Способ и устройство для цифровой обработки текстильного материала
Формула / Реферат
1. Способ цифровой обработки субстрата, в частности текстильного изделия, при использовании обрабатывающего устройства, содержащего несколько сопел для нанесения одного или более веществ на текстильный материал, и конвейер для транспортировки текстильного материала мимо сопел, при этом сопла расположены по порядку в несколько последовательно размещенных рядов, продолжающихся поперечно направлению транспортировки текстильного изделия, предусматривающий стадии
направления текстильного изделия мимо первого ряда сопел;
осуществления с помощью первого ряда сопел одной из операций окрашивания, печати, нанесения покрытия или отделки текстильного изделия, перемещаемого мимо него;
затем направления текстильного материала мимо второго ряда сопел и
осуществления с помощью второго ряда сопел другой из операций окрашивания, печати, нанесения покрытия или отделки текстильного изделия, перемещаемого мимо него.
2. Способ по п.1, предусматривающий окрашивание текстильного изделия с помощью первого ряда сопел, затем нанесение покрытия на текстильное изделие с помощью второго ряда сопел и, в заключение, отделку текстильного изделия с помощью третьего ряда сопел.
3. Способ по п.1, предусматривающий нанесение покрытия на текстильное изделие с помощью первого ряда сопел, затем отделку текстильного изделия с помощью второго ряда сопел.
4. Способ по п.1, предусматривающий печать на текстильном изделии с помощью первого ряда сопел, затем нанесение покрытия на текстильное изделие с помощью второго ряда сопел и, в заключение, отделку текстильного изделия с помощью третьего ряда сопел.
5. Способ по любому предшествующему пункту, применяемый в устройстве типа устройства с непрерывной струей чернил и многоуровневым отклонением, предусматривающий стадии
подачи вещества к соплам в почти непрерывных потоках;
разрушения непрерывных потоков в соплах с образованием капельных струй;
электрической зарядки или разрядки капель;
приложения электрического поля;
изменения электрического поля так, чтобы отклонять капли так, что они размещаются в подходящих положениях на текстильном изделии.
6. Способ по п.5, предусматривающий образование в сопле по меньшей мере 100000 капель в секунду.
7. Способ по любому предшествующему пункту, предусматривающий нанесение веществ из двух или более последовательно расположенных рядов сопел на обрабатывающую стадию печати, окрашивания, нанесения покрытия или отделки.
8. Способ по п.7, предусматривающий расположение последовательно вещества голубого цвета, вещества пурпурного цвета, вещества желтого цвета и вещества черного цвета в произвольной последовательности по меньшей мере в четырех рядах сопел.
9. Способ по п.7, предусматривающий размещение вещества смешанного цвета по меньшей мере в четырех рядах сопел.
10. Способ по любому предшествующему пункту, в котором обрабатывающая стадия окрашивания предусматривает нанесение вещества, по существу, равномерно по ширине текстильного изделия.
11. Способ по любому предшествующему пункту, в котором обработка текстильного изделия предусматривает печать на текстильном изделии в дополнение к окрашиванию, нанесению покрытия и/или отделке.
12. Способ по п.11, в котором обрабатывающая стадия печати предусматривает нанесение одного или более узоров вещества на текстильный материал.
13. Способ по любому предшествующему пункту, в котором обрабатывающая стадия нанесения покрытия предусматривает нанесение вещества тонким слоем на поверхность текстильного изделия.
14. Способ по любому предшествующему пункту, в котором обрабатывающая стадия отделки предусматривает изменение физических свойств вещества, предварительно нанесенного на текстильное изделие.
15. Способ по п.14, в котором стадия обработки предусматривает облучение текстильного изделия инфракрасным излучением.
16. Способ по любому предшествующему пункту, предусматривающий последовательную транспортировку первого текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной произвольной последовательности с помощью разных рядов сопел и транспортировку второго текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной другой последовательности посредством других рядов.
17. Способ по любому предшествующему пункту, предусматривающий прикрепление текстильного изделия к конвейеру для предотвращения относительного перемещения между ними.
18. Способ по любому предшествующему пункту, предусматривающий направление отдельных сопел посредством центрального управления.
19. Способ по любому предшествующему пункту, предусматривающий транспортировку текстильного материала вдоль сопел, расположенных на обеих сторонах текстильного материала для двухсторонней его обработки.
20. Способ по любому предшествующему пункту, предусматривающий окрашивание материала в один проход процесса.
21. Способ по любому предшествующему пункту, предусматривающий нанесение покрытия и отделку материала в один проход процесса.
22. Способ по любому предшествующему пункту, предусматривающий окрашивание, нанесение покрытия и отделку материала в один проход процесса.
23. Устройство для обработки текстильного изделия в соответствии со способом по любому предшествующему пункту, содержащее несколько стационарных сопел для нанесения одного или более веществ на текстильный материал, конвейер для транспортировки текстильного материала вдоль сопел, при этом сопла расположены по порядку в несколько последовательно размещенных рядов, продолжающихся поперечно направлению транспортировки текстильного изделия.
24. Текстильное изделие, произведенное в соответствии со способом по любому из пп.1-20.

