Способ и устройство для обеспечения кромки катодной основы диэлектрической накладкой
Формула / Реферат
1. Способ обеспечения кромки (4) катодной основы (2) электрода, применяемого при электролитическом рафинировании или извлечении металлов, диэлектрической накладкой (5), которая состоит из диэлектрического материала, включающий
стадию размещения, на которой кромку (4) катодной основы (2) электрода, по меньшей мере частично, вставляют в полость (7) формы в устройстве (6) для обеспечения кромки (4) катодной основы (2) электрода;
стадию подачи материала, на которой в полость (7) формы подают диэлектрический материал (14), образующий диэлектрическую накладку (5);
стадию плавления, на которой расплавляют диэлектрический материал (14), образующий диэлектрическую накладку (5); и
стадию затвердевания, на которой диэлектрический материал (14), образующий диэлектрическую накладку (5), выдерживают в полости (7) формы до затвердевания,
отличающийся тем, что
кромку (4) катодной основы вставляют и диэлектрический материал подают в полость (7) формы, образованную несколькими деталями (9 и 10) формы, по меньшей мере одна из которых, деталь (10) формы, выполнена с возможностью перемещения; и
диэлектрический материал (14) в полости (7) формы, образующий диэлектрическую накладку (5), в ходе стадии затвердевания прижимают к кромке (4) катодной основы (2) электрода, которая, по меньшей мере частично, лежит в полости (7) формы; и
по меньшей мере одну, выполненную с возможностью перемещения, деталь (10) формы перемещают относительно полости (7) формы, чтобы уменьшать объем полости (7) формы в ходе стадии затвердевания.
2. Способ по п.1, отличающийся тем, что стадию плавления проводят перед стадией подачи материала так, что в полость (7) формы подают диэлектрический материал (14) в расплавленном состоянии.
3. Способ по п.2, отличающийся тем, что диэлектрический материал (14) в расплавленном состоянии подают в полость (7) формы через экструдер.
4. Способ по п.1, отличающийся тем, что стадию подачи материала проводят до стадии расплавления так, что диэлектрический материал (14) подают в полость (7) формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки.
5. Способ по любому из пп.1-4, отличающийся тем, что на стадии размещения кромку (4) катодной основы (2) электрода, по меньшей мере частично, вставляют в полость (7) формы путем размещения деталей (9 и 10) формы, по меньшей мере частично, вокруг кромки (4) катодной основы (2) электрода так, что кромка (4) катодной основы (2) электрода, по меньшей мере частично, лежит в полости (7) формы, образованной деталями формы.
6. Способ по любому из пп.1-5, отличающийся тем, что деталь (10) формы выполнена в виде толкателя, который, по меньшей мере частично, перемещают в полость (7) формы и внутри нее и который в ходе стадии затвердевания перемещают, по меньшей мере частично, в полость (7) формы.
7. Способ по любому из пп.1-6, отличающийся тем, что диэлектрический материал (14) подают в полость (7) формы с помощью средства (8) подачи диэлектрического материала, которое перемещают относительно полости (7) формы.
8. Способ по любому из пп.1-7, отличающийся тем, что кромку (4) катодной основы (2) электрода снабжают захватными устройствами (12) для улучшения адгезии накладки (5).
9. Способ по п.8, отличающийся тем, что кромку (4) катодной основы (2) электрода обеспечивают отверстиями в качестве захватных устройств (12), проходящими насквозь кромку (4) катодной основы (2) электрода, для улучшения адгезии накладки (5).
10. Способ по любому из пп.1-9, отличающийся тем, что в ходе стадий подачи материала и поджима кромку (4) катодной основы (2) электрода сохраняют неподвижной относительно полости (7) формы.
11. Способ по любому из пп.1-10, отличающийся тем, что кромку (4) катодной основы (2) электрода вставляют в полость (7) формы полностью.
12. Устройство для реализации способа по пп.1-11 которое включает в себя
средство (15) плавления для расплавления диэлектрического материала (14);
форму с полостью (7), выполненной с возможностью, по меньшей мере частичного, вставления в нее кромки (4) катодной основы (2) электрода и приспособленной для затвердевания диэлектрического материала (14), расплавленного средством (15) плавления, с образованием диэлектрической накладки (5); и
средство (8) подачи диэлектрического материала для подачи диэлектрического материала (14) в полость (7) формы,
отличающееся тем, что
устройство (6) включает поджимающие элементы (16) для прижима диэлектрического материала (14) в полости (7) формы к кромке (4) катодной основы (2) электрода, которая, по меньшей мере частично, вставлена в полость (7) формы, в ходе затвердевания диэлектрического материала (14), расплавленного расплавляющим устройством (15);
форма с полостью (7) образована несколькими деталями (9 и 10) формы, так что по меньшей мере одна из деталей формы представляет собой деталь (10) формы, выполненную с возможностью перемещения относительно полости (7) формы;
детали (9 и 10) формы выполнены с возможностью размещения, по меньшей мере частично, вокруг кромки (4) катодной основы (2) электрода, так что кромка (4) катодной основы (2) электрода, по меньшей мере частично, расположена в полости (7) формы, образованной деталями формы; и
указанную по меньшей мере одну, выполненную с возможностью перемещения, деталь (10) формы можно перемещать относительно полости (7) формы, если кромка (4) катодной основы (2) электрода, по меньшей мере частично, расположена в полости (7) формы и в полость (7) формы подан диэлектрический материал (14), чтобы в ходе затвердевания диэлектрического материала (14), расплавленного средством (15) плавления, уменьшать объем полости (7) формы.
13. Устройство по п.12, отличающееся тем, что средство (15) плавления вмонтировано в средство (8) подачи диэлектрического материала (14) так, что средство (8) подачи диэлектрического материала приспособлено для подачи в полость (7) формы диэлектрического материала в расплавленном состоянии.
14. Устройство по п.13, отличающееся тем, что средство (8) подачи диэлектрического материала включает экструдер для подачи в полость (7) формы диэлектрического материала в расплавленном состоянии.
15. Устройство по п.12, отличающееся тем, что
средство (8) подачи диэлектрического материала приспособлено для подачи в полость (7) формы диэлектрического материала в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки; а
средство (15) плавления вмонтировано в полость (7) формы так, что оно приспособлено для расплавления в полости (7) формы диэлектрического материала, поданного в полость (7) формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки.
16. Устройство по п.12, отличающееся тем, что по меньшей мере одна, выполненная с возможностью перемещения, деталь (10) формы выполнена в форме толкателя, который можно, по меньшей мере частично, перемещать относительно полости (7) формы, если кромка (4) катодной основы (2) электрода, по меньшей мере частично, расположена в полости (7) формы и в полость (7) формы подан диэлектрический материал (14), чтобы уменьшать объем полости (7) формы в ходе стадии затвердевания диэлектрического материала (14), расплавленного средством (15) плавления.
17. Устройство по любому из пп.12-16, отличающееся тем, что средство (8) подачи диэлектрического материала приспособлено для перемещения относительно полости (7) формы.

