Армированная слоистая структура
Формула / Реферат
1. Армированная слоистая структура (10), содержащая уложенные в стопу по ее высоте по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), содержащие волокнистый армирующий материал, причем между верхним и нижним слоями находится по меньшей мере один слой сердцевины (1), выполненной из пеноматериала, при этом слоистая структура пропитана смолистым материалом, отличающаяся тем, что материал по меньшей мере одного слоя сердцевины содержит по меньшей мере одну вставку (9), которая простирается в направлении высоты армированной слоистой структуры (10), по меньшей мере, в пределах некоторой части ее высоты и, кроме того, также по меньшей мере еще в одном из направлений: продольном и поперечном, внутри указанной структуры, а также тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) и еще материал по меньшей мере одного слоя сердцевины, который содержит по меньшей мере одну вставку, соединены друг с другом при помощи соответствующих армирующих волокон, по меньшей мере, некоторая часть которых простирается в направлении высоты слоистой структуры.
2. Структура по п.1, отличающаяся тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), а также еще материал по меньшей мере одного слоя сердцевины, который содержит по меньшей мере одну вставку, соединены вместе друг с другом при помощи, по существу, сплошных армирующих волокон, по меньшей мере, некоторая часть которых простирается в направлении высоты слоистой структуры.
3. Структура по п.1 или 2, отличающаяся тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) и еще материал по меньшей мере одного слоя сердцевины, который содержит по меньшей мере одну вставку, соединены друг с другом при помощи пучков, по существу, сплошных армирующих волокон.
4. Структура по любому из пп.1-3, отличающаяся тем, что по меньшей мере одна вставка (9) простирается в направлении высоты, а также в продольном и поперечном направлениях внутри армированной слоистой структуры (10).
5. Структура по любому из пп.1-4, отличающаяся тем, что по меньшей мере одна вставка (9) простирается в направлении высоты структуры в пределах по меньшей мере части высоты по меньшей мере одного слоя сердцевины (1).
6. Структура по любому из пп.1-5, отличающаяся тем, что по меньшей мере одна вставка (9) прошивает по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) насквозь, занимая при этом собой весь промежуток между ними.
7. Структура по любому из пп.1-6, отличающаяся тем, что по меньшей мере одна вставка (9) выполняется из материала сердцевины, который выбирают из целой группы различных материалов, включающей в свой состав металл, пенометалл, волокнистый армирующий пластический материал, пластик или пенопласт, и который представляет собой соответствующий волокнистый армирующий материал и/или обернут в такой волокнистый армирующий материал.
8. Структура по п.6, отличающаяся тем, что обертывающий материал по меньшей мере одной вставки (9) крепится к материалу сердцевины посредством, в сущности, сплошных армирующих волокон, собранных в пучки.
9. Структура по любому из пп.1-8, отличающаяся тем, что по меньшей мере одна вставка (9) представляет собой полосу, пластину, сетку или же соответствующий слой, которые выполняются из металла, стали, нержавеющей стали, алюминия или железа либо сразу из двух или более из этих материалов в различных сочетаниях друг с другом.
10. Структура по любому из пп.1-9, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок, расположенных в поперечном и/или в продольном направлениях относительно указанной армированной слоистой структуры (10).
11. Структура по любому из пп.1-10, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок, которые расположены с соответствующим отклонением от продольного и/или от поперечного направлений относительно армированной слоистой структуры (10).
12. Структура по любому из пп.1-11, отличающаяся тем, что множество вставок (9) располагается, по существу, параллельно друг другу.
13. Структура по любому из пп.1-11, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок (9), расположенных в шахматном порядке в поперечном направлении и/или в продольном направлении относительно указанной структуры (10).
14. Структура по любому из пп.1-11, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок (9), расположенных таким образом, чтобы обеспечить формирование сотообразного строения сердцевины (1).
15. Структура по любому из пп.6-11, отличающаяся тем, что сердцевина (1) выполняется из того же самого материала, что и материал сердцевины вставки, либо из другого материала и содержит по меньшей мере два слоя, выполненных из материала, который выбирают из целой группы различных материалов, включающей в свой состав металл, пенометалл, волокнистый армирующий пластический материал, пластик или пенопласт, и который представляет собой соответствующий волокнистый армирующий материал и/или обернут в такой волокнистый армирующий материал.
16. Структура по п.15, отличающаяся тем, что сердцевина (1) содержит первый и второй слои, уложенные один поверх другого в стопу, между которыми находится один слой волокнистого армирующего материала или же несколько слоев такого материала.
17. Армированное изделие, содержащее уложенные в стопу поверх друг друга и скрепленные между собой две или более армированные слоистые структуры по любому из пп.1-16, расположенные таким образом, чтобы нижний слой верхней армированной слоистой структуры крепился к верхнему слою нижней армированной слоистой структуры.
18. Изделие по п.17, отличающееся тем, что уложенные в стопу армированные слоистые структуры сверху обертывают волокнистым армирующим материалом и пропитывают по меньшей мере одной смолой.
19. Применение армированной слоистой структуры по любому из пп.1-16 либо армированного изделия по п.17 или 18 в качестве структуры для настилания пола в автомобильных прицепах, в качестве мостовых настилов, при устройстве крыш на зданиях, при устройстве покрытий на автостоянках, в производстве крыльев для самолетов или при изготовлении любой другой строительной детали.
20. Способ производства армированной слоистой структуры, содержащей уложенные в стопу по ее высоте по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), содержащие волокнистый армирующий материал, причем между верхним и нижним слоями находится по меньшей мере один слой сердцевины (1), выполненной из пеноматериала, при этом слоистая структура пропитана смолистым материалом, отличающийся тем, что предусматривает наличие следующих стадий:
1) подача материала сердцевины в переднем направлении;
2) подача в переднем направлении также верхнего и нижнего слоев волокнистого армирующего материала, располагающегося вдоль противоположных, верхней и нижней, поверхностей материала сердцевины с образованием в результате этого многослойного материала;
3) введение некоторого множества вставок, которые располагаются в продольном и/или в поперечном направлениях внутри материала сердцевины;
4) взаимное соединение верхнего и нижнего слоев друг с другом, а также с сердцевиной посредством внедрения внутрь обрабатываемой структуры соответствующих армирующих волокон, по меньшей мере некоторая часть которых простирается в направлении высоты многослойного материала;
5) пропитывание полученной при этом структуры соответствующим пластическим материалом.
21. Способ по п.20, отличающийся тем, что верхний и нижний слои взаимно соединяются друг с другом при помощи пучков армирующих волокон, при этом, по меньшей мере, частично волокна располагаются в направлении по высоте слоистого материала.
22. Способ по п.21, отличающийся тем, что после того как верхний и нижний слои, а также сердцевина будут уже соединены все вместе между собой, полученный при этом слоистый материал подвергается пропитыванию соответствующим смолообразным материалом с примененшхь пресса для вытягивания.
23. Способ по любому одному из пп.20-22, отличающийся тем, что предусматривается применение в качестве соответствующей вставки по меньшей мере одного из таких материалов, как пенопласт или пенистый металл, либо смеси этих двух материалов, с обертыванием вставки по меньшей мере одним листом волокнистого армирующего материала, а также тем, что верхний и нижний листы вместе с сердцевиной армированной слоистой структуры и обертывающим листом из армирующего материала, а также сердцевина вставки взаимно соединяются все вместе друг с другом за один проход с использованием процесса внедрения пучков волокон.