Текст
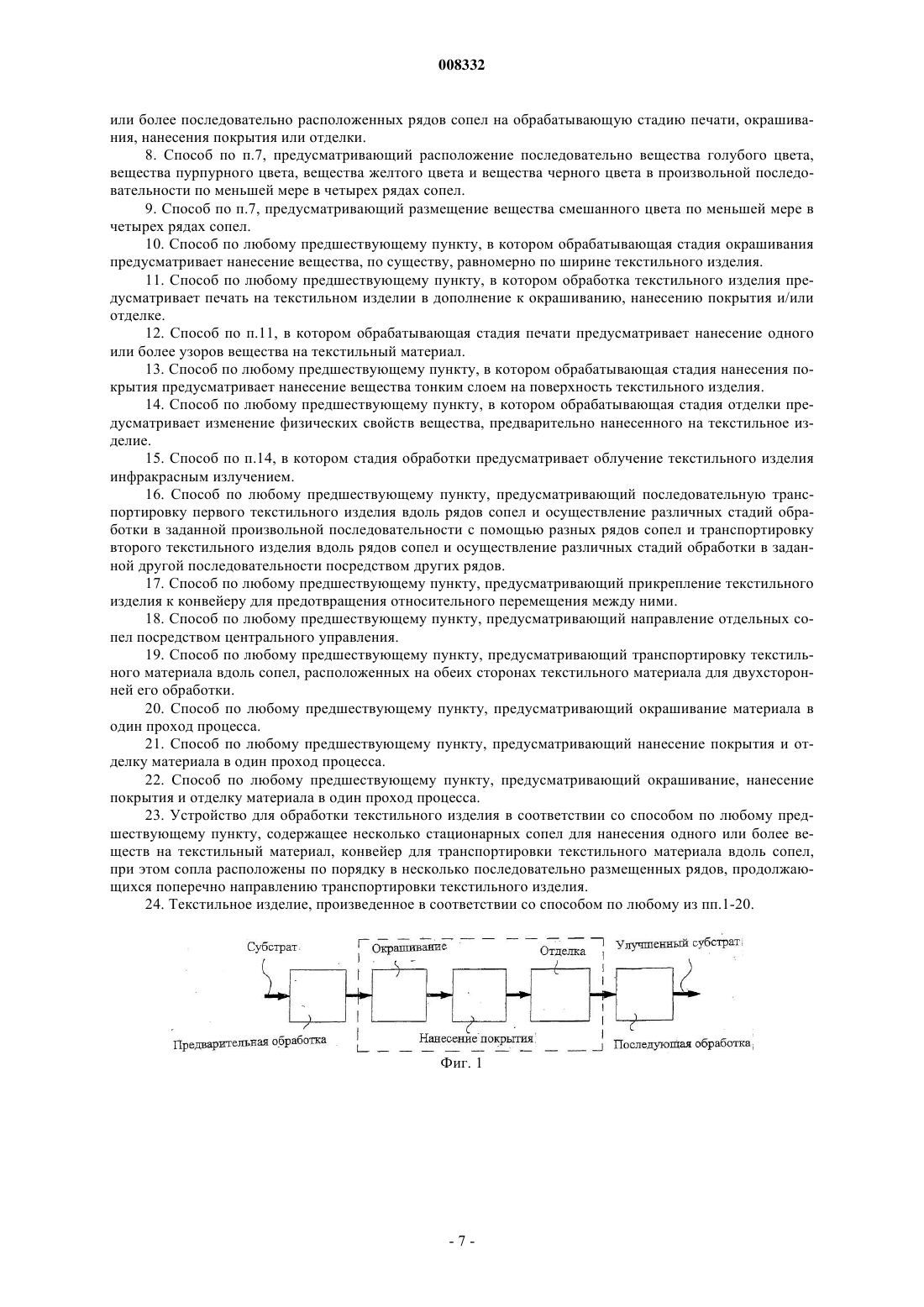
008332 Настоящая заявка касается способа и устройства для цифровой обработки текстильного материала и заявляет приоритет на основе нидерландской заявки 1024335, поданной 22 сентября 2003 г., и также заявки PCT/NL 03/00841, поданной 28 ноября 2003 г., содержание которых включено сюда полностью посредством ссылки. Приблизительно пять стадий можно отметить при производстве текстильного материала. Производство волокна, прядение волокон, производство материала (например, тканых или трикотажных тканей, стеганых материалов или фетровых и нетканых материалов); обработка материала и выполнение или производство конечных продуктов, производство волокна. Обработка текстильного материала полностью состоит из операций, которые должны придать текстильному материалу внешний вид и физические характеристики, желательные для пользователя. Обработка текстиля состоит, помимо прочего, из приготовления, обесцвечивания, зрительного отбеливания; окрашивания (нанесения краски или печати),покрытия и отделки. Традиционные способы обработки текстильного материала предусматривают (фиг. 1) несколько способов или стадий улучшения, т.е. предварительную обработку текстильного изделия (также упоминаемого как субстрат), окрашивание субстрата, нанесение покрытия на субстрат, отделка субстрата и постобработку субстрата. Известной технологией для печати на текстильном материале является так называемая шаблонная технология. Чернила в ней наносят на вырезанные пластинки или элементы, шаблоны, при помощи которых желаемые узоры, такие как буквы и символы, можно наносить на субстрат. Другой известной технологией для печати на текстильном материале является так называемая технология планшетной печати,в которой печатное изображение расположено в одной плоскости с частями печатной формы, не образующими область печати. Примером является так называемая офсетная печать, при которой процесс печати происходит опосредованно. В процессе печати область печати сначала переносится на резиновый материал, натянутый вокруг цилиндра, а с него на материал для печати. Еще одной технологией является трафаретная печать, при которой вещество для нанесения наносят через отверстия в печатном трафарете на текстильный материал для печати. Все вышеописанные технологии касаются стадии обработки при печати на субстрате, в частности,текстильном материале, или, другими словами, они касаются нанесения узора окрашенного вещества на субстрат. Как уже указано на фиг. 1, окрашивание субстрата является другой стадией обработки. Окрашивание представляет собой нанесение окрашенного химического вещества во всей плоскости, а затем равномерно одного цвета. Окрашивание в настоящее время осуществляют путем погружения текстильного изделия в емкость с краской, при этом текстильный материал с обеих сторон снабжают окрашенным веществом. Другая стадия обработки представляет собой нанесение покрытия на текстильный материал. Нанесение покрытия на текстильный материал включает нанесение возможно (полу)проницаемого тонкого слоя на текстильный материал для защиты (и увеличения срока службы) субстрата. Обычные технологии нанесения покрытия на основе растворителя или воды представляют собой так называемое нанесение ножом и валиком, погружением, обратными валиками для нанесения покрытия. Дисперсию полимерного вещества в воде обычно наносят на ткань, а лишнее покрытие затем удаляют ракельным ножом. Еще одна стадия обработки включает отделку текстильного материала. Отделка также упоминается как высококачественная обработка и включает изменение физических свойств текстильного материала и/или веществ, наносимых на текстильный материал, с целью изменения и/или улучшения свойств субстрата. Свойства, которые предпочтительно достигаются путем отделки, представляют собой, помимо прочих, смягчение поверхности субстрата, выполнение субстрата огнеустойчивым или жароустойчивым,водоотталкивающим и/или маслонепроницаемым, немнущимся, не подвергающимся усадке, устойчивым к разложению, не скользящим, удерживающим складки и/или антистатическим. Для отделки часто используют технологию плюсования (пропитка и надавливание). Каждая стадия обработки, показанная на фиг. 1 состоит из нескольких операций. Требуются различные способы обработки различными типами химических веществ, в зависимости от природы субстрата и желаемого конечного результата. Для обрабатывающих стадий печати, окрашивания, нанесения покрытия и отделки, можно, в общем, отметить четыре повторяющиеся стадии, которые часто осуществляют в той же одной и той же последовательности. Эти способы обработки в профессиональной области упоминаются как отдельные технологические процессы. Это способы обработки пропитыванием (т.е. нанесением или введением химических веществ), реакции/фиксации (т.е. связывание химических веществ с субстратом), промывки (т.е. удаление избыточных химических веществ и дополнительных химических веществ) и сушки. Один недостаток обычных способов обработки состоит в том, что на каждую стадию обработки(окрашивание, нанесение покрытия, печать) для достижения желаемого результата требуется осуществить два или более циклов отдельных операций. Часто требуется три или более цикла отдельных операций для нанесения покрытия, которые приводят к высокому воздействию на окружающую среду, длительному процессу производства и относительно высокой стоимости производства. Для окрашивания-1 008332 требуется даже четыре или более цикла операций. Традиционный процесс окрашивания имеет, например, конечные операции из нескольких промывок (смывание и намыливание) для смывания избыточных химических веществ, таких как, например, утолщающий агент. Промывка приводит к использованию большого количества воды. Следом за промывкой