Устройство для формирования пресс-формы и используемая в нем металлическая пресс-форма
Номер патента: 8841
Опубликовано: 31.08.2007
Авторы: Като Юсуке, Асано Норихиро, Нисикава Казуюки, Танака Мотоясу, Нагасака Масахико, Зенпо Тосихико
Формула / Реферат
1. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и инжекции ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит
полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для впрыска вспененной смеси,
средство удерживания вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды, и находящегося под давлением резервуара для впрыска вспененной смеси в металлическую пресс-форму, и
средство для открывания и закрывания отверстия для впрыска.
2. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и впрыскивания ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит средство для измерения температуры частиц заполнителя или вспененной смеси и средство для измерения вязкости вспененной смеси.
3. Устройство по п.2, дополнительно содержащее средство для измерения вязкости вспененной смеси.
4. Устройство по любому из пп.2 или 3, дополнительно содержащее
полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для впрыска вспененной смеси,
средство удерживания вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды, и находящегося под давлением резервуара для впрыска вспененной смеси в металлическую пресс-форму, и
средство для открывания и закрывания отверстия для впрыска.
5. Устройство по любому из пп.2-4, в котором средство для измерения температуры является датчиком контактного или бесконтактного типа и расположено в средстве для удерживания вспененной смеси или снаружи его.
6. Устройство по любому из пп.3-6, в котором средство для измерения вязкости является любым из следующих:
датчик, который вдавливает и вводит зонд для измерения вязкости вспененной смеси посредством измерения нагрузки, когда вершина зонда вводится под давлением во вспененную смесь;
датчик, который вращает зонд для измерения вязкости посредством измерения нагрузки, когда вершина зонда вращается во вспененной смеси;
датчик, который вдавливает, вводит и вращает зонд для измерения вязкости посредством измерения нагрузки, когда вершина зонда вводится во вспененную смесь и затем вращается в ней, и
датчик, который измеряет кажущуюся вязкость посредством измерения расхода вспененной смеси, вытекающей из отверстия цилиндрической структуры, когда вспененная смесь находится под давлением.
7. Устройство по п.6, в котором средство для измерения вязкости расположено в средстве удерживания вспененной смеси или снаружи средства для удерживания вспененной смеси.
8. Устройство по п.6, в котором измерение вязкости вспененной смеси выполняется непрерывно или для каждой партии.
9. Устройство по любому из пп.2-4, в котором средство для измерения влажности является датчиком для измерения электрического сопротивления вспененной смеси или датчиком для измерения потери веса вспененной смеси, когда влага в смеси испаряется при нагревании вспененной смеси.
10. Устройство по любому из пп.3 или 4, которое снабжено средствами для измерения температуры частиц заполнителя или вспененной смеси, вязкости вспененной смеси и влажности вспененной смеси, в котором любые средства или любая комбинация этих средств расположены снаружи средства удерживания вспененной смеси.
11. Металлическая пресс-форма, используемая в устройстве по п.2, применяется для изготовления пресс-формы посредством инжекции вспененной смеси, изготовленной посредством смешивания частиц заполнителя, более одного вида растворимых водой связующих веществ и воды, в металлическую пресс-форму, причем предусмотрено средство для отвода газов из полости металлической пресс-формы наружу, так что частицы заполнителя не могут проходить через него.

Текст
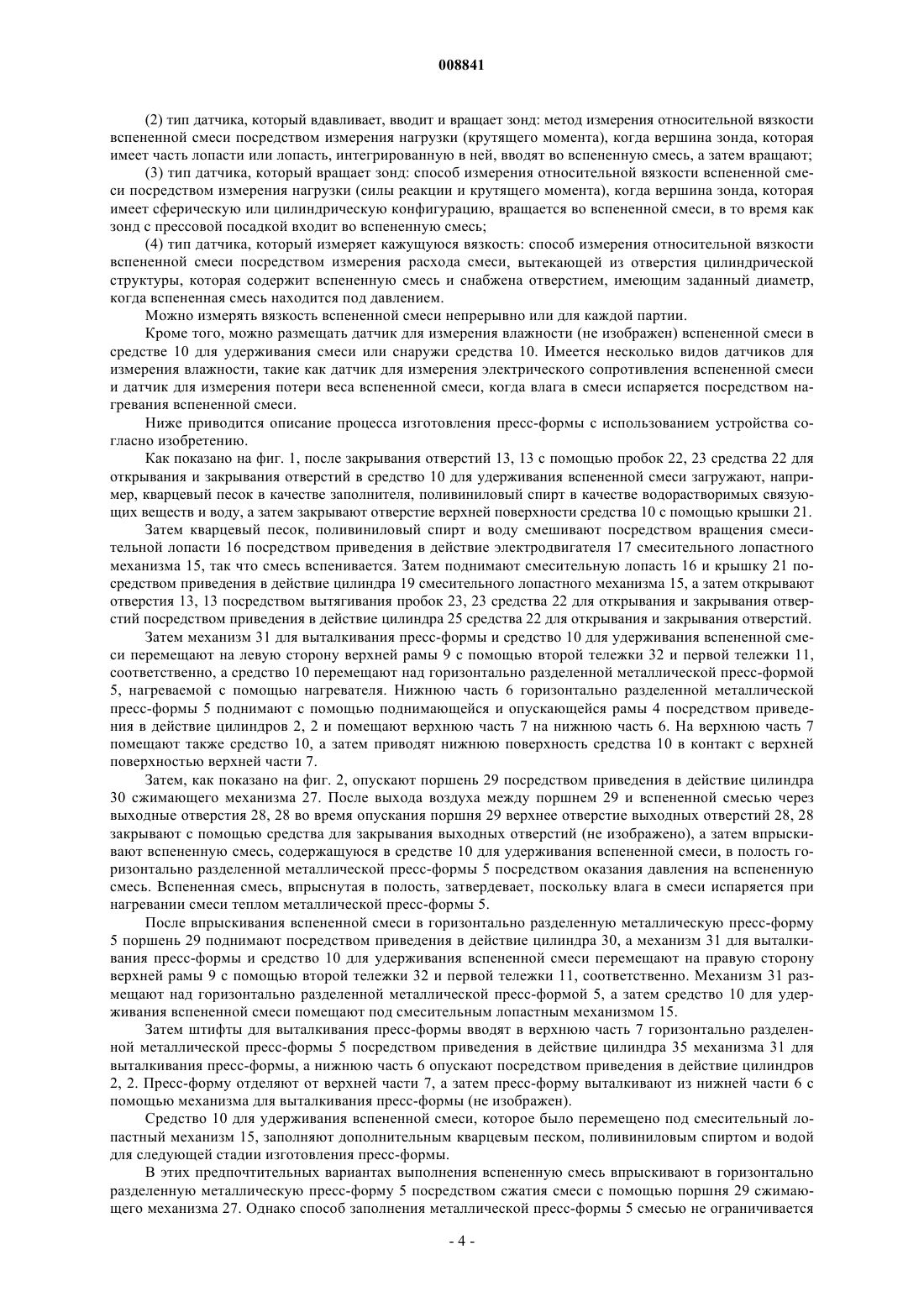
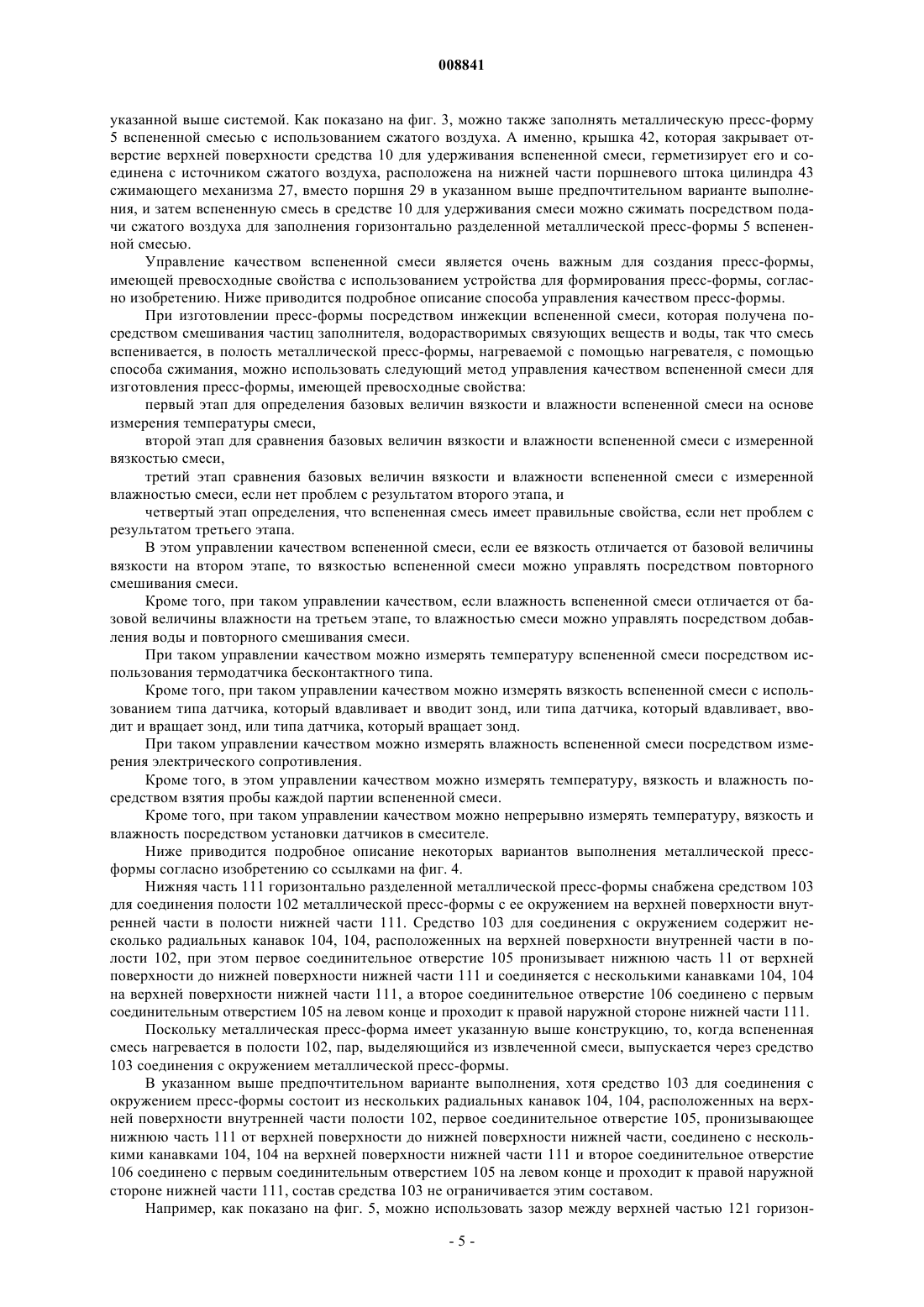
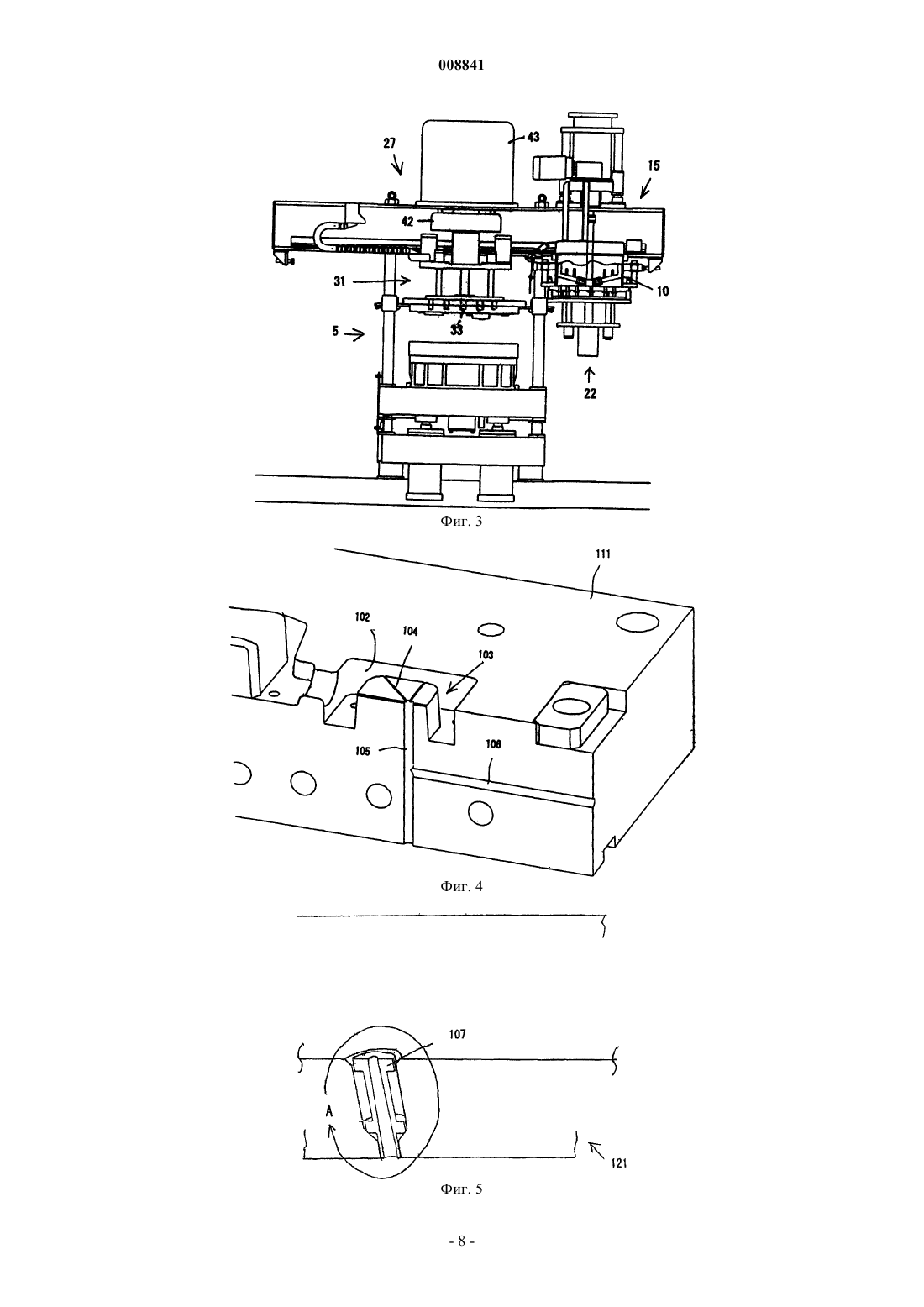
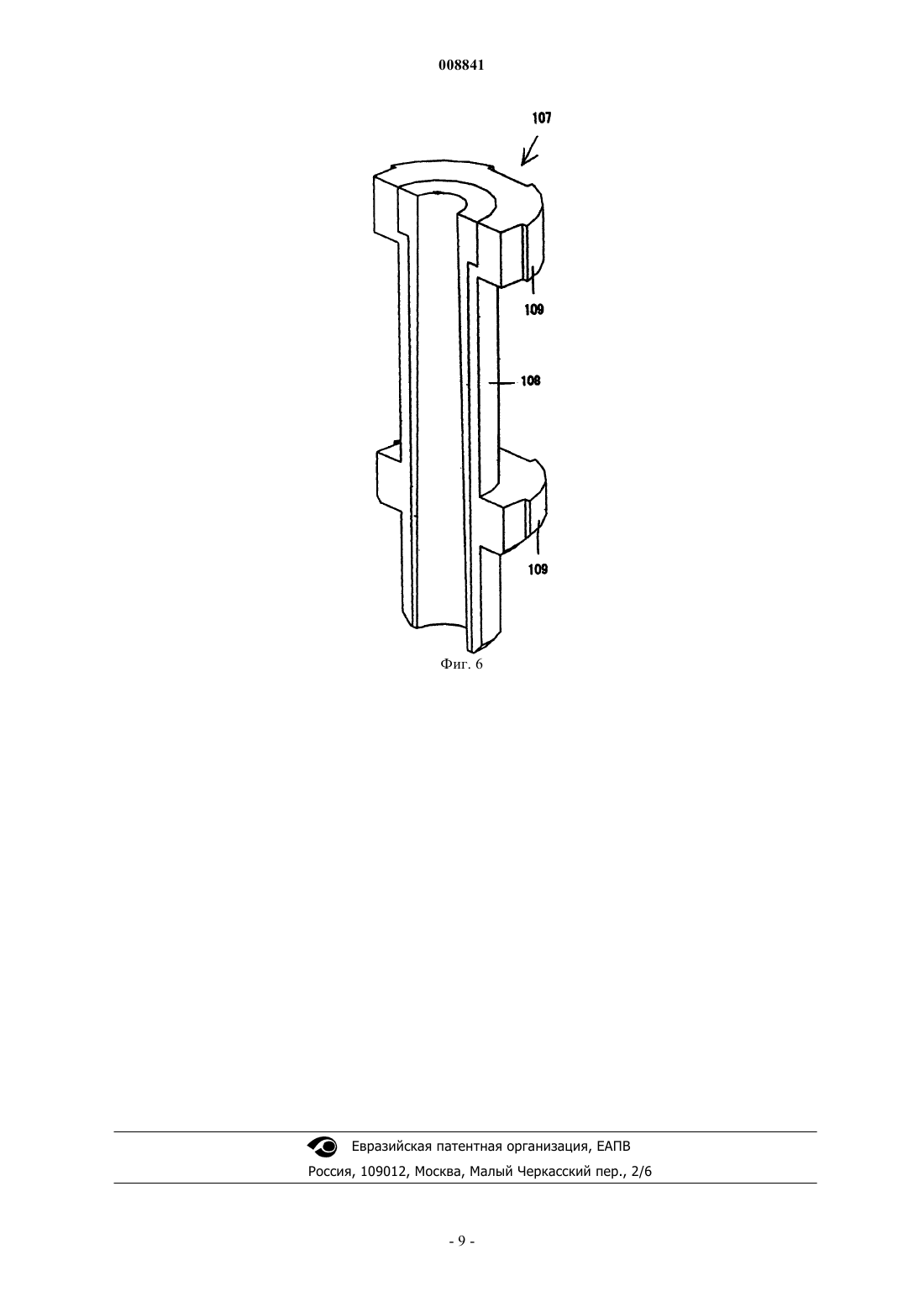
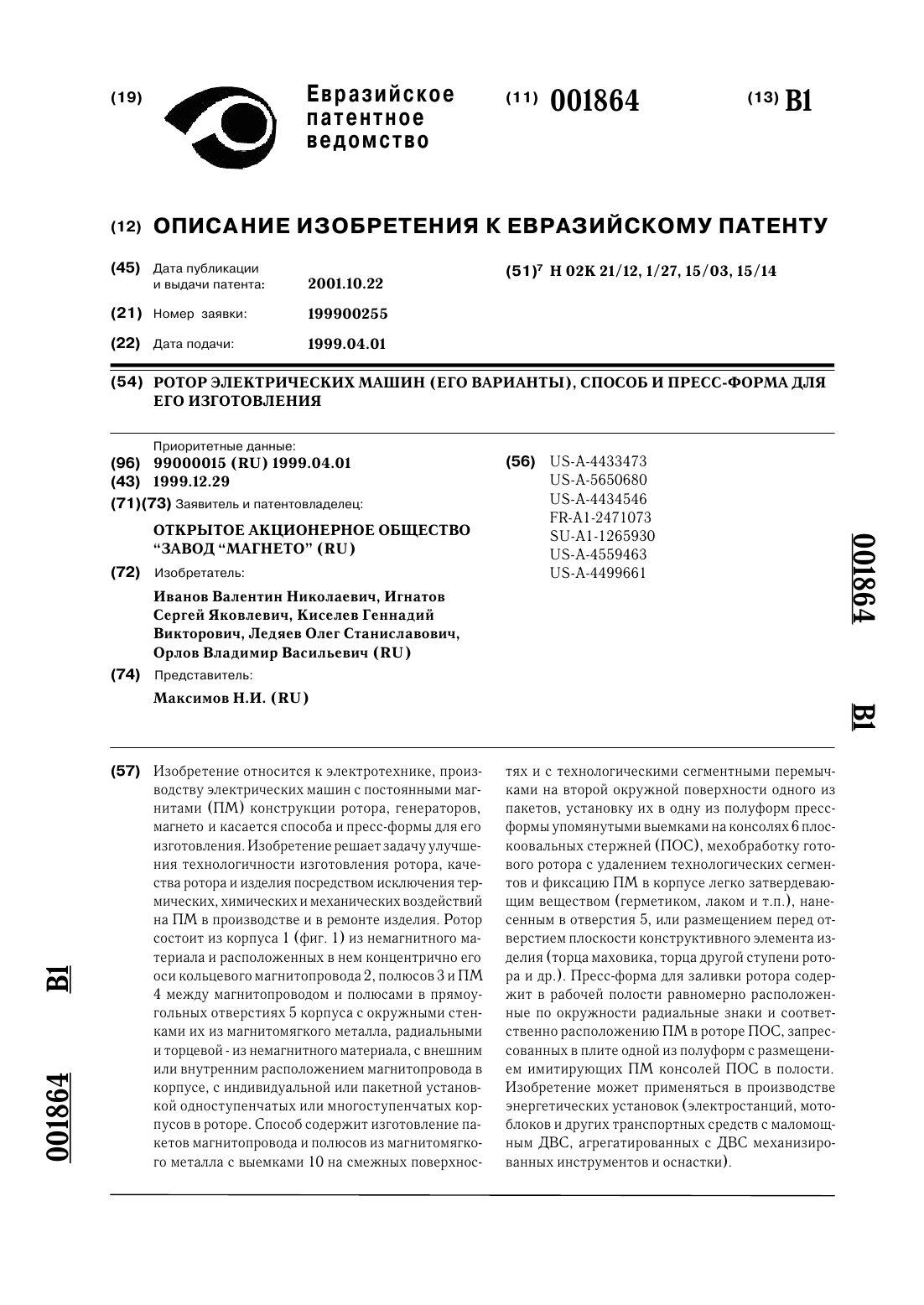
008841 Область техники, к которой относится изобретение Данное изобретение относится к устройству для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, водорастворимых связующих веществ и воды, и инжекции ее в нагретую металлическую пресс-форму. Данное изобретение относится также к используемой в устройстве металлической пресс-форме. Уровень техники В последнее время часто применяется способ формирования пресс-формы, в котором используют водорастворимые связующие вещества в качестве связующего вещества для частиц заполнителя и затвердевание осуществляют посредством нагревания и испарения воды, что обеспечивает благоприятные свойствам хрупкости пресс-формы после литья. Известно устройство для формирования такой пресс-формы, содержащее цилиндр, проходящий вверх и вниз, поршень, расположенный в цилиндре с