Устройство ультразвукового соединения полотен
Формула / Реферат
1. Устройство ультразвукового соединения полотен, содержащее
вращающуюся часть, выполненную из расширяющегося или сжимающегося в зависимости от температуры элемента, включающую в себя множество опор (200), расположенных на вращающейся части через заданные промежутки в направлении вращения вращающейся части, при этом каждая из опор включает в себя выступающую часть (220, 230), которая выступает перпендикулярно вращающейся части, и множество выступов (240, 250), выступающих из выступающей части в перпендикулярном направлении,
ультразвуковой наконечник (120), предназначенный для создания ультразвуковых вибраций, и
механизм регулирования температуры (262), предназначенный для регулирования температуры вращающейся части, которая регулируется для каждой опоры отдельно,
теплоизлучатель (261), предназначенный для передачи тепловой энергии, выработанной механизмом регулирования температуры, причем
механизм регулирования температуры и теплоизлучатель размещены в каждой из множества опор, между осью вращения вращающейся части и выступающей частью, в котором
вращающаяся часть и ультразвуковой наконечник (120) расположены напротив друг друга с перемещаемым между ними промежуточным полотном, включающим в себя непрерывное первое полотно и непрерывное второе полотно, наложенные друг на друга, и
каждая из опор (200) и ультразвуковой наконечник (120) сжимают определенную область промежуточного полотна для осуществления ультразвукового соединения на этой области.
2. Устройство по п.1, в котором
вращающаяся часть выполнена в форме барабана (110) с осью вращения (111) и включает в себя крепящие части (112а) опор, к которым крепятся соответствующие опоры (200),
крепящие части опоры сопряжены друг с другом соединительной частью и соединительная часть образует внешнюю периферийную поверхность (112) вращающейся части.
3. Устройство по п.1, в котором
вращающаяся часть (300) выполнена в виде не сопряженных друг с другом крепящих частей (330а) опор, установленных на идущих в радиальном направлении от оси вращения (310) вращающейся части соединительных частях (320) с установочной частью (330).
4. Устройство по любому из пп.2 и 3, в котором каждая из крепящих частей опор выполнена сужающейся и механизм регулирования температуры (262) и теплоизлучатель (261) установлены в сужающейся части.
5. Устройство по любому из пп.2 и 3, в котором
каждая из опор (200) разделена по меньшей мере на две части (216 и 217) в направлении вращения вращающейся части и
механизм регулирования температуры (262) и теплоизлучатель (261) размещены в каждой части разделенной опоры.

Текст
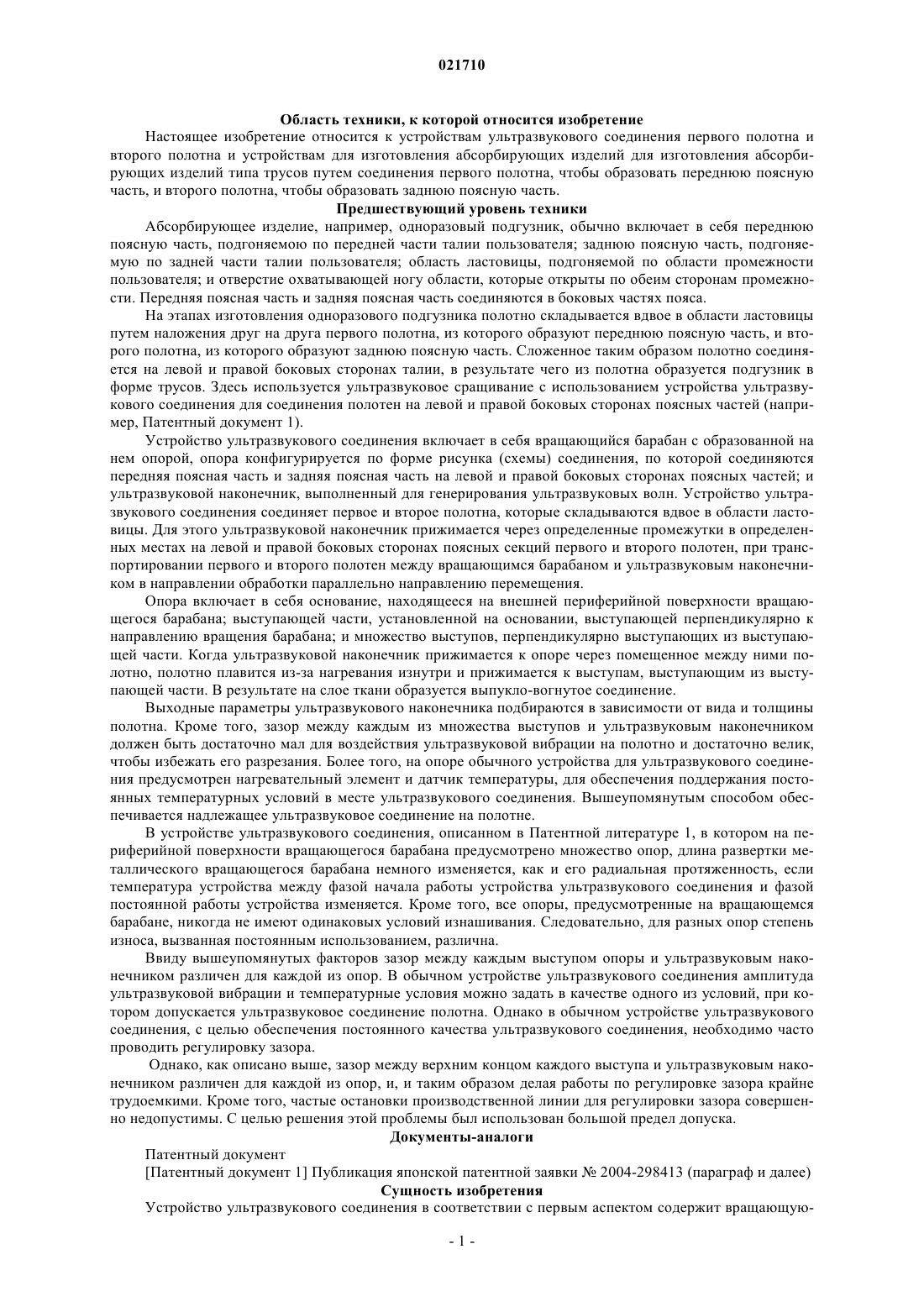
УСТРОЙСТВО УЛЬТРАЗВУКОВОГО СОЕДИНЕНИЯ ПОЛОТЕН На опоре 200 размещен механизм регулирования температуры, включающий в себя нагреватель. На опоре 200 имеется теплоизлучатель 261, передающий тепловую энергию, вырабатываемую механизмом регулирования температуры 262. На опоре 200 размещен датчик температуры 270, измеряющий температуру крепящей части 112 а опоры, в которой установлена опора 200 вращающегося барабана 110. Устройство ультразвукового соединения 100 включает в себя управляющее устройство, предназначенное для управления температурой, до которой должен нагреваться вращающийся барабан 110 с помощью механизма регулирования температуры 262. Управляющее устройство управляет количеством выработанной тепловой энергии механизмом регулирования температуры 262 на основании результатов измерения датчика температуры 270. Механизм регулирования температуры 262 и теплоизлучатель 261 установлены в каждой из нескольких опор 200. Область техники, к которой относится изобретение Настоящее изобретение относится к устройствам ультразвукового соединения первого полотна и второго полотна и устройствам для изготовления абсорбирующих изделий для изготовления абсорбирующих изделий типа трусов путем соединения первого полотна, чтобы образовать переднюю поясную часть, и второго полотна, чтобы образовать заднюю поясную часть. Предшествующий уровень техники Абсорбирующее изделие, например, одноразовый подгузник, обычно включает в себя переднюю поясную часть, подгоняемою по передней части талии пользователя; заднюю поясную часть, подгоняемую по задней части талии пользователя; область ластовицы, подгоняемой по области промежности пользователя; и отверстие охватывающей ногу области, которые открыты по обеим сторонам промежности. Передняя поясная часть и задняя поясная часть соединяются в боковых частях пояса. На этапах изготовления одноразового подгузника полотно складывается вдвое в области ластовицы путем наложения друг на друга первого полотна, из которого образуют переднюю поясную часть, и второго полотна, из которого образуют заднюю поясную часть. Сложенное таким образом полотно соединяется на левой и правой боковых сторонах талии, в результате чего из полотна образуется подгузник в форме трусов. Здесь используется ультразвуковое сращивание с использованием устройства ультразвукового соединения для соединения полотен на левой и правой боковых сторонах поясных частей (например, Патентный документ 1). Устройство ультразвукового соединения включает в себя вращающийся барабан с образованной на нем опорой, опора конфигурируется по форме рисунка (схемы) соединения, по которой соединяются передняя поясная часть и задняя поясная часть на левой и правой боковых сторонах поясных частей; и ультразвуковой наконечник, выполненный для генерирования ультразвуковых волн. Устройство