осуществляют процесс сушки, обычно состоящий из стадии механической сушки, с использованием выжимных валков и/или вакуумных систем с последующей стадией термической сушки, например, с использованием рам для растягивания. Кроме того, в настоящее время различные стадии обработки текстильного материала обычно выполняют в различных устройствах. Это означает, что, например, окрашивание осуществляют в нескольких емкостях с краской, специально приспособленных для этих целей, печать и нанесение покрытия осуществляют в отдельных печатных устройствах и машинах для нанесения печати, при этом отделку выполняют с помощью еще одного устройства. Поскольку различные операции осуществляют отдельно в различных устройствах, обработка текстильного материала требует относительно большой площади,обычно занимающей площадь нескольких помещений. Задача настоящего изобретения состоит в обеспечении способа обработки, т.е. окрашивания, нанесения покрытия и/или отделки субстрата текстильного материала, в котором будут снижены вышеупомянутые недостатки и другие недостатки, с процессами уровня техники. В соответствии с изобретением для этого обеспечивается способ цифровой обработки текстильного изделия с использованием обрабатывающего устройства, содержащего несколько сопел для нанесения одного или более вещества на текстильный материал, а также конвейер для транспортировки текстильного материала вдоль сопел, при этом сопла расположены по порядку в несколько последовательно размещенных рядов, продолжающихся поперечно направлению перемещения текстильного изделия, причем способ предусматривает стадии направления текстильного изделия вдоль первого ряда сопел; осуществление посредством первого ряда сопел одной из операций окрашивания, нанесения покрытия или отделки текстильного изделия, перемещаемого вдоль него; затем направление текстильного изделия вдоль второго ряда сопел и осуществление посредством второго ряда сопел одной из операций окрашивания, нанесения покрытия или отделки текстильного изделия, перемещаемого вдоль него. Этот способ обеспечивает возможность нанесения химических веществ в концентрированной форме и точными дозами. Желаемый результат обработки, таким образом, достигается только за один цикл операций. При нанесении химических веществ только за один прогон процесса при использовании нескольких рядов сопел, расположенных последовательно, эффективность процесса значительно возрастает. Очень равномерные слои также можно нанести благодаря тому, что возможна очень точная дозировка и управление соплами. Относительно высокая концентрация (раствора), с которой наносят химические вещества, кроме того, делает необязательной временную сушку во многих случаях. Ряд сопел может осуществлять произвольные операции, т.е. операции окрашивания, нанесения покрытия или отделки можно осуществлять в ряду и в произвольной последовательности. Сопла устройства имеют предпочтительно статическое положение, при этом текстильный материал направляют вдоль сопел. Это позволяет обеспечить относительно высокую скорость производства и очень точное формирование узоров. Дополнительное преимущество нанесения соплами, с помощью которых наносят струи капель подходящего вещества, состоит в том, что они обеспечивают возможность подачи по требованию. Меньшие группы различных текстильных изделий можно обрабатывать на одном обрабатывающем устройстве, без усложненных операций переключения, которые воздействуют на окружающую среду. При нанесении веществ (в общем, химических, в частности красок, покрытий, отделок) вышеописанным образом количество циклов технологических операций (таких как пропитка, фиксация/реакция,промывка и сушка), включенных в одну стадию обработки, можно значительно снизить. Поскольку текстильный материал может подвергаться различным обработкам в одном направлении, это, кроме того, приводит к значительной экономии пространства. Поскольку емкости для краски больше не требуются для нанесения красителя (краски), можно достичь экономии воды до 95%. Также возможна экономия веса красителя, поскольку меньше красителя требуется наносить на текстильный материал. Способом и качеством нанесения красителя можно дополнительно управлять лучшим образом. При окрашивании субстрата стандартным образом путем погружения его в емкость с краской, субстрат окрашивается весь целиком. Это означает, что обе стороны субстрата всегда обрабатываются одинаковым образом. Однако в соответствии с еще одним предпочтительным вариантом выполнения, субстрат можно подвергать обработке на одной стороне, отличной от другой стороны. С этой целью способ предпочтительно предусматривает транспортировку текстильного материала вдоль сопел, расположенных на обеих сторонах текстильного материала для двухсторонней обработки текстильного материала. Это означает, например, что при одном транспортировочном перемещении текстильный материал может быть снабжен цветом с обеих сторон, при этом цвет на одной стороне не обязательно должен быть таким же, как цвет на другой стороне. В одном конкретном предпочтительном варианте выполнения способ предусматривает окрашива-2 008332 ние текстильного изделия посредством первого ряда сопел, затем нанесение покрытия на текстильное изделие посредством второго ряда сопел и, наконец, отделку текстильного изделия посредством третьего ряда сопел. В соответствии с другим предпочтительным вариантом выполнения способ предусматривает нанесение печати на текстильное изделие посредством первого ряда сопел, затем нанесение покрытия на текстильное изделие посредством второго ряда сопел и, наконец, отделку текстильного изделия посредством третьего ряда сопел. В еще одном предпочтительном варианте выполнения способ предусматривает окрашивание текстильного изделия посредством первого