточный ролик имеет опору, выступающую из внешней периферийной поверхности передаточного ролика и сконфигурированную для вхождения в контакт с режущей пластиной. Ножевой ролик и передаточный ролик вращаются с окружными скоростями, которые, в основном,равны между собой и больше скорости транспортирования непрерывного тела вторых листов, транспортируемого в направлении обработки (MD) вдоль маршрута технологического процесса изготовления. При такой конфигурации, когда непрерывное тело вторых листов сжимается (сдавливается) между режущей пластиной ножевого ролика и опорой передаточного ролика, к непрерывному телу вторых листов прикладывается тяговое усилие в направлении обработки, и оно режется (вырезается) вдоль поперечного направления (CD), которое перпендикулярно направлению обработки. Полосовидный второй лист, соответственно образованный посредством резания, расположен на непрерывном теле верхних листов. При вырезании, если толщина непрерывного тела, подлежащего резанию, увеличивается, то, обычно, возникают проблемы огрубления плоскости (поверхности) резания и трудности обработки резанием. В связи с этим появилось требование к способу обработки резанием, который может обеспечивать надежную обработку резанием непрерывного тела, даже если толщина непрерывного тела увеличивается. В качестве способа обработки резанием непрерывного тела, транспортируемого, в основном, горизонтально, существует резание с постепенным углублением (наклонным лезвием) помимо вырезания. Резание с постепенным углублением выполняют следующим образом. Непрерывное тело подают между опорным (нижним) ножом и ножевым роликом (валиком). Опорный нож закреплен параллельно и вдоль всей ширины непрерывного тела в поперечном направлении, а ножевой ролик имеет режущую пластину, образованную во внешней периферийной поверхности ножевого ролика. В таком случае, режущая пластина прижимается к опорному ножу с непрерывным телом, расположенным между ними. Затем, режущая пластина вращается в направлении, пересекающем плоскость (поверхность) непрерывного тела для движения через непрерывное тело, разрезая, в соответствии с этим, непрерывное тело, находящееся между режущей пластиной и опорным ножом. Однако в отрезном и передаточном устройстве, описанном в патентной литературе 1, трудно использовать резание с постепенным углублением. При резании с постепенным углублением невозможно выполнять удерживание непрерывного тела непосредственно перед резанием непрерывного тела и непосредственно после резания, в отличие от вырезания, описанного в патентной литературе 1. По этой причине требуется механизм (например, передаточный ролик), который расположен после опорного ножа в направлении обработки и который выполнен для приема отрезанного полосовидного листа и передачи к стороне выхода, а также для приема передней краевой части непрерывного тела,имеющего плоскость (поверхность) резания. Однако, поскольку приемный механизм не может быть расположен на траектории режущей пластины вблизи опорного ножа, между опорным ножом и приемным механизмом, расположенным после опорного ножа, неизбежно образуется зазор. Механизм для транспортирования непрерывного тела, поддерживающий, в то же самое время, переднюю краевую часть непрерывного тела, не может быть расположен между опорным ножом и приемным механизмом. По этой причине транспортирование непрерывного тела неизбежно зависит от жесткости непрерывного тела до тех пор, пока передняя краевая часть непрерывного тела не принята приемным механизмом. Однако непрерывное тело вторых листов, используемое в патентной литературе 1, образовано из мягкого материала. По этой причине можно полагать, что коробление или наезжание (набегание) непрерывного тела, т.е. дефекты, например складка и искривление, вероятно, появляются прежде, чем перед-1 021686 няя краевая часть отрезанного непрерывного тела достигает приемного механизма. Документы-аналоги Патентные документы. Патентный документ 1. ПубликацияHei 10-218471 (с. 4-6, фиг. 1) японской патентной заявки. Сущность изобретения Отрезное и передаточное устройство, соответствующее первому аспекту, сконфигурированное для резания первого непрерывного тела первых листов для абсорбирующих изделий в поперечном направлении, перпендикулярном направлению обработки, вдоль маршрута технологического процесса изготовления абсорбирующих изделий с образованием посредством этого первого листа, и передачи первого листа, образованного таким образом, на второе непрерывное тело вторых листов для абсорбирующих изделий, отрезное и передаточное устройство включает в себя ножевой ролик, расположенный с одной стороны первого непрерывного тела и имеющий режущую пластину, выступающую из внешней периферийной поверхности ножевого ролика; опорный (нижний) нож, расположенный с другой стороны первого непрерывного тела и закрепленный так, что обращен к ножевому ролику с первым непрерывным телом, расположенным между ними; и передаточный механизм, расположенный после ножевого ролика и опорного ножа в направлении обработки и сконфигурированный для передачи (переноса) первого листа на второе непрерывное тело, причем первый лист отрезается посредством режущей пластины и опорного ножа, сжимающих первое непрерывное тело. Передаточный механизм, по меньшей мере, принимает краевую часть первого непрерывного тела на стороне выхода в направлении обработки перед резанием первого непрерывного тела. Режущая пластина и опорный нож режут первое непрерывное тело, направленное между режущей пластиной и опорным ножом, в состоянии, где направление обработки совпадает с вертикальным направлением. Краткое описание чертежей Фиг. 1 - вид в перспективе, показывающее абсорбирующее изделие 1, соответствующее варианту осуществления настоящего изобретения. Фиг. 2 - схематическое изображение для пояснения части способа изготовления элемента ластовицы, соответствующего варианту осуществления. Фиг. 3 - вид сбоку, показывающий отрезное и передаточное устройство 100, соответствующее варианту осуществления. Фиг. 4 а - вид сбоку, показывающий отрезное и передаточное устройство 100, соответствующее варианту осуществления, во время отрезания листа. Фиг. 4b - вид сбоку, показывающий отрезное и передаточное устройство 100, соответствующее варианту осуществления во время сжатия листа. Фиг. 5 - вид сбоку, показывающий отрезное и передаточное устройство 100 А, соответствующий модификации. Описание вариантов осуществления изобретения Ниже со ссылкой на чертежи будут описаны варианты осуществления отрезного и передаточного устройства и способа отрезания и передачи, соответствующие настоящему изобретению. Следует отметить, что в нижеследующем описании чертежей одинаковыми и аналогичными позициями указаны одинаковые и аналогичные элементы и части. Кроме того, необходимо отметить, что чертежи являются схематичными и соотношения размеров и т.