Полиэфирные нити с высоким модулем и с малой усадкой и способ их формования
Номер патента: 4429
Опубликовано: 29.04.2004
Авторы: Вандель Дитмар, Уде Вернер, Янас Вольфганг, Циоллек Йоахим, Мрозе Вернер, Швинд Хельмут



Формула / Реферат
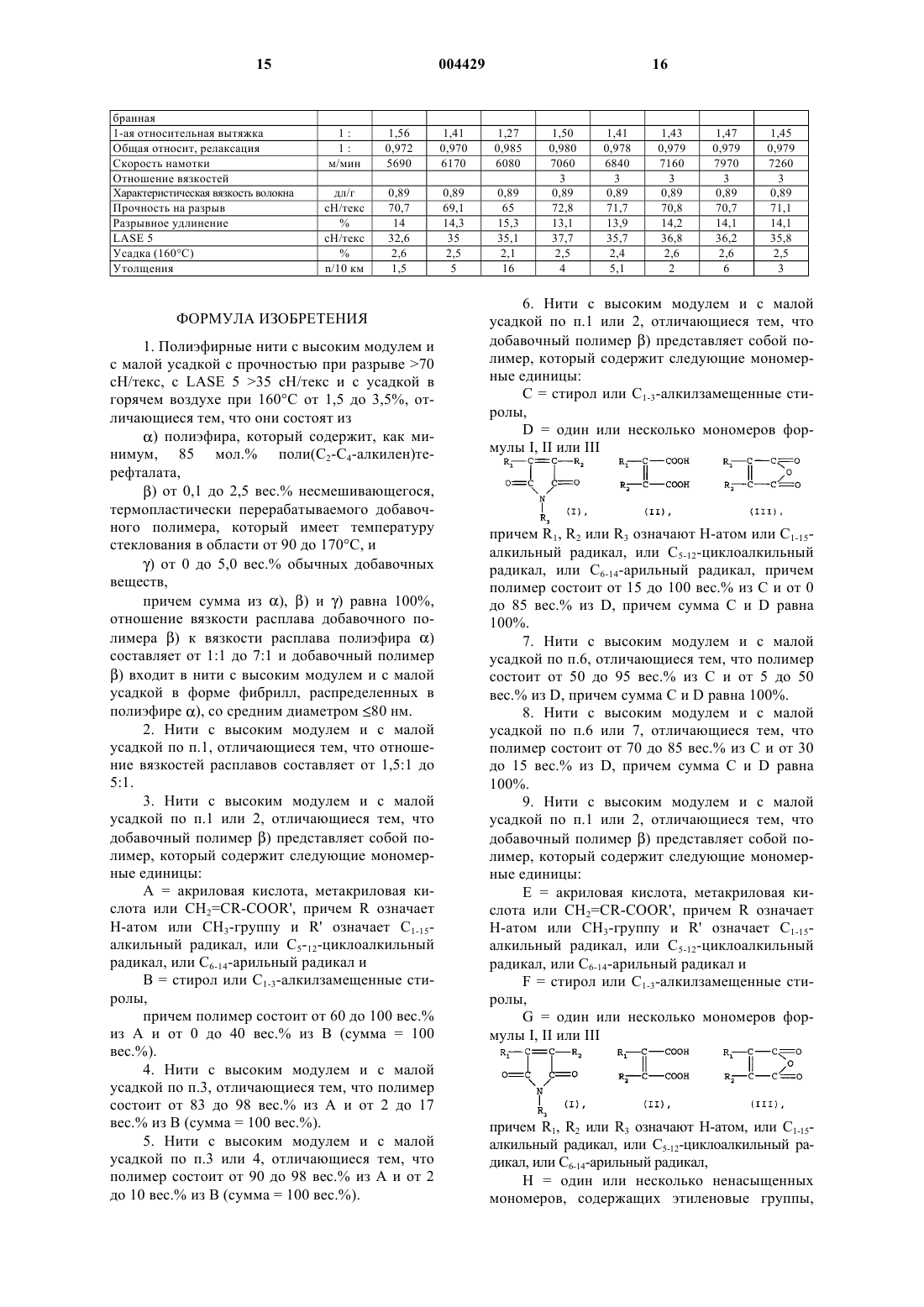
1. Полиэфирные нити с высоким модулем и с малой усадкой с прочностью при разрыве >70 сН/текс, с LASE 5 >35 сН/текс и с усадкой в горячем воздухе при 160шC от 1,5 до 3,5%, отличающиеся тем, что они состоят из
a) полиэфира, который содержит, как минимум, 85 мол.% поли(C2-C4-алкилен)терефталата,
b) от 0,1 до 2,5 вес.% несмешивающегося, термопластически перерабатываемого добавочного полимера, который имеет температуру стеклования в области от 90 до 170шC, и
g) от 0 до 5,0 вес.% обычных добавочных веществ,
причем сумма из a ), b ) и g ) равна 100%, отношение вязкости расплава добавочного полимера b ) к вязкости расплава полиэфира a ) составляет от 1:1 до 7:1 и добавочный полимер b ) входит в нити с высоким модулем и с малой усадкой в форме фибрилл, распределенных в полиэфире a ), со средним диаметром _ 80 нм.
2. Нити с высоким модулем и с малой усадкой по п.1, отличающиеся тем, что отношение вязкостей расплавов составляет от 1,5:1 до 5:1.
3. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер b ) представляет собой полимер, который содержит следующие мономерные единицы:
A = акриловая кислота, метакриловая кислота или CH2=CR-COOR', причем R означает H-атом или CH3-группу и R' означает C1-15-алкильный радикал, или C5-12-циклоалкильный радикал, или C6-14-арильный радикал и
B = стирол или C1-3-алкилзамещенные стиролы,
причем полимер состоит от 60 до 100 вес.% из A и от 0 до 40 вес.% из B (сумма = 100 вес.%).
4. Нити с высоким модулем и с малой усадкой по п.3, отличающиеся тем, что полимер состоит от 83 до 98 вес.% из A и от 2 до 17 вес.% из B (сумма = 100 вес.%).
5. Нити с высоким модулем и с малой усадкой по п.3 или 4, отличающиеся тем, что полимер состоит от 90 до 98 вес.% из A и от 2 до 10 вес.% из B (сумма = 100 вес.%).
6. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер b ) представляет собой полимер, который содержит следующие мономерные единицы:
C = стирол или C1-3-алкилзамещенные стиролы,
D = один или несколько мономеров формулы I, II или III

причем R1, R2 или R3 означают H-атом или C1-15-алкильный радикал, или C5-12-циклоалкильный радикал, или C6-14-арильный радикал, причем полимер состоит от 15 до 100 вес.% из C и от 0 до 85 вес.% из D, причем сумма C и D равна 100%.
7. Нити с высоким модулем и с малой усадкой по п.6, отличающиеся тем, что полимер состоит от 50 до 95 вес.% из C и от 5 до 50 вес.% из D, причем сумма C и D равна 100%.
8. Нити с высоким модулем и с малой усадкой по п.6 или 7, отличающиеся тем, что полимер состоит от 70 до 85 вес.% из C и от 30 до 15 вес.% из D, причем сумма C и D равна 100%.
9. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер b ) представляет собой полимер, который содержит следующие мономерные единицы:
E = акриловая кислота, метакриловая кислота или CH2=CR-COOR', причем R означает H-атом или CH3-группу и R' означает C1-15-алкильный радикал, или C5-12-циклоалкильный радикал, или C6-14-арильный радикал и
F = стирол или C1-3-алкилзамещенные стиролы,
G = один или несколько мономеров формулы I, II или III

причем R1, R2 или R3 означают H-атом, или C1-15-алкильный радикал, или C5-12-циклоалкильный радикал, или C6-14-арильный радикал,
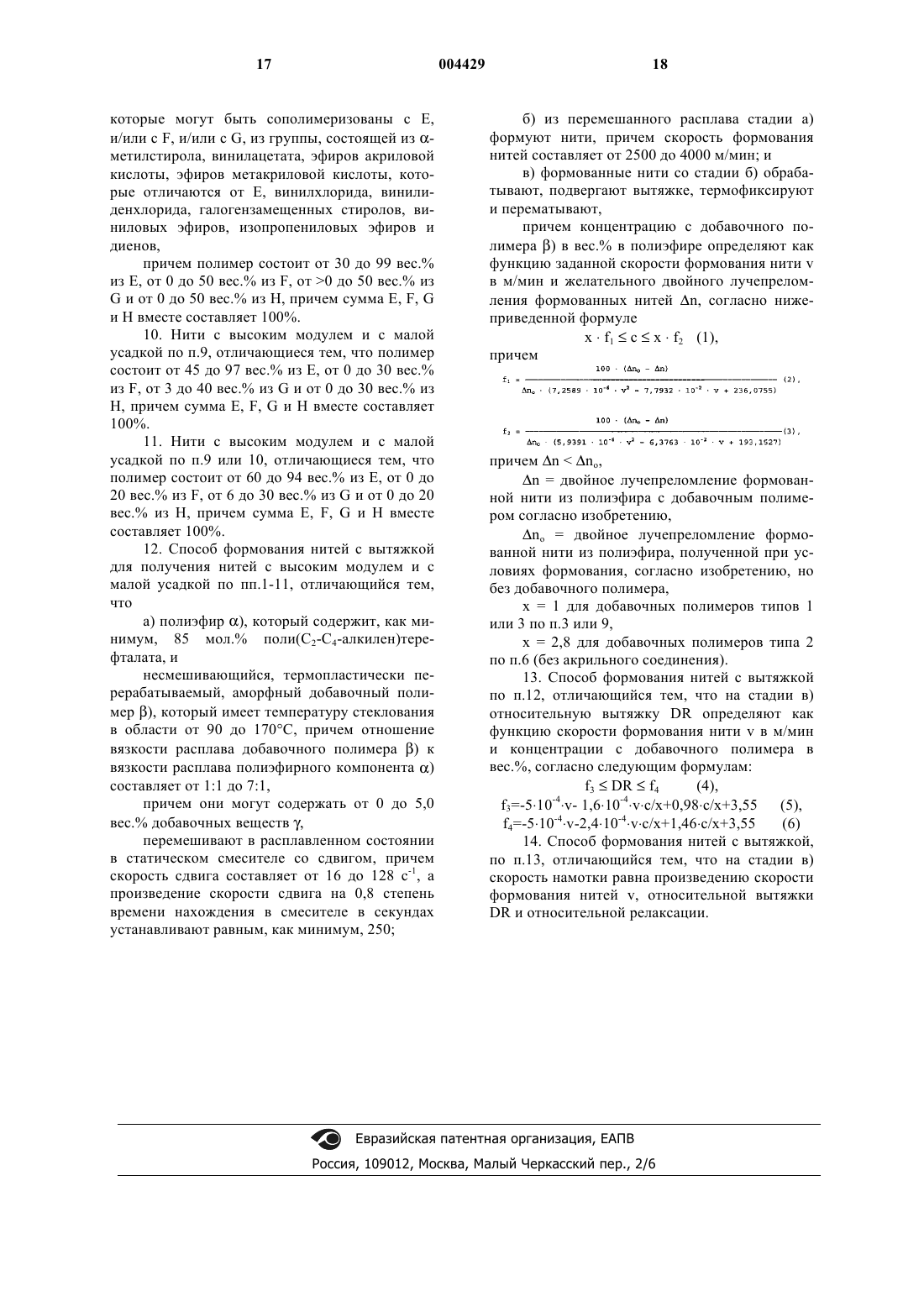
H = один или несколько ненасыщенных мономеров, содержащих этиленовые группы, которые могут быть сополимеризованы с E, и/или с F, и/или с G, из группы, состоящей из a -метилстирола, винилацетата, эфиров акриловой кислоты, эфиров метакриловой кислоты, которые отличаются от E, винилхлорида, винилиденхлорида, галогензамещенных стиролов, виниловых эфиров, изопропениловых эфиров и диенов,
причем полимер состоит от 30 до 99 вес.% из E, от 0 до 50 вес.% из F, от >0 до 50 вес.% из G и от 0 до 50 вес.% из H, причем сумма E, F, G и H вместе составляет 100%.
10. Нити с высоким модулем и с малой усадкой по п.9, отличающиеся тем, что полимер состоит от 45 до 97 вес.% из E, от 0 до 30 вес.% из F, от 3 до 40 вес.% из G и от 0 до 30 вес.% из H, причем сумма E, F, G и H вместе составляет 100%.
11. Нити с высоким модулем и с малой усадкой по п.9 или 10, отличающиеся тем, что полимер состоит от 60 до 94 вес.% из E, от 0 до 20 вес.% из F, от 6 до 30 вес.% из G и от 0 до 20 вес.% из H, причем сумма E, F, G и H вместе составляет 100%.