возможностью скольжения вверх и вниз в цилиндре, и затвор для открывания и закрывания отверстия, расположенного в днище цилиндра, при этом данные элементы образуют средство для впрыска текучего литейного песка в металлическую пресс-форму. Устройство может перемещаться вверх и вниз. Устройство соединено также со смесителем для подготовки текучего литейного песка перед отверстием, расположенным у центра цилиндра. В этом обычном устройстве у центра цилиндра расположен дополнительный затвор, при этом положения затворов, расположенных на днище и в центре цилиндра, изменяются, и изменяется положение поршня для регулирования количества текучего литейного песка, инжектируемого в металлическую пресс-форму (см. патентный документ 1). Однако в этом обычном устройстве трудно управлять количеством текучего литейного песка, подлежащего инжекции в металлическую пресс-форму, для того, чтобы оно соответствовало емкости металлической пресс-формы. Кроме того, поскольку в цилиндр необходимо подавать больше текучего литейного песка, чем вмещает полость пресс-формы, то некоторое количество текучего литейного песка остается в цилиндре после его инжекции в полость пресс-формы. Поскольку имеется этот остаток текучего литейного песка, то он идет в отходы. Кроме того, часто происходит так, что в цилиндре недостаточно текучего литейного песка для заполнения полости металлической пресс-формы. Дополнительно к этому, поскольку пенная смесь, которая является материалом для изготовления литейной формы, содержит растворимые водой связующие вещества в качестве связующего вещества для частиц заполнителя и содержит большое количество воды, то требуется много времени для затвердевания вспененной смеси в металлической пресс-форме. Патентный документ 1: публикация выложенного патента ЯпонииS55-54241. Патентный документ 2: публикация выложенного патента ЯпонииН 11-129054. Сущность изобретения Целью данного изобретения является решение указанных выше проблем обычного устройства. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и инжекции ее в полость нагреваемой металлической пресс-формы содержит полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для инжекции вспененной смеси,средство для размещения вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды и находящегося под давлением резервуара для инжекции вспененной смеси в металлическую пресс-форму, и средство для открывания и закрывания упомянутого отверстия. Устройство также снабжено любыми средствами или комбинацией средств для измерения температуры, вязкости и влажности. Кроме того, для решения указанных выше проблем, которые возникают при формировании прессформы с использованием вспененной смеси, изготовленной посредством смешивания частиц заполнителя,более одного вида растворимых в воде связующих веществ и воды, и металлической пресс-формы для формирования пресс-формы, заполняемой вспененной смесью, предусмотрено средство для отвода газов из полости металлической пресс-формы из формы, при этом частицы заполнителя не могут проходить через него. При использовании устройства для формирования пресс-формы литейную форму изготавливают на следующих стадиях: стадии закрывания для закрывания отверстия для инжекции с помощью средства для закрывания и открывания,стадии смешивания для смешивания заданного количества частиц заполнителя, растворимых водой связующих веществ и воды, содержащихся в средстве для размещения вспененной смеси, при этом упомянутое заданное количество превышает количество, которое может удерживаться внутри металлической пресс-формы,стадии соединения для соединения средства, удерживающего пенную смесь, с нагреваемой металлической пресс-формой после смешивания и-1 008841 стадии инжекции вспененной смеси в полость металлической пресс-формы посредством оказания давления на смесь. Затем частицы заполнителя, растворимые водой связующие вещества и воду заливают в средство для размещения вспененной смеси и смешивают для следующего процесса формирования пресс-формы. Как указывалось выше, поскольку устройство, по меньшей мере, снабжено любыми средствами или любой комбинацией средств для измерения температуры частиц заполнителя или вспененной смеси, или вязкости вспененной смеси, или влажности вспененной смеси, то, когда температура частиц заполнителя или вспененной смеси является слишком высокой, можно управлять температурой нагревателя. Кроме того, когда вязкость вспененной смеси является слишком низкой, то можно добавлять в нее воду из средства для подачи воды, а затем дополнительно перемешивать вспененную смесь, а когда влажность вспененной смеси является слишком низкой, то можно добавлять воду из средства подачи воды и дополнительно перемешивать вспененную смесь. Таким образом, полость металлической пресс-формы можно заполнять вспененной смесью, имеющей нужные свойства. За