п. отличаются от фактических значений. Таким образом, конкретные размеры и т.п. должны определяться при рассмотрении нижеследующего описания. Кроме того, чертежи включают в себя также части, имеющие разные размерные зависимости и пропорции. Сначала со ссылкой на чертежи будет описана конфигурация абсорбирующего изделия 1, образованного посредством использования отрезного и передаточного устройства, соответствующего варианту осуществления настоящего изобретения. На фиг. 1 приведен вид в перспективе, иллюстрирующий абсорбирующее изделие 1, соответствующий варианту осуществления настоящего изобретения. В этом варианте осуществления абсорбирующее изделие 1 является подгузником типа трусов одноразового использования. Как показано на фиг. 1, абсорбирующее изделие 1 образовано, в основном, из верхнего листа 2, тыльного листа 3 и абсорбера 4. Верхний лист 2 предусмотрен на крайней внутренней стороне абсорбирующего изделия 1, которая входит в контакт с кожей пользователя. Верхний лист 2 образован из верхнего листа 2 А, который входит в контакт с кожей пользователя, и второго листа 2 В, соединенного с верхним листом 2 А на стороне абсорбера 4. Следует отметить, что для верхнего листа 2 используют проницаемый для жидкости лист, например нетканый материал или перфорированную полимерную пленку или подобный материал. Тыльный лист 3 предусмотрен на крайней внешней стороне абсорбирующего изделия 1 (на стороне,которая наиболее удалена от кожи пользователя). Тыльный лист 3 образован из тыльного листа 3 А, который предусмотрен на внешней стороне абсорбирующего изделия 1, и водонепроницаемого листа 3 В,соединенного с тыльным листом 3 А на стороне абсорбера 4. Следует отметить, что для тыльного листа 3 А используют нетканый материал или подобный материал, а для водонепроницаемого листа 3 В используют непроницаемый для жидкости лист или подобный материал. Абсорбер 4 предусмотрен между верхним листом 2 (вторым листом 2 В) и тыльным листом 3 (водонепроницаемым листом 3 В) и поглощает экскременты пользователя. Абсорбер 4 получен из смеси измельченной древесной массы и сверхпоглощающих полимерных частиц или подобных материалов. Абсорбирующее изделие 1 образовано из поясных частей 10 (передней поясной части и задней поясной части) для пригонки к талии пользователя и области 20 ластовицы для пригонки к промежности пользователя. Следует отметить, что поясные части 10 соединены вместе посредством соединительных частей 30 на частях боковых сторон талии пользователя. Абсорбирующее изделие 1 предусмотрено с несколькими участками 40 отверстий (участок поясного отверстия и участки отверстий для охвата ног). Манжета 50 со сборками, образованная с использованием резинового шнура, предусмотрена на периферийном крае каждой из нескольких участков 40 отверстий. Далее со ссылкой на чертежи будет описан способ отрезания и передачи, соответствующий варианту осуществления настоящего изобретения. На фиг. 2 приведено схематическое изображение для пояснения части способа получения элемента ластовицы, соответствующей варианту осуществления. Следует отметить, что способ отрезания и передачи, соответствующий этому варианту осуществления, будет описан, взяв в качестве примера способ получения элемента ластовицы для изготовления элемента 20 А ластовицы, которая выполняется в вышеописанной области 20 ластовицы. Как показано на фиг. 2, способ изготовления элемента ластовицы предусматривает, по меньшей мере, этап S10 передачи второго листа, этап S20 передачи абсорбера, этап S30 передачи водонепроницаемого листа и этап S40 передачи тыльного листа. На этапе S10 передачи второго листа непрерывное тело 12 В вторых листов, в котором вторые листы 2 В непрерывно соединены друг с другом (см. фиг. 3), режут посредством отрезного и передаточного устройства 100, который будет описан позднее, вдоль поперечного направления CD, перпендикулярного направлению обработки MD, проходящему вдоль маршрута технологического процесса изготовления абсорбирующего изделия 1. Таким образом, образуется полосовидный второй лист 2 В, используемый для отдельного абсорбирующего изделия 1. Кроме того, второй лист 2 В, образованный посредством отрезного и передаточного устройства 100, передается с заданными интервалами на непрерывное тело 12 А верхних листов, в котором верхние листы 2 А непрерывно соединены друг с другом. На этапе S20 передачи абсорбера абсорбер 4, образованный из смеси измельченной древесной массы и сверхпоглощающих полимерных частиц или подобных материалов, передают (переносят) с заданными интервалами на непрерывное тело 12 А со вторым листом 2 В, уложенным на нем. На этапе S30 передачи водонепроницаемого листа непрерывное тело 13 В водонепроницаемых листов, в котором водонепроницаемые листы 3 В непрерывно соединены друг с другом, режут вдоль поперечного направления CD посредством отрезного и передаточного устройства 100, который будет описан позднее. Таким образом, образуют полосовидный водонепроницаемый лист 3 В, используемый для отдельного абсорбирующего изделия 1. Кроме того, водонепроницаемый лист 3 В, образованный посредством отрезного и передаточного устройства 100, передают с заданными интервалами на непрерывное тело 13 А тыльных листов, в котором тыльные листы 3 А непрерывно соединены друг с другом. На этапе S40 передачи тыльного листа непрерывное тело 13 А тыльных листов с водонепроницаемым листом 3 В, уложенным на нем, режут вдоль поперечного направления CD для образования тыльного листа 3. Затем, тыльный лист 3 передают с заданными интервалами на непрерывное тело 12 А верхних листов со вторым листом 2 В и абсорбером 4, уложенными на нем. После этого, непрерывное тело 12 А верхних листов со вторым листом 2 В, тыльным листом 3 и абсорбером 4, уложенными на нем, режут вдоль поперечного направления CD для образования вышеописанного элемента 20 А ластовицы. Элемент 20 А ластовицы, образованный с помощью вышеописанного способа получения элемента ластовицы, соединяют между парой поясных элементов, соответствующих поясным частям 10, так что получается вышеописанное