ряда сопел, затем нанесение покрытия на текстильное изделие посредством второго ряда сопел и, наконец, отделку текстильного изделия посредством третьего ряда сопел. Последний предпочтительный вариант выполнения проясняет, что выбор стадии обработки, которая должна быть проведена, и последовательность, с которой следует осуществлять стадии обработки,можно изменять по требованию. Предпочтительно для осуществления способа применяют устройство для обработки текстильного материала, в котором используется технология непрерывной струи чернил и многоуровневого отклонения. Вещество, выходящее из сопел в этой технологии, отклоняется электрическим полем так, что правильное количество вещества располагается в правильном положении. Чтобы обеспечить направление капель вещества с помощью электрического поля, необходимо заряжать капли. Способ затем предусматривает подачу вещества к соплам в почти непрерывных потоках; разделение непрерывных потоков в соплах с образованием соответствующих капельных струй; зарядку или разрядку капель; приложение электрического поля; изменение электрического поля так, чтобы отклонять капли, так чтобы располагать их в подходящих положениях на текстильном изделии. Использование способа непрерывной струи чернил позволяет формировать от 85000 до 1000000 капель в секунду на струю капель. Это большое количество капель и количество взаимно смежных головок по всей ширине ткани приводит к относительно высокой производительности и качеству печатных узоров. Принимая во внимание высокую скорость распыления, кроме того, можно обеспечить скорость производства, в принципе, около 20 м/мин при использовании этой технологии и благодаря небольшому объему емкостей, соединенных с соплами, изменение цвета также можно обеспечить в очень короткий промежуток времени (менее чем 2 мин). Больше нет необходимости осуществлять различные стадии обработки в ряду сопел. Кроме того,можно обеспечить несколько рядов сопел, последовательно такие же стадии обработки. Кроме того, можно соединить сопла с емкостями, в которых расположены только цвета CMYK процесса. CMYK представляет собой цветовую модель, используемую при печати многоцветных документов. Только эти четыре базовых цвета используют в этом печатном процессе. Когда, например, вещество голубого цвета, вещество пурпурного цвета, вещество желтого цвета и вещество черного цвета расположены последовательно в произвольной последовательности в емкостях по меньшей мере четырех рядов сопел, операции окрашивания с произвольным конечным цветом можно осуществлять посредством четырех рядов сопел. Однако также можно снабдить указанные емкости веществами с подходящим смешанным цветом. Как уже указано выше, стадия окрашивания предусматривает нанесение вещества по существу равномерно по всей ширине текстильного изделия. Стадия печати предусматривает нанесение одного или более узоров из вещества на текстильное изделие. Стадия нанесения покрытия предусматривает нанесение вещества тонким слоем на поверхность текстильного изделия. Стадия отделки предусматривает изменение физических свойств вещества перед нанесением на текстильное изделие и/или самого текстильного изделия. В еще одном предпочтительном варианте выполнения эта стадия обработки предусматривает облучение текстильного изделия инфракрасным излучением для его сушки. Инфракрасное излучение предпочтительно испускают несколько инфракрасных источников, расположенных между соплами. Этот способ предпочтительно предусматривает последовательную транспортировку первого текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной произвольной последовательности посредством различных рядов сопел, и транспортировку второго текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной другой последовательности посредством разных рядов. Это означает, что различные текстильные изделия можно последовательно обрабатывать различным образом. Первое текстильное изделие, например, может быть обработано путем печати на нем, нанесения покрытия и отделки, при этом сразу после этого текстильное изделие окрашивают, наносят покрытие и отделку. Это позволяет очень гибкое использование устройства для обработки текстильного материала. Предпочтительно конвейер представляет собой бесконечную конвейерную ленту. Кроме того, осо-3 008332 бенно предпочтительно текстильное изделие прочно прикреплено к конвейеру, чтобы предотвратить его смещение. Это особенно важно для таких случаев, когда требуется точность размещения капель, например, многоцветная печать. Таким образом, можно обеспечить высокоскоростную работу, при этом обеспечивая точное нанесение капель. Текстильный материал может быть прикреплен к конвейеру посредством высвобождаемого адгезива. Этот способ предпочтительно предусматривает направление отдельных сопел с помощью центрального управления. Центральное управление, например, обеспечено компьютером. Другие преимущества, признаки и детали настоящего изобретения будут объяснены на основании последующего описания его предпочтительного варианта выполнения. В описании ссылки сделаны на прилагаемые чертежи, на которых фиг. 1 - схематичное изображение блок-схемы процесса обработки субстрата; фиг. 2 - вид в перспективе устройства для обработки текстильного материала по первому предпочтительному варианту выполнения изобретения; фиг. 3 - схематичный вид сбоку устройства для обработки текстильного материала по фиг. 2; фиг. 4 - схематичный вид спереди устройства для обработки текстильного материала по фиг. 2; фиг. 5 - схематичный вид в разрезе устройства для обработки текстильного материла по фиг. 2; фиг. 6 - схематичный вид предпочтительной последовательности осуществления различных стадий обработки; фиг. 7 - схематичный вид альтернативной предпочтительной последовательности