счет использования указанной выше металлической пресс-формы, пар, выделяющийся из вспененной смеси при нагревании металлической пресс-формы, можно выпускать посредством его пропускания через средство отвода газов из полости металлической пресс-формы наружу. Как указывалось выше, устройство согласно данному изобретению содержит устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и инжекции ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для инжекции вспененной смеси,средство для размещения вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды и находящегося под давлением резервуара для впрыска вспененной смеси в металлическую пресс-форму, и средство для открывания и закрывания упомянутого отверстия. Литейную форму можно изготавливать с использованием этого устройства на следующих стадиях: стадии добавления для добавления частиц заполнителя, растворимых водой связующих веществ и воды в средство для размещения вспененной смеси после заполнения полости металлической прессформы вспененной смесью, содержащейся в средстве для удерживания вспененной смеси, и затем стадии смешивания для смешивания частиц заполнителя, растворимых водой связующих веществ и воды для их вспенивания,при этом вспененную смесь, которая остается в средстве для ее размещения после инжекции смеси в металлическую пресс-форму, можно эффективно использовать в следующей стадии изготовления пресс-формы. Таким образом, в то время как в обычном устройстве не используется вспененная смесь, остающаяся в средстве для удерживания смеси, устройство согласно данному изобретению имеет преимущество,поскольку остаток смеси можно эффективно использовать. Кроме того, поскольку устройство снабжено любыми средствами или любой комбинацией средств для измерения температуры частиц заполнителя или вспененной смеси, или вязкости вспененной смеси,или влажности вспененной смеси, то, когда температура частиц заполнителя или вспененной смеси является слишком высокой, можно управлять температурой нагревателя, и когда вязкость вспененной смеси является слишком низкой, то можно добавлять в нее воду из средства для подачи воды, а затем вспененную смесь дополнительно перемешивать, а когда влажность вспененной смеси является слишком низкой, то можно добавлять воду из средства подачи воды и дополнительно перемешивать смесь. Таким образом, полость металлической пресс-формы можно заполнять вспененной смесью, имеющей правильные свойства. Кроме того, в устройстве для формирования пресс-формы с использованием вспененной смеси, изготовленной посредством смешивания частиц заполнителя, более одного вида водорастворимых связующих веществ и воды, и с использованием металлической пресс-формы, поскольку металлическая пресс-форма для формирования пресс-формы посредством ее заполнения вспененной смесью снабжена средством для отвода газов из полости вспененной металлической пресс-формы наружу пресс-формы,так что частицы заполнителя не могут проходить через него, пар, выделяющийся из вспененной смеси,можно выпускать посредством пропускания его через средство отвода газов. Таким образом, металлическая литейная форма имеет преимущество, поскольку можно значительно уменьшить период отвердевания вспененной смеси. Краткое описание чертежей На чертежах изображено: фиг. 1 - частичный разрез устройства для формирования пресс-формы согласно предпочтительному варианту выполнения изобретения в вертикальной проекции; фиг. 2 - устройство для формирования пресс-формы в состоянии, в котором смесь в средстве для удерживания вспененной смеси впрыскивается в горизонтально разделенную металлическую пресс-форму; фиг. 3 - частичный разрез устройства для формирования пресс-формы согласно варианту выполнения изобретения в вертикальной проекции;-2 008841 фиг. 4 - фрагмент нижней части металлической части пресс-формы согласно предпочтительному варианту выполнения изобретения в изометрической проекции; фиг. 5 - частичный разрез устройства для формирования пресс-формы согласно варианту выполнения изобретения в вертикальной проекции; фиг. 6 - часть А формы согласно фиг. 5 в увеличенном масштабе. Предпочтительные варианты выполнения изобретения Ниже приводится описание некоторых вариантов выполнения устройства согласно изобретению для формирования пресс-формы со ссылками на чертежи. Как показано на фиг. 1 и 2, устройство снабжено основанием 1, имеющим два цилиндра 2, 2, расположенных вертикально, и четыре направляющих стержня 3, 3, расположенных на четырех углах основания 1. На вершине поршневых штоков двух цилиндров 2, 2 расположена поднимающаяся и опускающаяся рама 4, которая соединена с возможностью скольжения с четырьмя направляющими стержнями 3, 3,так что поднимающаяся и опускающаяся рама 4 может подниматься и опускаться. Нижняя часть 6 горизонтально разделенной металлической пресс-формы 5 расположена