Текст
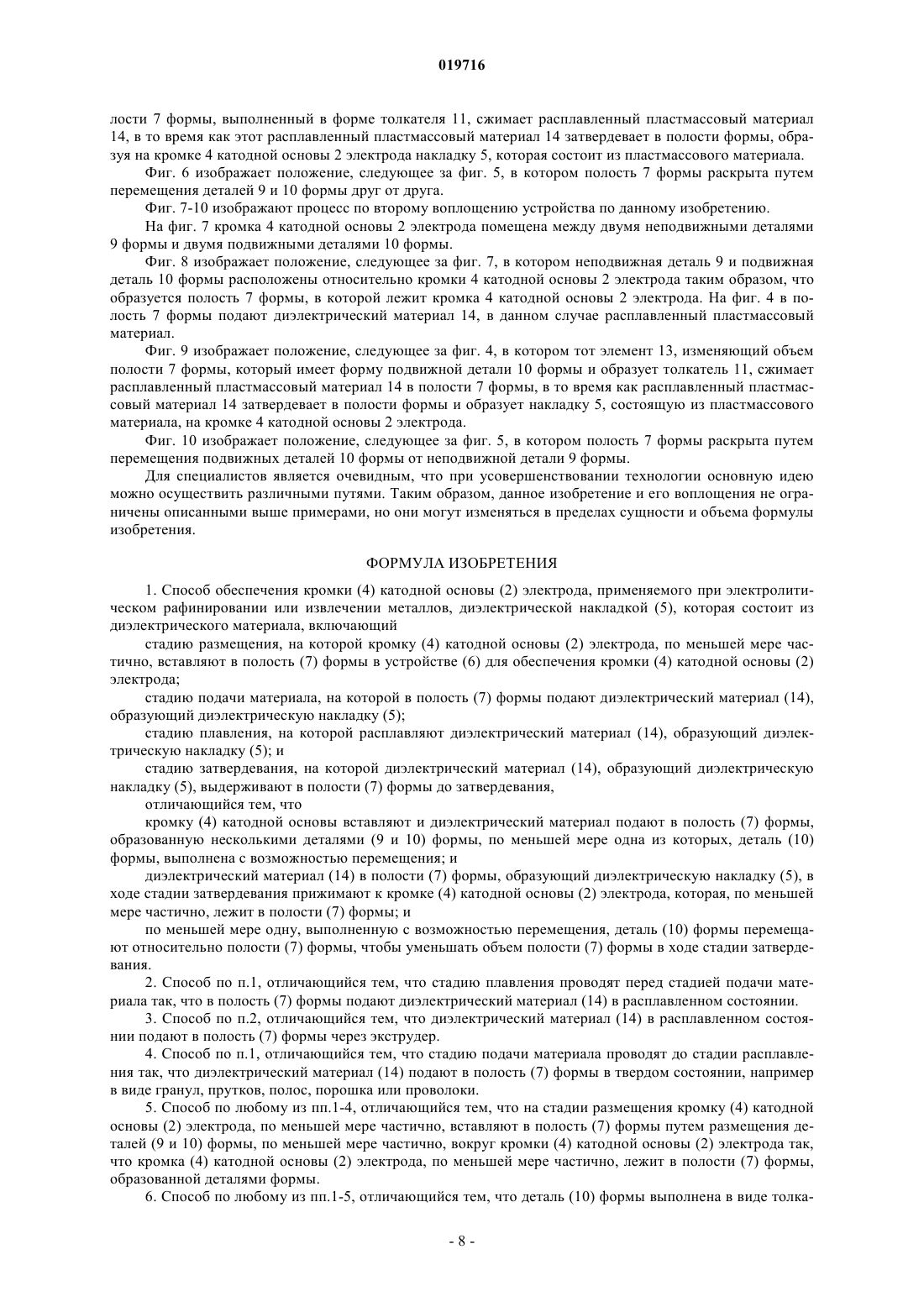
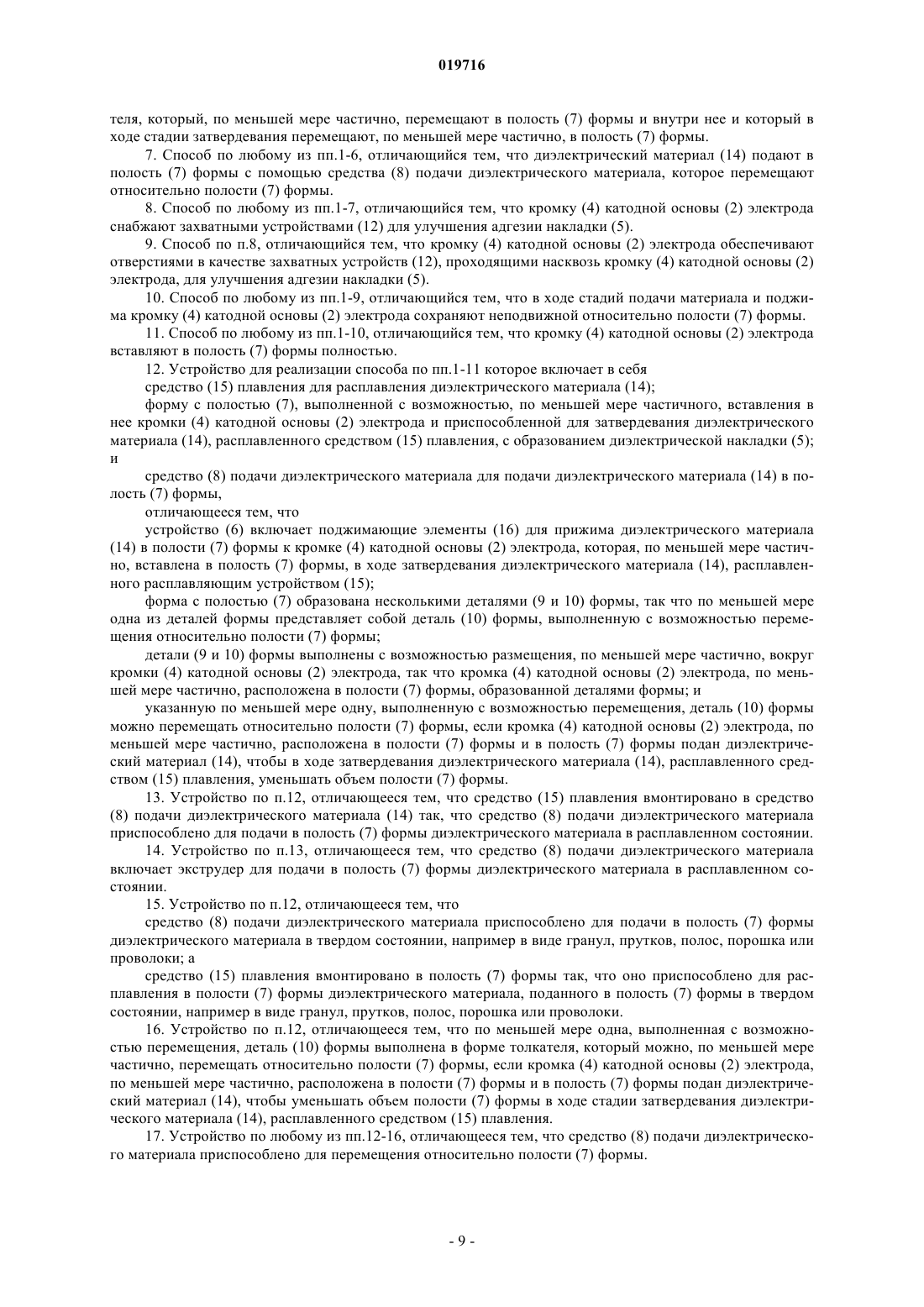
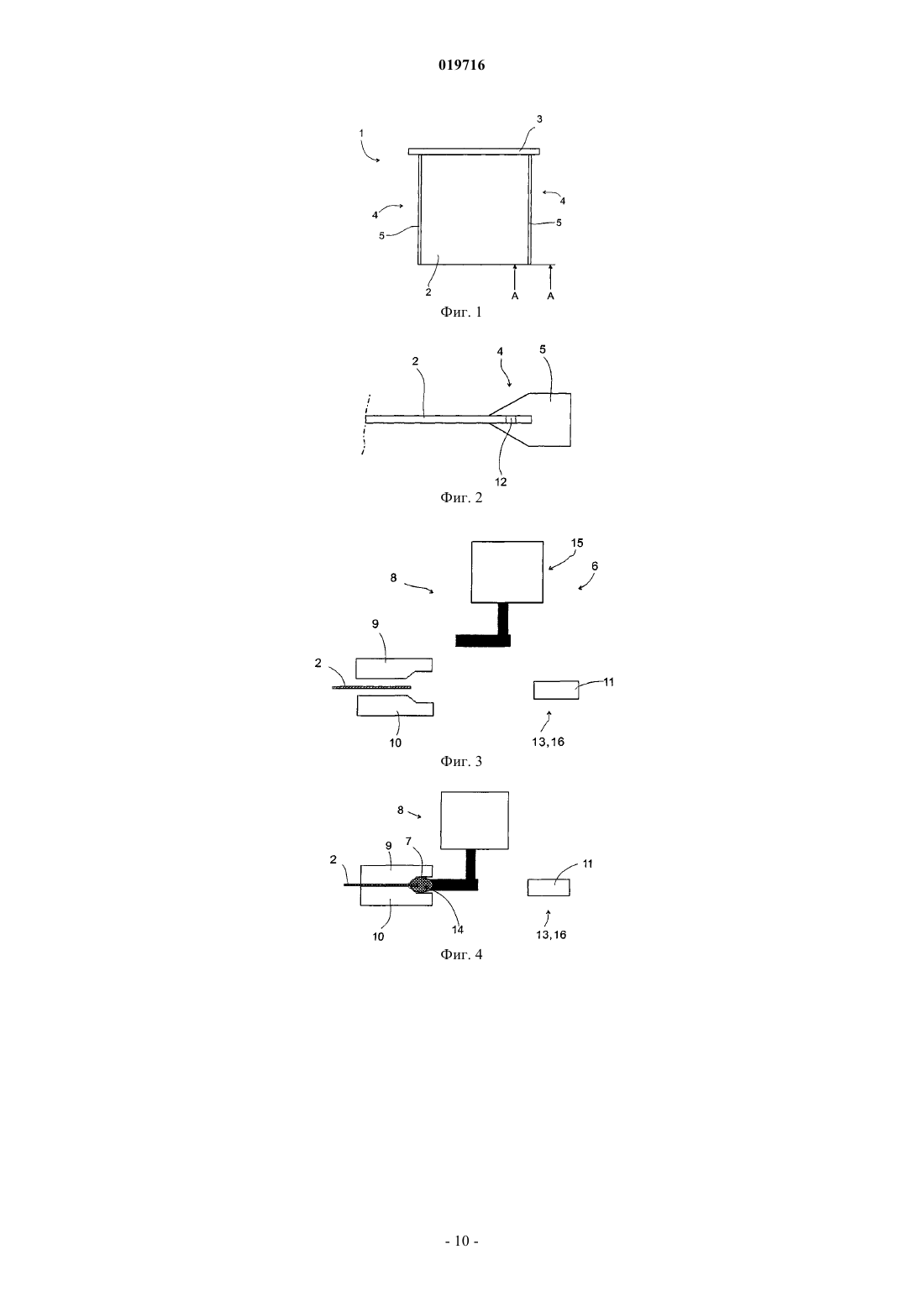
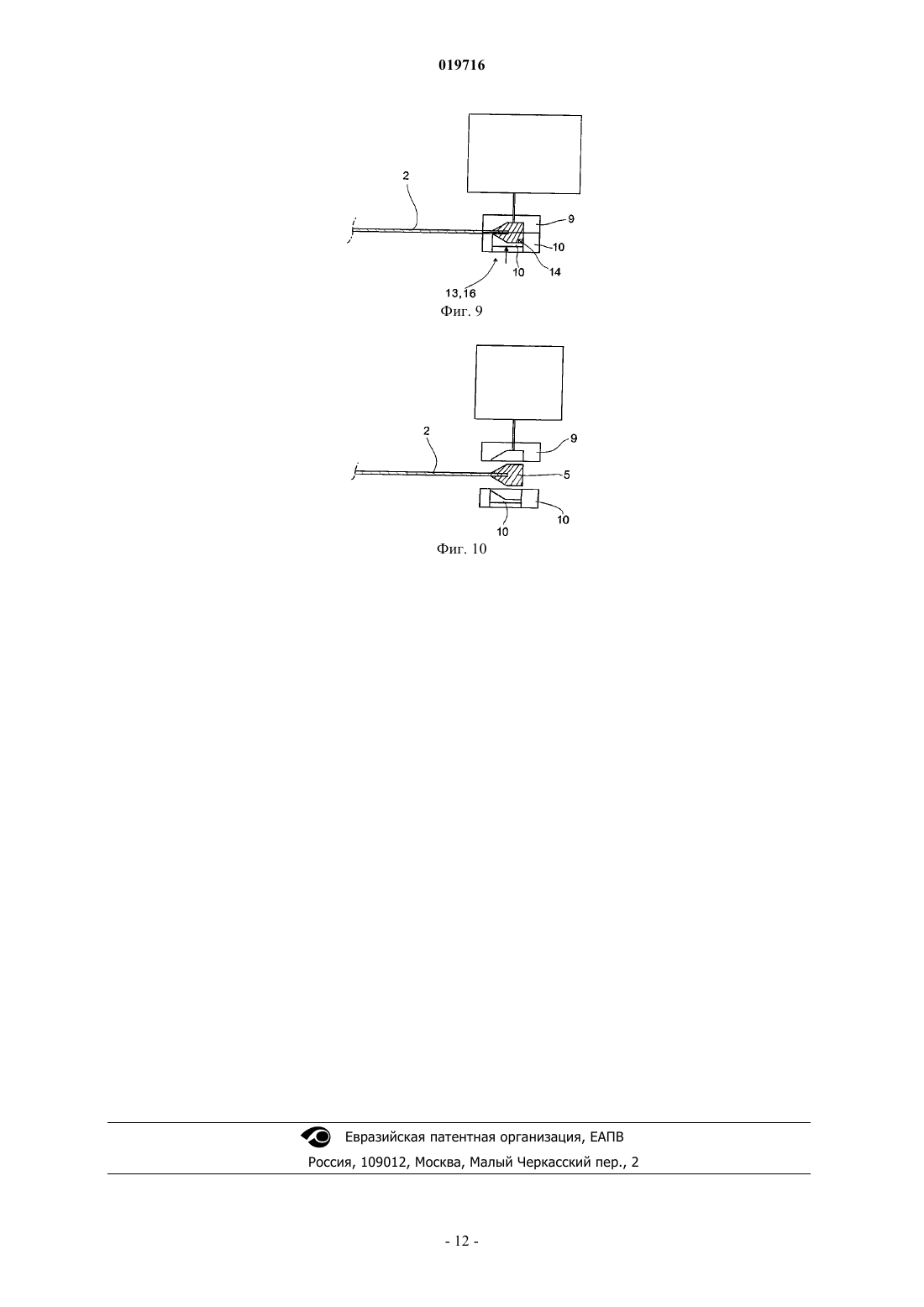
СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ КРОМКИ КАТОДНОЙ ОСНОВЫ ДИЭЛЕКТРИЧЕСКОЙ НАКЛАДКОЙ Изобретение относится к способу и устройству для обеспечения кромки (4) катодной основы(2) электрода, применяемого при электролитическом рафинировании или извлечении металлов,диэлектрическим участком (5). Устройство (6) включает в себя полость (7) формы, в которую можно, по меньшей мере частично, вставить кромку (4) катодной основы (2) электрода, и питающее устройство (8) для диэлектрического материала, выполненное для подачи диэлектрического материала (14) в полость (7) формы. Устройство (6) включает в себя элементы (13), изменяющие объем полости (7) формы, для поджатия диэлектрического материала в полости (7) формы к кромке(4) катодной основы (2) электрода, которая, по меньшей мере частично, вставлена в полость (7) формы. Предпосылки создания изобретения Данное изобретение относится к способу, в соответствии с преамбулой п.1 формулы изобретения,для обеспечения кромки катодной основы электрода, применяемого для электролитического рафинирования или извлечения металлов, диэлектрической накладкой. Данное изобретение относится к устройству, по преамбуле п.16 формулы изобретения, для обеспечения кромки катодной основы электрода, применяемого для электролитического рафинирования или извлечения металлов, диэлектрической накладкой. В процессе электролитического рафинирования и извлечения металлов, который используют как одну из стадий процесса получения, например меди, никеля и цинка, в качестве электрода используют катодную основу, изготовленную, например, из нержавеющей стали, алюминия или титана, при этом металл, который должен быть рафинирован, осаждают на различных сторонах этого листа посредством электрического тока. Накопленный на поверхности металл регулярно снимают с катодной основы. В общем, процессы электролитического рафинирования и извлечения проводят в электролизных ваннах, которые содержат электролит на основе серной кислоты и погружаемые в него поочередно пластинчатые электроды, т.е. аноды и катоды, изготовленные из электропроводного материала. На верхних кромках анодов и катодов имеются проушины или штанги, за которые их подвешивают на края электролизной ванны, посредством которых они соединены с электрической цепью и с помощью которых их загружают в ванну и выгружают из нее. Металл, который должен быть получен, вводят в процесс электролиза или в виде растворимых, так называемых активных анодов или же в форме, которая уже растворена в электролите на предшествующей стадии процесса; при этом используют нерастворимые, так называемые пассивные аноды. В результате действия электрического тока металл, который должен быть получен в процессах электролитического рафинирования и извлечения, скапливается на всех электропроводных поверхностях катодной основы; т.е. если вся катодная основа является электропроводной, то металл, который должен быть получен, покрывает в виде однородного слоя все части катодной основы, погруженные в электролит. В этом случае осадки полученного металла, накопленные на двух сторонах катодной основы, соединены друг с другом через узкие кромки катодной основы на трех ее сторонах, и, таким образом, осадки полученного металла очень трудно отделить от катодной основы. Для того чтобы можно было легко отделить осадки полученного металла от поверхностей катодной основы, следует предотвратить осаждение полученного металла на узких кромках катодной основы, т.е. кромки катодной основы должны быть сделаны непроводящими. Наиболее обычный способ сделать кромки катодной основы непроводящими - это нанести на кромки катодной основы детали, например накладки, сделанные из диэлектрического материала, например из пластмассы. Патентная публикация WO 2005/057682 раскрывает способ обеспечения области кромок листа, например катодной основы электрода, накладкой, например накладкой, состоящей из пластмассового материала, с помощью применения устройства, которое включает полость формы. В известном способе часть кромки листа вставляют внутрь устройства, подающего пластмассовый материал в полость формы, при этом ограничивающие элементы и поверхности формы устройства препятствуют утечке нагретого пластмассового материала из полости формы, а лист и устройство, которое подает пластмассовый материал,выполнены с возможностью перемещения друг относительно друга, причем часть кромки листа размещена в указанном устройстве и полость формы данного устройства нагревают в ходе процесса. Недостатком в случае решения, раскрытого в описании WO 2005/057682, является плохая адгезия накладки из пластмассы к области кромки пластинчатого компонента в результате усадки пластмассового материала.JP 06071723 раскрывает устройство для обеспечения панели, например автомобильного стекла,рамкой.DE 2937605 раскрывает устройство для формования кромок пластинчатой детали путем отливки или экструзии. Патент США 2005/0221060 раскрывает способ и устройство для обеспечения детали с профильной кромкой.DE 3707481 описывает циновку, изготовленную из волокнистого материала и имеющую область кромок.DE 3219300 раскрывает катод для гальванического выделения металлов, особенно цинка. Краткое описание изобретения Задачей данного изобретения является решение вышеупомянутой проблемы. Цели данного изобретения достигают способом обеспечения кромки катодной основы электрода,применяемого при электролитическом рафинировании или извлечении металлов, диэлектрической накладкой, определенном в независимом п.1 формулы изобретения. Предпочтительные примеры реализации способа по данному изобретению представлены в зависимых пп.2-15 формулы изобретения. Данное изобретение также относится к определенному в независимом п.16 формулы изобретения устройству для обеспечения кромки катодной основы электрода, применяемого при электролитическом рафинировании или извлечении металлов, диэлектрической накладкой. Предпочтительные примеры реализации устройства по данному изобретению представлены в зависимых пп.17-25 формулы изобретения. Данное изобретение основано на том факте, что расплавленный диэлектрический материал, который составляет диэлектрическую накладку, прижимают в полости формы к кромке катодной основы электрода, которая, по меньшей мере частично, вставлена в полость формы, в то время как расплавленный диэлектрический материал в полости формы затвердевает с образованием диэлектрической накладки, плотно прилегающей к кромке катодной основы электрода. Преимуществом, которого достигают решением по данному изобретению, является то, что при усадке расплавленного диэлектрического материала не образуется зазора между диэлектрической накладкой и кромкой катодной основы электрода в ходе затвердевания расплавленного диэлектрического материала в полости формы с образованием диэлектрической накладки, прилегающей к кромке катодной основы электрода. По этим причинам накладка остается плотно прижатой к кромке катодной основы электрода. Это является преимуществом, особенно в процессах электролитического рафинирования или извлечения