12. Способ формования нитей с вытяжкой для получения нитей с высоким модулем и с малой усадкой по пп.1-11, отличающийся тем, что
а) полиэфир a ), который содержит, как минимум, 85 мол.% поли(C2-C4-алкилен)терефталата, и
несмешивающийся, термопластически перерабатываемый, аморфный добавочный полимер b ), который имеет температуру стеклования в области от 90 до 170шC, причем отношение вязкости расплава добавочного полимера b ) к вязкости расплава полиэфирного компонента a ) составляет от 1:1 до 7:1,
причем они могут содержать от 0 до 5,0 вес.% добавочных веществ g ,
перемешивают в расплавленном состоянии в статическом смесителе со сдвигом, причем скорость сдвига составляет от 16 до 128 с-1, а произведение скорости сдвига на 0,8 степень времени нахождения в смесителе в секундах устанавливают равным, как минимум, 250;
б) из перемешанного расплава стадии а) формуют нити, причем скорость формования нитей составляет от 2500 до 4000 м/мин; и
в) формованные нити со стадии б) обрабатывают, подвергают вытяжке, термофиксируют и перематывают,
причем концентрацию с добавочного полимера b) в вес.% в полиэфире определяют как функцию заданной скорости формования нити v в м/мин и желательного двойного лучепреломления формованных нитей D n, согласно нижеприведенной формуле
x Ч f1 _ c _ x Ч f2 (1),
причем

причем D n < D no,
Dn = двойное лучепреломление формованной нити из полиэфира с добавочным полимером согласно изобретению,
Dno = двойное лучепреломление формованной нити из полиэфира, полученной при условиях формования, согласно изобретению, но без добавочного полимера,
x = 1 для добавочных полимеров типов 1 или 3 по п.3 или 9,
x = 2,8 для добавочных полимеров типа 2 по п.6 (без акрильного соединения).
13. Способ формования нитей с вытяжкой по п.12, отличающийся тем, что на стадии в) относительную вытяжку DR определяют как функцию скорости формования нити v в м/мин и концентрации с добавочного полимера в вес.%, согласно следующим формулам:
f3 _ DR _ f4 (4),
f3 = -5 Ч 10-4 Ч v - 1,6 Ч 10-4 Ч v Ч c/x + 0,98 Ч c/x + 3,55 (5),
f4 = -5 Ч 10-4 Ч v - 2,4 Ч 10-4 Ч v Ч c/x + 1,46 Ч c/x + 3,55 (6).
14. Способ формования нитей с вытяжкой, по п.13, отличающийся тем, что на стадии в) скорость намотки равна произведению скорости формования нитей v, относительной вытяжки DR и относительной релаксации.
Текст
1 Изобретение относится к полиэфирным нитям с высоким модулем и с малой усадкой,обладающим прочностью на разрыв 70 сН/текс, значением LASE 5 (специфическая сила, которая на диаграмме сила-растяжение соответствует удлинению на 5%)35 сН/текс и усадкой в горячем воздухе при 160 С от 1,5 до 3,5%, а также к способу их получения формованием нитей с вытяжкой. В литературе их называют HPLS (high modulus, low shrinkage) - нитями и под ними понимают полимерные нити из многих волокон, подвергнутые вытяжке, обладающие высоким модулем и малой усадкой. Комплексные нити из полиэтилентерефталата с высоким LASE 5 и малой термической усадкой, а также способы их получения известны, причем нити находят техническое применение, как корды для шин. Среди других такие способы описаны в патентах US 5067538, ЕР 0423213 В, US 4101525, USP 5472781. Из этих публикаций следует, что при возрастании скорости формования нитей понижается достигаемая относительная вытяжка, крутизна диаграммы сила-растяжение, то есть LASE 5, возрастает, термическая усадка уменьшается и достигаемая прочность убывает. Уменьшение достигаемой относительной вытяжки обусловлено возрастанием ориентации в формованной нити и характеризуется возрастанием двойного лучепреломления формованной нити. В патенте US 4491657 при скорости формования нити 3000 м/мин в последующем процессе вытяжки достигается прочность на разрыв только около 62 сН/текс. В патенте ЕР 0423213 В в таблицах 2 и 5 показано, что при применяемых на практике относительных вытяжках как раз при скоростях формования нити в 2900 м/мин еще достигается прочность на разрыв в 69 сН/текс. Уменьшение достигаемой относительной вытяжки при возрастающей скорости формования нитей еще более усиливается высокими вязкостями при формовании нитей, как показывает патент US 5067538. В нем достигаемая относительная вытяжка при характеристической вязкости полимера в 0,88 дл/г уже настолько мала,что становятся невозможными конечные скорости свыше 6000 м/мин. В ЕР 0169415 А описана полиэфирная формованная нить с характеристической вязкостью свыше 0,9 дл/г. Относительные вытяжки, достигаемые для различных скоростей формования настолько малы, что только при очень высоких скоростях формования нитей свыше 3500 м/мин при формовании нитей с вытяжкой, становятся возможными эффективные конечные скорости в 6000 м/мин. В патенте ЕР 0546859 А получают полиэфирную нить со скоростью формования нити от 2500 до 4000 м/мин. И здесь получаются из-за малой способности к вытяжке, даже при скорости формования нити, равной 4000 м/мин, при вы 004429 2 сокоскоростном формовании нитей с вытяжкой конечные скорости, равные 6000 м/мин, причем прочность на разрыв меньше чем 65 сН/текс. В патенте ЕР 0438421 В 1, кроме того, отчетливо показано, что высокоскоростное формование нитей с вытяжкой приводит к нитям со многими капиллярными разрывами. Поэтому там вводят устройство, устанавливающее предел вытяжки, которое понижает уровень капиллярных разрывов таких нитей с высоким модулем и с малой усадкой в лучшем случае до 20 дефектов/10 км. Подвергнутые вытяжке нити с прочностью на разрыв свыше 70 сН/текс и малой термической усадкой, полученные при скоростях формования нити свыше 2500 м/мин, описаны и в ЕР 0526740. Эти нити получены из полиэфирного сырья на основе модифицированных при сополимеризации полиэтилентерефталатов. Встройка этих модифицирующих компонентов в полимерную цепь происходит в процессе образования полимера, что оказывает влияние на гибкость процесса формования нити. Далее из WO 99-07927A1 известно, что разрывное удлинение у предварительно ориентированных полиэфирных филаментов (POY),формованных при скоростях формования нитей,как минимум, 2500 м/мин, может быть повышено добавлением аморфных, термопластически перерабатываемых сополимеров на основе стирола, акриловой кислоты и/или малеиновой кислоты, соответственно, их производных по сравнению с разрывным удлинением полиэфирных нитей без добавок, формованных при тех же условиях. Сведения о получении нитей с высоким модулем и низкой усадкой в процессе формования нитей с вытяжкой отсутствуют. Патент ЕР 0047464 В касается полиэфирных нитей, не подвергнутых вытяжке, причем в результате добавления от 0,2 до 10 вес.