на поднимающейся и опускающейся раме 4. Верхняя часть 7 горизонтально разделенной металлической пресс-формы 5 расположена над нижней частью 6 посредством соединения с опорным механизмом, соединенным с возможностью скольжения с направляющими стержнями 3, 3. Верхняя рама 9 расположена на вершине четырех направляющих стержней 3, 3 и проходит в правом и левом направлениях. Средство 10 для удерживания вспененной смеси, имеющее функции смесительной ванны и находящегося под давлением резервуара, расположено на правой стороне нижней поверхности верхней рамы 9 с помощью первой тележки 11, так что средство 10 может перемещаться вправо и влево. Средство 10 для удерживания вспененной смеси имеет полый корпус 12 в форме прямоугольного параллелепипеда, имеющего нижнюю плиту 14, которая закрывает отверстия дна корпуса 12, имеющего несколько отверстий 13, 13 для впрыска вспененной смеси. Нижняя плита 14 имеет структуру охлаждения водой на своей верхней поверхности и имеет теплоизолятор на своей нижней поверхности. Кроме того, на правой стороне верхней поверхности верхней рамы 9 расположен лопастной смесительный механизм 15 для смешивания частиц заполнителя, водорастворимых связующих веществ и воды в средстве 10 удерживания вспененной смеси, так что смесь вспенивается. Смесительная лопасть 16 смесительного лопастного механизма 15 соединена с приводным валом электродвигателя 17 через силовую передачу 18. Электродвигатель 17 установлен на опорные элементы 20, которые можно поднимать и опускать посредством приведения в действие цилиндров 19, расположенных вертикально на верхней раме 9. На опорных элементах 20 расположена крышка 21 для открывания верхней поверхности средства 10 для удерживания вспененной смеси. Смесительную лопасть 16 и крышку 21 можно поднимать и опускать посредством приведения в действие цилиндра 19. Кроме того, под смесительным лопастным механизмом 15, расположенным на верхней раме 9, расположено средство 22 для открывания и закрывания отверстий 13, 13. Несколько пробок 23, 23, которые можно вводить в впрыскные отверстия 13, 13, средства 22 для открывания и закрывания впрыскных отверстий расположены на верхней части поршневого штока цилиндра, расположенного вертикально, через опорную плиту 24. Пробки 23, 23 можно перемещать вверх и вниз посредством приведения в действие цилиндра 25. Цилиндр 25 расположен на верхней раме 9 через опорные элементы 26, 26. Отверстия 13, 13 можно прочищать посредством введения в них нескольких пробок 23, 23. Сжимающий механизм 27 расположен над горизонтально разделенной металлической пресс-формы 5 и на верхней раме 9 для впрыскивания вспененной смеси, содержащейся в средстве 10 для удерживания вспененной смеси, из отверстий 13, 13 средства 10. Сжимающий механизм 27 имеет поршень 29,имеющий несколько выходных отверстий 28, 28, проходящих от нижней к верхней поверхности поршня 29. Поршень 29 можно перемещать вверх и вниз посредством приведения в действие цилиндра 30, расположенного вертикально. Механизм 31 для выталкивания пресс-формы расположен на левой стороне нижней поверхности верхней рамы 9 с помощью второй тележки 32 для выталкивания пресс-формы из верхней части 7, так что механизм 31 можно перемещать влево и вправо. Несколько штифтов 33, 33 для выталкивания прессформы расположены на нижней части поршневого штока цилиндра 35, расположенного вертикально, с помощью толкающей плиты 34. Несколько штифтов 33, 33 для выталкивания пресс-формы можно перемещать вверх и вниз посредством приведения в действие цилиндра 35. Можно также измерять температуру частиц заполнителя или вспененной смеси с помощью контактного или бесконтактного термодатчика (не изображен), расположенного в средстве 10 для удерживания вспененной смеси или снаружи средства 10. Можно также расположить датчик измерения вязкости (не изображен) в средстве 10 для удерживания вспененной смеси или снаружи средства 10. Имеется несколько видов датчиков для измерения вязкости вспененной смеси, таких как:(1) тип датчика, который вдавливает и вводит зонд: способ измерения относительной вязкости вспененной смеси посредством измерения нагрузки (силы реакции), когда вершина зонда, которая имеет сферическую или цилиндрическую конфигурацию, вводится под давлением во вспененную смесь;(2) тип датчика, который вдавливает, вводит и вращает зонд: метод измерения относительной вязкости вспененной смеси посредством измерения нагрузки (крутящего момента), когда вершина зонда, которая имеет часть лопасти или лопасть, интегрированную в ней, вводят во вспененную смесь, а затем вращают;(3) тип датчика, который вращает зонд: способ измерения относительной вязкости вспененной смеси посредством измерения нагрузки (силы реакции и крутящего момента), когда вершина зонда, которая имеет сферическую или цилиндрическую конфигурацию, вращается