абсорбирующее изделие 1. Далее со ссылкой на чертежи будет описана конструкция отрезного и передаточного устройства 100, соответствующего варианту осуществления. На фиг. 3 приведен вид сбоку (вид в направлении оси ролика), показывающий отрезное и передаточное устройство 100, соответствующий этому варианту осуществления. Следует отметить, что это описание будет сделано, взяв в качестве примера случай, где отрезное и передаточное устройство 100 используют на этапе S10 передачи второго листа, несмотря на то, что отрезное и передаточное устройство 100 используют на этапе S20 передачи абсорбера и этапе S30 передачи водонепроницаемого элемента, как описано выше. Как показано на фиг. 3, отрезное и передаточное устройство 100 образует полосовидный второй лист 2 В путем резания непрерывного тела 2 В вторых листов вдоль поперечного направления CD, и передает второй лист 2 В, образованный таким образом, на непрерывное тело 12 А верхних листов. Отрезное и передаточное устройство 100 включает в себя направляющие ролики 110 (направляющий механизм),ножевой ролик 120, опорный (нижний) нож 130 и передаточный ролик 140 (передаточный механизм). Направляющие ролики 110 расположены перед ножевым роликом 120 и опорным ножом 130 в направлении обработки MD. Направляющие ролики 110 направляют непрерывное тело 12 В вторых листов между ножевым роликом 120 и опорным ножом 130, приводя в то же самое время машинное направле-3 021686 ние MD в соответствие с вертикальным направлением. Направляющие ролики 110 образованы первым направляющим роликом 111 и вторым направляющим роликом 112. Первый направляющий ролик 111 расположен с одной стороны (на левой стороне, как показано на чертеже) непрерывного тела 12 В вторых листов. Первый направляющий ролик 111 вращается в направлении обработки MD вокруг центральной оси 111 А, параллельной центральной оси 120 А ножевого ролика 120. С другой стороны, второй направляющий ролик 112 расположен на противоположной стороне(правой стороне, как показано на чертеже) непрерывного тела 12 В вторых листов. Второй направляющий ролик 112 вращается в направлении обработки MD вокруг центральной оси 112 А, параллельной центральной оси 120 А ножевого ролика 120. Окружная скорость V1 первого направляющего ролика 111 и окружная скорость V2 второго направляющего ролика 112, по существу, равны скорости V3 транспортирования непрерывного тела 12 В вторых листов, направляемого между ножевым роликом 120 и опорным ножом 130. Ножевой ролик 120 расположен после направляющих роликов 110 в направлении обработки MD. Кроме того, ножевой ролик 120 расположен с одной стороны (с левой стороны, как показано на чертеже) непрерывного тела 12 В вторых листов. Кроме того, ножевой ролик 120 расположен так, чтобы линия,касательная к ножевому ролику 120, совпадала с направлением обработки MD. Ножевой ролик 120 вращается по направлению обработки MD вокруг центральной оси 120 А. Окружная скорость V4 ножевого ролика 120, по существу, равна окружной скорости V5 передаточного ролика 140 или меньше окружной скорости V5 передаточного ролика 140. Помимо всего прочего,окружная скорость V4 ножевого ролика 120 больше скорости V3 транспортирования непрерывного тела 12 В вторых листов, т.е. окружной скорости V1 первого направляющего ролика 111 и окружной скоростиV2 второго направляющего ролика 112. Как описано выше, ножевой ролик 120 образован из ролика с регулируемой скоростью, выполненного так, чтобы окружная скорость V4 ножевого ролика 120 во время резания непрерывного тела 12 В вторых листов поддавалась регулированию между скоростью V3 транспортирования непрерывного тела 12 В вторых листов и окружной скоростью V5 передаточного ролика 140. Окружная скорость V4 ножевого ролика 120 изменяется механизмом (не показано), например, механического кулачка, электронного кулачка или серводвигателя, окружная скорость которого регулируется. Ножевой ролик 120 может иметь по меньшей мере одну из окружных скоростей: окружную скорость VA или окружную скорость VB (см. фиг. 4 а и 4b). В этом случае, окружная скорость VA является окружной скоростью ножевого ролика 120 во время вхождения в контакт с непрерывным телом 12 В вторых листов, а окружная скорость VB является окружной скоростью ножевого ролика 120 в течение периода времени от момента, когда ножевой ролик 120 входит в контакт с непрерывным телом 12 В вторых листов, до того момента, когда ножевой ролик 120 выходит из контакта с непрерывным телом 12 В вторых листов. Ножевой ролик 120, выполненный, как описано выше, имеет режущую пластину 121 и прижимную часть 122. Режущая пластина 121 выступает из внешней периферийной поверхности ножевого ролика 120 наружу в радиальном направлении ножевого ролика 120. Режущая пластина 121 закреплена на планарной плоской поверхностной части 120 В, образованной в ножевом ролике 120, посредством крепежного элемента 123, например винта. Режущая пластина 121 входит в контакт с опорным ножом 130 в заданном цикле, другими словами, в соответствии с длиной L1 второго листа 2 В в направлении обработкиMD. Прижимная часть 122 закреплена между участком 120 В плоской поверхности и режущей пластиной 121 так, чтобы быть смежной задней стороне режущей пластины 121 в направлении вращения ножевого ролика 120. Прижимная часть 122 сконфигурирована для вхождения в контакт с опорным ножом 130 с непрерывным телом 12 В вторых листов, расположенным между ними. Прижимная часть 122 сконфигурирована для прижима непрерывного тела 12 В вторых листов к опорному ножу 130. Прижимная часть 122 выступает из внешней периферийной поверхности ножевого ролика 120 дальше, чем режущая пластина 121. Например, прижимная часть 122 имеет такую длину, чтобы она могла прижимать непрерывное тела 12 В вторых листов к опорному ножу 130. Прижимная часть 122 образована из пластинчатого элемента, сделанного из эластичного (упругого) материала (например, материала резинового ремня). Прижимная часть 122 поддерживает прижим непрерывного тела 12 В вторых листов к опорному ножу 130 от момента перед вхождением режущей пластины 121 в контакт с опорным ножом 130 до тех пор, пока осуществляется резание непрерывного тела 12 В вторых листов и режущая пластина 121 не отделится от опорного ножа 130. Опорный нож 130 расположен после направляющих роликов 110 в направлении обработки MD. Кроме того, опорный нож 130 расположен на противоположной стороне (правой стороне, как показано на чертеже) непрерывного тела 12 В вторых