осуществления стадий обработки и фиг. 8 - схематичный вид еще одной предпочтительной последовательности осуществления стадий обработки. На фиг. 2-5 показано устройство 1 для обработки текстильного материала в соответствии с предпочтительным вариантом выполнения изобретения. Устройство 1 для обработки текстильного материала состоит из бесконечной конвейерной ленты 2, приводимой при использовании электрических двигателей(не показаны). На конвейерной ленте 2 может быть закреплено текстильное изделие Т, которое можно транспортировать в направлении стрелки Р 1 вдоль корпуса 3, в котором текстильный материал подвергают некоторому количеству операций. Наконец, текстильный материал высвобождают и выпускают в направлении стрелки Р 2. Большое количество сопел 12 расположены в корпусе 3. Сопла расположены на последовательно размещенных параллельных балках 14. Таким образом, сформированы первый ряд 4,второй ряд 5, третий ряд 6 и т.д. Количество рядов является произвольным (показано на фиг. 5 пунктирной линией) и зависит, помимо прочих факторов, от желаемого количества операций. Количество сопел в ряду также является произвольным и зависит, помимо прочего, от желаемого расположения узоров, подлежащих нанесению на текстильный материал. В показанном варианте выполнения эффективная ширина балок составляет около 1 м, и балки снабжены около 29 фиксировано расположенных разбрызгивающих головок, каждая из которых имеет около восьми сопел, размером 50 мкм. Каждое из сопел 12 может образовывать поток капель окрашенного (включая черное и белое) вещества или другого такого материала для обработки. В предпочтительном способе непрерывной струи чернил насосы осуществляют постоянный поток чернил или другой среды через одно или более очень маленьких отверстий сопел. Одну или более струй чернил, чернильные струи эжектируют через эти отверстия. Под действием активирующего механизма такая струя чернил распадается на постоянный поток капель одинакового размера. Наиболее часто используемое активирующее средство представляет собой пьезо-кристалл, хотя можно использовать и другие формы активации или кавитации. Из постоянного потока капель одинакового размера, которые теперь образованы, следует выбрать те капли, которые должны быть нанесены на субстрат текстильного материала и те, которые не должны быть нанесены. Для этой цели капли электрически заряжают или разряжают. Существует два варианта расположения капель на текстильном материале. В соответствии с одним способом приложенное электрическое поле отклоняет заряженные капли, при этом заряженные капли стремятся к расположению на субстрате. Этот способ также упоминается как двоичное отклонение. В соответствии с другим предпочтительным способом, также известным как многоуровневый способ, электрически заряженные капли обычно направляют на текстильный материал, а разряженные капли отклоняют. Здесь капли подвергают воздействию электрического поля, которое изменяется между множеством уровней, так что можно регулировать конечное положение, в котором различные капли располагаются на субстрате. На фиг. 5 показано пунктирными линиями, что различные сопла 12 соединены электрическим или беспроводным способом посредством сети 15 с центральным узлом 16 управления, который содержит,например, микроконтроллер или компьютер. Привод ленты 2 конвейера также соединен с узлом управления посредством сети 15'. Узел управления теперь может приводить в действие привод и отдельные сопла по требованию. Также двойной резервуар установлен для каждого ряда сопел 4-11, в котором хранят вещество,подлежащее нанесению. Первый ряд сопел 4 снабжен резервуарами 14 а, 14b, второй ряд снабжен резервуарами 15 а, 15b, третий ряд 6 снабжен резервуарами 16 а, 16b и т.д. Соответствующее вещество распо-4 008332 ложено по меньшей мере в одном из двух резервуаров ряда. Разные резервуары заполнены соответствующими веществами, а сопла 12, расположенные в разных рядах, направлены так, что текстильное изделие подвергается правильной обработке. В случае, показанном на фиг. 6, резервуар 14 а первого ряда 4 содержит чернила голубого цвета, резервуар 15 второго ряда содержит чернила пурпурного цвета, резервуар 16 а третьего ряда содержит чернила желтого цвета, а резервуар 17 а четвертого ряда 7 содержит чернила черного цвета. Текстильное изделие снабжают узорами в рядах 4-7 при обработке нанесением рисунка/печати. Резервуары трех последующих рядов 8-10 содержат одно или более вещество, которым может быть покрыто обрабатываемое текстильное изделие в трех проходах. Восьмой резервуар 11 содержит вещество, которым можно отделывать (завершать обработку) текстильного материала с нанесенной печатью и покрытием. В этом варианте выполнения текстильное изделие Т предпочтительно обрабатывают в положении от пятого до восьмого ряда, инфракрасным излучением, поступающим от источника 13 света, чтобы воздействовать на покрытие для отделки. На фиг. 7 показана другая ситуация, в которой текстильный материал подвергается обработке в другой последовательности. Текстильное изделие Т сначала окрашивают путем направления текстильного материала вдоль первого ряда 4 и второго ряда 5 сопел. Оба ряда сопел наносят вещество одного цвета. В третьем-пятом рядах 6-8 окрашенный текстильный материал затем покрывают, после чего осуществляют стадию отделки в шестом и седьмом рядах 9, 10. В варианте выполнения, показанном на фиг. 8, текстильное изделие прежде всего направляют вдоль первого ряда 4 сопел, которые окрашивают текстильный материал по всей ширине. Текстильное изделие затем направляют вдоль второго ряда 5 и третьего ряда 6 посредством конвейерной ленты, при этом на окрашенном текстильном материале печатают узоры. Текстильный материал затем направляют вдоль