% полимера типа - (CH2-CR1R2)n-, такого как поли (4 метил-1-пентен) или полиметилметакрилат,улучшается продуктивность в результате увеличения разрывного удлинения формованной нити при скоростях между 2500 и 8000 м/мин. Необходима тонкая и равномерная дисперсия добавочного полимера в результате перемешивания,причем размеры частиц должны быть 1 мкм,во избежание образования фибрилл. Определяющим для действенности должна быть, наряду с химической аддитивной структурой, препятствующей растяжению аддитивных молекул,низкая мобильность и совместимость полиэфира и добавки. В патенте ЕР 0631638 В описаны волокна с преобладающим ПЭТ, которые содержат от 0,1 до 5 вес.% одного из алкильных эфиров полиметакриловой кислоты, имидизованного на 50-90%. Волокна,полученные при скоростях от 500 до 10000 м/мин и затем подвергнутые конечной вытяжке, должны обнаруживать более высокий начальный модуль. В примерах для промышленных нитей однако не уда 3 ется так просто установить влияние на модуль; как правило, достигнутая прочность низка, что является существенным недостатком этого продукта. Задача настоящего изобретения состояла в том, чтобы получить нити с высоким модулем и с малой усадкой с прочностью на разрыв 70 сН/текс, с величиной LASE 5 35 сН/текс и с усадкой в горячем воздухе при 160 С от 1,5 до 3,5%, а также создать способ, совмещающий формование нитей с вытяжкой, способ получения этих нитей, при котором могут быть достигнуты конечные скорости свыше 6000 м/мин и при высоковязком полиэфире и с минимальным числом капиллярных разрывов в нити. Нужные нити с высоким модулем и с малой усадкой должны получаться при высоких скоростях формования нитей, без необходимости проведения химической модификации полиэфирного вещества, которые могут понизить гибкость прядильной установки. Кроме того,должна создаваться возможность того, что нити с высоким модулем и малой усадкой соразмерно образуются для любой цели применения при задании двойного лучепреломления в формованной нити, в значительной степени независимо от скорости формования нити. При этом двойное лучепреломление должно задаваться в интервале от 30 х 10-3 до 55 х 10-3. Задача, лежащая в основе изобретения,решается посредством нитей с высоким модулем и с малой усадкой и способом их получения формованием нитей с вытяжкой, согласно данным формулы изобретения. Под полиэфиром здесь понимают поли (С 2-4 алкилен)-терефталаты, которые могут содержать до 15 мол.% других дикарбоновых кислот или диолов,как например, изофталевую кислоту, адипиновую кислоту, диэтиленгликоль, полиэтиленгликоль, 1,4 циклогександиметанол, или которые могут содержать другие С 2-4-алкиленгликоли. Предпочтителен полиэтилентерефталат с характеристической вязкостью (Х.В.) в интервале от 0,8 до 1,4 дл/г, полипропилентерефталат с Х.В. от 0,9 до 1,6 дл/г и полибутилентерефталат с Х.В. от 0,9 до 1,8 дл/г. Обычные добавочные вещества, такие как красители, матирующие средства, стабилизаторы, антистатики, добавки для улучшения переработки, средства для разветвления могут быть без последствий добавлены к полиэфиру или к смеси полиэфир-добавочный полимер в количествах от 0 до 5,0 вес.%. Согласно изобретению, к полиэфиру в расплаве добавляют аморфный, термопластически перерабатываемый, несовместимый добавочный полимер с температурой стеклования от 90 до 170 С причем отношение вязкости расплава добавочного полимера к вязкости расплава полиэфира составляет от 1 : 1 до 7 : 1, смесь в статическом смесителе обрабатывают со сдвигом, причем скорость сдвига составляет от 16 до 128 с-1, а произведение скорости сдвига и 0,8 4 степени времени нахождения в секундах задают величиной, равной как минимум 250, и в заключение из смеси формуют нити со скоростью формования нитей v от 2500 до 4000 м/мин,подвергают вытяжке, подвергают термообработке и сматывают со скоростью 6000 м/мин. Добавочные полимеры, которые добавляют в полиэфир, если они обладают указанными физическими свойствами, могут иметь различное химическое строение. Предпочтительны три различных типа полимеров, а именно: 1. Полимер, который содержит следующие мономерные единицы: А = акриловая кислота, метакриловая кислота или СН 2 = CR -COOR', причем R означает Н-атом или СН 3-группу и R' означает C1-15 алкильный радикал, или С 5-12-циклоалкильный радикал, или С 6-14-арильный радикал и В = стирол или C1-3-алкилзамещенные стиролы,причем полимер состоит от 60 до 100 вес.% из А и от 0 до 40 вес.% из В, предпочтительно от 83 до 98 вес.% из А и от 2 до 17 вес.% из В и, особо предпочтительно от 90 до 98 вес.% из А и от 2 до 10 вес.% из В (сумма = 100 вес.%). 2. Полимер, который содержит следующие мономерные единицы: С = стирол или C1-3 алкилзамещенные стиролы, D = один или несколько мономеров формулы I, II или III причем R1, R2 или R3 означают Н-атом или C1-15 алкильный радикал, или C5-12-циклоалкильный радикал, или C6-14-арильный радикал,причем полимер состоит от 15 до 100 вес.% из С и от 0 до 85 вес.% из D, предпочтительно от 50 до 95 вес.% из С и от 5 до 50 вес.% из D, особо предпочтительно от 70 до 85 вес.% из С и от 15 до 30 вес.% из D, причем сумма С иD вместе составляет 100%. 3. Полимер, который содержит следующие мономерные единицы: Е - акриловая кислота, метакриловая кислота или СН 2 = CR -COOR', причем R означает Н-атом или СН 3-группу и R' означает C1-15 алкильный радикал или C5-12-циклоалкильный радикал, или С 6-14-арильный радикал иF - стирол или C1-3-алкилзамещенные стиролы,G - один или несколько мономеров формулы I, II или III причем R1, R2 или R3 означают Н-атом или C1-15 алкильный радикал, или C5-12-циклоалкильный радикал, или С 6-14-арильный радикал, 5 Н - один или несколько ненасыщенных мономеров, содержащих этиленовые группы,которые могут быть сополимеризованы с Е и/или с F, и/или с G, из группы, состоящей из метилстирола, винилацетата, эфиров акриловой кислоты, эфиров метакриловой кислоты, которые отличаются от Е, винилхлорида, винилиденхлорида, галогензамещенных стиролов, виниловых эфиров, изопропениловых эфиров и диенов,причем полимер состоит от 30 до 99 вес.% из Е, от 0 до 50 вес.% из F, 0 до 50 вес.% из G и от 0 до 50 вес.% из Н, предпочтительно от 45 до 97 вес.% из Е, от 0 до 30 вес.% из F, от 3 до 40 вес.