во вспененной смеси, в то время как зонд с прессовой посадкой входит во вспененную смесь;(4) тип датчика, который измеряет кажущуюся вязкость: способ измерения относительной вязкости вспененной смеси посредством измерения расхода смеси, вытекающей из отверстия цилиндрической структуры, которая содержит вспененную смесь и снабжена отверстием, имеющим заданный диаметр,когда вспененная смесь находится под давлением. Можно измерять вязкость вспененной смеси непрерывно или для каждой партии. Кроме того, можно размещать датчик для измерения влажности (не изображен) вспененной смеси в средстве 10 для удерживания смеси или снаружи средства 10. Имеется несколько видов датчиков для измерения влажности, такие как датчик для измерения электрического сопротивления вспененной смеси и датчик для измерения потери веса вспененной смеси, когда влага в смеси испаряется посредством нагревания вспененной смеси. Ниже приводится описание процесса изготовления пресс-формы с использованием устройства согласно изобретению. Как показано на фиг. 1, после закрывания отверстий 13, 13 с помощью пробок 22, 23 средства 22 для открывания и закрывания отверстий в средство 10 для удерживания вспененной смеси загружают, например, кварцевый песок в качестве заполнителя, поливиниловый спирт в качестве водорастворимых связующих веществ и воду, а затем закрывают отверстие верхней поверхности средства 10 с помощью крышки 21. Затем кварцевый песок, поливиниловый спирт и воду смешивают посредством вращения смесительной лопасти 16 посредством приведения в действие электродвигателя 17 смесительного лопастного механизма 15, так что смесь вспенивается. Затем поднимают смесительную лопасть 16 и крышку 21 посредством приведения в действие цилиндра 19 смесительного лопастного механизма 15, а затем открывают отверстия 13, 13 посредством вытягивания пробок 23, 23 средства 22 для открывания и закрывания отверстий посредством приведения в действие цилиндра 25 средства 22 для открывания и закрывания отверстий. Затем механизм 31 для выталкивания пресс-формы и средство 10 для удерживания вспененной смеси перемещают на левую сторону верхней рамы 9 с помощью второй тележки 32 и первой тележки 11,соответственно, а средство 10 перемещают над горизонтально разделенной металлической пресс-формой 5, нагреваемой с помощью нагревателя. Нижнюю часть 6 горизонтально разделенной металлической пресс-формы 5 поднимают с помощью поднимающейся и опускающейся рамы 4 посредством приведения в действие цилиндров 2, 2 и помещают верхнюю часть 7 на нижнюю часть 6. На верхнюю часть 7 помещают также средство 10, а затем приводят нижнюю поверхность средства 10 в контакт с верхней поверхностью верхней части 7. Затем, как показано на фиг. 2, опускают поршень 29 посредством приведения в действие цилиндра 30 сжимающего механизма 27. После выхода воздуха между поршнем 29 и вспененной смесью через выходные отверстия 28, 28 во время опускания поршня 29 верхнее отверстие выходных отверстий 28, 28 закрывают с помощью средства для закрывания выходных отверстий (не изображено), а затем впрыскивают вспененную смесь, содержащуюся в средстве 10 для удерживания вспененной смеси, в полость горизонтально разделенной металлической пресс-формы 5 посредством оказания давления на вспененную смесь. Вспененная смесь, впрыснутая в полость, затвердевает, поскольку влага в смеси испаряется при нагревании смеси теплом металлической пресс-формы 5. После впрыскивания вспененной смеси в горизонтально разделенную металлическую пресс-форму 5 поршень 29 поднимают посредством приведения в действие цилиндра 30, а механизм 31 для выталкивания пресс-формы и средство 10 для удерживания вспененной смеси перемещают на правую сторону верхней рамы 9 с помощью второй тележки 32 и первой тележки 11, соответственно. Механизм 31 размещают над горизонтально разделенной металлической пресс-формой 5, а затем средство 10 для удерживания вспененной смеси помещают под смесительным лопастным механизмом 15. Затем штифты для выталкивания пресс-формы вводят в верхнюю часть 7 горизонтально разделенной металлической пресс-формы 5 посредством приведения в действие цилиндра 35 механизма 31 для выталкивания пресс-формы, а нижнюю часть 6 опускают посредством приведения в действие цилиндров 2, 2. Пресс-форму отделяют от верхней части 7, а затем пресс-форму выталкивают из нижней части 6 с помощью механизма для выталкивания пресс-формы (не изображен). Средство 10 для удерживания вспененной смеси, которое было перемещено под смесительный лопастный механизм 15, заполняют дополнительным кварцевым песком, поливиниловым спиртом и водой для следующей стадии изготовления пресс-формы. В этих предпочтительных вариантах выполнения вспененную смесь впрыскивают в горизонтально разделенную металлическую пресс-форму 5 посредством сжатия смеси с помощью поршня 