ультразвукового соединения соединяет первое и второе полотна, которые складываются вдвое в области ластовицы. Для этого ультразвуковой наконечник прижимается через определенные промежутки в определенных местах на левой и правой боковых сторонах поясных секций первого и второго полотен, при транспортировании первого и второго полотен между вращающимся барабаном и ультразвуковым наконечником в направлении обработки параллельно направлению перемещения. Опора включает в себя основание, находящееся на внешней периферийной поверхности вращающегося барабана; выступающей части, установленной на основании, выступающей перпендикулярно к направлению вращения барабана; и множество выступов, перпендикулярно выступающих из выступающей части. Когда ультразвуковой наконечник прижимается к опоре через помещенное между ними полотно, полотно плавится из-за нагревания изнутри и прижимается к выступам, выступающим из выступающей части. В результате на слое ткани образуется выпукло-вогнутое соединение. Выходные параметры ультразвукового наконечника подбираются в зависимости от вида и толщины полотна. Кроме того, зазор между каждым из множества выступов и ультразвуковым наконечником должен быть достаточно мал для воздействия ультразвуковой вибрации на полотно и достаточно велик,чтобы избежать его разрезания. Более того, на опоре обычного устройства для ультразвукового соединения предусмотрен нагревательный элемент и датчик температуры, для обеспечения поддержания постоянных температурных условий в месте ультразвукового соединения. Вышеупомянутым способом обеспечивается надлежащее ультразвуковое соединение на полотне. В устройстве ультразвукового соединения, описанном в Патентной литературе 1, в котором на периферийной поверхности вращающегося барабана предусмотрено множество опор, длина развертки металлического вращающегося барабана немного изменяется, как и его радиальная протяженность, если температура устройства между фазой начала работы устройства ультразвукового соединения и фазой постоянной работы устройства изменяется. Кроме того, все опоры, предусмотренные на вращающемся барабане, никогда не имеют одинаковых условий изнашивания. Следовательно, для разных опор степень износа, вызванная постоянным использованием, различна. Ввиду вышеупомянутых факторов зазор между каждым выступом опоры и ультразвуковым наконечником различен для каждой из опор. В обычном устройстве ультразвукового соединения амплитуда ультразвуковой вибрации и температурные условия можно задать в качестве одного из условий, при котором допускается ультразвуковое соединение полотна. Однако в обычном устройстве ультразвукового соединения, с целью обеспечения постоянного качества ультразвукового соединения, необходимо часто проводить регулировку зазора. Однако, как описано выше, зазор между верхним концом каждого выступа и ультразвуковым наконечником различен для каждой из опор, и, и таким образом делая работы по регулировке зазора крайне трудоемкими. Кроме того, частые остановки производственной линии для регулировки зазора совершенно недопустимы. С целью решения этой проблемы был использован большой предел допуска. Документы-аналоги Патентный документ[Патентный документ 1] Публикация японской патентной заявки 2004-298413 (параграф и далее) Сущность изобретения Устройство ультразвукового соединения в соответствии с первым аспектом содержит вращающую-1 021710 ся часть, выполненную из расширяющегося или сжимающегося в зависимости от температуры элемента,включающую в себя множество опор, расположенных на вращающейся части через заданные промежутки в направлении вращения вращающейся части, при этом каждая из опор включает в себя выступающую часть, которая выступает перпендикулярно вращающейся части, и множество выступов, выступающих из выступающей части в перпендикулярном направлении, ультразвуковой наконечник, предназначенный для создания ультразвуковых вибраций, и механизм регулирования температуры, предназначенный для регулирования температуры вращающейся части, которая регулируется для каждой опоры отдельно, теплоизлучатель, предназначенный для передачи тепловой энергии, выработанной механизмом регулирования температуры, причем механизм регулирования температуры и теплоизлучатель размещены в каждой из множества опор, между осью вращения вращающейся части и выступающей частью, в котором вращающаяся часть и ультразвуковой наконечник расположены напротив друг друга с перемещаемым между ними промежуточным полотном, включающим в себя непрерывное первое полотно и непрерывное второе полотно, наложенные друг на друга, и каждая из опор и ультразвуковой наконечник сжимают определенную область промежуточного полотна для осуществления ультразвукового соединения на этой области. Краткое описание чертежей На фиг. 1 представлен вид в перспективе абсорбирующего изделия согласно варианту осуществления. На фиг. 2 представлена схема, поясняющая часть способа изготовления абсорбирующего изделия согласно данному варианту осуществления. На фиг. 3 представлен вид в перспективе части устройства ультразвукового соединения согласно данному варианту осуществления. На фиг. 4 представлен вид сбоку устройства ультразвукового соединения согласно данному варианту осуществления, если смотреть со стороны выпуска. На фиг. 5 представлен вид сбоку вращающегося барабана согласно данному варианту осуществления, если смотреть по оси вращения. На фиг. 6 представлен вид в перспективе, поясняющий один из вариантов осуществления опоры согласно данному варианту