металлов. Если отсутствует зазор между накладкой и кромкой катодной основы электрода, то жидкость электролита не поступает между накладкой и кромкой катодной основы электрода и не ослабляет герметичность соединения между кромкой катодной основы электрода и накладкой. Решение по данному изобретению также обеспечивает то преимущество, что, если кромка катодной основы электрода, которая, по меньшей мере частично, вставлена в полость формы, снабжена отверстиями, проходящими через нее насквозь, то поджатие диэлектрического материала также приводит к лучшему проникновению диэлектрического материала в указанные сквозные отверстия в кромке катодной основы электрода, для обеспечения соединения между диэлектрическим материалом на противоположных сторонах кромки катодной основы электрода. Решение по данному изобретению также обеспечивает то преимущество, что, по мере того как диэлектрический материал прижимают к кромке катодной основы электрода в ходе затвердевания, в диэлектрической накладке остаются условия напряжения смятия, что позволяет сохранить диэлектрическую накладку в контакте с кромкой катодной основы электрода. В предпочтительном воплощении способа по данному изобретению применяют устройство, в котором полость формы образована несколькими деталями формы, по меньшей мере одна из которых выполнена с возможностью перемещения по отношению к полости формы и формирует толкатель для изменения объема полости формы. В этом предпочтительном воплощении способа расплавленный диэлектрический материал в полости формы в ходе стадии затвердевания прижимают к кромке катодной основы электрода, которая, по меньшей мере частично, расположена в полости формы, путем использования выполненной с возможностью перемещения детали (деталей) формы, которые перемещают по отношению к полости формы таким образом, что объем полости формы уменьшается в ходе стадии затвердевания, в результате чего диэлектрический материал в полости формы прижимают к кромке катодной основы электрода, и он остается соединенным с ней в ходе усадки материала. В предпочтительном воплощении способа по данному изобретению расплавленный диэлектрический материал в полости формы прижимают к кромке катодной основы электрода, которая, по меньшей мере частично, находится в полости формы, посредством толкателя, который перемещают внутрь полости формы в ходе стадии затвердевания. По мере того как толкатель вдвигают в полость формы, которая содержит расплавленный диэлектрический материал, объем,доступный для расплавленного диэлектрического материала в полости формы, уменьшается и давление в полости формы увеличивается, что приводит к прижиму расплавленного диэлектрического материала к кромке катодной основы электрода. Например, возможно, чтобы полость формы образовывали детали формы, неподвижные по отношению друг к другу и образующие полость формы, в которую может поступать толкатель. В предпочтительном воплощении способа по данному изобретению кромку катодной основы электрода, по существу, полностью вставляют в полость формы на стадии размещения, чтобы обеспечить кромку катодной основы электрода диэлектрической накладкой. По сравнению с решением, раскрытым в патентном описании WO 2005/057682, в котором кромка катодной основы электрода и форма перемещаются друг относительно друга, в данном случае преимуществом является то, что катодная основа электрода и форма не должны перемещаться друг относительно друга, что приводит к полностью однородному качеству диэлектрической накладки, которую формируют на кромке катодной основы электрода. Этот пример воплощения также обеспечивает то преимущество, что, поскольку кромка катодной основы электрода, по существу, полностью расположена в полости формы, термические напряжения в ходе изготовления диэлектрической накладки являются однородными, по существу, по всей кромке катодной основы электрода. Это снижает возможную деформацию катодной основы электрода, которая часто является результатом неравномерных тепловых напряжений, как это происходит, например, в случае, описанном в патенте WO 2005/057682. Например, возможно, что диэлектрическая накладка частично или полностью отслаивалась в результате деформации катодной основы электрода. Перечень чертежей Далее подробно описаны несколько предпочтительных воплощений данного изобретения со ссылкой на прилагаемые чертежи. Фиг. 1 изображает электрод. Фиг. 2 представляет собой увеличенный вид участка А-А фиг. 1. Фиг. 3-6 изображают принцип действия первого воплощения устройства по данному изобретению. Фиг. 7-10 изображают принцип действия второго воплощения устройства по данному изобретению. Подробное описание изобретения Фиг. 1 изображает электрод 1, который можно использовать при электролитическом рафинировании или извлечении металлов. Электрод 1 на фиг. 1 включает катодную основу 2 и поддерживающий элемент 3 катодной основы 2, предназначенный для поддержания катодной основы 2 в электролизной ванне (не показана). Две кромки 4 катодной основы 2 электрода 1, изображенного на фиг. 1, снабжены накладками 5, которые состоят из диэлектрического материала. Целью данного изобретения в первую очередь является способ обеспечения кромки 4 катодной основы 2 электрода диэлектрической накладкой 5, которая состоит из диэлектрического материала 14. В способе применяют устройство 6, которое включает полость формы 7 и средство 8 подачи диэлектрического материала, предназначенное для подачи диэлектрического материала 14 в полость 7 формы. Диэлектрический материал 14 может представлять собой, например, полимерный материал, такой как пластмасса. Способ включает стадию размещения, на которой кромку 4 катодной основы 2 электрода, по меньшей мере частично, вставляют в полость 7 формы. Способ дополнительно включает стадию подачи материала, на которой диэлектрический материал 14 подают в полость 7 формы. В данном способе стадию размещения можно осуществить перед стадией подачи материала, но также возможно осуществлять стадию подачи материала перед стадией размещения. Другими словами,можно сначала вставить, по меньшей мере частично, кромку 4 катодной основы 2 электрода в полость 7 формы и после этого подавать диэлектрический материал 14 в полость 7 формы, но также возможно сначала подать диэлектрический материал 14 в полость 7 формы и после этого вставить, по меньшей мере частично, кромку 4 катодной основы 2 электрода в полость 7 формы. Способ дополнительно включает стадию плавления, на которой расплавляют диэлектрический материал 14, составляющий диэлектрическую накладку 5. Способ дополнительно включает стадию затвердевания, на которой расплавленному диэлектрическому материалу 14, который составляет диэлектрическую накладку 5, дают возможность затвердеть в полости 7 формы для обеспечения кромки 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы, накладкой 5, которая состоит из пластмассового материала. В данном способе диэлектрический материал 14 в полости 7 формы, образующий диэлектрическую накладку 5, в ходе стадии затвердевания предпочтительно, но не обязательно, прижимают к кромке 4 катодной основы электрода, которая, по меньшей мере частично, расположена в полости 7 формы. В данном способе диэлектрический материал 14 в полости 7 