Текст
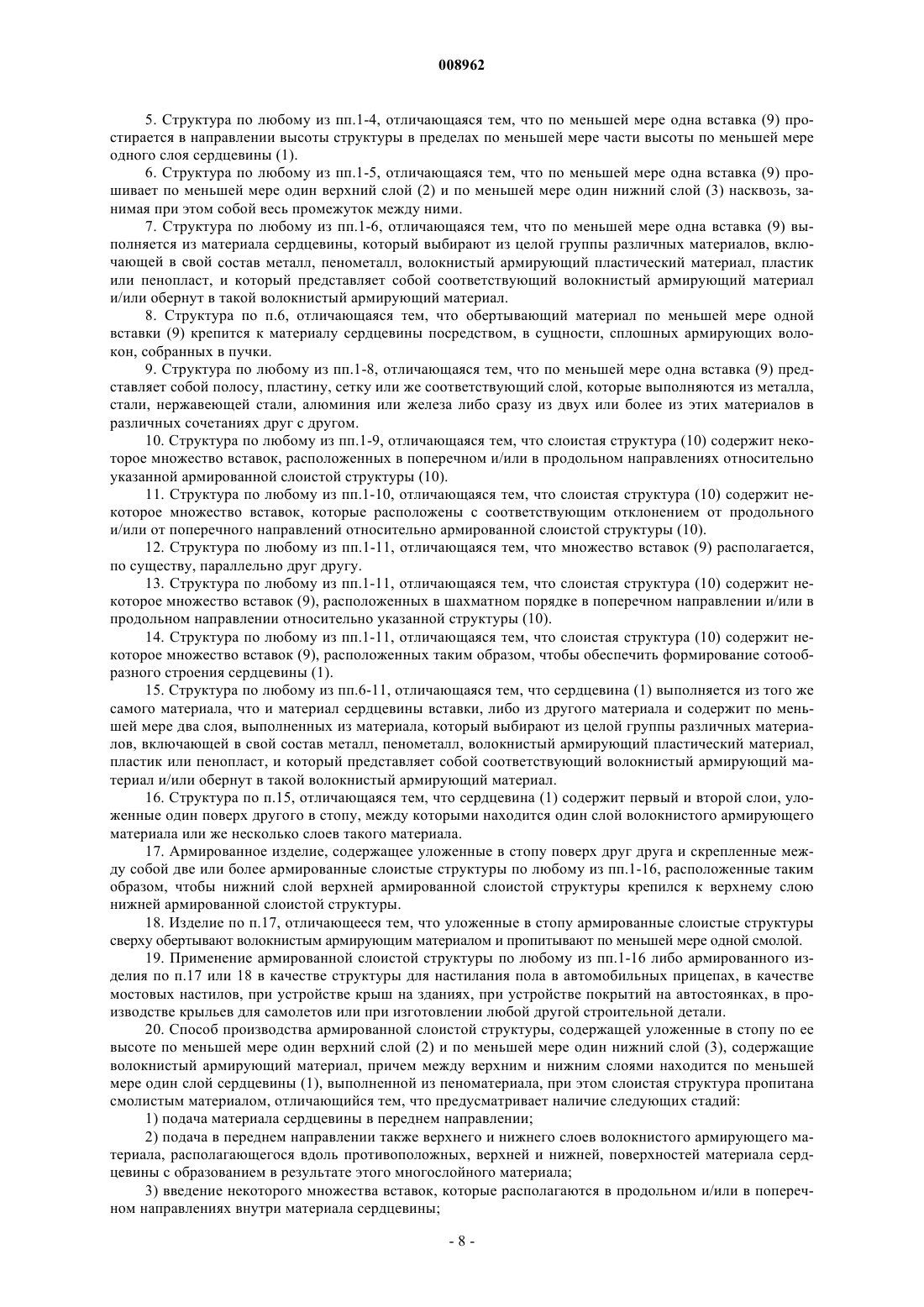
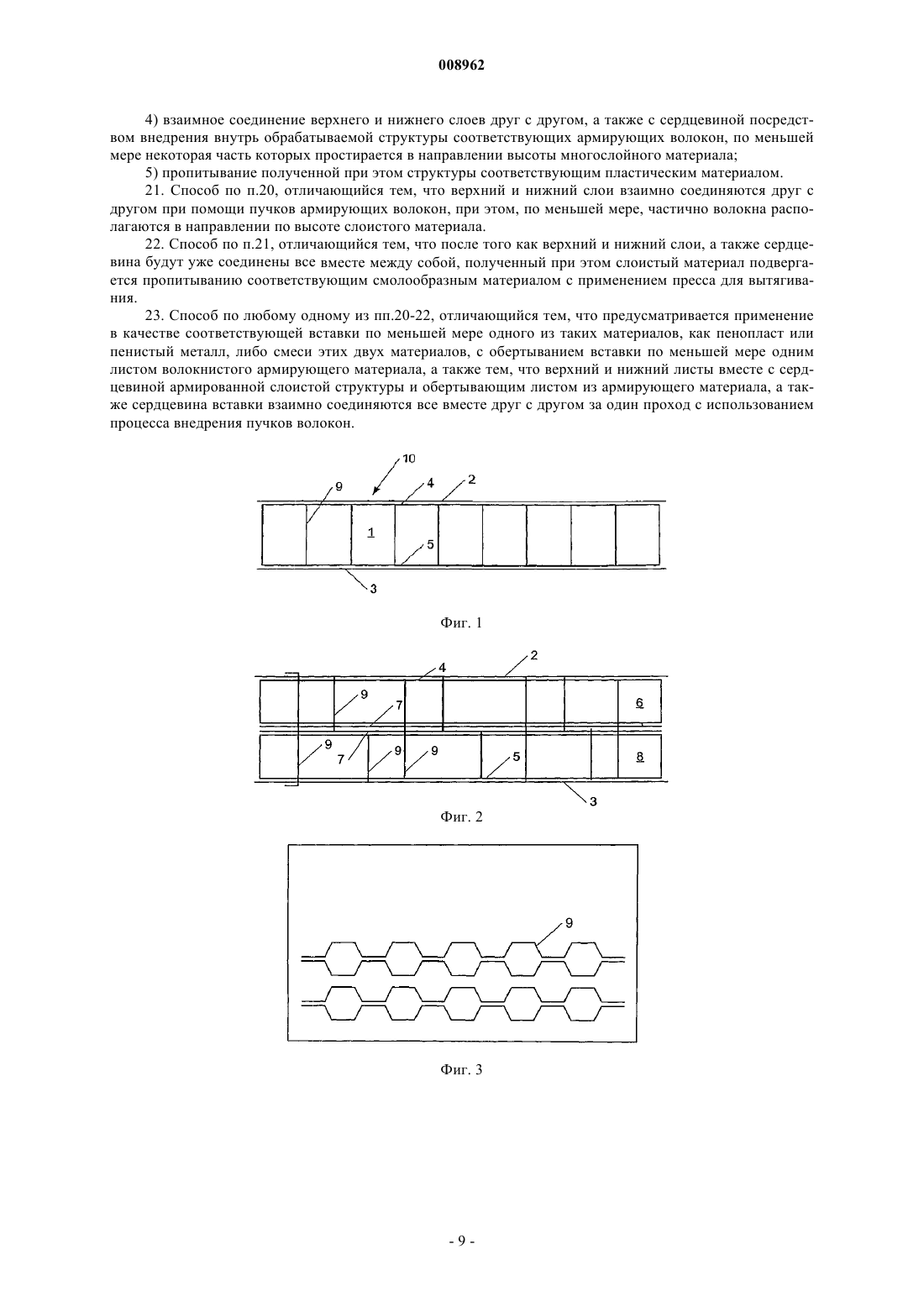
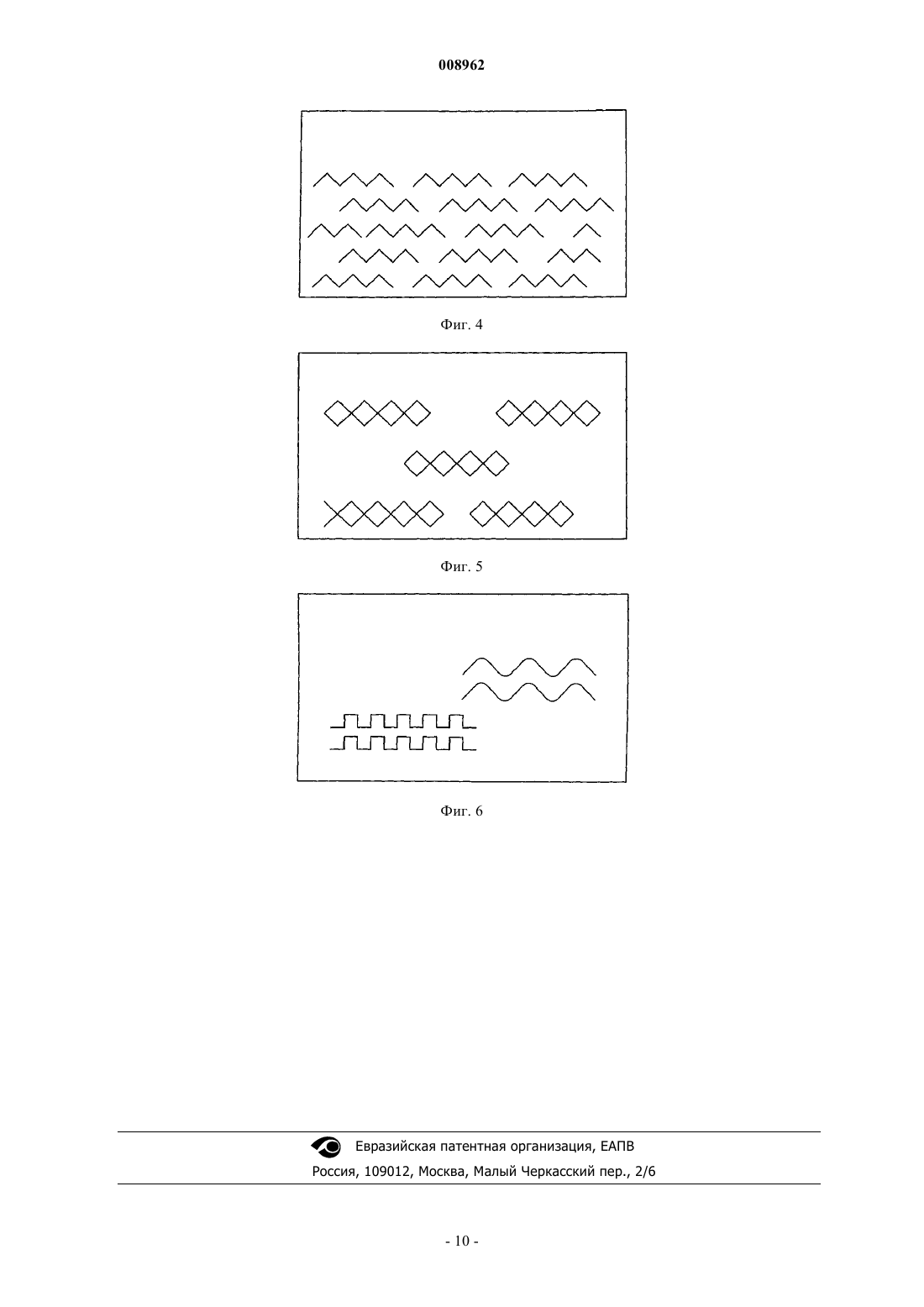
008962 Область техники, к которой относится изобретение Настоящее изобретение относится к армированной слоистой структуре, содержащей уложенные стопой по ее высоте по меньшей мере один верхний и один нижний листы, содержащие волокнистый армирующий материал, причем между верхним и нижним листами находится по меньшей мере один слой сердцевины, выполненной из пеноматериала, при этом такая слоистая структура пропитана смолистым материалом, соединяющим верхний лист с верхней поверхностью сердцевины и нижний лист с нижней поверхностью сердцевины, что раскрывается в вводной части п.1 формулы изобретения. Уровень техники В описании изобретения к патенту DE 1704872 раскрывается способ изготовления слоистой панели,содержащей сердцевину, выполняемую из пенопласта, находящегося между верхним и нижним листами,выполненными из волокнистой армированной полиэфирной смолы. Эта слоистая панель изготавливается посредством выравнивания нескольких слоев сердцевины из пенопласта таким образом, чтобы продольные оси параллельных блоков располагались параллельно друг другу. Между смежными блоками устанавливается поперечная пластина, а края сердцевины, проходящие вдоль поперечных пластин, выполняются скошенными. На верхней и нижней поверхностях каждого блока выполняется некоторое множество параллельных канавок. На поверхность блоков, обращенную к нижнему листу, а также на боковые их поверхности, обращенные к смежным блокам, наносится слой клея. После этого слой клея наносится также и на верхнюю поверхность блоков, обращенную к верхнему листу. Утверждается, что при этом клей заполняет все канавки, а также пространство между смежными блоками. Однако недостаток слоистой панели, раскрываемой в описании изобретения к патенту DE 1704872,заключается в том, что производство такой слоистой панели занимает слишком много времени и является весьма трудоемким процессом. Кроме того, поскольку верхний и нижний ее обшивочные листы соединяются с сердцевиной только лишь при помощи слоя клея, такая слоистая панель подвержена расслаиванию. В публикации WO 95/20486 раскрывается структурная слоистая сотовая конструкция, наружные слои которой выполняются из фанеры, металла, пластика, листов композиционного материала, цемента и слоистых материалов, а также из различных сочетаний указанных материалов. Между наружными слоями располагаются элементы сердцевины, которые принимают ажурную форму благодаря наличию в них вкраплений фанеры из натуральной древесины, фанеры, получаемой из древесных волокон или стружки в сочетании с синтетическими смолами, древесной стружки соответственно подобранной геометрической формы или бамбука, нарезанного кольцами. Эти элементы сердцевины могут скрепляться друг с другом и с наружными слоями обшивки при помощи соответствующей синтетической смолы, а также могут армироваться волокнистой армирующей смолой. Однако рассмотренные здесь выше способы не представляют собой непрерывные процессы, являются весьма трудоемкими и занимают много времени. Таким образом, существует необходимость в разработке такого способа изготовления слоистых структур, который был бы вполне осуществимым с экономической точки зрения и обеспечивал бы возможность организации, по существу, непрерывного процесса массового производства слоистых структур. Из описания РСТ/ВЕ 03/00092 известна слоистая панель, которая имеет верхний и нижний слои с заключенной между ними сердцевиной. Каждый из этих слоев - верхний и нижний - выполняется из волокнистого армированного материала, и эти слои соединяются друг с другом, а также с сердцевиной при помощи пучков пакли или пряжи, получаемых из волокнистого армирующего материала, после чего такая слоистая панель еще пропитывается термореактивной смолой с использованием в этих целях соответствующего пресса для вытягивания, а затем подвергается отверждению. Однако жесткость известных слоистых панелей определяется жесткостью, обеспечиваемой входящими в них составными частями, в частности их сердцевиной, волокнистым армирующим материалом верхнего и нижнего слоя, а также волокнистым армирующим материалом, используемым для получения из него пучков, и применяемой смолой. В частности, жесткость при изгибе определяется по формулеE1, E2 - модули упругости верхнего и нижнего листа;H - общая толщина слоистой панели; с - толщина сердцевины. Прогибание слоистой панели, опирающейся только лишь своими концами, под воздействием на нее равномерной поперечной нагрузки (т.е. нагрузки Р на пол прицепа), описывается формулойGc - модуль сдвига материала сердцевины;-1 008962 Однако существует необходимость в разработке такой слоистой структуры, жесткость которой может варьироваться с учетом предполагаемого ее применения. Сущность изобретения Таким образом, целью настоящего изобретения является разработка слоистой структуры с варьируемой жесткостью, значение которой подбирается с учетом предполагаемого применения такой слоистой структуры. Эта цель достигнута путем создания слоистой структуры, обладающей техническими признаками,указанными в отличительной части первого пункта формулы изобретения. Более конкретно, слоистая структура согласно настоящему изобретению отличается тем, что материал по меньшей мере одного слоя сердцевины содержит по меньшей мере одну вставку, которая простирается в направлении высоты указанной армированной слоистой структуры, по меньшей мере, в пределах некоторой части ее высоты и, кроме того, также по меньшей мере, еще в одном из направлений продольном и поперечном - внутри указанной структуры, а также тем, что по меньшей мере один верхний и один нижний слои и еще материал указанного по меньшей мере одного слоя сердцевины, содержащего по меньшей мере одну вставку, соединены друг с другом при помощи соответствующих армирующих волокон, по меньшей мере некоторая часть которых простирается в направлении высоты указанной слоистой структуры. Установлено, что наличие такой вставки в материале сердцевины указанной армированной слоистой структуры способствует повышению жесткости этой структуры. При этом было также обнаружено,что улучшение данного показателя не ограничивается исключительно только лишь тем направлением, в котором простираются такие вставки, а распространяется еще и на множество других направлений. Кроме того, было также установлено, что наличие таких вставок способствует еще повышению сопротивления сердцевины сдвигу. Усилия сдвига оказывают особенно серьезное влияние на сердцевину, выполненную из пенопласта, и могут приводить к образованию весьма нежелательных мелких и крупных трещин в материале сердцевины и, в частности, в сердцевине, состоящей из пеноматериала. Помимо этого,наличие заявленных