осуществления. На фиг. 7 представлено сечение по F7-F7 опоры, показанной на фиг. 6. На фиг. 8 представлен вид сбоку одной из модификаций вращающегося барабана. На фиг. 9 представлен вид в перспективе, поясняющей 1-ю модификацию опоры согласно данному варианту осуществления. На фиг. 10 представлен вид в перспективе, поясняющей 2-ю модификацию опоры согласно данному варианту осуществления. Описание вариантов осуществления Далее описан вариант осуществления устройства ультразвукового соединения и устройства для изготовления абсорбирующего изделия по настоящему изобретению со ссылкой на сопроводительные чертежи. Следует отметить, что в нижеследующих описаниях чертежей, одинаковые или аналогичные позиции обозначают одинаковые или аналогичные части. Кроме того, следует отметить, что чертежи представлены схематично, а пропорции размеров и т.п. отличаются от фактических. В связи с этим, конкретные размеры и т.п. устанавливаются с учетом следующего описания. Кроме того, чертежи включают части с различными размерными соотношениями и пропорциями. Структура абсорбирующего изделия Сначала, со ссылкой на чертеж дается описание структуры абсорбирующего изделия 1, изготовленного с использованием устройства ультразвукового соединения согласно настоящему варианту осуществления. На фиг. 1 представлен вид в перспективе абсорбирующего изделия 1 согласно настоящему варианту осуществления. В настоящем варианте осуществления абсорбирующее изделие 1 является одноразовым подгузником в форме трусов. Как показано на фиг. 1, абсорбирующее изделие 1 в основном включает в себя внешний лист 2, тыльный лист 3 и абсорбер 4. Внешний лист 2 расположен на стороне самой внутренней части абсорбирующего изделия 1 и соприкасается с кожей пользователя. Внешний лист 2 включает в себя верхний (первый) лист 2 А, соприкасающийся с кожей пользователя, и второй (нижний) лист 2 В, соединенный с поверхностью верхнего листа 2 А со стороны абсорбера 4. Следует отметить, что верхний лист 2 изготовлен из проницаемого для жидкостей материала, например, нетканого полотна или перфорированной пластиковой пленки. Тыльный лист 3 находится на крайней снаружи стороне (на стороне противоположной от кожи пользователя) абсорбирующего изделия 1. Внешний лист 3 включает в себя один нижний лист 3 А, находящийся на внешней стороне абсорбирующего изделия ,1 и водонепроницаемый лист 3 В, соединенный с поверхностью нижнего листа 3 А со стороны абсорбера 4. Следует отметить, что нижний лист 3 А изготовлен из нетканого полотна или аналогичного материала. Водонепроницаемый лист 3 В изготовлен из влагонепроницаемого материала. Между внешним листом 2 (второй лист 2 В) и тыльным листом 3 (водонепроницаемый лист 3 В) на-2 021710 ходится абсорбер 4, впитывающий выделения (экскременты) тела пользователя. Абсорбирующее изделие 1 с вышеупомянутой структурой в сочетании с передней поясной частью 10 подгоняется по передней части талии пользователя, задняя поясная часть 20 подгоняется по задней части талии пользователя, а область 30 ластовицы подгоняется к области промежности (так называемое трехкомпонентное изделие). На боковых участках пояса пользователя передняя поясная часть 10 и задняя поясная часть 20 соединяются на соединительных участках 40, образуя, таким образом, область поясного отверстия 50, в которое входит тело владельца. Область 30 ластовицы находится между передней поясной частью 10 и задней поясной частью 20. Поясная манжета 50 А со сборками, изготовленная с использованием эластичной резиновой нити, идет по всему периметру края поясного отверстия 50. Области 60 охватывающего ногу отверстия, в которые проходят ноги владельца, образуются по обе стороны от области 30 ластовицы. Ножная манжета 60 А со сборками, изготовленная с использованием эластичной резиновой нити,идет по всему периметру края области 60 охватывающего ногу отверстия. Способ изготовления абсорбирующего изделия Далее со ссылкой на чертеж описан способ изготовления абсорбирующего изделия по настоящему варианту осуществления. На фиг. 2 представлена схема, поясняющая часть способа изготовления абсорбирующего изделия по настоящему варианту осуществления. Как показано на фиг. 2, способ изготовления абсорбирующего изделия включает в себя, по меньшей мере, этап S1 образования поясной части, этап S2 переноса области ластовицы, этап S3 образования охватывающей ногу области, этап S4 складывания, этап S5 соединения и этап S6 отрезания. На этапе образования поясной части S1 между полотнами ткани 6 А и 6 В помещаются манжеты со сборками (поясная манжета 50 А и ножная манжета 60 А). Таким образом, образуется пара полотен 61 и 62, соответственно готовых к образованию передней поясной части 10 и задней поясной части 20. На этапе S2 переноса секции ластовицы после (по ходу изготовления) этапа S1 образования поясной части элемент 30 А области ластовицы для образования области 30 ластовицы переносится (располагается) между парой полотен 61 и 62 с заданными интервалами в направлении обработки MD. На этапе S3 образования охватывающей ногу области после (по ходу изготовления) этапа S2 переноса области ластовицы обрезается часть полотен 61 и 62 (полотна 6 А и 6 В) и часть тыльного листа 3,образующего элемент области 30 ластовицы. Иными словами, в слоях ткани 61 и 62 образуется отверстие (проем) AR, образующее область охватывающего ногу отверстия. На этапе S4 складывания после (по по ходу изготовления) этапа S3 образования охватывающей ногу области полотно складывается вдвое путем наложения полотна 61 с одной его стороны на полотно 62 с его другой, вдоль линии сгиба, определенной на элементе 30 А области ластовицы и параллельно направлению обработки MD. На этапе S5 соединения после (по ходу изготовления) этапа S4 складывания передняя поясная часть 10 и задняя поясная часть 20 соединяются в соединительных зонах 40 А подготовленных для образования соединительных частей 40 с помощью ультразвуковой или тепловой обработки. Соединительные зоны 40 А образуются по обе стороны воображаемой линии SL, указывающей место отрезания, проходящее в поперечном направлении CD промежуточного полотна 6. На этапе S6 отрезания после (по ходу изготовления) этапа S5 соединения промежуточное полотно 6, соединенное в соединительных зонах 40 А отрезается в направлении обработки MD через заданные интервалы,т.