формы, образующий диэлектрическую накладку 5, в ходе стадии затвердевания предпочтительно, но не обязательно, прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, расположена в полости 7 формы, путем изменения объема полости 7 формы. В данном способе стадию плавления можно осуществлять перед стадией подачи материала так,чтобы подавать диэлектрический материал 14 в полость 7 формы в расплавленном виде. В этом случае на стадии подачи материала предпочтительно, но не обязательно, для подачи диэлектрического материала 14 в расплавленном виде в полость 7 формы применяют экструдер (не показан). Альтернативно, стадию подачи материала можно осуществлять перед стадией плавления так, чтобы подавать в полость 7 формы диэлектрический материал 14 в твердом виде, например в виде гранул,прутков, полос, порошка или проволоки, после чего проводят стадию плавления в полости 7 формы, путем плавления диэлектрического материала 14 в гранулированном виде в полости 7 формы. При осуществлении способа предпочтительно, но не обязательно, применяют устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы. В этом случае кромку 4 катодной основы 2 электрода, по меньшей мере частично, вставляют в полость 7 формы путем размещения деталей 9 и 10 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода так, чтобы кромка 4 катодной основы 2 электрода была, по меньшей мере частично, расположена в полости 7 формы, образованной деталями формы. Например, можно обеспечить зазор (не показан) между деталями формы, через который можно вставить кромку 4 катодной основы 2 электрода в полость 7 формы, перемещая кромку 4 катодной основы 2 электрода и детали 9 формы друг относительно друга. Предпочтительно, но не обязательно, в данном способе применяют устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы, которые являются неподвижными друг относительно друга и которые образуют полость 7 формы. В данном способе предпочтительно, но не обязательно, применяют устройство 6, в котором полость 7 формы образует нескольких деталей 9 формы, по меньшей мере одной детали 9 формы и детали 10,которая выполнена с возможностью перемещения, как показано на фиг. 3-10. В этом случае кромку 4 катодной основы 2 электрода, по меньшей мере частично, вставляют в полость 7 формы, располагая или передвигая детали 9 и 10 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, так, чтобы кромка 4 катодной основы 2 электрода была, по меньшей мере частично, расположена в полости 7 формы, образованной деталями формы. Если в способе применяют устройство 6, в котором полость 7 формы образована несколькими деталями, 9 и 10, формы, по меньшей мере одна из которых, деталь 10 формы, выполнена с возможностью перемещения, то указанную по меньшей мере одну выполненную с возможностью перемещения деталь 10 формы предпочтительно, но не обязательно, используют как элемент 13, изменяющий объем полости 7 формы, который перемещают относительно полости 7 формы, чтобы уменьшать объем полости 7 формы в ходе стадии затвердевания, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы, и сохраняют ее прижатой к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы, в ходе стадии затвердевания расплавленного диэлектрического материала. Фиг. 7-10 показано воплощение изобретения, в котором одна из выполненных с возможностью перемещения деталей 10 формы образует изменяющий объем элемент 13 в виде толкателя 11, и этот толкатель 11 перемещают по отношению к полости 7 формы. Данный способ предпочтительно, но не обязательно, применяет устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна из деталей 9 и 10 формы выполнена с возможностью наклона (не показано). В этом случае кромку 4 катодной основы 2 электрода, по меньшей мере частично, вставляют в полость 7 формы путем размещения или наклона деталей 9 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, так, чтобы кромка 4 катодной основы 2 электрода была, по меньшей мере частично, расположена в полости 7 формы, образованной деталями формы. Если в способе применяют устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы, по меньшей мере одна из которых выполнена с возможностью наклона, то указанную по меньшей мере одну деталь формы, которую можно наклонять,предпочтительно, но не обязательно, используют в качестве элемента 13 для изменения объема полости 7 формы, который наклоняют по отношению к полости 7 формы в ходе стадии затвердевания, чтобы уменьшить объем полости 7 формы в ходе стадии затвердевания, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В данном способе предпочтительно, но не обязательно, применяют устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна из деталей 9 и 10 формы выполнена с возможностью перемещения или наклона (не показано). В этом случае кромку 4 катодной основы 2 электрода, по меньшей мере частично, вставляют в полость 7 формы путем расположения, или перемещения, или наклона деталей 9 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, так, чтобы кромка 4 катодной основы 2 электрода была, по меньшей мере частично, расположена в полости 7 формы, образованной деталями формы. Если в способе применяют устройство 6, в котором полость 7 формы образована несколькими деталями 9 и 10 формы, по меньшей мере одна из которых является выполненной с возможностью перемещения или наклона, то указанную по меньшей мере одну выполненную с возможностью перемещения и наклона деталь формы предпочтительно, но не обязательно, применяют в качестве элемента 13, изменяющего объем полости 7 формы,который наклоняют по отношению к полости 7 формы в ходе стадии затвердевания, так, чтобы уменьшить объем полости 7 формы в ходе стадии затвердевания, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В одном из предпочтительных воплощений способа по данному изобретению применяют в качестве элемента 13, изменяющего объем полости 7 формы, толкатель 11, который, по меньшей мере частично,перемещается внутри полости 7 формы и который в ходе стадии затвердевания, по меньшей мере частично, вдвигают в полость 7 формы, или перемещают внутри полости 7 формы, чтобы уменьшить объем полости 7 формы в ходе стадии затвердевания, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. Это воплощение изобретения показано на фиг. 3-6. Полость формы может быть образована, в противоположность фиг. 3-6, несколькими деталями 9 и 10 формы, которые являются неподвижными по отношению друг к другу и которые образуют полость 7 формы, где можно перемещать толкатель 11. В способе по данному изобретению можно также применять устройство 6, в котором полость 7 формы образована несколькими деталями формы, по меньшей мере одна из которых, по меньшей мере частично, изготовлена из эластичного материала, такого как резина. Указанную по меньшей мере одну деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, используют в качестве элемента 13, изменяющего объем полости 7 формы, для изменения объема полости 7 формы путем введения указанной по меньшей мере одной детали формы, которая, по меньшей мере частично,изготовлена из эластичного материала, по меньшей мере частично, в полость 7 формы, или перемещения ее внутри полости 7 формы, в ходе стадии затвердевания. Указанную по меньшей мере одну деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, можно перемещать по отношению к полости 7 формы, например, механически или посредством среды, например газа или жидкости. Если указанную по меньшей мере одну деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, перемещают по отношению к полости 7 формы посредством среды,возможно, например, чтобы указанная по меньшей мере одна деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, включала полость (не показана), в которую можно вводить эту среду таким образом, чтобы полость расширялась, что приводит к тому, что указанная деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, частично перемещается внутрь полости 7 формы, уменьшая объем полости 7 формы, и в ходе стадии затвердевания прижимает расплавленный диэлектрический материал 14 в полости формы к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В одном из предпочтительных воплощений способа по данному изобретению применяют в качестве элемента 13, изменяющего объем полости 7 формы, среду, например газ или жидкость, которую подают в полость 7 формы в ходе стадии затвердевания, приводя к тому, что расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы, в результате чего расплавленный диэлектрический материал в полости 7 формы прижат к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В способе по данному изобретению можно также применять устройство 6, в котором полость 7 формы образована несколькими деталями формы, по меньшей мере одна из которых, по меньшей мере частично, изготовлена из металла с памятью формы. Указанную по меньшей мере одну деталь формы,которая, по меньшей мере частично, изготовлена из металла с памятью, используют как элемент 13, изменяющий объем полости 7 формы, для изменения объема полости 7 формы, путем перемещения, в ходе стадии затвердевания, указанной по меньшей мере одной детали формы, которая, по меньшей мере частично, изготовлена из металла с памятью, по меньшей мере частично, в полость 7 формы, т.е. внутрь полости 7 формы, путем расширения указанной по меньшей мере одной детали формы, которая, по меньшей мере частично, изготовлена из металла с памятью, посредством электрического тока и/или магнитного поля, чтобы полость 7 формы уменьшилась, и диэлектрический материал 14 в полости 7 формы был прижат, в ходе стадии затвердевания, в полости 7 формы к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В предпочтительном воплощении способа по данному изобретению диэлектрический материал 14 подают в полость 7 формы с помощью средства 8 подачи диэлектрического материала, которое перемещают относительно полости 7 формы. В предпочтительном воплощении способа по данному изобретению кромку 4 катодной основы 2 электрода снабжают захватными устройствами 12 для улучшения адгезии накладки 5. В предпочтительном воплощении способа по данному изобретению кромку 4 катодной основы 2 электрода снабжают захватными устройствами 12 в форме отверстий, которые проходят насквозь через кромку 4 катодной основы 2 электрода, чтобы улучшить адгезию накладки 5. В предпочтительном воплощении способа по данному изобретению в ходе стадий подачи материала и прижима кромка катодной основы 2 электрода остается на месте по отношению к полости 7 формы. В предпочтительном воплощении способа по данному изобретению полость 7 формы охлаждают в ходе стадии затвердевания, чтобы ускорить затвердевание расплавленного диэлектрического материала 14. Предметом данного изобретения также является устройство 6 для обеспечения кромки 4 катодной основы 2 электрода, применяемого при электролитическом рафинировании или извлечении металлов,диэлектрической накладкой 5, которая состоит из диэлектрического материала 14. Устройство 6 включает полость 7 формы, в которую можно, по меньшей мере частично, вставить кромку 4 катодной основы 2 электрода. Устройство 6 также включает средство 15 плавления диэлектрического материала 14. Кроме того, устройство 6 включает средство 8 подачи диэлектрического материала 14 в полость 7 формы. Устройство 6 также включает поджимающие элементы 16 для прижима, в ходе стадии затвердевания диэлектрического материала 14, который расплавлен средством 15 плавления диэлектрического материала в полости 7 формы, к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. Поджимающие элементы 16 конструкции предпочтительно, но не обязательно, включают элементы 13, изменяющие объем полости 7 формы, для изменения объема полости 7 формы с целью прижима диэлектрического материала в полости 7 формы к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы, в ходе стадии затвердевания диэлектрического материала 14, который расплавлен средством 15 плавления. Средство 15 плавления может быть вмонтировано в средство 8 подачи диэлектрического материала,чтобы приспособить средство 8 подачи диэлектрического материала для подачи диэлектрического материала в полость 7 формы в расплавленном состоянии. В этом случае средство 8 подачи диэлектрического материала предпочтительно, но не обязательно, включает экструдер для подачи диэлектрического материала в расплавленном состоянии в полость 7 формы. Средство 8 подачи диэлектрического материала может быть приспособлено для подачи диэлектрического материала в полость 7 формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки. В этом случае средство 15 плавления вмонтировано в полость 7 формы, так что средство 15 плавления расплавляет в полости 7 формы диэлектрический материал, который был подан в полость 7 формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки. Полость 7 формы предпочтительно, но не обязательно, образована несколькими деталями 9 и 10 формы. В этом случае кромка 4 катодной основы 2 электрода может быть, по меньшей мере частично,вставлена в полость 7 формы посредством расположения деталей 9 и 10 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, чтобы кромку 4 катодной основы 2 электрода, по меньшей мере частично, расположить в полости 7 формы, образованной деталями 9 и 10 формы. Полость 7 формы предпочтительно, но не обязательно, образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна из них, деталь 10, выполнена с возможностью перемещения. В этом случае кромку катодной основы 2 электрода можно, по меньшей мере частично, вставить в полость 7 формы, располагая детали 9 и 10 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, чтобы кромку катодной основы 2 электрода, по меньшей мере частично, расположить в полости 7 формы, образованной деталями 9 и 10 формы. Возможно также, полость формы образована несколькими деталями 9 и 10 формы, которые, в противоположность фиг. 3-10, являются неподвижными по отношению друг к другу и образуют полость 7 формы. Полость 7 формы предпочтительно, но не обязательно, образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна из них, деталь 10 формы, выполненная с возможностью перемещения, также представляет собой изменяющий объем полости 7 формы элемент 13, выполненный в форме толкателя 11, который можно перемещать относительно полости 7 формы, если кромка 4 катодной основы 2 электрода, по меньшей мере частично, расположена в полости формы, и в полость 7 формы подан диэлектрический материал 14, чтобы уменьшать объем полости 7 