вставок дополнительно способствует повышению сопротивления указанной армированной слоистой структуры усталости. Возникающие усталостные напряжения зачастую влекут за собой весьма нежелательное ослабление и прогибание слоистой структуры. Что касается формулы (2), то, применяя настоящее изобретение, можно повысить типичные значения модуля сдвига Gc сердцевины на 1-2 порядка величин. Кроме того, повышение значений показателяD, обеспечиваемое посредством увеличения доли, приходящейся в этом материале на вставки в поперечном его сечении, сопровождается также сопутствующим повышением значений показателя Gc, приводящим к тому, что второй член в вышеуказанном уравнении, заключенный в квадратные скобки, или так называемая деформация сдвига, приобретает очень низкое значение. Для рассматриваемой слоистой структуры согласно настоящему изобретению предпочтительно,чтобы указанный по меньшей мере один нижний слой и материал указанной по меньшей мере одной сердцевины, содержащий по меньшей мере одну вставку, были соединены друг с другом при помощи, по существу, сплошных армирующих волокон, по меньшей мере, некоторая часть которых простирается в направлении высоты указанной слоистой структуры, поскольку применение таких, по существу, сплошных армирующих волокон обеспечивает возможность организации, по существу, непрерывного процесса производства указанной слоистой структуры. Предпочтительным технологическим приемом для осуществления такого соединения является использование с этой целью пучков, получаемых из соответствующего материала. Именно применение такой технологии, связанной с применением пучков, позволяет соответственно ускорить весь технологический процесс производства слоистых структур, имеющих большие размеры, например длину 20 или 50 м либо даже еще больше, и ширину от одного до нескольких метров, и осуществить непрерывный процесс их производства в промышленных масштабах. Помимо этого, было также установлено, что данный производственный процесс, связанный с внедрением пучков волокон в вырабатываемый материал,исключительно хорошо сочетается с процессом пропитывания изготавливаемого слоистого материала какой-либо синтетической смолой при помощи соответствующего пресса для вытягивания, несмотря на то, что такая технология, которая связана с вытягиванием, представляет собой ступенчатый процесс, не являющийся ни в коей мере непрерывным процессом, тогда как внедрение пучков в материал представляет собой непрерывный технологический процесс, при осуществлении которого иглы с заправленными в них нитями непрерывно вводятся внутрь обрабатываемой таким образом структуры и выводятся оттуда назад. При этом было конкретно установлено, что в процессе внедрения пучков волокон все иглы, находящиеся по меньшей мере в одном ряду таких игл, одновременно вводятся внутрь обрабатываемого ими слоистого материала, а затем выводятся, поднимаясь также одновременно все вверх в обратном направлении, из обрабатываемого слоистого материала, после того как внутри него будет образована очередная серия пучков. Благодаря наличию такой стадии, когда иглы приподняты вверх, обеспечивается возможность продвижения обрабатываемого слоистого материала вперед при помощи соответствующих натяжных роликов, работающих в ступенчатом режиме, по направлению к прессу для вытягивания, где этот слоистый материал пропитывается синтетической смолой. Кроме того, в самом устройстве, предназна-2 008962 ченном для внедрения пучков волокон в вырабатываемый материал, предусматривается, в случае возникновения такой необходимости, также возможность временного выведения некоторой части иглы или же сразу всех игл, с помощью которых осуществляется внедрение пучков волокон, из рабочего процесса,благодаря чему сводится к минимуму опасность того, что какие-либо из этих игл наткнутся на вставки внутри материала и получат при этом повреждения. Как было установлено, особые преимущества при практическом применении настоящего изобретения могут быть получены в том отношении, что предлагаемая технология внедрения пучков волокон внутрь обрабатываемого материала позволяет обеспечить местное увеличение плотности распределения волокон в направлении по толщине изготавливаемого слоистого материала с заполнителем. В частности,такое местное увеличение плотности распределения волокон можно будет обеспечить, соответственно увеличив в том или ином месте общее количество пучков волокон, используемых для соединения верхнего слоя, нижнего слоя и сердцевины между собой. Другая возможность обеспечить такое местное увеличение плотности распределения волокон, которые располагаются в направлении оси Z, заключается в том, что в качестве вставки, вводимой внутрь изготавливаемой структуры, применяется некий по меньшей мере один объект, представляющий собой материал сердцевины, который выбирают из целой группы различных материалов, включающих в свой состав металл, пенометалл, волокнистый армирующий материал, пластик и пенопластик, обернутый соответствующим волокнистым армирующим материалом,причем этот обертывающий материал крепится к материалу сердцевины посредством армирующих волокон, собранных в пучки. Другие предпочтительные варианты осуществления настоящего изобретения раскрываются в формуле изобретения, прилагаемой к данному описанию изобретения. Следующая цель настоящего изобретения заключается в разработке, по существу, непрерывного процесса производства слоистых структур. Следовательно, настоящее изобретение относится также к способу изготовления вышеупомянутой слоистой структуры. Возможный способ производства слоистой структуры согласно настоящему изобретению предусматривает наличие следующих стадий: 1) подача материала сердцевины в переднем направлении; 2) подача в переднем направлении также верхнего и нижнего слоя волокнистого армирующего материала, располагающегося вдоль противоположных сторон указанного материала сердцевины с образованием в результате этого многослойного материала; 3) введение по меньшей мере одной вставки, которая простирается в продольном и/или поперечном направлении внутри указанной слоистой структуры; 4) соединение верхнего и нижнего слоев с указанной сердцевиной, а также друг с другом; 5) пропитывание полученной при этом структуры соответствующим пластическим материалом. Вполне осуществимым с экономической точки зрения техническим решением, которое обеспечивает надежное соединение верхнего и нижнего слоев с сердцевиной, а также друг с другом, является внедрение пучков волокон внутрь изготавливаемого слоистого материала, поскольку было установлено, что такое техническое решение исключительно хорошо сочетается с процессом пропитывания этого материала какой-либо синтетической смолой при помощи соответствующего пресса для вытягивания. При этом следует отметить, что