листов. Опорный нож 130 закреплен так, чтобы быть обращенным к ножевому ролику 120 с непрерывным телом 12 В вторых листов, расположенным между ними. Следует отметить, что вышеописанные режущая пластина 121 и опорный нож 130 режут непрерывное тело 12 В вторых листов, направляемое между ножевым роликом 120 и опорным ножом 130 посредством направляющих роликов 110, в положение, где машинное направление MD и вертикальное направ-4 021686 ление совпадают друг с другом. Режущая пластина 121 вращается при вращении ножевого ролика 120 относительно неподвижного опорного ножа 130. Таким образом, режущая пластина 121 режет непрерывное тело 12 В вторых листов благодаря сжатию непрерывного тела 12 В вторых листов опорным ножом 130 так, чтобы двигаться через непрерывное тело 12 В вторых листов (так называемое резание с постепенным углублением). Передаточный ролик 140 расположен после ножевого ролика 120 и опорного ножа 130 в направлении обработки MD. Передаточный ролик 140 расположен напротив ножевого ролика 120 с непрерывным телом 12 В вторых листов, расположенным между ними. Помимо всего прочего, передаточный ролик 140 расположен так, чтобы линия, касательная к передаточному ролику 140, совпадала с направлением обработки MD. Передаточный ролик 140 сконфигурирован для передачи (переноса) второго листа 2 В на непрерывное тело 12 А верхних листов, причем второй лист 2 В отрезан посредством режущей пластины 121 и опорного ножа 130, сжимающего непрерывное тело 12 В вторых листов. Передаточный ролик 140 сконфигурирован для вращения в направлении обработки MD вокруг центральной оси 140 А, параллельной центральной оси 120 А ножевого ролика 120. Окружная скорость V5 передаточного ролика 140 больше скорости V3 транспортирования передаточного ролика 140 и также, по существу, равна скорости V6 транспортирования непрерывного тела 12 А верхних листов или меньше скорости V6 транспортирования непрерывного тела 12 А верхних листов. Передаточный ролик 140 включает в себя присасывающий механизм 141, сконфигурированный для присасывания второго листа 2 В на внешней периферийной поверхности передаточного ролика 140 до тех пор, пока передаточный ролик 140 не завершит передачу второго листа 2 В на непрерывное тело 12 А верхних листов. Следует отметить, что конструкция присасывающего механизма 141 основана на известных технологиях и, таким образом, не описывается в этом изобретении. Передаточный ролик 140, выполненный, как описано выше, непосредственно принимает краевую часть 12 В 1 (переднюю краевую часть) непрерывного тела 12 В вторых листов на выходной стороне в направлении обработки MD перед резанием непрерывного тела 12 В вторых листов. Говоря иначе, расстояние L2 между точкой Р 1 касания режущей пластины 121 ножевого ролика 120 и точкой Р 2 касания передаточного ролика 140 на воображаемой линии SL, проведенной в вертикальном направлении (см. фиг. 4 а) не больше длины L1 второго листа 2 В в направлении обработки MD (см. фиг. 3). Далее со ссылкой на фиг. 3, а также фиг. 4 а и 4b будет описана работа вышеописанного отрезного и передаточного устройства 100. Следует отметить, что на фиг. 4 а приведен вид сбоку, показывающий отрезное и передаточное устройство 100, соответствующее варианту осуществления, во время резания листа, а на фиг. 4b приведен вид сбоку, показывающий отрезное и передаточное устройство 100, соответствующее варианту осуществления во время прижатия листа. Во-первых, как показано на фиг. 3, отрезное и передаточное устройство 100 направляет непрерывное тело 12 В вторых листов в положение между ножевым роликом 120 и опорным ножом 130 посредством направляющих роликов 110. В этот момент окружная скорость V5 передаточного ролика 140 больше скорости V3 транспортирования непрерывного тела 12 В вторых листов. По этой причине краевая часть 12 В 1 непрерывного тела 12 В вторых листов на выходной стороне в направлении обработки MD присасывается на внешней периферийной поверхности передаточного ролика 140 посредством присасывающего механизма 141 во время скольжения на внешней периферийной поверхности передаточного ролика 140. Другими словами, передаточный ролик 140 принимает краевую часть 12 В 1 непрерывного тела 12 В вторых листов перед резанием непрерывного тела 12 В вторых листов. Во-вторых, как показано на фиг. 4 а, отрезное и передаточное устройство 100 использует режущую пластину 121, вращающуюся при вращении ножевого ролика 120 относительно неподвижного опорного ножа 130, и в соответствии с этим режет непрерывное тело 12 В вторых листов, благодаря сжатию непрерывного тела 12 В вторых листов между опорным ножом 130 и режущей пластиной 121 так, чтобы побуждать режущую пластину 121 двигаться через непрерывное тело 12 В вторых листов (в процессе, так называемого резания с постепенным углублением). Таким образом, отрезное и передаточное устройство 100 образует второй лист 2 В. В этом случае, прижимная часть 122 поддерживает прижим краевой части 12 В 1 непрерывного тела 12 В вторых листов против опорного ножа 130 от момента перед вхождением режущей пластины 121 и опорного ножа 130 в контакт друг с другом до тех пор, пока непрерывное тело 12 В вторых листов не разрежется и режущая пластина 121 не отделится от опорного ножа 130. В-третьих, как показано на фиг. 4b, отрезное и передаточное устройство 100 прижимает верхнюю по ходу движения краевую часть 2 В 1 второго листа 2 В в направлении обработки MD против внешней периферийной поверхности передаточного ролика 140 посредством прижимной части 122 непосредственно после резания непрерывного тела 12 В вторых листов и отделения режущей пластины 121 от опорного ножа 130. В частности, прижимная часть 122 прижимает краевую часть 2 В 1 второго листа 2 В к внешней периферийной поверхности передаточного ролика 140, поскольку окружная скорость V4 ножевого ролика 120 больше скорости V3 транспортирования непрерывного тела 12 В вторых листов. В-четвертых, как показано на фиг. 3, отрезное и передаточное устройство 100 передает второй лист 2 В на непрерывное тело 12 А верхних листов посредством передаточного ролика 140. В частности, передаточный ролик 140 передает второй лист 2 В на непрерывное тело 12 А верхних листов, прекращая присасывания (например, выдуванием воздуха) второго листа 2 В вдоль внешней периферийной поверхности передаточного ролика 140, которое выполняется посредством присасывающего механизма 141, в состояние, где второй лист 2 В размещен на непрерывном теле 12 А верхних