е. вдоль воображаемой линии SL. Таким образом изготавливаются абсорбирующие изделия 1. Устройство ультразвукового соединения Устройство ультразвукового соединения 100 используется для выполнения этапа S5 соединения. Ниже, со ссылкой на чертеж, описана конструкция устройства ультразвукового соединения 100 по настоящему варианту осуществления. На фиг. 3 представлен вид в перспективе устройства ультразвукового соединения 100, конструкция которого позволяет выполнять этап S5 соединения, показанный на фиг. 2. Направление стрелки F на фиг. 3 соответствует направлению стрелки на фиг. 2. На фиг. 4 представлен вид сбоку устройства ультразвукового соединения 100, если смотреть со стороны выпуска. На фиг. 5 представлен вид сбоку устройства ультразвукового соединения 100, если смотреть вдоль оси вращения. С целью пояснения на фиг. 4 и 5 не показано промежуточное полотно 6. Устройство ультразвукового соединения 100 включает в себя вращающуюся часть 110 и ультразвуковой наконечник 120, предназначенный для генерирования ультразвуковых вибраций. На фиг. 5-7 вращающаяся часть 110 представляет собой вращающийся барабан и в связи с этим ниже представлена как вращающийся барабан. Вращающийся барабан 110 выполнен из расширяющегося или сокращающегося в зависимости от температуры элемента. По меньшей мере, внешняя периферийная поверхность 112 вращающегося барабана 110 изготовляется из металла. На вращающемся барабане 110 предусмотрено несколько опор 200,находящихся друг от друга на заданных расстояниях в направлении его вращения. На внешней периферийной поверхности 112 вращающегося барабана 110 предусмотрены крепящие части 112 а опоры. Опоры 200 устанавливаются в соответствующие крепящие части 12 а опоры 1. В варианте осуществления,-3 021710 представленном на фиг. 5, крепящие части 112 а опоры размещены на цилиндрически непрерывной внешней периферийной поверхности 112. Внешняя периферийная поверхность 112 является составной частью соединительной части. Каждая крепящая часть 112 а опоры имеет сужающуюся в радиальном направлении внутрь часть, идущую от поверхности вращающегося барабана 110 и соприкасающуюся с промежуточным полотном 6 (внешняя периферийная поверхность 112). Иными словами, каждая опора 200 установлена в соответствующей крепящей части 112 а опоры и образует на внешней периферийной поверхности 112 вогнутую форму. В этом варианте осуществления на внешней периферийной поверхности 112 одного вращающегося барабана 110 на равном расстоянии друг от друга установлено пять опор 200. Ось вращения 111 вращающегося барабана 110 проходит параллельно поперечному направлению CD, перпендикулярно направлению обработки MD, вдоль которого осуществляются процесс изготовления. Вращающийся барабан 110 и ультразвуковой наконечник 120 расположены напротив друг друга, а между ними помещается промежуточное полотно 6, включающее в себя полотно 61 с одной стороны и полотно 62 с другой стороны, наложенные друг на друга. Ультразвуковой наконечник 120 связан с ультразвуковым вибратором через усилитель, не показанный на чертеже. Ультразвуковой наконечник 120 воздействует на промежуточное полотно 6 ультразвуковыми вибрациями, вырабатываемыми ультразвуковым вибратором и усиленными с помощью усилителя. Ультразвуковой наконечник 120 входит в контакт с каждой соединительной зоной 40 А промежуточного полотна 6 и прижимается к одной из опор 200, описанных ниже, через размещенное между ними промежуточное полотно 6. Сила прижатия ультразвукового наконечника 120 к промежуточному полотну 6 регулируется. Устройство ультразвукового соединения 100 со стороны впуска (входа) по ходу изготовления снабжено вальцем 130 А и со стороны выпуска (выхода) по ходу изготовления вальцем 130 В. Промежуточное полотно 6 прижимается к внешней периферийной поверхности 112 вращающегося барабана 110 вальцами 130 А и 130 В. Опора 200 и ультразвуковой наконечник 120 устройства ультразвукового соединения 100 зажимают между собой соединительную зону 40 А промежуточного полотна 6, осуществляя,таким образом, ультразвуковое соединение в соединительной зоне 40 А. При этом промежуточное полотно 6 перемещается в направлении обработки MD, прижимаясь к внешней периферийной поверхности 112 вращающегося барабана 110. Когда ультразвуковой наконечник головка 120 прижимается к промежуточному полотну 6, промежуточное полотно 6 расплавляется от нагревания изнутри и прижимается к выступам 240 и 250, выступающим из выступающих частей 220 и 230. В результате на промежуточном полотне 6 образуется выпукло-вогнутое соединение. Конструкция опоры Далее с помощью фиг. 6 и 7 описана конструкция каждой опоры. На фиг. 6 представлен вид в перспективе опоры 200. На фиг. 7 представлено сечение опоры 200 