формы в ходе стадии затвердевания диэлектрического материала 14, расплавленного средством 15 плавления, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. Полость 7 формы предпочтительно, но не обязательно, образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна деталь формы выполнена с возможностью наклона (не показано). В этом случае кромку 4 катодной основы 2 электрода можно, по меньшей мере частично, вставить в полость 7 формы, располагая детали 9 формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, чтобы кромку 4 катодной основы 2 электрода, по меньшей мере частично, расположить в полости 7 формы, образованной деталями формы. Если полость 7 формы образована несколькими деталями 9 и 10 формы, по меньшей мере одна из которых выполнена с возможностью наклона, то эта деталь формы предпочтительно, но не обязательно, также представляет собой элемент 13, изменяющий объем полости 7 формы, который можно наклонить относительно полости 7 формы, если кромка 4 катодной основы 2 электрода, по меньшей мере частично, расположена в детали 9 формы, и в полость 7 формы подан диэлектрический материал 14, чтобы уменьшать объем полости 7 формы в ходе стадии затвердевания диэлектрического материала 14, который был расплавлен средством 15 плавления, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. Полость 7 формы предпочтительно, но не обязательно, образована несколькими деталями 9 и 10 формы, при этом по меньшей мере одна из деталей формы выполнена с возможностью перемещения и наклона (не показано). В этом случае кромку 4 катодной основы 2 электрода можно, по меньшей мере частично, вставить в полость 7 формы, располагая детали формы, по меньшей мере частично, вокруг кромки 4 катодной основы 2 электрода, чтобы кромку 4 катодной основы 2 электрода, по меньшей мере частично, расположить в полости 7 формы, образованной деталями формы. Если полость 7 формы состоит из нескольких деталей 9 формы, по меньшей мере одна из которых выполнена с возможностью перемещения и наклона, то эта выполненная с возможностью перемещения и наклона деталь формы предпочтительно, но не обязательно, также представляет собой элемент 13, изменяющий объем полости 7 формы, который можно перемещать и наклонять относительно полости 7 формы, когда кромка 4 катодной основы 2 электрода, по меньшей мере частично, расположена в детали 9 формы, и диэлектрический материал 14 подан в полость 7 формы, чтобы уменьшать объем полости 7 формы в ходе стадии затвердевания диэлектрического материала 14, который был расплавлен средством 15 плавления, в резуль-6 019716 тате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В предпочтительном воплощении устройства по данному изобретению элемент 13, изменяющий объем полости 7 формы, представляет собой толкатель 11, выполненный с возможностью перемещения,по меньшей мере частично, в полости 7 формы, когда кромка 4 катодной основы 2 электрода, по меньшей мере частично, расположена в полости 7 формы, а диэлектрический материал 14 подан в полость 7 формы, чтобы уменьшать объем полости 7 формы в ходе стадии затвердевания диэлектрического материала 14, расплавленного средством 15 плавления, в результате чего расплавленный диэлектрический материал в полости 7 формы прижимают к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. Возможно также, что полость 7 формы образована несколькими деталями формы, которые, в противоположность фиг. 3-6, являются неподвижными по отношению к друг другу и образуют полость формы, в которую можно перемещать толкатель 11. В устройстве 6 по данному изобретению полость 7 формы может быть образована несколькими деталями формы, так что по меньшей мере одна из деталей формы изготовлена, по меньшей мере частично,из эластичного материала. В этом случае по меньшей мере одна из деталей формы, изготовленная, по меньшей мере частично, из эластичного материала, может представлять собой элемент 13, изменяющий объем полости 7 формы, для изменения объема полости 7 формы; и этот изменяющий объем элемент выполнен с возможностью, по меньшей мере частичного, перемещения в полость 7 формы или внутри полости 7 формы в ходе стадии затвердевания. Указанная по меньшей мере одна деталь формы, которая,по меньшей мере частично, изготовлена из эластичного материала, может представлять собой выполненную с возможностью перемещения деталь, которую можно перемещать, например механически или с помощью какой-либо среды, например газа или жидкости, относительно полости 7 формы. Если указанная по меньшей мере одна деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, выполнена с возможностью перемещения посредством какой-либо среды относительно полости 7 формы, то возможно, что указанная по меньшей мере одна деталь формы, по меньшей мере частично, изготовленная из эластичного материала, включает полость (не показана), в которую можно ввести эту среду, чтобы полость расширилась, в результате чего указанная деталь формы, которая, по меньшей мере частично, изготовлена из эластичного материала, частично перемещается в полость 7 формы, в ходе стадии затвердевания уменьшая объем полости 7 формы и прижимая расплавленный диэлектрический материал 14 в полости формы к той кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В предпочтительном воплощении способа по данному изобретению элемент 13, изменяющий объем полости 7 формы, представляет собой среду, например газ или жидкость, которую можно подать в полость 7 формы в ходе стадии затвердевания для уменьшения объема полости 7 формы и для прижима расплавленного диэлектрического материала 14 в полости формы к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость формы, в ходе стадии затвердевания. Устройство 6 по данному изобретению также может быть устройством, в котором полость 7 формы образована несколькими деталями формы, по меньшей мере одна из которых, по меньшей мере частично, изготовлена из металла с памятью формы. В этом случае указанная по меньшей мере одна деталь формы, которая, по меньшей мере частично, изготовлена из металла с памятью, представляет собой элемент 13, изменяющий объем полости 7 формы, для изменения объема полости 7 формы; и этот элемент выполнен с возможностью, по меньшей мере частичного, перемещения в полость 7 формы, или внутри полости 7 формы, в ходе стадии затвердевания, при расширении указанной по меньшей мере одной детали формы, которая, по меньшей мере частично, изготовлена из металла с памятью, посредством электрического тока и/или магнитного поля, так, что в ходе стадии затвердевания полость 7 формы уменьшается,и диэлектрический материал 14 в полости 7 формы прижимают в полости 7 формы к кромке 4 катодной основы 2 электрода, которая, по меньшей мере частично, вставлена в полость 7 формы. В предпочтительном воплощении устройства по данному изобретению средство 6, которое подает диэлектрический материал, выполнено с возможностью перемещения относительно полости 7 формы. В предпочтительном воплощении устройства по данному изобретению кромку 4 катодной основы 2 электрода можно полностью вставить в полость 7 формы. В предпочтительном воплощении устройства по данному изобретению устройство 6 включает охлаждающее приспособление, для охлаждения полости 7 формы, с