листов. В варианте осуществления, описанном выше, режущая пластина 121, которая вращается при вращении ножевого ролика 120 относительно неподвижного опорного ножа 130, режет непрерывное тело 12 В вторых листов посредством сжатия непрерывного тела 12 В вторых листов с опорным ножом 130 так, чтобы двигаться через непрерывное тело 12 В вторых листов (так называемое резание с постепенным углублением). В соответствии с этой конструкцией, даже если толщина второго листа 2 В увеличена, второй лист 2 В может резаться более надежно, чем в случае, где непрерывное тело 12 В вторых листов разрезают в направлении обработки MD, будучи в то же самое время сжатым (методом вырезания). Кроме того, передаточный ролик 140, по меньшей мере, принимает краевую часть 12 В 1 непрерывного тела 12 В вторых листов перед резанием непрерывного тела 12 В вторых листов. В соответствии с этой конфигурацией во время резания непрерывного тела 12 В вторых листов, непрерывное тело 12 В вторых листов режут в состоянии приложения к нему тягового усилия. Это делает возможным стабилизацию резания непрерывного тела 12 В вторых листов и предупреждать огрубление плоскости (поверхности) резания (передней краевой части) непрерывного тела 12 В вторых листов. Кроме того, ножевой ролик 120 и опорный нож 130 режут непрерывное тело 12 В вторых листов,направленное между ножевым роликом 120 и опорным ножом 130, в состоянии, где направление обработки MD и вертикальное направление совпадают друг с другом. В соответствии с такой конфигурацией,поскольку краевая часть 12 В 1 непрерывного тела 12 В вторых листов установлена вдоль вертикального направления, краевая часть 12 В 1 непрерывного тела 12 В вторых листов может быть предотвращена от вхождения в зазор, образованный между опорным ножом 130 и передаточным роликом 140. По этой причине краевая часть 12 В 1 непрерывного тела 12 В вторых листов надежно проходит к передаточному ролику 140, и, таким образом, коробление и набегание вверх непрерывного тела 12 В вторых листов может надежно подавляться, т.е. может надежно предотвращаться появление дефектов, например складки и искривления, в непрерывном теле 12 В вторых листов. Соответственно, непрерывное тело 12 В вторых листов никогда не режется в состоянии, где в непрерывном теле 12 В вторых листов появился какой-либо дефект, а также второй лист 2 В никогда не передается (переносится) на непрерывное тело 12 А верхних листов в состоянии, где какой-либо дефект появился во втором листе 2 В. Как описано выше, даже если толщина второго листа 2 В, используемого для абсорбирующего изделия 1, увеличивается, то нет необходимости уменьшать скорость изготовления абсорбирующего изделия 1, второй лист 2 В может надежно отрезаться, и второй лист 2 В может быть передан без появления дефектов, например складки и искривления. По этой причине может предотвращаться отказ в изготовлении абсорбирующего изделия 1. В этом варианте осуществления направляющие ролики 110 направляют непрерывное тело 12 В вторых листов между ножевым роликом 120 и опорным ножом 130 в состояние, где направление обработкиMD и вертикальное направление совпадают друг с другом. В соответствии с этой конфигурацией поскольку краевая часть 12 В 1 непрерывного тела 12 В вторых листов надежно установлена вдоль вертикального направления, краевая часть 12 В 1 непрерывного тела 12 В вторых листов может более надежно предотвращаться от вхождения в зазор, образованный между опорным ножом 130 и передаточным роликом 140. В этом варианте осуществления расстояние L2 между точкой Р 1 касания режущей пластины 121 ножевого ролика 120 и точкой Р 2 касания передаточного ролика 140 на воображаемой линии SL, проходящее в вертикальном направлении, не больше длины L1 второго листа 2 В в направлении обработкиMD. Следует отметить, что если расстояние L2 больше длины L1, то возможно, что передаточный ролик 140 не сможет успешно принимать краевую часть 12 В 1 непрерывного тела 12 В вторых листов так, что появляется дефект, например складка или искривление, в краевой части 12 В 1 непрерывного тела 12 В вторых листов. В этом варианте осуществления прижимная часть 122 поддерживает прижим краевой части 12 В 1 непрерывного тела 12 В вторых листов к опорному ножу 130 с момента перед вхождением режущей пластины 121 и опорного ножа 130 в контакт друг с другом до тех пор, пока непрерывное тело 12 В вторых листов не разрежется и режущая пластина 121 не отделяется от опорного ножа 130. В соответствии с этой конфигурацией, если окружная скорость V4 ножевого ролика 120 установлена больше скорости V3 транспортирования непрерывного тела 12 В вторых листов, то краевая часть 12 В 1 непрерывного тела 12 В вторых листов может быть позиционирована перед вхождением режущей пластины 121 и опорного ножа 130 в контакт друг с другом, и также может быть растянута складка, которая появилась в непрерывном теле 12 В вторых листов. Кроме того, возможно предотвращение набегания вверх краевой части 12 В 1 непрерывного тела 12 В вторых листов от опорного ножа 130 к режущей пластине 121 вследствие движения режущей пластины 121 в момент, когда режущая пластина 121 отделяется от опорного ножа 130. Соответственно, краевая часть 12 В 1 непрерывного тела 12 В вторых листов устойчиво расположена относи-6 021686 тельно опорного ножа 130 и более надежно стабилизируется резание непрерывного тела 12 В вторых листов. Кроме того, прижимная часть 122 может быть сконструирована для прижима краевой части 2 В 1 второго листа 2 В к внешней периферийной поверхности передаточного ролика 140 непосредственно после резания непрерывного тела 12 В вторых листов, и отделения режущей пластины 121 от опорного ножа 130. В соответствии с этой конфигурацией краевая часть 2 В 1 второго листа, которая еще не присосалась на внешней периферийной поверхности передаточного ролика 140, присасывается на внешней периферийной поверхности передаточного ролика 140 до свисания вследствие гравитации. По этой причине появление дефектов, например складки и искривления, в краевой части 2 В 1 второго листа 2 В может надежно предотвращаться. В этом варианте осуществления прижимная часть 122 образована из плоского элемента, полученного из (эластичного) упругого материала, и входит в контакт с опорным ножом 130 с непрерывным телом 12 В вторых листов, расположенным между ними. В соответствии с этой конфигурацией, даже если прижимная часть 122, вращающаяся при вращении ножевого ролика 120, входит в