по линии F7-F7. Опора 200 включает в себя основание 210 и выступающие части 220 и 230. Основание 210 устанавливается в месте крепления 112 а опоры на внешней периферийной поверхности 112 вращающегося барабана 110. Выступающая часть 220 выступает с передней поверхности 210 а основания 210 в перпендикулярномк вращающемуся барабану 110 направлении Н. Выступающая часть 220 образована в линейной форме в поперечном направлении CD вдоль передней поверхности 210 а основания 210. Выступающая часть 220 включает в себя несколько выступов 240. Каждый выступ 240 выступает с передней поверхности выступающей части 220 в перпендикулярном направлении Н. На передней поверхности 210 а основания 210 находится один конец 220 а в поперечном направлении CD выступающей части 220, смещенный вперед относительно другого конца 220b в направлении вращения R. В варианте осуществления, представленном на фиг. 6, опора 200 включает в себя механизм регулирования температуры 262, предназначенный для регулирования температуры вращающегося барабана 110. Механизм регулирования температуры 262, по меньшей мере, включает в себя нагреватель, предназначенный для генерации тепловой энергии. Опора 200 также включает в себя теплоизлучатель 261,предназначенный для передачи тепловой энергии, выработанной механизмом регулирования температуры 262, вращающемуся барабану 110. Механизм регулирования температуры 262 и теплоизлучатель 261 размещены между осью вращения 111 вращающегося барабана 110 и выступающей частью 220. Механизм регулирования температуры 262 и теплоизлучатель 261 размещены в части опоры 200, устанавливаемой соответственно по крепящей части 112 а опоры, сужающейся в радиальном направлении внутрь от внешней периферийной поверхности 112. Опора 200 также включает в себя датчик температуры 270,предназначенный для измерения температуры крепящей части 112 а опоры вращающегося барабана 110,в котором установлена опора. Устройство ультразвукового соединения 100 включает в себя контроллер (не показан), предназначенный для управления температурой, до которой должен нагреваться вращающийся барабан 110 с помощью механизма регулирования температуры 262. Контроллер управляет количеством выработанной тепловой энергии механизмом регулирования температуры 262 на основании результатов измерения датчика температуры 270. В варианте осуществления, представленном на фиг. 6, механизм регулирова-4 021710 ния температуры 262 и теплоизлучатель 261 установлены в каждой опоре 200. Как описано выше, устройство ультразвукового соединения 100 включает в себя механизм регулирования температуры 262, установленный в опоре 200, и теплоизлучатель 261, предназначенный для передачи тепловой энергии, выработанной механизмом регулирования температуры 262, вращающемуся барабану 110. Механизм регулирования температуры 262 и теплоизлучатель 261 размещены между осью вращения 111 вращающегося барабана 110 и выступающими частями 220 и 230. Благодаря этому, сокращаются потери при передаче тепла, а тепловая энергия эффективно передается вращающемуся барабану 110. Кроме того, механизм регулирования температуры 262 и теплоизлучатель 261 установлены в каждой опоре 200. Таким образом, механизмом регулирования температуры 262 регулируется температура на каждой опоре 200. Тепловая энергия, выработанная нагревателем механизма регулирования температуры 262, передается через теплоизлучатель 261 к крепящей части 112 а опоры, находящейся на внешней периферийной поверхности 112 металлического вращающегося барабана 110. Иными словами, нагрев может изменять температуру части, соответствующей крепящей части 112 а опоры вращающегося барабана 110. В этом варианте осуществления вращающаяся часть 110 имеет форму барабана. Во вращающейся части 110 крепящие части 112 а опоры, в которых установлены опоры 200, сопряжены друг с другом внешней периферийной поверхностью 112 (соединительной частью). Тепловая энергия, передаваемая через теплоизлучатель 261, образует низкотемпературную зону и высокотемпературную зону на внешней периферийной поверхности 112 вращающегося барабана 110. По этой причине степень теплового расширения в круговом направлении металлической детали при формировании вращающегося барабана 110 в некоторых частях различна. Из-за этого локально увеличивается длина развертки внешней периферийной поверхности 112, в связи с чем немного увеличивается радиальная протяженность вращающегося барабана 110, по меньшей мере, вблизи каждой крепящей части опоры 112 а. Таким образом, устройство ультразвукового соединения 100 нагревает вращающийся барабан 110,используя механизм регулирования температуры 262, установленный в каждой опоре 200. Это позволяет изменять зазор между ультразвуковым наконечником 120 и каждой из выступающих частей 240 и 250 опоры 200. Таким образом, упрощается работа по регулированию зазора, в сравнении с обычным устройством ультразвукового соединения. Кроме того, при использовании устройства ультразвукового соединения 100, нет необходимости в частой остановке производственной линии для регулировки зазора. Более того,поскольку регулировка зазора при использовании ультразвукового наконечника 120 производится отдельно для каждой опоры 200, допуск для всего промежуточного полотна 6 (т.