29 сжимающего механизма 27. Однако способ заполнения металлической пресс-формы 5 смесью не ограничивается-4 008841 указанной выше системой. Как показано на фиг. 3, можно также заполнять металлическую пресс-форму 5 вспененной смесью с использованием сжатого воздуха. А именно, крышка 42, которая закрывает отверстие верхней поверхности средства 10 для удерживания вспененной смеси, герметизирует его и соединена с источником сжатого воздуха, расположена на нижней части поршневого штока цилиндра 43 сжимающего механизма 27, вместо поршня 29 в указанном выше предпочтительном варианте выполнения, и затем вспененную смесь в средстве 10 для удерживания смеси можно сжимать посредством подачи сжатого воздуха для заполнения горизонтально разделенной металлической пресс-формы 5 вспененной смесью. Управление качеством вспененной смеси является очень важным для создания пресс-формы,имеющей превосходные свойства с использованием устройства для формирования пресс-формы, согласно изобретению. Ниже приводится подробное описание способа управления качеством пресс-формы. При изготовлении пресс-формы посредством инжекции вспененной смеси, которая получена посредством смешивания частиц заполнителя, водорастворимых связующих веществ и воды, так что смесь вспенивается, в полость металлической пресс-формы, нагреваемой с помощью нагревателя, с помощью способа сжимания, можно использовать следующий метод управления качеством вспененной смеси для изготовления пресс-формы, имеющей превосходные свойства: первый этап для определения базовых величин вязкости и влажности вспененной смеси на основе измерения температуры смеси,второй этап для сравнения базовых величин вязкости и влажности вспененной смеси с измеренной вязкостью смеси,третий этап сравнения базовых величин вязкости и влажности вспененной смеси с измеренной влажностью смеси, если нет проблем с результатом второго этапа, и четвертый этап определения, что вспененная смесь имеет правильные свойства, если нет проблем с результатом третьего этапа. В этом управлении качеством вспененной смеси, если ее вязкость отличается от базовой величины вязкости на втором этапе, то вязкостью вспененной смеси можно управлять посредством повторного смешивания смеси. Кроме того, при таком управлении качеством, если влажность вспененной смеси отличается от базовой величины влажности на третьем этапе, то влажностью смеси можно управлять посредством добавления воды и повторного смешивания смеси. При таком управлении качеством можно измерять температуру вспененной смеси посредством использования термодатчика бесконтактного типа. Кроме того, при таком управлении качеством можно измерять вязкость вспененной смеси с использованием типа датчика, который вдавливает и вводит зонд, или типа датчика, который вдавливает, вводит и вращает зонд, или типа датчика, который вращает зонд. При таком управлении качеством можно измерять влажность вспененной смеси посредством измерения электрического сопротивления. Кроме того, в этом управлении качеством можно измерять температуру, вязкость и влажность посредством взятия пробы каждой партии вспененной смеси. Кроме того, при таком управлении качеством можно непрерывно измерять температуру, вязкость и влажность посредством установки датчиков в смесителе. Ниже приводится подробное описание некоторых вариантов выполнения металлической прессформы согласно изобретению со ссылками на фиг. 4. Нижняя часть 111 горизонтально разделенной металлической пресс-формы снабжена средством 103 для соединения полости 102 металлической пресс-формы с ее окружением на верхней поверхности внутренней части в полости нижней части 111. Средство 103 для соединения с окружением содержит несколько радиальных канавок 104, 104, расположенных на верхней поверхности внутренней части в полости 102, при этом первое соединительное отверстие 105 пронизывает нижнюю часть 11 от верхней поверхности до нижней поверхности нижней части 111 и соединяется с несколькими канавками 104, 104 на верхней поверхности нижней части 111, а второе соединительное отверстие 106 соединено с первым соединительным отверстием 105 на левом конце и проходит к правой наружной стороне нижней части 111. Поскольку металлическая пресс-форма имеет указанную выше конструкцию, то, когда вспененная смесь нагревается в полости 102, пар, выделяющийся из извлеченной смеси, выпускается через средство 103 соединения с окружением металлической пресс-формы. В указанном выше предпочтительном варианте выполнения, хотя средство 103 для соединения с окружением пресс-формы состоит из нескольких радиальных канавок 104, 104, расположенных на верхней поверхности внутренней части полости 102, первое соединительное отверстие 105, пронизывающее нижнюю часть 111 от верхней поверхности до нижней поверхности нижней части, соединено с несколькими канавками 104, 