контакт с опорным ножом 130, то прижимная часть 122 деформируется. Таким образом, прижимная часть 122 может прижимать краевую часть 2 В 1 второго листа 2 В к опорному ножу 130, не мешая вращению ножевого ролика 120, и также может прижимать краевую часть 2 В 1 второго листа 2 В к внешней периферийной поверхности передаточного ролика 140. В этом варианте осуществления ножевой ролик 120 выполнен в виде ролика с регулируемой (переменной) скоростью. Например, ножевой ролик 120 удовлетворяет отношению VAVB, где VA является окружной скоростью ножевого ролика 120 в момент вхождения в контакт с непрерывным телом 12 В вторых листов, a VB является окружной скоростью ножевого ролика 120 в период времени от момента, когда ножевой ролик 120 входит в контакт с непрерывным телом 12 В вторых листов, до момента, когда ножевой ролик 120 снова входит в контакт с непрерывным телом 12 В вторых листов. В соответствии с этой конфигурацией, поскольку ножевой ролик 120 может вращаться с соответствующей скоростью в соответствии с толщиной или материалом непрерывного тела 12 В вторых листов, улучшается точность резания непрерывного тела 12 В вторых листов. В этом варианте осуществления первый направляющий ролик 111 и второй направляющий ролик 112 вращаются по направлению обработки MD соответственно вокруг центральной оси 111 А и центральной оси 112 А, направляя в соответствии с этим непрерывное тело 12 В вторых листов между ножевым роликом 120 и опорным ножом 130. В соответствии с этой конфигурацией непрерывное тело 12 В вторых листов может надежно направляться между ножевым роликом 120 и опорным ножом 130 в состоянии, где направление обработки MD совпадает с вертикальным направлением. Таким образом, стабилизируется резание и прием непрерывного тела 12 В вторых листов, так что может более надежно предотвращаться появление дефектов, например складки и искривления, в непрерывном теле 12 В вторых листов. В этом варианте осуществления ножевой ролик 120 и передаточный ролик 140 расположены так,чтобы соответствующие линии, касательные к ножевому ролику 120 и передаточному ролику 110, совпадали с направлением обработки MD. В соответствии с этой конфигурацией ножевой ролик 120 может более надежно резать непрерывное тело 12 В вторых листов, которое транспортируют посредством направляющих роликов 110 в направлении обработки MD, совпадающим с вертикальным направлением. Таким образом, стабилизируют резание и прием непрерывного тела 12 В вторых листов, так что может более надежно предотвращаться появление дефектов, например складки и искривления, в непрерывном теле 12 В вторых листов. Модификация. Далее со ссылкой на чертежи будет описана модификация отрезного и передаточного устройства 100, соответствующего вышеописанному варианту осуществления. На фиг. 5 приведен вид сбоку, показывающий отрезное и передаточное устройство 100 А, соответствующее модификации. Следует отметить, что одинаковыми ссылочными позициями указаны одинаковые части в отрезном и передаточном аппарате 100, соответствующем вышеописанному варианту осуществления, и будут описаны главным образом части, отличающиеся от частей отрезного и передаточного устройства 100, соответствующего вышеописанному варианту осуществления. В вышеописанном варианте осуществления, передаточный ролик 140 непосредственно выходящую краевую часть 12 В 1 непрерывного тела 12 В вторых листов в направлении обработки MD перед резанием непрерывного тела 12 В вторых листов. В противоположность этому, в этой модификации, как показано на фиг. 5, передаточный ролик 140 принимает выходящую краевую часть 12 В 1 стороны непрерывного тела 12 В вторых листов посредством ленточного транспортера 160. Следует отметить, что ленточный транспортер 160 образован из множества роликов (например, ролика 161 и не показанного ведущего ролика), бесконечной ленты 162 ленточного транспортера и присасывающего механизма 163, имеющего такую же функцию, что и присасывающий механизм 141. В соответствии с модификацией отрезного и передаточного устройства 100 А, описанного выше,даже если толщина листа, например второго листа 2 В, используемого для абсорбирующего изделия 1,-7 021686 увеличена, отказ в производстве абсорбирующего изделия 1 вследствие дефектов, например складки и искривления, появляющихся в листе, может предотвращаться так же, как это происходит при функционировании и эффектах, описанных в варианте осуществления. В частности, если диаметр передаточного ролика 140 большой или если длина L1 второго листа 2 В в направлении обработки MD велика, то наличие ленточного транспортера 160 делает возможным предотвращение отказа в производстве абсорбирующего изделия 1 вследствие дефектов, например складки и искривления, появляющихся во втором листе 2 В. Другие варианты осуществления Как описано выше, детали настоящего изобретения были описаны при использовании вариантов осуществления настоящего изобретения. Однако не следует понимать, что это описание и чертежи, которые образуют неотъемлемую часть этого описания, ограничивают настоящее изобретение. Квалифицированным специалистам в этой области техники из этого описания станут очевидными различные альтернативные варианты осуществления, примеры и технологические приемы. Например, вариант осуществления настоящего изобретения может быть модифицирован, как описано ниже. В частности, хотя абсорбирующее изделие 1 было описано как подгузник типа трусов одноразового использования, абсорбирующее изделие 1 не ограничено подгузником типа трусов одноразового использования и может быть подгузником открытого типа или гигиенической салфеткой. Следует отметить, что нет необходимости говорить о том, что конфигурация абсорбирующего изделия 1 не ограничена тем, что описано в варианте осуществления и может быть установлена в соответствии с задачей. Кроме того, хотя отрезное и передаточное устройство 100 было описано как устройство, используемое на этапе S10 передачи второго листа, отрезное и передаточное устройство 100 не ограничено этим случаем и может быть использовано на этапе S30 передачи водонепроницаемого листа, и, конечно,может быть использовано на любом другом этапе получения абсорбирующего изделия 1. Кроме того, конфигурации и формы направляющих роликов 110, ножевого ролика 120, опорного ролика 130, передаточного ролика 140 не ограничены описанными в этом варианте осуществления и могут быть установлены в соответствии с задачей. Например, в качестве передаточного механизма не