е. в отношении абсорбирующих изделий 1) можно уменьшить. В результате повышается качество ультразвукового соединения. Кроме того, каждая крепящая часть 112 а опоры имеет сужающуюся в радиальном направлении внутрь часть, идущую от поверхности вращающегося барабана 110 и соприкасающуюся с промежуточным листом ткани 6 (внешняя периферийная поверхность 112). Механизм регулирования температуры 262 и теплоизлучатель 261 установлены в сужающейся части. В вышеупомянутой конструкции, механизм регулирования температуры 262 и теплопередатчик 261 способствуют тепловому расширению не только вращающегося барабана 110, но и опоры 200. Кроме того, опора 200, механизма регулирования температуры 262 и теплоизлучатель 261 встроены во вращающийся барабан 110 и, таким образом, защищены от бумажной пыли и пр. Модификация вращающегося устройства В вышеупомянутом варианте осуществления вращающаяся часть 110 была описана как вращающийся барабан с внешней периферийной поверхностью 112. Однако форма вращающейся части не ограничивается формой барабана. Например, вращающаяся часть 300, показанная на фиг. 8, состоит из металлических ребер (спиц) 320, выступающих из оси вращения 310 в перпендикулярном направлении Н. Длина каждого ребра 320, по меньшей мере, равна ширине в поперечном направлении CD установочной части опоры 330. Металлическая установочная часть опоры 330 крепится к концу ребра 320. На установочной части опоры 330 имеется место крепления 330 а опоры. Опора 200 крепится к месту крепления 330 а опоры. Во вращающейся части 300, на концах ребер которой имеются установочные части опоры 330, тепловая энергия, выработанная нагревателем механизма регулирования температуры 262, установленного в каждой опоре 200, передается через теплоизлучатель 261 к месту крепления 330 а опоры соответствующей установочной части опоры 330, находящейся на металлической вращающейся части 300. Вращающаяся часть 300 нагревается до заранее заданной температуры от тепловой энергии, переданной через теплоизлучатель 261. Это способствует тепловому расширению каждого соответствующего металлического ребра 230, образующих вращающееся устройство 300, увеличивая, таким образом, длину ребра 320, выходящего из оси вращения 310. Иными словами, регулирование температуры, осуществляемое механизмом регулирования температуры 262, непосредственно изменяет радиальную протяженность металлического ребра 320 и, таким образом, изменяет зазор между ультразвуковым наконечником 120 и каждой из выступающих частей 240 и 250 соответствующей опоры 200. Кроме того, регулировка зазора при использовании ультразвукового наконечника 120 может осуществляться отдельно для каждой опоры 200, установленной на вращающейся части 300. Следует отметить, что во вращающейся части 300, показанной на фиг. 8, установочные части опоры 330 могут быть сопряжены друг с другом. Кроме того, во вращающейся части 300, показанной на фиг. 8, между каждой опорой 200 и центром вращения вращающейся части 300, т.е. на каждом ребре,может быть установлен механизм регулирования температуры 262. Кроме того, в представленном описании длина каждого ребра 320 равна ширине в поперечном направлении CD установочной части 330. Как вариант, каждое ребро 320 может состоять из нескольких ребер и необязательно должно быть непрерывным в поперечном направлении CD. В другом варианте ребро 320 может иметь форму стержня. В случае, когда опора разделена, как, например, в Модификации опоры 1 (описанной ниже), ребра, несущие установочные части соответствующих опор, могут быть предусмотрены отдельно. 1-я модификация опоры На фиг. 9 представлена 1-я модификация опоры. Опора 201 может быть разделена щелью 280 (шириной G3), по меньшей мере, на две части в направлении вращения R в определенном месте в поперечном направлении CD, перпендикулярном направлению перемещения MD, в котором перемещается промежуточное полотно 6. Механизм регулирования температуры 262 и теплоизлучатель 261 установлены на каждом из оснований 211 и 212, получающихся при разделении. Регулирование температуры для оснований 211 и 212 может осуществляться отдельно. 2-я модификация опоры На фиг. 10 представлена 2-я модификация опоры. В основании опоры 202 имеются выступы 240 и 250. Во 2-й модификации на фиг. 10 основание разделено щелью 292 на две части - основание 216 и 217,но это разделение основания не обязательно. Механизм регулирования температуры 262 и теплоизлучатель 261 установлены на каждом из оснований 216 и 217, получающихся при разделении. В этой модификации регулирование температуры для оснований 216 и 217 может осуществляться отдельно. Другие варианты осуществления Как описано выше, подробности настоящего изобретения представлены на примере варианта осуществления настоящего изобретения. Не следует понимать, что настоящее изобретение ограничивается описанием и чертежами, составляющими часть настоящего раскрытия. На основании настоящего раскрытия специалисты в данной области техники смогут легко предложить различные варианты осуществления, примеры и методику работы. Например, в вышеупомянутом варианте осуществления настоящего изобретения было представлено описание случая, когда соединение выполняется в областях соединения боковых частей пояса. Однако настоящее изобретение не ограничивается этим случаем. Ультразвуковое сращивание может применяться к любым необходимым частям. Кроме того, согласно приведенному описанию абсорбирующее изделие 1 состоит из передней поясной части 10, задней поясной части 20 и области ластовицы 30 (так называемое трехкомпонентное изделие). Однако абсорбирующее изделие 1 не ограничивается этой конструкцией. Как вариант, абсорбирующее изделие путем объединения передней поясной части 10, задней поясной части 20 и области ластовицы 30 может представлять собой одно целое (так называемое