процесс, предусматривающий применение пресса для вытягивания, будет предпочтителен в тех случаях, когда предполагается организовать производство структур, которые должны будут иметь сравнительно большую длину. Такие структуры можно будет непрерывно пропускать сквозь пресс для вытягивания, что позволит полностью отказаться от применения пресс-формы для придания производимым изделиям необходимой формы. Согласно предпочтительному варианту осуществления способа в соответствии с настоящим изобретением слоистый материал подвергается с применением пресса для вытягивания только лишь пропитыванию соответствующим смолообразным материалом уже после того, как верхний и нижний слой, а также сердцевина будут соединены все вместе между собой. Благодаря этому, опасность загрязнения устройства для внедрения пучков волокон внутрь обрабатываемого материала, либо некоторой части игл,используемых для внедрения пучков волокон, или же всех таких игл синтетической смолой, либо повреждения этих игл сводится к минимуму. Краткое описание чертежей Ниже следует более подробное описание настоящего изобретения, которое ведется со ссылками на прилагаемые чертежи. Фиг. 1 представляет собой поперечное сечение одного из вариантов исполнения слоистой структуры согласно настоящему изобретению. Фиг. 2 представляет собой поперечное сечение другого варианта исполнения слоистой структуры согласно настоящему изобретению. Фиг. 3 представляет собой вид сверху для одного из вариантов исполнения слоистой структуры согласно настоящему изобретению.-3 008962 Фиг. 4-6 представляют собой виды сверху для других вариантов исполнения слоистой структуры согласно настоящему изобретению. Сведения, подтверждающие возможность осуществления изобретения Армированная слоистая структура 10, выполненная в соответствии с настоящим изобретением,включает в себя сердцевину 1, имеющую верхнюю 4 и нижнюю 5 поверхности. К верхней поверхности 4 крепится первый верхний слой 2 слоистой структуры 10. К нижней поверхности 5 крепится нижний слой 3 слоистой структуры 10. Сердцевина 1, верхний 2 и нижний 3 слои могут быть взаимосвязаны между собой с использованием в этих целях обычных способов крепления, известных специалисту в данной области. В качестве отдельных примеров практического применения известных способов крепления можно отметить прострачивание или иглопробивание, осуществляемые с использованием, по существу, сплошного или же не сплошного волокнистого армирующего материала. Однако предпочтительно было бы обеспечить при этом необходимую взаимосвязь между верхним 2 и нижним 3 слоями, а также с сердцевиной 1 при помощи пучков пакли или пряжи с использованием для этих целей, по существу, сплошного материала в виде пакли или пряжи, а предпочтительно, по существу, сплошного волокнистого армирующего материала, поскольку при применении данного способа соединительный волокнистый армирующий материал закрепляется в верхнем и в нижнем слоях. В этом случае волокнистый армирующий материал может располагаться, главным образом, в направлении оси Z, либо при желании такой волокнистый армирующий материал частично может располагаться с некоторым наклоном по отношению к оси Z. Однако при желании сердцевина 1, верхний и нижний слои 2, 3 могут быть также соединены между собой посредством проволочных скоб либо при помощи какого-нибудь другого аналогичного способа их соединения между собой. При этом предпочтительно было бы, чтобы соответствующий соединительный элемент при применении такого способа соединения проходил насквозь через сердцевину 1, верхний 2 и нижний 3 слои. Однако возможно также и индивидуальное соединение верхнего и нижнего слоев 2, 3 по отдельности с сердцевиной 1. Кроме того, при желании верхняя и/или нижняя поверхности слоистой структуры могут быть еще покрыты слоем соответствующего отделочного материала. Поскольку в качестве указанного, по существу, сплошного волокнистого материала для изготовления из него соответствующих пучков могут использоваться различные волокнистые материалы в виде пакли, пряжи, жгутов, волокон или прядей, содержащие множество собранных в пучки волокон, либо скрученных или закрученных волокон, которые могут быть получены все из одного и того же материала,либо из двух или более разных материалов в сочетании друг с другом. Угол, под которым скрученные волокна должны будут располагаться друг относительно друга, варьируется при этом в зависимости от предполагаемой прочности готового материала на сжатие. Сама природа применяемого волокнистого материала не имеет при этом какого-либо критического значения с точки зрения настоящего изобретения, и такой материал может быть выбран среди различных волокон природного происхождения, к примеру таких, как волокна шерсти, хлопка, льна и т.д., либо минеральных, угольных, металлических, стеклянных волокон, либо синтетических волокон, к примеру таких, как полиэфирные, полипропиленовые, полиэтиленовые, полиамидные волокна, либо представлять собой соответствующую смесь, получаемую из двух или более видов таких волокон. Однако, благодаря показываемому ими высокому сопротивлению удару, предпочтение следует все же отдать арамидным волокнам. Расположение соединения не играет какой-либо критической роли для настоящего изобретения, несмотря на то, что, несомненно, могла бы стать предпочтительной группировка волокнистого материала, соединяющего между собой верхний и нижний слои, а также сердцевину каким-либо особенным образом либо в виде групп или столбцов, состоящих из 3-4 или даже более волокон, либо в виде волокнистых прядей или жгутов. В таком случае столбцы волокон будут способствовать дополнительному повышению сопротивления получаемой слоистой структуры перегибу или изгибу. Как показано на фиг. 1-6, слоистая структура 1 согласно настоящему изобретению может содержать одну-единственную вставку 9 или же некоторое множество таких вставок, которые располагаются в направлении по высоте данной структуры, а также по меньшей мере в одном из следующих направлений: продольном или поперечном относительно структуры 1. Однако такие вставки 9 могут также располагаться одновременно как в продольном направлении, так и в поперечном направлении относительно структуры 1, а также и в любом другом направлении, которое специалист в данной области сочтет приемлемым с учетом предполагаемого практического применения изготавливаемой слоистой структуры 1. Указанная по меньшей мере одна вставка 9 может располагаться таким образом, чтобы она проходила в основном в поперечном направлении относительно армированной слоистой структуры или же в основном в продольном направлении относительно нее, либо в каком-нибудь ином направлении, которое отклоняется в ту или другую сторону по отношению к продольному и/или поперечному направлению. Однако в пределах