104 на верхней поверхности нижней части 111 и второе соединительное отверстие 106 соединено с первым соединительным отверстием 105 на левом конце и проходит к правой наружной стороне нижней части 111, состав средства 103 не ограничивается этим составом. Например, как показано на фиг. 5, можно использовать зазор между верхней частью 121 горизон-5 008841 тально разделенной металлической пресс-формы и частью 107, которая вводится в верхнюю часть 121 для впрыска вспененной смеси в полость 102, в качестве средства соединения с окружением металлической пресс-формы. Кроме того, можно использовать зазоры между отверстиями (не изображены), в которые вводятся штифты для пронизывания верхней части 121 горизонтально разделенной пресс-формы и штифтами (не изображены) механизма 31 для выталкивания пресс-формы, в качестве соединительного средства с окружением металлической пресс-формы. Как показано на фиг. 7, часть 107 для впрыска вспененной смеси в полость 102 может быть снабжена фланцами 109, 109, выступающими из цилиндрического корпуса 108 наверху и в центре корпуса 108 с образованием относительно широкого пространства между цилиндрическим корпусом 108 и частью 107 и верхней частью 121, когда часть 107 введена в верхнюю часть 121. Поскольку конструкция части 107 может уменьшать теплопроводность от верхней части 121, нагреваемой нагревателем, к цилиндрическому корпусу 108 части 107 для впрыска вспененной смеси в полость 102, то можно удерживать температуру цилиндрического корпуса 108 и части 107 ниже температуры верхней части 121. С другой стороны, количество вспененной смеси в цилиндрическом корпусе 108 части 107 меньше,чем в верхней части 121. Таким образом, можно подвергать затвердеванию вспененную смесь в цилиндрическом корпусе 108 и в верхней части 121 с одинаковой скоростью посредством управления температурой цилиндрического корпуса 108, так чтобы она была ниже температуры верхней части 121. Поэтому решается проблема перегревания смеси в цилиндрическом корпусе 108. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и инжекции ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для впрыска вспененной смеси,средство удерживания вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды, и находящегося под давлением резервуара для впрыска вспененной смеси в металлическую пресс-форму, и средство для открывания и закрывания отверстия для впрыска. 2. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и впрыскивания ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит средство для измерения температуры частиц заполнителя или вспененной смеси и средство для измерения вязкости вспененной смеси. 3. Устройство по п.2, дополнительно содержащее средство для измерения вязкости вспененной смеси. 4. Устройство по любому из пп.2 или 3, дополнительно содержащее полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для впрыска вспененной смеси,средство удерживания вспененной смеси, имеющее функции смесительной ванны для смешивания частиц заполнителя, растворимых водой связующих веществ и воды, и находящегося под давлением резервуара для впрыска вспененной смеси в металлическую пресс-форму, и средство для открывания и закрывания отверстия для впрыска. 5. Устройство по любому из пп.2-4, в котором средство для измерения температуры является датчиком контактного или бесконтактного типа и расположено в средстве для удерживания вспененной смеси или снаружи его. 6. Устройство по любому из пп.3-6, в котором средство для измерения вязкости является любым из следующих: датчик, который вдавливает и вводит зонд для измерения вязкости вспененной смеси посредством измерения нагрузки, когда вершина зонда вводится под давлением во вспененную смесь; датчик, который вращает зонд для измерения вязкости посредством измерения нагрузки, когда вершина зонда вращается во вспененной смеси; датчик, который вдавливает, вводит и вращает зонд для измерения вязкости посредством измерения нагрузки, когда вершина зонда вводится во вспененную смесь и затем вращается в ней, и датчик, который измеряет кажущуюся вязкость посредством измерения расхода вспененной смеси,вытекающей из отверстия цилиндрической структуры, когда вспененная смесь находится под давлением. 7. Устройство по п.6, в котором средство для измерения вязкости расположено в средстве удерживания вспененной смеси или снаружи средства для удерживания вспененной смеси. 8. Устройство по п.6, в котором измерение вязкости вспененной смеси выполняется непрерывно или для каждой партии. 9. Устройство по любому из пп.2-4, в котором средство для измерения влажности является датчи-6 008841 ком для измерения электрического сопротивления вспененной смеси или датчиком для измерения потери веса вспененной смеси, когда влага в смеси испаряется при нагревании вспененной смеси. 