целью ускорения затвердевания расплавленного диэлектрического материала 14. Фиг. 3-6 изображают процесс по первому воплощению устройства по данному изобретению. На фиг. 3 кромка 4 катодной основы 2 электрода помещена между двумя деталями формы: неподвижной 9 и подвижной 10. Фиг. 4 изображает положение, следующее за фиг. 3, в котором детали 9 и 10 формы расположены по отношению к кромке 4 катодной основы 2 электрода таким образом, что образуют полость 7 формы, в которой лежит кромка 4 катодной основы 2 электрода. На фиг. 4 в полость 7 формы подают диэлектрический материал 14, в данном случае расплавленный пластмассовый материал. Фиг. 5 изображает положение, следующее за фиг. 4, в котором элемент 13, изменяющий объем по-7 019716 лости 7 формы, выполненный в форме толкателя 11, сжимает расплавленный пластмассовый материал 14, в то время как этот расплавленный пластмассовый материал 14 затвердевает в полости формы, образуя на кромке 4 катодной основы 2 электрода накладку 5, которая состоит из пластмассового материала. Фиг. 6 изображает положение, следующее за фиг. 5, в котором полость 7 формы раскрыта путем перемещения деталей 9 и 10 формы друг от друга. Фиг. 7-10 изображают процесс по второму воплощению устройства по данному изобретению. На фиг. 7 кромка 4 катодной основы 2 электрода помещена между двумя неподвижными деталями 9 формы и двумя подвижными деталями 10 формы. Фиг. 8 изображает положение, следующее за фиг. 7, в котором неподвижная деталь 9 и подвижная деталь 10 формы расположены относительно кромки 4 катодной основы 2 электрода таким образом, что образуется полость 7 формы, в которой лежит кромка 4 катодной основы 2 электрода. На фиг. 4 в полость 7 формы подают диэлектрический материал 14, в данном случае расплавленный пластмассовый материал. Фиг. 9 изображает положение, следующее за фиг. 4, в котором тот элемент 13, изменяющий объем полости 7 формы, который имеет форму подвижной детали 10 формы и образует толкатель 11, сжимает расплавленный пластмассовый материал 14 в полости 7 формы, в то время как расплавленный пластмассовый материал 14 затвердевает в полости формы и образует накладку 5, состоящую из пластмассового материала, на кромке 4 катодной основы 2 электрода. Фиг. 10 изображает положение, следующее за фиг. 5, в котором полость 7 формы раскрыта путем перемещения подвижных деталей 10 формы от неподвижной детали 9 формы. Для специалистов является очевидным, что при усовершенствовании технологии основную идею можно осуществить различными путями. Таким образом, данное изобретение и его воплощения не ограничены описанными выше примерами, но они могут изменяться в пределах сущности и объема формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обеспечения кромки (4) катодной основы (2) электрода, применяемого при электролитическом рафинировании или извлечении металлов, диэлектрической накладкой (5), которая состоит из диэлектрического материала, включающий стадию размещения, на которой кромку (4) катодной основы (2) электрода, по меньшей мере частично, вставляют в полость (7) формы в устройстве (6) для обеспечения кромки (4) катодной основы (2) электрода; стадию подачи материала, на которой в полость (7) формы подают диэлектрический материал (14),образующий диэлектрическую накладку (5); стадию плавления, на которой расплавляют диэлектрический материал (14), образующий диэлектрическую накладку (5); и стадию затвердевания, на которой диэлектрический материал (14), образующий диэлектрическую накладку (5), выдерживают в полости (7) формы до затвердевания,отличающийся тем, что кромку (4) катодной основы вставляют и диэлектрический материал подают в полость (7) формы,образованную несколькими деталями (9 и 10) формы, по меньшей мере одна из которых, деталь (10) формы, выполнена с возможностью перемещения; и диэлектрический материал (14) в полости (7) формы, образующий диэлектрическую накладку (5), в ходе стадии затвердевания прижимают к кромке (4) катодной основы (2) электрода, которая, по меньшей мере частично, лежит в полости (7) формы; и по меньшей мере одну, выполненную с возможностью перемещения, деталь (10) формы перемещают относительно полости (7) формы, чтобы уменьшать объем полости (7) формы в ходе стадии затвердевания. 2. Способ по п.1, отличающийся тем, что стадию плавления проводят перед стадией подачи материала так, что в полость (7) формы подают диэлектрический материал (14) в расплавленном состоянии. 3. Способ по п.2, отличающийся тем, что диэлектрический материал (14) в расплавленном состоянии подают в полость (7) формы через экструдер. 4. Способ по п.1, отличающийся тем, что стадию подачи материала проводят до стадии расплавления так, что диэлектрический материал (14) подают в полость (7) формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки. 5. Способ по любому из пп.1-4, отличающийся тем, что на стадии размещения кромку (4) катодной основы (2) электрода, по меньшей мере частично, вставляют в полость (7) формы путем размещения деталей (9 и 10) формы, по меньшей мере частично, вокруг кромки (4) катодной основы (2) электрода так,что кромка (4) катодной основы (2) электрода, по меньшей мере частично, лежит в полости (7) формы,образованной деталями формы. 6. Способ по любому из пп.1-5, отличающийся тем, что деталь (10) формы выполнена в виде толка-8 019716 теля, который, по меньшей мере частично, перемещают в полость (7) формы и внутри нее и который в ходе стадии затвердевания перемещают, по меньшей мере частично, в полость (7) формы. 7. Способ по любому из пп.1-6, отличающийся тем, что диэлектрический материал (14) подают в полость (7) формы с помощью средства (8) подачи диэлектрического материала, которое перемещают относительно полости (7) формы. 8. Способ по любому из пп.1-7, отличающийся тем, что кромку (4) катодной основы (2) электрода снабжают захватными устройствами (12) для улучшения адгезии накладки (5). 9. Способ по п.8, отличающийся тем, что кромку (4) катодной основы (2) электрода обеспечивают отверстиями в качестве захватных устройств (12), проходящими насквозь кромку (4) катодной основы (2) электрода, для улучшения адгезии накладки (5). 10. Способ по любому из пп.1-9, отличающийся тем, что в ходе стадий подачи материала и поджима кромку (4) катодной основы (2) электрода сохраняют неподвижной относительно полости (7) формы. 11. Способ по любому из пп.1-10, отличающийся тем, что кромку (4) катодной основы (2) электрода вставляют в полость (7) формы полностью. 