однокомпонентное изделие). Кроме того, в качестве примера описания абсорбирующего изделия 1 использовался одноразовый подгузник в форме трусов. Однако абсорбирующее изделие 1 не ограничивается этим. Настоящее изобретение применимо к другим изделиям, в которых используется этап S5 соединения (например, к подгузникам открытого типа или пеленкам). Кроме того, само собой разумеется, что конструкция абсорбирующего изделия 1 не ограничивается описанной в вышеупомянутом варианте осуществления, но может соответствовать любому конкретному применению. В варианте осуществления настоящего изобретения было описано, что в опоре 200 находится механизм регулирования температуры 262, предназначенный для нагревания, по меньшей мере, вращающегося барабана 110 через теплоизлучатель 261. Помимо механизма регулирования температуры 262, опора может иметь и механизм охлаждения. Опора охлаждает вращающийся барабан через теплоизлучатель,отбирая тепло от вращающегося барабана. Наличие механизма охлаждения позволяет добиться понижения прилипания к опоре отходов шва, остающихся после ультразвуковой сварки, расплавления горячего материала и т.п. Кроме того, в варианте осуществления настоящего изобретения было представлено описание опоры, крепящейся к крепящей части вращающегося устройства. Как вариант, опора может быть интегрирована во вращающуюся часть. По настоящему изобретению регулирование зазора для нескольких опор вращающейся части может осуществляться отдельно, даже если опоры интегрированы во вращающуюся часть. Таким образом, ресурс стойкости вращающейся части с интегрированными в нее опорами может быть увеличен, даже если степень износа у каждой опоры различна. Как описано выше, настоящее изобретение естественным образом включает в себя различные варианты осуществления, не описанные здесь. В связи с этим, техническое применение настоящего изобретения должно устанавливаться лишь на основании признаков, определяющих данное изобретение в преде-6 021710 лах соответствующих пунктов формулы изобретения, исходя из представленного описания. Следует отметить, что все содержание японской патентной заявки 2009-180195 (поданной 31 июля 2009 г.) включено в настоящее описание в качестве ссылки. Промышленная применимость Настоящее изобретение дает возможность производить устройства ультразвукового соединения,позволяющие уменьшить предельный допуск путем регулирования зазора между каждой из нескольких опор, находящихся на вращающейся части и ультразвуковым наконечником, отдельно для каждой опоры, таким образом, повышая качество ультразвукового соединения. Кроме того, настоящее изобретение дает возможность изготовления устройств для изготовления абсорбирующих изделий, позволяющих изготавливать абсорбирующие изделия в форме трусов со стабильным качеством путем повышения качества ультразвукового соединения при изготовлении абсорбирующих изделий. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство ультразвукового соединения полотен, содержащее вращающуюся часть, выполненную из расширяющегося или сжимающегося в зависимости от температуры элемента, включающую в себя множество опор (200), расположенных на вращающейся части через заданные промежутки в направлении вращения вращающейся части, при этом каждая из опор включает в себя выступающую часть (220, 230), которая выступает перпендикулярно вращающейся части, и множество выступов (240, 250), выступающих из выступающей части в перпендикулярном направлении,ультразвуковой наконечник (120), предназначенный для создания ультразвуковых вибраций, и механизм регулирования температуры (262), предназначенный для регулирования температуры вращающейся части, которая регулируется для каждой опоры отдельно,теплоизлучатель (261), предназначенный для передачи тепловой энергии, выработанной механизмом регулирования температуры, причем механизм регулирования температуры и теплоизлучатель размещены в каждой из множества опор,между осью вращения вращающейся части и выступающей частью, в котором вращающаяся часть и ультразвуковой наконечник (120) расположены напротив друг друга с перемещаемым между ними промежуточным полотном, включающим в себя непрерывное первое полотно и непрерывное второе полотно, наложенные друг на друга, и каждая из опор (200) и ультразвуковой наконечник (120) сжимают определенную область промежуточного полотна для осуществления ультразвукового соединения на этой области. 2. Устройство по п.1, в котором вращающаяся часть выполнена в форме барабана (110) с осью вращения (111) и включает в себя крепящие части (112 а) опор, к которым крепятся соответствующие опоры (200),крепящие части опоры сопряжены друг с другом соединительной частью и соединительная часть образует внешнюю периферийную поверхность (112) вращающейся части. 3. Устройство по п.1, в котором вращающаяся часть (300) выполнена в виде не сопряженных друг с другом крепящих частей (330 а) опор, установленных на идущих в радиальном направлении от оси вращения (310) вращающейся части соединительных частях (320) с установочной частью (330). 4. Устройство по любому из пп.2 и 3, в котором каждая из крепящих частей опор выполнена сужающейся и механизм регулирования температуры (262) и теплоизлучатель (261) установлены в сужающейся части. 5. Устройство по любому из пп.2 и 3, в котором каждая из опор (200) разделена по меньшей мере на две части (216 и 217) в направлении вращения вращающейся части и механизм регулирования температуры (262) и теплоизлучатель (261) размещены в каждой части разделенной опоры.