четвертого-шестого рядов 7-9, чтобы нанести покрытие на окрашенный текстильный материал с нанесенной печатью в три прохода, а затем в седьмом и восьмом рядах 10, 11 осуществляют конечную отделочную обработку. Можно различными способами обрабатывать текстильные изделия, последовательно различным образом, в некоторых случаях, даже без необходимости прекращения транспортировки в них текстильного материала. Например, это возможно при помощи правильного направления сопел 12, чтобы обеспечить последовательно подаваемые текстильные изделия с рисунками, которые отличаются в каждом случае. Также можно обеспечить различные вещества, наносимые на текстильный материал посредством правильного выбора резервуаров. Первые резервуары 14 а, 15 а, 16 а, например, используют в каждом случае для первого типа текстильного материала, при этом вторые резервуары 14b, 15b,16b используют для другого типа текстильного материала. Чтобы определить преимущества настоящего изобретения в отношении окружающей среды, можно использовать пример показательного процесса обработки, в котором субстрат проходит через четыре цикла отдельных операций для окрашивания, с последующими четырьмя циклами для покрытия и, наконец, двумя циклами для отделки. Квантификация основана на производстве субстрата длиной 1800 м и шириной 1,6 м из выбеленного и высушенного хлопка весом 100 г на кв.метр субстрата. Каждую стадию,окрашивание, нанесение покрытия и отделку, здесь осуществляют в один проход процесса с необходимыми последующими обработками и/или предварительными обработками между этими проходами процесса. Если эти обработки можно осуществлять в один проход процесса, преимущества в отношении окружающей среды даже возрастут. В традиционном процессе обработки практически каждая составляющая стадия (окрашивание, нанесение покрытия и отделка) осуществляется в высоководном растворе и/или с его помощью. В цифровом процессе по изобретению сильно концентрированный раствор разбрызгивают непосредственно на субстрат точно управляемыми порциями. При этом используют меньше воды. Для ополаскивания/смывания избыточных химических веществ и дополнительных химических веществ, практически каждый цикл отдельных операций предусматривает стадию ополаскивания. Количество стадий ополаскивания может быть снижено от десяти в существующих процессах ( четыре раза окрашивание, четыре раза нанесение покрытия и дважды отделка) до трех в настоящем цифровом процессе (т.е. одно окрашивание, одно нанесение покрытия и одна отделка). Теперь требуется менее семи стадий ополаскивания. Это означает, что уже можно осуществить значительное снижение потребления воды путем снижения ополаскиваний. Общее снижение потребления воды во многих случаях составляет 90%. Потребление энергии также можно значительно снизить, поскольку, помимо прочего, не требуется принудительная сушка или требуется только в ограниченных количествах, не требуется ополаскивание горячей/теплой водой или требуется в очень малой степени, и механическая обработка субстрата также значительно снижается. В известных процессах обработки сушку обычно осуществляют между различными операциями, а также при операциях, когда цикл должен проводиться несколько раз. Субстрат может содержать воду в количестве в несколько раз больше его собственного веса. Сушку обычно осуществляют в две стадии. В первую стадию большую часть воды удаляют из субстрата механически. Во второй стадии следует термическая сушка, при этом оставшаяся вода в субстрате испаряется.-5 008332 Однако поскольку процесс цифровой обработки по изобретению осуществляют почти без воды, никакую воду или практически никакую воду не требуется испарять, например, посредством сушки между различными стадиями обработки и после стадии конечной обработки. Таким образом осуществляется значительная экономия энергии. Ограниченная сушка, которая необходима в некоторых случаях, может осуществляться в большинстве случаев посредством направленных ультрафиолетовых сушильных устройств. В цифровых процессах промывка субстрата не требуется вообще или очень ограничена. Поэтому сушка также не является необходимой или необходима только в очень ограниченной степени. При цифровой обработке также можно значительно снизить количество механических операций, включающих транспортировку вещества между различными операциями обработки, по сравнению с известными процессами обработки. Потребление электрической энергии также значительно снизится. В общем, можно обеспечить снижение потребления энергии более чем на 90%. В настоящее время в производственных технологиях на квадратный метр наносят около 150 г влажных веществ (химических веществ). В цифровой печати, благодаря более точной выдаче, более низкому давлению и меньшему впитыванию в текстильный материал, количество химических веществ, подлежащих нанесению, может быть снижено до около 50 г влажного вещества на квадратный метр. Таким образом, можно обеспечить экономию до около 66% химических веществ. Экономия относится не только к первичным химическим веществам, но также и к добавкам, таким как соли, которыми предварительно обрабатывают субстрат в цифровом процессе, чтобы облегчить действие, фиксацию и/или химическую активность первичных химических веществ. Полагают, что также можно обеспечить 66% экономию этих добавок. Наконец, выброс воды после производства и загрязняющих веществ также можно снизить более чем на 90%. Изобретение не ограничено вышеописанными вариантами его выполнения. Испрашиваемые права определяются скорее последующей формулой изобретения, в объеме которой можно рассматривать множество модификаций. Отмечено, что здесь выражение текстильное изделие используют, в общем,для любого субстрата или более конкретно любого материала, в частности одежда, флаги, палаточная ткань и т.