объема настоящего изобретения может предусматриваться наличие некоторого множества таких вставок 9, которые будут располагаться в двух или более из вышеупомянутых направлений; при этом одна или более таких вставок могут быть расположены вплотную друг к другу либо отстоять друг от друга на некоторое расстояние в зависимости от предполагаемого последующего использования изготавливаемой армированной слоистой структуры. Кроме того, в рамках объема настоящего изобрете-4 008962 ния возможно также укладывание в стопу одной такой вставки на другую или же нескольких таких вставок внутри сердцевины друг на друга, либо такое расположение последовательно устанавливаемых вставок, чтобы они при этом, по меньшей мере, частично перекрывали друг друга. Благодаря такому их расположению можно добиться местного повышения прочности получаемой в результате структуры. Помимо всего прочего, в рамках объема настоящего изобретения можно дополнительно принять такое расположение двух или более из указанных вставок, чтобы они продольными своими боковыми поверхностями вплотную прилегали друг к другу. Вставки 9 могут устанавливаться на одинаковом расстоянии друг относительно друга, либо на разных расстояниях одна от другой. В том случае, когда в каком-либо месте потребуется обеспечить повышенную жесткость, количество устанавливаемых вставок 9 и расстояние между соседними вставками могут быть соответствующим образом изменены. Вставка 9 может изготавливаться из самых разнообразных материалов, которые имеются в распоряжении специалиста в данной области техники, и им может придаваться самая разнообразная форма. Вставка 9 может, например, быть выполнена в виде полосы или пластины с пробитыми в них отверстиями, либо без таких отверстий, а также в виде сетки или решетки, например в виде штампованной решетки или же в виде решетки, выполненной из взаимосвязанных между собой стержней или кусков проволоки, при этом такая решетка может выполняться как плоской двухмерной, так и пространственной трехмерной. Вставка 9 может выполняться в виде в основном как плоской, так и предварительно отформованной полосы, пластины, сетки или решетки. Вставка 9 может, например, быть выполнена в виде зигзагообразной полосы, при этом последующие такие же вставки будут располагаться параллельно друг другу, как это показано на фиг. 5, причем они могут быть обращены выступами в одну сторону или же в разные стороны, как это показано соответственно на фиг. 4 и 5. Однако вставки 9 могут также располагаться и в шахматном порядке. Кроме того, вставка 9 может иметь и такую форму, при которой обращенные друг к другу вставки образуют сотообразную структуру, которая позволяет, в случае такой необходимости, обеспечить высокую прочность получаемой в результате структуры (см. фиг. 3). Вставка может иметь волнообразную форму, причем такая волна может быть прямоугольной или квадратной, как это показано на фиг. 6, либо иметь какую-нибудь иную форму, какую сочтет приемлемой специалист в данной области техники. Помимо этого, вставка 9 может также быть выполнена и в виде пространственной трехмерной решетки. Вставка 9 может изготавливаться из самых разнообразных материалов, например стали, нержавеющей стали, железа или любого другого металла, который сочтет приемлемым для использования его с этой целью специалист в данной области техники. Кроме того, вставка 9 может изготавливаться из какой-нибудь пластмассы, например, из термопластичной смолы или термопластика, либо из армированной волокном термопластичной смолы или термопластика. Специалист в данной области техники будет способен подобрать наиболее приемлемый материал для вставки 9, в зависимости от предполагаемого практического применения изготавливаемой слоистой структуры. Однако вставка 9 может также быть выполнена и таким образом, чтобы иметь форму обычного блока или же блока, заключенного в оболочку. Соответствующим примером такой вставки является блок, содержащий какой-нибудь пеноматериал, например вспененный пластик или же пенистый металл,либо смесь этих материалов, который заключен в оболочку из волокнистого армирующего материала. Такой блок может быть пропитан термореактивной смолой или термопластичным материалом. В число термореактивных материалов, пригодных для их использования в этих целях, согласно настоящему изобретению входят термореактивные ненасыщенные полиэфирные, винилэфирные, эпоксидные, фенольные и полиуретановые смолы. Вставка 9 может иметь одинаковую высоту с соответствующей слоистой структурой 10, как это показано на фиг. 1. Однако вставка 9 может также иметь несколько меньшую высоту и при этом быть полностью заключенной внутрь соответствующей слоистой структуры, как это показано на фиг. 2. Это может, например, также иметь место в том случае, когда две или более вставки укладываются в стопу внутри сердцевины сверху друг друга. Однако в целях более экономного использования соответствующего материала, но отнюдь не за счет снижения жесткости получаемой слоистой структуры 10, возможно такое расположение следующих одна за другой вставок, при котором они поочередно крепились бы то к верхнему слою 2, то к нижнему слою 3 и утапливались в сердцевину 1 структуры 10 в поперечном относительно нее направлении. Однако вставка 9 может также прошивать верхний и нижний слои 2, 3 насквозь, занимая при этом собой весь промежуток между этими слоями. В последнем случае концевые ее части, выступающие наружу относительно верхнего и нижнего слоев 2, 3, будут загнуты вдоль поверхности верхнего и нижнего слоев 2, 3, как это показано на фиг. 2. Вставка 9 может располагаться в продольном и/или в поперечном направлениях относительно слоистой структуры 10 в зависимости от предполагаемого практического применения этой структуры. Вставка 9 может располагаться в продольном направлении относительно слоистой структуры 10 и иметь при этом точно такую же длину, как и сама эта слоистая структура, либо большую или меньшую длину,чем эта структура. При применении вставок 9, имеющих меньшую длину, и/или при расположении их в шахматном порядке существует лишь минимальная опасность пропарывания слоистой структуры этими вставками 9 насквозь.