обязательно использовать передаточный ролик 140, а можно использовать передаточный ленточный транспортер, способный принимать второй лист 2 В и переносить второй лист 2 В на непрерывное тело 12 А верхних листов вместо передаточного ролика 140. Кроме того, в качестве направляющего механизма не обязательно использовать направляющие ролики 110, а можно использовать любую конструкцию (например, ленточный транспортер), другую, чем ролики, пока эта конструкция способна направлять непрерывное тело 12 В вторых листов между ножевым роликом 120 и опорным ножом 130 в состояние, где направление обработки MD совпадает с вертикальным направлением. Кроме того, прижимная часть 122 не обязательно должна быть образована из эластичного (упругого) материала, и требуется только такая конфигурация, которая способна прижимать краевую часть 2 В 1 второго листа 2 В к внешней периферийной поверхности передаточного ролика 140. Кроме того, ножевой ролик 120 не обязательно должен иметь прижимную часть 122, для ножевого ролика 120 достаточно не иметь прижимной части 122. Как описано выше, настоящее изобретение, естественно, включает в себя различные варианты осуществления, которые не описаны в этом изобретении. Соответственно, технический объем настоящего изобретения должен быть определен только техническим объемом формулы изобретения, соответствующей описанию. Следует отметить, что все содержание японской патентной заявки 2009-180197 (поданной 31 июля 2009 г.) включено в это изобретение в качестве ссылки. Промышленная применимость Аспект настоящего изобретения может обеспечивать получение отрезного и передаточного устройства и способ резания и передачи, способные обеспечивать надежное резание листа, например второго листа, используемого для абсорбирующего изделия, даже если толщина листа увеличивается, и способные обеспечивать передачу листа при отсутствии появления дефектов, например складки и искривления. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ резания и передачи первого полотна первых листов для абсорбирующих изделий в поперечном направлении, перпендикулярном направлению подачи, вдоль маршрута технологического процесса изготовления абсорбирующих изделий с образованием первого листа, и передачи образованного таким образом первого листа на второе полотно вторых листов для абсорбирующих изделий, в котором образуют первый лист посредством режущей пластины (121) и опорного ножа (130), сжимающих и режущих первое полотно (12 В), причем режущая пластина выступает из внешней периферийной поверхности ножевого ролика (120), расположенного с одной стороны первого полотна, а опорный нож расположен с другой стороны первого полотна; передают первый лист на второе полотно (12 А) посредством передаточного механизма, располо-8 021686 женного после ножевого ролика и опорного ножа в направлении подачи,в котором перед резанием первого полотна передаточный механизм принимает краевую часть (12 В 1) первого полотна на выходной стороне в направлении подачи; режут первое полотно между режущей пластиной и опорным ножом в состоянии, в котором направление подачи совпадает с вертикальным направлением, при этом прижимают первое полотно к ножевой опоре прижимной частью (122) ножевого ролика; прижимают первый лист к передаточному механизму прижимной частью ножевого ролика после резки первого полотна. 2. Отрезное и передаточное устройство для осуществления способа по п.1, содержащее ножевой ролик (120), расположенный с одной стороны пути для первого полотна (12 В), имеющий режущую пластину (121), выступающую из внешней периферийной поверхности ножевого ролика (120); опорный нож (130), расположенный с другой стороны пути для первого полотна (12 В) и закрепленный так, что обращен к ножевому ролику с первым полотном, расположенным между ними; передаточный механизм (140), расположенный после ножевого ролика и опорного ножа в направлении подачи и выполненный для передачи первого листа на второе полотно (12 А),в котором режущая пластина (121) выполнена для резки первого полотна посредством сжатия первого полотна с помощью опорного ножа для получения первого листа; передаточный механизм выполнен так, чтобы, по меньшей мере, принимать краевую часть (12B1) первого полотна на стороне выхода в направлении подачи перед резанием первого полотна; режущая пластина (121) и опорный нож (130) выполнены для резки первого полотна, направляемого между режущей пластиной и опорным ножом в состоянии, в котором направление подачи совпадает с вертикальным направлением; ножевой ролик (120) дополнительно имеет прижимную часть (122), причем прижимная часть выполнена так, чтобы прижимать первое полотно к опорному ножу (130) при резке первого полотна и прижимать первый лист к передаточному механизму (140) после резки первого полотна. 3. Отрезное и передаточное устройство по п.2, дополнительно содержащее направляющий механизм, расположенный перед ножевым роликом и опорным ножом в направлении подачи и выполненный для направления первого полотна между режущей пластиной и опорным ножом в состоянии, где направление подачи совпадает с вертикальным направлением. 4. Отрезное и передаточное устройство по п.2, в котором передаточный механизм выполнен в виде передаточного ролика, вращающегося по направлению подачи вокруг центральной оси, параллельной центральной оси ножевого ролика; расстояние между точкой касания режущей пластины с первым полотном и точкой касания передаточного ролика с первым полотном на воображаемой линии, проведенной вдоль вертикального направления, не больше длины первого листа в направлении подачи. 5. Отрезное и передаточное устройство по п.4, в котором прижимная часть (122) ножевого ролика расположена смежно задней стороне режущей пластины (121) в направлении вращения ножевого ролика и прижимная часть выступает из внешней периферийной поверхности ножевого ролика дальше, чем режущая пластина. 6. Отрезное и передаточное устройство по п.5, в котором прижимная часть образована из эластичного материала. 7. Отрезное и передаточное устройство по п.4, в котором касательная линия передаточного ролика совпадает с направлением подачи и вертикальным направлением. 8. Отрезное и передаточное устройство по п.4, в котором ножевой ролик выполнен в виде ролика с регулируемой скоростью так, чтобы окружная скорость ножевого ролика во время резания первого полотна регулировалась между окружной скоростью передаточного ролика и скоростью транспортирования первого полотна.