д., на котором можно осуществлять операции окрашивания, нанесения покрытия и/или отделки(и печати). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ цифровой обработки субстрата, в частности текстильного изделия, при использовании обрабатывающего устройства, содержащего несколько сопел для нанесения одного или более веществ на текстильный материал, и конвейер для транспортировки текстильного материала мимо сопел, при этом сопла расположены по порядку в несколько последовательно размещенных рядов, продолжающихся поперечно направлению транспортировки текстильного изделия, предусматривающий стадии направления текстильного изделия мимо первого ряда сопел; осуществления с помощью первого ряда сопел одной из операций окрашивания, печати, нанесения покрытия или отделки текстильного изделия, перемещаемого мимо него; затем направления текстильного материала мимо второго ряда сопел и осуществления с помощью второго ряда сопел другой из операций окрашивания, печати, нанесения покрытия или отделки текстильного изделия, перемещаемого мимо него. 2. Способ по п.1, предусматривающий окрашивание текстильного изделия с помощью первого ряда сопел, затем нанесение покрытия на текстильное изделие с помощью второго ряда сопел и, в заключение,отделку текстильного изделия с помощью третьего ряда сопел. 3. Способ по п.1, предусматривающий нанесение покрытия на текстильное изделие с помощью первого ряда сопел, затем отделку текстильного изделия с помощью второго ряда сопел. 4. Способ по п.1, предусматривающий печать на текстильном изделии с помощью первого ряда сопел, затем нанесение покрытия на текстильное изделие с помощью второго ряда сопел и, в заключение,отделку текстильного изделия с помощью третьего ряда сопел. 5. Способ по любому предшествующему пункту, применяемый в устройстве типа устройства с непрерывной струей чернил и многоуровневым отклонением, предусматривающий стадии подачи вещества к соплам в почти непрерывных потоках; разрушения непрерывных потоков в соплах с образованием капельных струй; электрической зарядки или разрядки капель; приложения электрического поля; изменения электрического поля так, чтобы отклонять капли так, что они размещаются в подходящих положениях на текстильном изделии. 6. Способ по п.5, предусматривающий образование в сопле по меньшей мере 100000 капель в секунду. 7. Способ по любому предшествующему пункту, предусматривающий нанесение веществ из двух-6 008332 или более последовательно расположенных рядов сопел на обрабатывающую стадию печати, окрашивания, нанесения покрытия или отделки. 8. Способ по п.7, предусматривающий расположение последовательно вещества голубого цвета,вещества пурпурного цвета, вещества желтого цвета и вещества черного цвета в произвольной последовательности по меньшей мере в четырех рядах сопел. 9. Способ по п.7, предусматривающий размещение вещества смешанного цвета по меньшей мере в четырех рядах сопел. 10. Способ по любому предшествующему пункту, в котором обрабатывающая стадия окрашивания предусматривает нанесение вещества, по существу, равномерно по ширине текстильного изделия. 11. Способ по любому предшествующему пункту, в котором обработка текстильного изделия предусматривает печать на текстильном изделии в дополнение к окрашиванию, нанесению покрытия и/или отделке. 12. Способ по п.11, в котором обрабатывающая стадия печати предусматривает нанесение одного или более узоров вещества на текстильный материал. 13. Способ по любому предшествующему пункту, в котором обрабатывающая стадия нанесения покрытия предусматривает нанесение вещества тонким слоем на поверхность текстильного изделия. 14. Способ по любому предшествующему пункту, в котором обрабатывающая стадия отделки предусматривает изменение физических свойств вещества, предварительно нанесенного на текстильное изделие. 15. Способ по п.14, в котором стадия обработки предусматривает облучение текстильного изделия инфракрасным излучением. 16. Способ по любому предшествующему пункту, предусматривающий последовательную транспортировку первого текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной произвольной последовательности с помощью разных рядов сопел и транспортировку второго текстильного изделия вдоль рядов сопел и осуществление различных стадий обработки в заданной другой последовательности посредством других рядов. 17. Способ по любому предшествующему пункту, предусматривающий прикрепление текстильного изделия к конвейеру для предотвращения относительного перемещения между ними. 18. Способ по любому предшествующему пункту, предусматривающий направление отдельных сопел посредством центрального управления. 19. Способ по любому предшествующему пункту, предусматривающий транспортировку текстильного материала вдоль сопел, расположенных на обеих сторонах текстильного материала для двухсторонней его обработки. 20. Способ по любому предшествующему пункту, предусматривающий окрашивание материала в один проход процесса. 21. Способ по любому предшествующему пункту, предусматривающий нанесение покрытия и отделку материала в один проход процесса. 22. Способ по любому предшествующему пункту, предусматривающий окрашивание, нанесение покрытия и отделку материала в один проход процесса. 23. Устройство для обработки текстильного изделия в соответствии со способом по любому предшествующему пункту, содержащее несколько стационарных сопел для нанесения одного или более веществ на текстильный материал, конвейер для транспортировки текстильного материала вдоль сопел,при этом сопла расположены по порядку в несколько последовательно размещенных рядов, продолжающихся поперечно направлению транспортировки текстильного изделия. 24. Текстильное изделие, произведенное в соответствии со способом по любому из пп.1-20.