% из G и от 0 до 30 вес.% из Н и, особо предпочтительно от 60 до 94 вес.% из Е, от 0 до 20 вес.% из F, от 6 до 30 вес.% из G и от 0 до 20 вес.% из Н, причем сумма Е, F, G и Н вместе составляет 100%. В случае компонента Н имеют в виду необязательный компонент. Хотя преимущества,которые следует достигнуть согласно изобретению, уже достигаются полимерами, которые содержат компоненты из групп от Е до G, преимущества, достижимые согласно изобретению,проявляются и тогда, когда в полимере, подлежащем применению согласно изобретению,принимают участие дальнейшие мономеры из группы Н. Компонент Н предпочтительно выбирают так, чтобы он не оказывал отрицательного влияния на свойства полимера, подлежащего применению согласно изобретению. Компонент Н,наряду с другим, может быть использован для того, чтобы модифицировать свойства полимера желательным образом, например, для повышения или улучшения текучих свойств, когда полимер нагревают до температуры плавления,или для уменьшения остаточной окраски в полимере или при применении полифункционального мономера, для того чтобы таким путем и способом ввести в полимер определенную меру сшивки. Наряду с этим, Н можно выбирать таким образом, чтобы сополимеризация компонентов от Е до G становилась возможной и поддерживаясь, как в случае с MSA и ММА, которые сами не сополимеризуются, однако при добавлении третьего компонента, такого как стирол, сополимеризуются без проблем. К мономерам, подходящим для этой цели,относятся среди других виниловый эфир, эфиры акриловой кислоты, например, метил- и этилакрилат, эфиры метакриловой кислоты, которые отличаются от метилметакрилата, например бутилметакрилат и этилгексилметакрилат, винилхлорид, винилиденхлорид, стирол, метилстирол и различные галогензамещенные стиролы, виниловый и изопропениловый эфир,диены, как например, 1,3-бутадиен и дивинилбензол. Уменьшение окрашивания полимера особенно предпочтительно можно осуществить 6 введением мономера, богатого электронами, как например, винилового эфира, винилацетата,стирола или -метилстирола. Особенно предпочтительны среди соединений компонента Н ароматические винильные мономеры, как например, стирол и -метилстирол. Получение полимеров, подлежащих применению согласно изобретению, само по себе известно. Они могут быть получены при полимеризации веществ, растворов, суспензий или эмульсий. Полезные указания относительно полимеризации веществ приведены в HoubenWeyl, том Е 20, часть 2 (1987), стр. 1145ff. Указания по полимеризации в растворе описаны там же на стр. 1149ff, в то время как полимеризация эмульсий приведена и поясняется там же на стр. 1150 ff. Особенно предпочтительны в рамках изобретения бисерные полимеризаты, размеры частиц которых лежат в особенно благоприятном интервале. Полимеры, применяемые согласно изобретению, например, при примешивании к расплаву волокнистых полимеров предпочтительно имеют форму частиц со средним диаметром от 0,1 до 1,0 мм. Однако можно использовать и большие или меньшие бисеринки или грануляты, при этом меньшие бисеринки предъявляют особые требования к логистике, такой как подача и сушка. Имидизованные типы полимеров 2 и 3 могут быть получены как из мономеров при использовании мономерного имида, так и при последующей полной или частичной имидизации полимера, содержащего соответствующее производное малеиновой кислоты. Эти аддитивные полимеры получают, например, при полном или предпочтительно частичном превращении соответствующего полимера в фазе расплава под воздействием аммиака или первичного алкилили ариламина, например, анилина (Encyclopedia of Polymer Science and Engineering Vol. 16[1989], Willey-Verlag, стр. 78). Все полимеры,согласно изобретению, а также их неимидизованные исходные полимеры имеются в продаже или могут быть получены способами, которые известны специалистам. Концентрация добавочного полимера с в вес.% в полиэфире при этом определяется, как функция заданной скорости формования нити v в м/мин и к желаемому двойному лучепреломлению формованной нити n в соответствии с последующими формулами: хf1 схf 2n - двойное лучепреломление формованной нити из полиэфира с добавками, согласно изобретению,n - двойное лучепреломление формованной нити из полиэфира, полученной при тех же условиях прядения, что и в изобретении, но без добавок,nn,х = 1 для добавочных полимеров типов 1 или 3 и х = 2,8 для добавочных полимеров типов 2(без акрильного соединения). Добавочный полимер является несовместимым с полиэфиром, это означает, что добавочный полимер является в значительной мере нерастворимым в полиэфирной матрице. При этом полиэфир и добавочный полимер образуют две фазы, которые можно различить под микроскопом. Кроме того, сополимер должен иметь температуру стеклования (определяемую ДСК при скорости нагревания 10 С/мин) от 90 до 170 С и обладать способностью к термопластической переработке. Вязкость расплава сополимера следует при этом выбирать так, чтобы отношение его вязкости расплава, экстраполированной на время измерения, равное нулю, измеренное при скорости осцилляции в 2,4 Гц и при температуре, равной температуре плавления полиэфира плюс 34,0 С(для полиэтилентерефталата она равна 290 С), к вязкости полиэфира, измеренной при таких же условиях, составляло от 1:1 до 7:1. То есть вязкость расплава полимера, как минимум, равна или предпочтительно выше чем вязкость полиэфира. Только выбором специфического отношения вязкостей добавки или полиэфира достигается оптимальная степень эффективности. При таким образом оптимизованном отношении вязкостей возможна минимизация количества добавочного полимера, при этом экономичность способа становится особенно высокой. Неожиданно оказалось, что отношение вязкостей, установленное согласно изобретению, как идеальное для применения в полимерных смесях при получении нитей с высоким модулем и малой усадкой, оказалось выше области, которая указана в литературе в качестве благоприятной для смешивания двух полимеров. В противоположность уровню техники из смеси полимеров с высокомолекулярными добавочными полимерами очень хорошо формовались нити. Отношение вязкостей после выхода смеси полимера из формующей фильеры в месте образования нити еще сильно повышается, что обусловлено высокой энергией активации текучести добавочного полимера. В связи с этим энергия активации текучести (Е) является мерой для скорости изменения нулевой вязкости в