-5 008962 Материал, из которого изготавливается сердцевина 1, не имеет какого-либо критического значения с точки зрения настоящего изобретения. Однако предпочтительно было бы, чтобы сердцевина 1 выполнена была из какого-нибудь пеноматериала из соображений малой его плотности и веса. В число пеноматериалов, пригодных для использования их с этой целью, входят различные пеноматериалы на основе металлов, например пеноалюминий, либо различные пенопласты, например пенополиуретан, полиэтиленовый пенопласт, полипропиленовый пенопласт, пеноматериал на основе этиленпропиленового сополимера, фенольный пенопласт или же любой другой пенопласт, известный специалисту в данной области техники. Однако сердцевина 1 может также изготавливаться и из соответствующего смешанного пеноматериала на основе металла и пенопласта. Сердцевина может изготавливаться, по существу, в виде одной цельной детали и, по существу, из одного и того же материала. Однако возможно также применение и такой сердцевины 1, которая содержит два или более слоев 6, 16, уложенных в стопу один сверху другого и заключающих вставленный между ними по меньшей мере один слой 7 волокнистого армирующего материала. Эти два или более накладываемых один на другой слоя 5, 6 могут быть выполнены из одного и того же материала или же из разных материалов. В качестве волокнистого армирующего материала 7 может применяться тот же самый материал, который используется для получения верхнего и нижнего слоев 2, 3, либо какой-нибудь другой материал. Верхний и нижний слои 2, 3 представляют собой каждый по меньшей мере один слой соответствующего волокнистого армирующего материала, причем эти слои могут еще содержать некоторое множество наложенных один на другой слоев такого армирующего материала. Указанный волокнистый армирующий материал обычно выполняется в виде ворсяного начеса, сетки, плетенки, ткани, мата или листа. Этот волокнистый армирующий материал может являться как тканым, так и нетканым изделием. Верхний и нижний слои 2, 3 получаемой слоистой структуры 10 могут выполняться из одного и того же волокнистого армирующего материала, либо из разных волокнистых армирующих материалов. Кроме того, дополнительно может предусматриваться наличие также одного или нескольких поверхностных слоев, наращиваемых посредством поочередного накладывания первого и второго материалов, например матов из стекловолокна, чередующихся с матами, состоящими из смеси стекловолокна и металлического волокна. Однако такой волокнистый армирующий материал может занимать и более центральное положение в рассматриваемом здесь слоистом материале. Природа самого материала, который применяется в качестве волокнистой арматуры для верхнего и нижнего слоев 2, 3, не носит какого-либо критического характера по отношению к настоящему изобретению, и такой материал может быть выбран среди различных волокон природного происхождения, к примеру, таких как волокна хлопка, льна, шерсти, угольные волокна; либо минеральных волокон, к примеру, таких как стеклянные волокна, или же волокон, полученных из различных пластиков, к примеру,таких как полиэфир, полипропилен, полиэтилен, полиамид. Однако при выполнении верхнего и нижнего слоев 2, 3 могут применяться в сочетании друг с другом сразу два или более из упомянутых здесь выше материалов. Кроме того, верхний и нижний слои 2 и 3 могут предварительно пропитываться какойнибудь термопластичной или же термореактивной смолой либо вообще ничем не пропитываться, причем указанные слои могут при этом представлять собой как тканые, так и нетканые изделия. Предпочтительно было бы, чтобы пучки волокон располагались в направлении по высоте получаемой армированной слоистой структуры, а это означает, что они могут располагаться в направлении осиZ, но они могут также быть расположены и в любом другом направлении, которое отклоняется в большей или меньшей степени относительно направления, задаваемого осью Z. Таким образом, предлагаемая армированная слоистая структура согласно настоящему изобретению усиливается в направлении осей X и Y посредством нитей, предусматриваемых в верхнем и нижнем слоях, а в направлении оси Z - благодаря наличию пучков волокон или нитей. Армирующие волокна, используемые для обеспечения необходимой взаимосвязи между нижним слоем, верхним слоем и материалом сердцевины и располагаемые в направлении по высоте получаемой при этом армированной слоистой структуры, закрепляются внутри данной структуры благодаря пропитыванию указанной армированной слоистой структуры 10 соответствующим пластиком. Таким образом,получают структуру, обладающую повышенным сопротивлением удару. Пластик, используемый для пропитывания вставки, может представлять собой термореактивную или же термопластичную смолу. В число термореактивных материалов, пригодных для использования их в этих целях, согласно настоящему изобретению, входят термореактивные ненасыщенные полиэфирные,винилэфирные, эпоксидные, фенольные и полиуретановые смолы. Армированная слоистая структура согласно настоящему изобретению пригодна для широкого использования ее в самых различных случаях практического ее применения, например при возведении стен и при сооружении междуэтажных перекрытий в процессе строительства зданий или же при промышленном производстве различных контейнеров, при изготовлении мачт для высоковольтных линий электропередачи и систем распределения электроэнергии, а также для применения ее в качестве материала какого-либо покрытия, которое подвергается воздействию высоких нагрузок, например в качестве верхней поверхности при строительстве в аэропортах временных или постоянных взлетно-посадочных полос, в-6 008962 качестве мостовых настилов, при устройстве покрытий на автостоянках, в производстве крыльев для самолетов, при устройстве крыш на зданиях либо при изготовлении любой другой строительной детали. Возможный способ производства слоистой структуры согласно настоящему изобретению предусматривает наличие следующих стадий: 1) подача материала сердцевины 1 в переднем направлении; 2) подача в переднем направлении также верхнего и нижнего слоев 2, 3 волокнистого армирующего материала, располагающегося вдоль противоположных сторон указанного материала сердцевины 1 с образованием в результате этого слоистого материала; 3) введение некоторого множества вставок 9 в продольном и/или поперечном направлении внутрь образующейся слоистой структуры 10; 4) взаимное соединение верхнего и нижнего слоев 2, 3 друг с другом, а также с указанной сердцевиной 1; 5) пропитывание полученной при этом структуры соответствующим пластическим материалом. Введение вставок 9 внутрь может осуществляться различными способами, известными специалисту в данной области техники. При этом возможно введение вставок 9 внутрь уже после того, как из соответствующего пеноматериала будет сформирована сердцевина 1. Однако вполне возможно также и такое техническое решение, при котором введение вставок 9 внутрь осуществляется, пока сердцевина 1 из соответствующего пеноматериала только еще формируется. Однако предпочтительно было бы, чтобы уже после того как верхний и нижний слои, а также сердцевина будут соединены все вместе между собой, полученный при этом слоистый материал подвергался пропитыванию соответствующим смолообразным материалом с применением пресса для вытягивания,что позволило бы свести к минимуму всякую опасность повреждения игл, используемых для внедрения пучков волокон внутрь обрабатываемого материала. Кроме того, в том случае, когда, в частности, применяется вставка, содержащая сердцевину из пеноматериала, обернутого листом волокнистого армирующего материала, было бы целесообразно осуществлять соединение верхнего и нижнего листа сердцевины армированной слоистой структуры и обертывающего лист из армирующего материала с сердцевиной вставки за один проход, используя процесс внедрения пучков волокон. Настоящее изобретение относится также к армированному изделию, содержащему уложенные в стопу поверх друг друга и скрепленные между собой две или более армированные слоистые структуры,аналогичные рассмотренной здесь выше и расположенные таким образом, чтобы нижний слой верхней армированной слоистой структуры крепился к верхнему слою нижней армированной слоистой структуры. При желании уложенные в стопу армированные слоистые структуры сверху обертывают волокнистым армирующим материалом и пропитывают по меньшей мере одной смолой. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Армированная слоистая структура (10), содержащая уложенные в стопу по ее высоте по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), содержащие волокнистый армирующий материал, причем между верхним и нижним слоями находится по меньшей мере один слой сердцевины (1), выполненной из пеноматериала, при этом слоистая структура пропитана смолистым материалом, отличающаяся тем, что материал по меньшей мере одного слоя сердцевины содержит по меньшей мере одну вставку (9), которая простирается в направлении высоты армированной слоистой структуры (10), по меньшей мере, в пределах некоторой части ее высоты и, кроме того, также по меньшей мере еще в одном из направлений: продольном и поперечном, внутри указанной структуры, а также тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) и еще материал по меньшей мере одного слоя сердцевины, который содержит по меньшей мере одну вставку, соединены друг с другом при помощи соответствующих армирующих волокон, по меньшей мере, некоторая часть которых простирается в направлении высоты слоистой структуры. 2. Структура по п.1, отличающаяся тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), а также еще материал по меньшей мере одного слоя сердцевины, который содержит по меньшей мере одну вставку, соединены вместе друг с другом при помощи, по существу,сплошных армирующих волокон, по меньшей мере, некоторая часть которых простирается в направлении высоты слоистой структуры. 3. Структура по п.1 или 2, отличающаяся тем, что по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) и еще материал по меньшей мере одного слоя сердцевины, который содержит поменьшей мере одну вставку, соединены друг с другом при помощи пучков, по существу,сплошных армирующих волокон. 4. Структура по любому из пп.1-3, отличающаяся тем, что по меньшей мере одна вставка (9) простирается в направлении высоты, а также в продольном и поперечном направлениях внутри армированной слоистой структуры (10).-7 008962 5. Структура по любому из пп.1-4, отличающаяся тем, что по меньшей мере одна вставка (9) простирается в направлении высоты структуры в пределах по меньшей мере части высоты по меньшей мере одного слоя сердцевины (1). 6. Структура по любому из пп.1-5, отличающаяся тем, что по меньшей мере одна вставка (9) прошивает по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3) насквозь, занимая при этом собой весь промежуток между ними. 7. Структура по любому из пп.1-6, отличающаяся тем, что по меньшей мере одна вставка (9) выполняется из материала сердцевины, который выбирают из целой группы различных материалов, включающей в свой состав металл, пенометалл, волокнистый армирующий пластический материал, пластик или пенопласт, и который представляет собой соответствующий волокнистый армирующий материал и/или обернут в такой волокнистый армирующий материал. 8. Структура по п.6, отличающаяся тем, что обертывающий материал по меньшей мере одной вставки (9) крепится к материалу сердцевины посредством, в сущности, сплошных армирующих волокон, собранных в пучки. 9. Структура по любому из пп.1-8, отличающаяся тем, что по меньшей мере одна вставка (9) представляет собой полосу, пластину, сетку или же соответствующий слой, которые выполняются из металла,стали, нержавеющей стали, алюминия или железа либо сразу из двух или более из этих материалов в различных сочетаниях друг с другом. 10. Структура по любому из пп.1-9, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок, расположенных в поперечном и/или в продольном направлениях относительно указанной армированной слоистой структуры (10). 11. Структура по любому из пп.1-10, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок, которые расположены с соответствующим отклонением от продольного и/или от поперечного направлений относительно армированной слоистой структуры (10). 12. Структура по любому из пп.1-11, отличающаяся тем, что множество вставок (9) располагается,по существу, параллельно друг другу. 13. Структура по любому из пп.1-11, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок (9), расположенных в шахматном порядке в поперечном направлении и/или в продольном направлении относительно указанной структуры (10). 14. Структура по любому из пп.1-11, отличающаяся тем, что слоистая структура (10) содержит некоторое множество вставок (9), расположенных таким образом, чтобы обеспечить формирование сотообразного строения сердцевины (1). 15. Структура по любому из пп.6-11, отличающаяся тем, что сердцевина (1) выполняется из того же самого материала, что и материал сердцевины вставки, либо из другого материала и содержит по меньшей мере два слоя, выполненных из материала, который выбирают из целой группы различных материалов, включающей в свой состав металл, пенометалл, волокнистый армирующий пластический материал,пластик или пенопласт, и который представляет собой соответствующий волокнистый армирующий материал и/или обернут в такой волокнистый армирующий материал. 16. Структура по п.15, отличающаяся тем, что сердцевина (1) содержит первый и второй слои, уложенные один поверх другого в стопу, между которыми находится один слой волокнистого армирующего материала или же несколько слоев такого материала. 17. Армированное изделие, содержащее уложенные в стопу поверх друг друга и скрепленные между собой две или более армированные слоистые структуры по любому из пп.1-16, расположенные таким образом, чтобы нижний слой верхней армированной слоистой структуры крепился к верхнему слою нижней армированной слоистой структуры. 18. Изделие по п.17, отличающееся тем, что уложенные в стопу армированные слоистые структуры сверху обертывают волокнистым армирующим материалом и пропитывают по меньшей мере одной смолой. 