12. Устройство для реализации способа по пп.1-11 которое включает в себя средство (15) плавления для расплавления диэлектрического материала (14); форму с полостью (7), выполненной с возможностью, по меньшей мере частичного, вставления в нее кромки (4) катодной основы (2) электрода и приспособленной для затвердевания диэлектрического материала (14), расплавленного средством (15) плавления, с образованием диэлектрической накладки (5); и средство (8) подачи диэлектрического материала для подачи диэлектрического материала (14) в полость (7) формы,отличающееся тем, что устройство (6) включает поджимающие элементы (16) для прижима диэлектрического материала(14) в полости (7) формы к кромке (4) катодной основы (2) электрода, которая, по меньшей мере частично, вставлена в полость (7) формы, в ходе затвердевания диэлектрического материала (14), расплавленного расплавляющим устройством (15); форма с полостью (7) образована несколькими деталями (9 и 10) формы, так что по меньшей мере одна из деталей формы представляет собой деталь (10) формы, выполненную с возможностью перемещения относительно полости (7) формы; детали (9 и 10) формы выполнены с возможностью размещения, по меньшей мере частично, вокруг кромки (4) катодной основы (2) электрода, так что кромка (4) катодной основы (2) электрода, по меньшей мере частично, расположена в полости (7) формы, образованной деталями формы; и указанную по меньшей мере одну, выполненную с возможностью перемещения, деталь (10) формы можно перемещать относительно полости (7) формы, если кромка (4) катодной основы (2) электрода, по меньшей мере частично, расположена в полости (7) формы и в полость (7) формы подан диэлектрический материал (14), чтобы в ходе затвердевания диэлектрического материала (14), расплавленного средством (15) плавления, уменьшать объем полости (7) формы. 13. Устройство по п.12, отличающееся тем, что средство (15) плавления вмонтировано в средство(8) подачи диэлектрического материала (14) так, что средство (8) подачи диэлектрического материала приспособлено для подачи в полость (7) формы диэлектрического материала в расплавленном состоянии. 14. Устройство по п.13, отличающееся тем, что средство (8) подачи диэлектрического материала включает экструдер для подачи в полость (7) формы диэлектрического материала в расплавленном состоянии. 15. Устройство по п.12, отличающееся тем, что средство (8) подачи диэлектрического материала приспособлено для подачи в полость (7) формы диэлектрического материала в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки; а средство (15) плавления вмонтировано в полость (7) формы так, что оно приспособлено для расплавления в полости (7) формы диэлектрического материала, поданного в полость (7) формы в твердом состоянии, например в виде гранул, прутков, полос, порошка или проволоки. 16. Устройство по п.12, отличающееся тем, что по меньшей мере одна, выполненная с возможностью перемещения, деталь (10) формы выполнена в форме толкателя, который можно, по меньшей мере частично, перемещать относительно полости (7) формы, если кромка (4) катодной основы (2) электрода,по меньшей мере частично, расположена в полости (7) формы и в полость (7) формы подан диэлектрический материал (14), чтобы уменьшать объем полости (7) формы в ходе стадии затвердевания диэлектрического материала (14), расплавленного средством (15) плавления. 17. Устройство по любому из пп.12-16, отличающееся тем, что средство (8) подачи диэлектрического материала приспособлено для перемещения относительно полости (7) формы.
МПК / Метки
МПК: C25C 7/02
Метки: кромки, способ, обеспечения, устройство, катодной, накладкой, диэлектрической, основы
Код ссылки
<a href="https://eas.patents.su/13-19716-sposob-i-ustrojjstvo-dlya-obespecheniya-kromki-katodnojj-osnovy-dielektricheskojj-nakladkojj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для обеспечения кромки катодной основы диэлектрической накладкой</a>
Устройство, система и способ продления срока службы расходуемых анодов на системах катодной защиты
Номер патента: 12935
Опубликовано: 26.02.2010
Автор: Даулинг Дэвид Б.
МПК: C23F 13/00
Метки: устройство, катодной, системах, срока, анодов, расходуемых, продления, защиты, способ, службы, система
Формула / Реферат:
1. Система для продления срока службы одного или более анодов системы катодной коррозионной защиты для управления коррозией проводящей конструкции в контакте с коррозийной окружающей средой, содержащая:один или более анодов, электрически соединенный с упомянутой проводящей конструкцией;фильтр, соединенный по меньшей мере с одним из следующего: упомянутая проводящая конструкция, упомянутый один или более анод или их сочетание и имеющий...
Способ и устройство для проведения хемометрических оценок плотности, вязкости, диэлектрической постоянной и удельного сопротивления флюида по данным, получаемым с помощью механического резонатора
Номер патента: 13572
Опубликовано: 30.06.2010
Авторы: Дифоджио Рокко, Рейтинджер Питер У.
МПК: G06F 19/00
Метки: флюида, сопротивления, данным, диэлектрической, способ, удельного, постоянной, проведения, хемометрических, оценок, вязкости, помощью, получаемым, плотности, механического, резонатора, устройство
Формула / Реферат:
1. Устройство для определения свойства флюида в скважине, содержащее:а) резонатор, приспособленный для сообщения с находящимся в скважине флюидом и импедансная характеристика которого зависит от свойств флюида,б) блок управления для возбуждения резонатора,в) контрольно-измерительный прибор для измерения импедансной характеристики резонатора иг) процессор, запрограммированный на создание обучающего набора синтетических данных для отклика...
Изнашиваемое устройство для режущей кромки землеройного ковша
Номер патента: 7026
Опубликовано: 30.06.2006
Автор: Джоунс Ларрен Ф.
Метки: землеройного, кромки, изнашиваемое, режущей, устройство, ковша
Формула / Реферат:
1. Изнашиваемое устройство для присоединения к экскаватору, содержащему край (12) ковша с внутренней поверхностью (14а), внешней поверхностью (14b) и поверхностью передней кромки (14с), причем край (12) образует центральную плоскость, проходящую посередине между внутренней и внешней поверхностями (14а, 14b), содержит выступ (20), выполненный с возможностью крепления к краю (12) и содержащий первую несущую поверхность (57), обращенную, по...
Изнашиваемое устройство для режущей кромки экскаватора
Номер патента: 7025
Опубликовано: 30.06.2006
Авторы: Эмрич Роберт К., Брискоу Терри Л.
МПК: E02F 9/28
Метки: изнашиваемое, устройство, режущей, экскаватора, кромки
Формула / Реферат:
1. Изнашиваемое устройство (10) для присоединения к краю (12) экскаватора, содержащему переднюю режущую кромку (16) и выполненное отстоящим назад от режущей кромки (16) сквозное окно (24), причем изнашиваемое устройство содержит изнашиваемый элемент (14) с передним рабочим концом (44) и задним установочным концом (46), содержащим пару охватывающих край (12) вилкообразных ножек (48), в каждой из которых выполнено отверстие (58) и замок (60),...
Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга
Номер патента: 8523
Опубликовано: 29.06.2007
Авторы: Польви Вейкко, Осара Карри
Метки: поверхности, штанга, хорошей, несущей, способ, катодной, получения, штанге, контакта, несущая
Формула / Реферат:
1. Способ формирования контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что на участке нижней поверхности контактной детали несущей штанги, которая должна касаться токоведущей шины электролитической ванны, формируют промежуточный слой, представляющий собой олово или сплав с преобладанием олова, после чего контактную поверхность покрывают слоем серебра или сплава...
Предыдущий патент: Способ обработки морских отложений и применение получаемого твердого продукта в строительных растворах или бетонах
Следующий патент: Многофункциональное устройство контроля окружающей среды
Случайный патент: Способ получения быстрорастворимого порошка имидаприла