МПК / Метки
МПК: B65H 35/04, A61F 13/15, A61F 13/49, B65H 37/04
Метки: передачи, передаточное, резания, устройство, отрезное, способ
Код ссылки
<a href="https://eas.patents.su/13-21686-otreznoe-i-peredatochnoe-ustrojjstvo-i-sposob-rezaniya-i-peredachi.html" rel="bookmark" title="База патентов Евразийского Союза">Отрезное и передаточное устройство и способ резания и передачи</a>
Отрезное передаточное устройство периодического действия
Номер патента: 20028
Опубликовано: 29.08.2014
Автор: Ямамото Хироки
МПК: A61F 13/15, B65H 20/12, A61F 13/49...
Метки: устройство, действия, передаточное, периодического, отрезное
Формула / Реферат:
1. Отрезное передаточное устройство периодического действия, конфигурированное для резки первого полотна на отдельные листы и для периодической передачи отдельных листов ко второму полотну, подаваемому непрерывно, содержащееверхний роликовый нож (30), включающий в себя режущую пластину (32) на внешней периферийной окружной поверхности (31); инижний упорный ролик (40), имеющий на внешней периферийной окружной поверхности (41) упорный элемент (42)...
Вращательное отрезное устройство и способ его работы.
Номер патента: 653
Опубликовано: 29.12.1999
Автор: Сурина Мишель
МПК: B23D 25/12, B26D 1/42
Метки: устройство, вращательное, способ, отрезное, работы
Формула / Реферат:
1. Отрезное устройство (10) для отрезания перемещающегося листа тонколистового материала W на отрезки определенной длины и имеющее пару из нижнего и верхнего отрезных роликов (12, 14), определяющих промежуток между ними для перемещения через него листа тонколистового материала, причем один из роликов имеет подвижное отрезное лезвие для отрезания тонкого листа металла и средства для одновременного приведения в действие указанных верхнего и...
Передаточное устройство и способ обеспечения вращения тела вокруг по меньшей мере одной выходной оси
Номер патента: 18251
Опубликовано: 28.06.2013
Автор: Озтурк Мустафа Наджи
МПК: F16H 33/10
Метки: вращения, вокруг, обеспечения, меньшей, передаточное, оси, мере, способ, устройство, выходной, тела, одной
Формула / Реферат:
1. Передаточное устройство, обеспечивающее вращение тела вокруг выходной оси и содержащеетело (2), выполненное с возможностью присоединения к источнику двигательной энергии для приведения его во вращение вокруг первой оси (4), вращения вокруг второй оси (11) и вращения вокруг третьей оси (16), причем первая ось (4) расположена под углом (θ) наклона относительно второй оси (11), а вторая ось (11) является выходной осью устройства, при этом...
Фрикционно – кольцевое передаточное устройство и способ управления его работой
Номер патента: 7723
Опубликовано: 29.12.2006
Авторы: Рос Ульрих, Брандвитте Вернер, Дрегер Кристоф
МПК: F16H 61/00
Метки: передаточное, фрикционно, способ, устройство, работой, управления, кольцевое
Формула / Реферат:
1. Фрикционно-кольцевое передаточное устройство, включающее по меньшей мере два отстоящих друг от друга в радиальном направлении фрикционных колеса (1, 2) и одно фрикционное кольцо (3), расположенное между фрикционными колесами с охватом одного из этих фрикционных колес, при этом фрикционные колеса (1, 2) и фрикционное кольцо (3) сблокированы вместе посредством стягивающего механизма (8), характеризующееся тем, что стягивающий механизм включает...
Система передачи данных из скважины с использованием модуляции импеданса (варианты), способ и устройство для передачи
Номер патента: 2894
Опубликовано: 31.10.2002
Автор: Хадсон Стивен Мартин
МПК: E21B 47/12, H04B 13/02
Метки: варианты, устройство, скважины, передачи, использованием, система, импеданса, данных, модуляции, способ
Формула / Реферат:
1. Система передачи данных, содержащая средства генерирования сигнала для генерирования и подачи в сигнальную цепь сигнала, представляющего подлежащие передаче данные, причем средства генерирования сигнала содержат средства генерирования опорного сигнала и модулирующие средства для модуляции опорного сигнала с целью кодирования таким образом подлежащих передаче данных, причем модулирующие средства содержат средства модуляции эффективного...
Предыдущий патент: Устройство и способ разделения фаз в многофазном потоке
Следующий патент: Телеметрическая система контроля параметров забоя
Случайный патент: Улучшенный способ обработки пищевых, кормовых и сельскохозяйственных продуктов полиеновым противогрибковым соединением