зависимости от изменения измеряемой температуры,причем нулевая вязкость - это вязкость, экстраполированная на нулевую скорость сдвига.Kunststoffe und Elastomere, VDI-Verlag, Duesseldorf (1955), стр. 256 ff.). Выбором благоприятных отношений вязкости достигают особенно плотного распределения частиц добавки по размерам в полиэфирной матрице, а комбинацией отношения вязкостей с энергией активации текучести, отчетливо большей чем у полиэфира(ПЭТ около 60 кДж/моль), то есть больше чем 80 кДж/моль, получают фибриллярную структуру добавочного полимера в нитях. Высокая по сравнению с полиэфирами температура стеклования приводит к быстрому отверждению этой фибриллярной структуры в формованной нити. Максимальные размеры частиц добавочного полимера поэтому составляют около 1000 нм непосредственно после выхода из прядильной фильеры, тогда как средние размеры частиц составляют 400 нм или меньше. После растягивания ниже прядильной фильеры и вытяжки образуются фибриллы со средним диаметром 80 нм. Предпочтительно отношение вязкости расплава сополимера к вязкости расплава полиэфира составляет при вышеперечисленных условиях от 1,5:1 до 5:1. При этих условиях средний размер частиц добавочного полимера составляет непосредственно после выхода из прядильной фильеры 120-300 нм и образуются фибриллы со средним диаметром около 40 нм. Смешивание добавочного полимера с матричным полимером осуществляют при добавлении в твердом виде к стружкам матричного полимера в приемное устройство экструдера с перемешивателем стружек или с гравиметрической дозировкой или альтернативно при расплавлении добавочного полимера, дозировке шестеренчатым насосом и подаче в поток расплава матричного полимера. Возможна и техника компаундирования с ингредиентом повышенной концентрации, причем добавочный полимер существует в виде концентрата в полиэфирной стружке, который позднее добавляют в твердом или расплавленном состоянии в матричный полиэфир. Практикуется также добавление к частичному потоку матричного полимера, который затем примешивают к главному потоку матричного полимера. В заключение проводят гомогенное распределение при перемешивании с помощью статического смесителя. Предпочтительно, определенное распределение частиц устанавливают специфическим выбором смесителя и длительностью процесса перемешивания до того,как смешанный расплав направляют через распределительные продуктотрубопроводы к отдельным местам формования нитей и к фильерам. Оправдали себя смесители со скоростью сдвига от 16 до 128 с-1. Причем произведение скорости сдвига (с-1) и 0,8-ой степени времени нахождения (в сек) должно составлять, как минимум, 250, предпочтительно от 350 до 1250. 9 Значений свыше 2500, как правило, избегают,для того чтобы поддерживать лимитированным падение давления в трубопроводах. При этом скорость сдвига определяется скоростью сдвига в пустом трубопроводе (с-1) умноженной на коэффициент перемешивания,причем коэффициент перемешивания является характеристической величиной для типа смесителя. Например, для смесителей типа Sulzer SMX этот коэффициент составляет около 7-8. Скорость сдвигав пустом трубопроводе рассчитывают согласно формуле(г/мин),V2 - внутренний объем пустого трубопровода (см 3),R - радиус пустого трубопровода (мм), - доля пустого объема (у Sulzer-SMX типов от 0,84 до 0,88), - плотность полимерной смеси в расплаве (около 1,2 г/см 3). Как смешивание обоих полимеров, так и последующее формование нитей из смеси полимеров происходят при температурах, зависящих от матричного полимера, в интервале от 220 до 320 С,предпочтительно при (температура плавления матричного полимера + 34)+25/-20 С. Для ПЭТ предпочтительно устанавливают температуры от 270 до 315 С. Получение нитей с высоким модулем и малой усадкой из полимерных смесей, согласно изобретению, происходит при формовании нитей со скоростью формования от 2500 до 4000 м/мин, вытяжке, термофиксировании и намотке с применением известных установок для формования нитей и вытяжки таким же образом,как и в случае полиэфира без добавок. При этом пакет фильтра по известному уровню техники оснащается фильтрующими устройствами и/или подвижными фильтровыми пространствами. Расплавленная полимерная смесь после соответствующей сдвигающей и фильтрационной обработки поступает в плату фильер и продавливается через отверстия в плате фильер. В примыкающей зоне охлаждения нити из расплава охлаждают охлаждающим воздухом ниже температуры отверждения, так что избегают прилипания или образования затора на последующем направляющем нити устройстве. Охлаждающий воздух может подаваться из кондиционера при поперечном или радиальном обдуве. После охлаждения формованные нити покрывают прядильным составом, протягивают 10 через галетные системы с установленной скоростью, в заключение подвергают вытяжке, термофиксируют и наконец наматывают. При предпочтительном способе в процесс вовлекают устройства для пневмосоединения нитей. Типичным для полиэфирных нитей с высоким модулем и с малой усадкой является то,что их получают на больших формовочных машинах с непосредственным расплавом, в которых расплав распределяется через длинные обогреваемые продуктотрубопроводы по отдельным линиям формования нитей, а внутри линий по отдельным системам формования нитей. При этом линия формования нитей представляет собой подсоединение в ряд, как минимум одного ряда систем формования нитей, а система формования нитей - это самая маленькая единица формования нитей с прядильной головкой, которая содержит, как минимум, один пакет фильер, включая платы фильер. Расплав в таких системах подвергается высокой термической нагрузке при временах нахождения до 35 мин. Эффективность добавочного полимера,согласно изобретению, при этом не приводит к существенным ограничениям его действия в связи с высокой термической стабильностью добавки, так что достаточно малого количества добавки 2,5%, а во многих случаях 1,5%,несмотря на высокую термическую нагрузку. Свойства добавочного полимера и техника перемешивания влияют на то, что добавочный полимер непосредственно после выхода полимерной смеси из прядильной фильеры образует в матричном полимере шарикообразные или деформированные в длину частицы. Лучшие условия получаются, когда средний размер частиц (среднее арифметическое) составляет d50400 нм, а доля частиц 1000 нм в поперечном сечении пробы лежит ниже 1%. Влияние на эти частицы вытягивания