МПК / Метки
МПК: A61F 13/49, A61F 13/15, B29C 65/08
Метки: соединения, ультразвукового, полотен, устройство
Код ссылки
<a href="https://eas.patents.su/12-21710-ustrojjstvo-ultrazvukovogo-soedineniya-poloten.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство ультразвукового соединения полотен</a>
Устройство для ультразвукового соединения и устройство для изготовления абсорбирующего изделия
Номер патента: 21012
Опубликовано: 31.03.2015
Автор: Ямамото Хироки
МПК: B29C 65/08, A61F 13/49, A61F 13/15...
Метки: ультразвукового, устройство, соединения, абсорбирующего, изделия, изготовления
Формула / Реферат:
1. Устройство для ультразвукового соединения, содержащеевращающийся барабан, имеющий опору на внешней периферийной поверхности вращающегося барабана; имножество ультразвуковых наконечников для распространения ультразвуковых колебаний,в котором вращающийся барабан имеет вал вращения, расположенный параллельно поперечному направлению (CD) полотна, которое перпендикулярно технологическому направлению (MD), в котором проходит технологический процесс...
Гидродинамический генератор акустических колебаний ультразвукового диапазона и способ создания акустических колебаний ультразвукового диапазона
Номер патента: 9880
Опубликовано: 28.04.2008
Авторы: Тагиев Муса Магомедович, Дудко Михаил Петрович, Люкшин Евгений Георгиевич
МПК: B06B 1/18
Метки: гидродинамический, генератор, способ, создания, ультразвукового, колебаний, акустических, диапазона
Формула / Реферат:
1. Гидродинамический генератор акустических колебаний ультразвукового диапазона, включающий полый корпус с входным и выходным отверстиями и размещенное внутри него препятствие для потока жидкости, отличающийся тем, что корпус выполнен в виде конусно-цилиндрической трубы, препятствие представляет собой систему, состоящую из последовательно соединенных плохо обтекаемого тела, стержня и диска, установленных соосно с трубой, при этом центральный...
Водопроницаемый барабан для гидродинамического иглопробивания полотен текстильных материалов, а также способ изготовления указанного барабана
Номер патента: 7083
Опубликовано: 30.06.2006
Автор: Фляйсснер Герольд
МПК: B26F 1/26, D04H 1/46, D04H 18/00...
Метки: материалов, текстильных, также, иглопробивания, способ, указанного, изготовления, гидродинамического, барабан, барабана, полотен, водопроницаемый
Формула / Реферат:
1. Водопроницаемый барабан для гидродинамического иглопробивания полотен текстильных материалов, таких как нетканые, тканые - тонкого и грубого переплетения, а также трикотажные материалы и им подобные, с целью их упрочнения либо отделки их поверхности, а также структурирования, представляющий собой по существу прочный барабан с выполненными в нём отверстиями, на образующую которого натянута рукавная тканая либо трикотажная ситоткань из...
Способ, система и инструмент для ультразвукового воздействия на кровеносный сосуд или кавернозное тело
Номер патента: 5660
Опубликовано: 28.04.2005
Авторы: Соловьев Олег Ленианович, Саврасов Геннадий Викторович
МПК: A61B 18/00
Метки: кровеносный, кавернозное, способ, ультразвукового, сосуд, система, тело, воздействия, инструмент
Формула / Реферат:
1. Ультразвуковой инструмент для передачи механических воздействий на стенки и внутреннюю полость сосуда или кавернозного тела, содержащий концентратор-волновод с выступающей относительно поверхности волновода рабочей частью, снабженной остроконечным окончанием. 2. Ультразвуковой инструмент по п.1, отличающийся тем, что рабочая часть выполнена выпуклой. 3. Ультразвуковой инструмент по п.1, отличающийся тем, что рабочая часть выполнена...
Способ ультразвукового контроля испытуемого объекта
Номер патента: 18762
Опубликовано: 30.10.2013
Авторы: Коули Питер, Сегла Фредерик Берт
МПК: B06B 3/00, G01N 29/24, G10K 11/24...
Метки: объекта, ультразвукового, контроля, испытуемого, способ
Формула / Реферат:
1. Способ ультразвукового контроля испытуемого объекта, включающийприжатие проксимального конца удлиненной полосы, ширина которой больше ее толщины, к испытуемому объекту;возбуждение с использованием преобразователя на дистальном конце удлиненной полосы не подверженных дисперсии ультразвуковых сигналов для передачи вдоль указанной удлиненной полосы от дистального конца до проксимального конца, где они входят в указанный испытуемый объект, при...
Предыдущий патент: Плазменная горелка с боковым инжектором
Следующий патент: Биологически активная добавка к пище для профилактики заболеваний остеопорозом
Случайный патент: Определение антигенов, расположенных на эритроцитах, и антиэритроцитарных антител