19. Применение армированной слоистой структуры по любому из пп.1-16 либо армированного изделия по п.17 или 18 в качестве структуры для настилания пола в автомобильных прицепах, в качестве мостовых настилов, при устройстве крыш на зданиях, при устройстве покрытий на автостоянках, в производстве крыльев для самолетов или при изготовлении любой другой строительной детали. 20. Способ производства армированной слоистой структуры, содержащей уложенные в стопу по ее высоте по меньшей мере один верхний слой (2) и по меньшей мере один нижний слой (3), содержащие волокнистый армирующий материал, причем между верхним и нижним слоями находится по меньшей мере один слой сердцевины (1), выполненной из пеноматериала, при этом слоистая структура пропитана смолистым материалом, отличающийся тем, что предусматривает наличие следующих стадий: 1) подача материала сердцевины в переднем направлении; 2) подача в переднем направлении также верхнего и нижнего слоев волокнистого армирующего материала, располагающегося вдоль противоположных, верхней и нижней, поверхностей материала сердцевины с образованием в результате этого многослойного материала; 3) введение некоторого множества вставок, которые располагаются в продольном и/или в поперечном направлениях внутри материала сердцевины;-8 008962 4) взаимное соединение верхнего и нижнего слоев друг с другом, а также с сердцевиной посредством внедрения внутрь обрабатываемой структуры соответствующих армирующих волокон, по меньшей мере некоторая часть которых простирается в направлении высоты многослойного материала; 5) пропитывание полученной при этом структуры соответствующим пластическим материалом. 21. Способ по п.20, отличающийся тем, что верхний и нижний слои взаимно соединяются друг с другом при помощи пучков армирующих волокон, при этом, по меньшей мере, частично волокна располагаются в направлении по высоте слоистого материала. 22. Способ по п.21, отличающийся тем, что после того как верхний и нижний слои, а также сердцевина будут уже соединены все вместе между собой, полученный при этом слоистый материал подвергается пропитыванию соответствующим смолообразным материалом с применением пресса для вытягивания. 23. Способ по любому одному из пп.20-22, отличающийся тем, что предусматривается применение в качестве соответствующей вставки по меньшей мере одного из таких материалов, как пенопласт или пенистый металл, либо смеси этих двух материалов, с обертыванием вставки по меньшей мере одним листом волокнистого армирующего материала, а также тем, что верхний и нижний листы вместе с сердцевиной армированной слоистой структуры и обертывающим листом из армирующего материала, а также сердцевина вставки взаимно соединяются все вместе друг с другом за один проход с использованием процесса внедрения пучков волокон.
МПК / Метки
МПК: B29C 70/08, B29C 70/24, E04C 2/36
Метки: слоистая, структура, армированная
Код ссылки
<a href="https://eas.patents.su/11-8962-armirovannaya-sloistaya-struktura.html" rel="bookmark" title="База патентов Евразийского Союза">Армированная слоистая структура</a>
Армированная стеклом гипсовая плита и способ её изготовления
Номер патента: 6830
Опубликовано: 28.04.2006
Авторы: Фейхи Майкл П., Сандерс Кристофер Дж., Хобер Роберт Дж., Хеннис Марк Э.
МПК: B28B 11/08, B32B 13/00, B28B 19/00...
Метки: изготовления, армированная, плита, способ, стеклом, гипсовая
Формула / Реферат:
1. Способ изготовления гипсовой плиты, имеющей облицовочные листы из неорганических волокон, содержащий стадии пропитки первой гипсовой суспензией по меньшей мере одного листа из неорганических волокон путем пропускания указанного листа через участок нанесения гипса, имеющий два валика для нанесения покрытия, при прохождении между которыми листа обеспечивается проникновение первой гипсовой суспензии через промежутки между неорганическими...
Баллистическая структура
Номер патента: 934
Опубликовано: 26.06.2000
Автор: Чиоу Миншон
МПК: F41H 5/04
Метки: структура, баллистическая
Формула / Реферат:
1. Баллистическое защитное полотно, отличающееся тем, что содержит параарамидную нить, имеющую прочность на разрыв, по меньшей мере, 28 грамм на денье (г/д) и линейную плотность от 300 до 750 денье. 2. Полотно по п.1, отличающееся тем, что параарамидом является поли(р-фенилен терефталамид). 3. Полотно по п.1, отличающееся тем, что при тестировании в соответствии с MIL-STD-662e с использованием девятимиллиметровых пистолетных пуль с полностью...
Витая проволочная структура
Номер патента: 3821
Опубликовано: 30.10.2003
Авторы: Бирюков Борис Александрович, Фетисов Василий Павлович, Ищенко Галина Михайловна, Тюляков Владимир Алексеевич, Нелюбин Александр Афонасьевич, Фролов Анатолий Тимофеевич
МПК: D07B 1/08
Метки: проволочная, витая, структура
Формула / Реферат:
1. Витая проволочная структура, состоящая из двух элементов, одним из которых является прядь, содержащая m проволок, соединенных спиральной свивкой, а второй включает n проволок, соединенных спиральной свивкой с прядью, отличающаяся тем, что оба элемента соединены спиральной свивкой так, что по длине изделия проволоки пряди выступают в промежутках между n=m+2 проволоками внешнего повива, чередуясь с ними на длине каждого шага свивки, при этом...
Структура пода плавильной печи
Номер патента: 4365
Опубликовано: 29.04.2004
Авторы: Койо Илкка, Сааринен Ристо
Метки: пода, печи, структура, плавильной
Формула / Реферат:
1. Структура пода печи для плавки во взвешенном состоянии, который используется в плавильной печи (1), в реакционном пространстве (2), где осуществляется плавка сульфидного сырья, содержащего металл, такой как медь, никель или свинец, в присутствии газа, несущего кислород, и формирующего шлак агента, для получения металла в форме, которая предпочтительна для последующей обработки и в которой создаваемые расплавленные фазы (5, 6) осаждаются на...
Проволочная структура
Номер патента: 2865
Опубликовано: 31.10.2002
Авторы: Феоктистов Юрий Васильевич, Пикулин Виктор Алексеевич, Труфанов Юрий Васильевич, Бирюков Борис Александрович, Фетисов Василий Павлович, Давыдов Алексей Владимирович
МПК: B21F 15/04, D07B 1/06
Метки: структура, проволочная
Формула / Реферат:
Проволочная структура, включающая два элемента, один из которых состоит из основы в виде параллельно уложенных длинномерных проволок, а вторым являются внешние проволоки, навитые на основу с шагом спирали "t", отличающаяся тем, что проволоки основы имеют волнообразную форму с параметрами волны: амплитуда A_ d1+d2, где d1 - диаметр проволок основы, d2 - диаметр проволок внешнего повива, и период, равный шагу "t" навивки внешних проволок, причем...
Следующий патент: Способ подавления движения текучей среды в ствол скважины или из него
Случайный патент: Конденсационное охлаждающее устройство и способ его изготовления