при формовании, соответственно, вытяжки можно аналитически установить. Новые исследования нитей ТЭМ - способом (трансмиссионная электронная микроскопия) показали, что там имеется фибриллообразная структура. Средний диаметр фибрилл оценивают около 40 нм, а отношение длина/диаметр у фибрилл оценивают 50. Эти фибриллы обуславливают "микрошероховатость" поверхности волокон, что ведет к лучшему удерживанию корд/резина и при применении этих ниток, например, в качестве корда для шин очень ценится. Если эти фибриллы не образуются или частички добавочного полимера после выхода из прядильной фильеры слишком велики по диаметру или распределение частиц по размеру очень неравномерно, что имеет место при недостаточной величине отношения вязкостей, то действующий эффект теряется. Кроме того, для эффективности добавок,согласно этому изобретению, необходима температура стеклования от 90 до 170 С, а также 11 предпочтительна энергия активации текучести добавочных полимеров, как минимум, 80 кДж/моль, то есть более высокая энергия активации текучести, чем таковая полиэфирной матрицы. При этом предварительном условии возможно, что фибриллы добавочного полимера затвердевают раньше полиэфирной матрицы и принимают на себя существенную долю прилегающего натяжения при формовании нити. Добавочные полимеры для предпочтительного применения, наряду с этим, отличаются высокой термостабильностью. Таким образом, в установках непосредственного формования нитей,эксплуатируемых при большом времени нахождения и/или при высокой температуре, минимизируются потери эффективности, связанные с разложением добавочного полимера. Вытяжку осуществляют известным способом, как минимум, в одну стадию между различно нагретыми галетными системами, предпочтительно в две стадии. Предпочтительно вытяжку формованной нити осуществляют при применении относительной вытяжки DR, для которой в функции от скорости формования нити v в м/мин и концентрации с добавочного сополимера в вес.% справедливо:f4=-510-4v-2,410-4vc/x+1,46c/x+3,55 При многоступенчатой вытяжке DR является произведением отдельных относительных вытяжек. Скорость намотки равна произведению скорости формования нити v на относительную вытяжку DR и на относительную релаксацию. Нити с высоким модулем и малой усадкой,соответствующие изобретению, обладают, как минимум, той же степенью качества, что и аналогично полученные нити, не содержащие полимерную добавку. Величины характеристик, приведенные в последующих примерах и в предыдущем тексте,были определены следующим образом: Фибриллы добавочного полимера: исследование тонких срезов нитей, сделанных на Микротоме, проводили с помощью трансмиссионной электронной микроскопии и последующей аналитической обработки изображения,причем определялся диаметр фибрилл и сделана оценка длины, исходя из диаметра частиц, определенного в пробах, взятых непосредственно после фильеры. Характеристическая вязкость определена в растворе 0,5 г полиэфира в 100 мл смеси из фенола и 1,2-дихлорбензола (3:2 вес.ч) при 25 С. Для определения вязкости расплава (начальная вязкость) полимер высушивают в вакууме до содержания воды 1000 млн. долей(полиэфир 50 млн. долей). Затем гранулят помещают в конический реометр типа UM100, 004429Physica Messtechnik GmbH, Stuttgart/ФРГ, в атмосфере азота на нагретую измерительную пластину. При этом измерительный конус (МК 210) после расплавления пробы, то есть примерно через 30 с, располагают на измерительной пластине. Измерение начинают после последующего периода нагрева в 60 с (время измерения = 0 с). Температура измерения составляет 290 С для полиэтилентерефталата и добавочных полимеров, которые добавляют к полиэтилентерефталату, соответственно, равна температуре плавления взятого полиэфира плюс 34,0 С. Установленная таким образом температура измерения соответствует типичной температуре переработки или формования нитей из соответствующего полиэфира. Объем пробы выбирают таким,чтобы щель в реометре была полностью заполнена. Измерение проводят при осцилляциях с частотой 2,4 Гц (соответствует скорости сдвига 15 с-1) и при амплитуде деформации, равной 0,3,и вклад комплексной вязкости определяют в виде функции времени измерения. После этого определяют начальную вязкость с помощью линейной регрессии на время измерения, равное нулю. Для определения температуры стеклования и температуры плавления полиэфира полиэфирную пробу расплавляют при 310 С в течение 1 мин и сразу после этого резко охлаждают до комнатной температуры. Затем измеряют температуру стеклования и температуру плавления методом ДСК (дифференциальной сканирующей калориметрии) при скорости нагрева 10 С/мин. Предварительную обработку и измерения производят в атмосфере азота. Двойное лучепреломление формованной нити (n) определяют поляризационным микроскопом с компенсатором отклонения и зеленым фильтром (540 нм) при использовании клиновидных пропилов. Измеряют разность хода нормального и ненормального лучей при прохождении поляризованного света через филаменты. Двойное лучепреломление равно отношению разности хода к диаметру нити. В случае процесса формования нити с вытяжкой формованную нить берут после стягивающей галетты. Определение прочностных характеристик волокон осуществляют на нитях, которым сделана скрутка 50 Т/м при испытательной длине 250 мм со скоростью стягивания 200 мм/мин. При этом силу, которая соответствует 5% растяжения на диаграмме сила - растяжение, деленному на титр, обозначают LASE 5. Усадку в горячем воздухе определяют на тестере усадки фирмы Tetrite/США при 160 С,силе предварительного натяжения 0,05 сН/текс и времени обработки 2 мин. Ниже изобретение подробнее поясняется на примерах: Примеры для сравнения 1-3 и примеры 4-8 Для получения нитей с высоким модулем и с малой усадкой используют полиэтилентереф 13 цию и между третьей парой и шпулярным устройством - релаксацию. Три обогреваемые пары находятся при следующих температурах: 2-ая пара - 85 С, 3-ья пара - 240 С, 4-ая пара - 150 С. Частичная относительная релаксация между 4-ой парой и 3-ей парой во всех случаях была 0,995. Другие установочные данные приведены в таблице. Параметры способа для процесса формования нитей во всех примерах идентичны. Исходя из заданной скорости формования нитей и желательного двойного лучепреломления,рассчитывают используемую область концентраций добавочного полимера, согласно уравнению 1, причем коэффициент