10. Устройство по любому из пп.3 или 4, которое снабжено средствами для измерения температуры частиц заполнителя или вспененной смеси, вязкости вспененной смеси и влажности вспененной смеси, в котором любые средства или любая комбинация этих средств расположены снаружи средства удерживания вспененной смеси. 11. Металлическая пресс-форма, используемая в устройстве по п.2, применяется для изготовления пресс-формы посредством инжекции вспененной смеси, изготовленной посредством смешивания частиц заполнителя, более одного вида растворимых водой связующих веществ и воды, в металлическую прессформу, причем предусмотрено средство для отвода газов из полости металлической пресс-формы наружу, так что частицы заполнителя не могут проходить через него.
МПК / Метки
МПК: B22C 5/04, B22C 15/08
Метки: используемая, формирования, устройство, нем, пресс-форма, пресс-формы, металлическая
Код ссылки
<a href="https://eas.patents.su/10-8841-ustrojjstvo-dlya-formirovaniya-press-formy-i-ispolzuemaya-v-nem-metallicheskaya-press-forma.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для формирования пресс-формы и используемая в нем металлическая пресс-форма</a>
Магнитоэлектрическая машина с постоянными магнитами (её варианты), способ и пресс-форма для её изготовления
Номер патента: 1864
Опубликовано: 22.10.2001
Авторы: Киселев Геннадий Викторович, Орлов Владимир Васильевич, Иванов Валентин Николаевич, Игнатов Сергей Яковлевич, Ледяев Олег Станиславович
МПК: H02K 15/14, H02K 1/27, H02K 15/03...
Метки: её, магнитоэлектрическая, машина, пресс-форма, постоянными, способ, магнитами, изготовления, варианты
Формула / Реферат:
1. Магнитоэлектрическая машина, содержащая ротор, состоящий из корпуса из немагнитного материала и расположенных в нем полюсов и кольцевого магнитопровода из магнитомягкого материала с постоянными плоскими магнитами между ними и немагнитными перемычками между магнитами, отличающаяся тем, что корпус ротора (1) имеет концентрично своей оси расположенные магнитопровод (2), полюса (3) и постоянные магниты (4) в открытых с одного, по крайней мере,...
Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Хасанов Олег Леонидович, Похолков Юрий Петрович, Соколов Виталий Михайлович, Двилис Эдгар Сергеевич
МПК: B22F 3/03, B30B 15/02, B22F 3/02...
Метки: прессования, осуществления, пресс-форма, материалов, порошковых, способ, изделий
Формула / Реферат:
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих...
Устройство для формирования проводящего канала в животном и способы формирования такого канала
Номер патента: 6149
Опубликовано: 27.10.2005
Авторы: Андерсон Гленн М., Андерсон Марк Е., Андерсон Дональд Е., Лим Канг С.
МПК: A01K 29/00
Метки: такого, устройство, животном, проводящего, формирования, канала, способы
Формула / Реферат:
1. Способ создания проводящего канала в тракте животного с использованием катетера, имеющего трубку, которая соединена с мембраной, изначально размещенной в этой трубке, включающий введение трубки в тракт животного; и продвижение мембраны через отверстие в трубке внутрь тракта с формированием проводящего канала в тракте, причем мембрана продвигается в тракт при отсутствии скольжения относительно тракта. 2. Способ по п.1, отличающийся тем, что...
Устройство формирования рулона из скошенной растительной массы
Номер патента: 4559
Опубликовано: 24.06.2004
Авторы: Карканица Александр Николаевич, Шаплыко Валерий Иванович, Шаплыко Павел Валерьевич
МПК: A01F 15/07
Метки: рулона, устройство, формирования, скошенной, растительной, массы
Формула / Реферат:
1. Устройство формирования рулона из скошенной растительной массы, содержащее средства формирования пласта обрабатываемой массы и средства формирования из пласта рулона, включающие по меньшей мере одну пару параллельных бесконечных цепей, каждая из которых содержит звено цепи, состоящее из осевого элемента и элемента присоединения, и установлена с возможностью взаимодействия со средством задания движения и средством задания траектории движения,...
Устройство формирования и подготовки траншеи
Номер патента: 6954
Опубликовано: 30.06.2006
Автор: Митчел Вейн Грегори
Метки: устройство, траншеи, подготовки, формирования
Формула / Реферат:
1. Устройство формирования траншеи и подготовки ее основания для укладки протяженного предмета, такого как трубопровод, или кабель, или им подобного, включающее механизм формирования траншеи, снабженный экскаваторными средствами, приспособленными для рытья траншеи во время движения вперед механизма формирования траншеи, средства формирования подстилающего материала, установленные при их использовании, по меньшей мере, частично над траншеей,...
Предыдущий патент: Выпускное устройство с дозирующим клапаном
Следующий патент: Способ и устройство для формовки верхней и нижней полуформ, не имеющих опок
Случайный патент: Устройство для закрепления пакера