МПК / Метки
МПК: B41J 11/00, D06B 11/00
Метки: цифровой, устройство, способ, обработки, материала, текстильного
Код ссылки
<a href="https://eas.patents.su/10-8332-sposob-i-ustrojjstvo-dlya-cifrovojj-obrabotki-tekstilnogo-materiala.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для цифровой обработки текстильного материала</a>
Устройство для обработки кускового материала
Номер патента: 823
Опубликовано: 24.04.2000
Авторы: Вянянен Эро, Янккила Мартти
МПК: B65G 47/52
Метки: устройство, материала, кускового, обработки
Формула / Реферат:
1. Устройство для обработки кускового и, по существу, шарообразного материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием предпочтительного слоя для дальнейшей обработки указанного материала, причем устройство содержит средство (1) для транспортировки материала и для подачи материала на поверхность (15), которая приводится, по существу, в непрерывное...
Вязально – прошивной способ или способ окончательной обработки полотна материала посредством гидродинамического иглопробивания и продукт, полученный в соответствии с этим способом
Номер патента: 7317
Опубликовано: 25.08.2006
Авторы: Шрайбер Йохен, Мюнстерманн Ульрих, Бергер Эберхарт, Бродтка Маргот
МПК: D04H 13/00, D04H 1/46, D04H 3/10...
Метки: иглопробивания, полученный, посредством, гидродинамического, продукт, обработки, окончательной, этим, соответствии, полотна, материала, способом, прошивной, вязально, способ
Формула / Реферат:
1. Способ производства полотна материала, соединенного стежками с использованием гидродинамического иглопробивания, отличающийся тем, что полотно материала, состоящее, по меньшей мере, частично из металлических волокон или металлических нитей, соединяют стежками и/или окончательно обрабатывают с использованием струй воды с высокой энергией под давлением >200 бар для формирования готового для использования полотна материала. 2. Способ по п.1,...
Способ и установка для обработки слоя материала, состоящего из макрочастиц
Номер патента: 229
Опубликовано: 24.12.1998
Авторы: Туборг Йорн, Фонс Могенс Юль
МПК: F27D 15/02, F27B 15/10, B01J 8/44...
Метки: макрочастиц, материала, способ, установка, состоящего, обработки, слоя
Формула / Реферат:
1. Способ обработки слоя (6, 78) материала, состоящего из макрочастиц, поддерживаемого газораспределяющим дном (9, 75), при котором используют обрабатывающий газ, подаваемый по каналам. (19, 35, 77) посекционно и направляемый вверх через газораспределяющее дно и слой материала из одного или нескольких нижележащих отсеков (15; 76), регулируют расход обрабатывающего газа через каждый канал (19, 35, 77) посредством регулятора (21) расхода,...
Способ и композиция для обработки загрязненного углеводородами материала
Номер патента: 2537
Опубликовано: 27.06.2002
Авторы: Сикотте Пол, Лорелл Эри
Метки: загрязненного, материала, композиция, углеводородами, обработки, способ
Формула / Реферат:
1. Композиция для обработки твердого материала, загрязненного углеводородами, в котором углеводородный загрязнитель распределен по всему материалу, причем указанная композиция включает в себя белковый компонент, содержащий белковую муку, имеющую микробную культуру, способную метаболизировать указанный углеводородный загрязнитель, и компонент-наполнитель. 2. Композиция по п.1, отличающаяся тем, что указанная белковая мука получена из материала...
Способ обработки углеродного материала
Номер патента: 6065
Опубликовано: 25.08.2005
Автор: Ллойд Роберт
МПК: C10L 9/02
Метки: материала, обработки, углеродного, способ
Формула / Реферат:
1. Способ снижения содержания серосодержащих примесей в углеродных материалах, включающий (a) контактирование указанных материалов с водным раствором кремнефтористо-водородной кислоты в условиях, при которых по меньшей мере часть указанных серосодержащих примесей взаимодействует с указанной кремнефтористо-водородной кислотой с образованием продуктов реакции; и (b) отделение указанных продуктов реакции от указанных углеродных материалов. 2....
Предыдущий патент: Мускульный орнитоптер-планер
Следующий патент: Окно или дверь с электромеханической блокировкой
Случайный патент: Способ управления работами очистного забоя