х, специфический для добавочного полимера, установлен равным 1 для примеров от 3 до 7 и равным 2,8 для примера 8. Действительная концентрация выбиралась внутри рассчитанной области. Любая предпочтительная область для относительной вытяжки рассчитана по уравнению 4 и действительная относительная вытяжка выбиралась внутри рассчитанной области. Вытяжку формованной нити во всех примерах, согласно изобретению, удалось успешно осуществить. Капиллярные разрывы наблюдаются редко. Отдельные значения собраны в последующей таблице. Примеры четко показывают, что концентрация добавочного полимера может быть установлена так с помощью уравнения (1), согласно изобретению, что при заданной скорости формования нити может быть реализовано нужное двойное лучепреломление. Особенным является то, что в результате выбора концентрации добавочного полимера не превышается максимальное значение желательного двойного лучепреломления. В результате этого могут быть установлены относительно высокие скорости формования нитей, не приводящие к уменьшению прочности или к чрезмерному росту числа дефектов волокон, как это имеет место у известных способов, сопровождающихся отрицательными последствиями. Во всех примерах, согласно изобретению,средний диаметр фибрилл в нитях составлял менее 80 нм. талат с характеристической вязкостью 0,98 дл/г. В качестве добавки в примерах 4-7 используют сополимер, состоящий из 90 вес.% метилметакрилата и 10 вес.% стирола и имеющий температуру стеклования 118,7 С. В примере 8 в качестве добавочного полимера используют сополимер, состоящий из 78 вес.% стирола и 22 вес.% имидизованного ангидрида малеиновой кислоты с температурой стеклования 168 С. Стружки полиэфира и добавочного полимера расплавляют в экструдере 7 Е фирмы Barmag,ФРГ. Добавочный полимер дозируют в приемное устройство экструдера, при этом использована дозирующая система KCLKQX2 фирмы KTron Soda, ФРГ, в которой регулирование дозировки осуществляется гравиметрически. Смесь полимеров, расплавленная и предварительно перемешанная в экструдере, продавливается при 160 барах через статический смеситель, подается на дозировочный насосик расплава с объемом 40 см 3. Смесь при этом была подвергнута перемешиванию со скоростью сдвига 23 с-1. Произведение скорости сдвига на 0,8-ую степень времени нахождения в секундах составляла 475. Прядильный насосик подает расплав, нагретый на 298 С, в прядильную систему Lurgi ZimmerBN 110 с круглым пакетом прядильных фильер и круглыми фильерами (300 отверстий с диаметром 0,4 мм). Подача расплава составляет при всех регулировках 660 г/мин. Это соответствует титру 1100 дтекс при скорости намотки на шпули 6000 м/мин. Давление на фильерах составляет 420 бар. Формованную комплексную нить охлаждают в системе с радиальным обдувом(снаружи вовнутрь), с помощью намасливающего кольца покрывают прядильной препарацией и подводят к 1-ой ненагреваемой паре галетт. Скорость этой 1-ой пары по согласованию равна скорости формования нитей. Только для отбора пробы, необходимой для определения двойного лучепреломления, формованную нить сразу после 1-ой пары подают на агрегат, перематывающий на шпули. Для получения нитей с высоким модулем и с малой усадкой нити после 1 ой пары проводят через 3 дальнейшие, уже обогреваемые пары галетт и, наконец, наматывают на шпули. Между 1-ой и 3-ей парой осуществляют вытяжку, на 3-ей паре - термофикса 4 Изобр . 3200 ПримерСкорость формования нити Двойное лучепреломление без добавочного полимера Желательное двойное лучепреломление Коэффициент х Рассчитанная концентрация добавочного полимера Использованная концентрация добавочного полимера Измеренное двойное лучепреломление Общая относительная вытяжка, рассчитанная Общая относительная вытяжка, вы м/мин 15 бранная 1-ая относительная вытяжка Общая относит, релаксация Скорость намотки Отношение вязкостей Характеристическая вязкость волокна Прочность на разрыв Разрывное удлинение ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Полиэфирные нити с высоким модулем и с малой усадкой с прочностью при разрыве 70 сН/текс, с LASE 5 35 сН/текс и с усадкой в горячем воздухе при 160 С от 1,5 до 3,5%, отличающиеся тем, что они состоят из) полиэфира, который содержит, как минимум, 85 мол.% поли(С 2-С 4-алкилен)терефталата,) от 0,1 до 2,5 вес.% несмешивающегося,термопластически перерабатываемого добавочного полимера, который имеет температуру стеклования в области от 90 до 170 С, и) от 0 до 5,0 вес.% обычных добавочных веществ,причем сумма из ), ) и ) равна 100%,отношение вязкости расплава добавочного полимера ) к вязкости расплава полиэфира ) составляет от 1:1 до 7:1 и добавочный полимер) входит в нити с высоким модулем и с малой усадкой в форме фибрилл, распределенных в полиэфире ), со средним диаметром 80 нм. 2. Нити с высоким модулем и с малой усадкой по п.1, отличающиеся тем, что отношение вязкостей расплавов составляет от 1,5:1 до 5:1. 3. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер ) представляет собой полимер, который содержит следующие мономерные единицы: А = акриловая кислота, метакриловая кислота или СН 2=CR-COOR', причем R означает Н-атом или СН 3-группу и R' означает С 1-15 алкильный радикал, или С 5-12-циклоалкильный радикал, или C6-14-арильный радикал и В = стирол или С 1-3-алкилзамещенные стиролы,причем полимер состоит от 60 до 100 вес.% из А и от 0 до 40 вес.% из В (сумма = 100 вес.%). 4. Нити с высоким модулем и с малой усадкой по п.3, отличающиеся тем, что полимер состоит от 83 до 98 вес.% из А и от 2 до 17 вес.% из В (сумма = 100 вес.%). 5. Нити с высоким модулем и с малой усадкой по п.3 или 4, отличающиеся тем, что полимер состоит от 90 до 98 вес.% из А и от 2 до 10 вес.% из В (сумма = 100 вес.%). 6. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер ) представляет собой полимер, который содержит следующие мономерные единицы: С = стирол или C1-3-алкилзамещенные стиролы,D = один или несколько мономеров формулы I, II или III причем R1, R2 или R3 означают Н-атом или С 1-15 алкильный радикал, или С 5-12-циклоалкильный радикал, или С 6-14-арильный радикал, причем полимер состоит от 15 до 100 вес.% из С и от 0 до 85 вес.% из D, причем сумма С и D равна 100%. 7. Нити с высоким модулем и с малой усадкой по п.6, отличающиеся тем, что полимер состоит от 50 до 95 вес.% из С и от 5 до 50 вес.% из D, причем сумма С и D равна 100%. 8. Нити с высоким модулем и с малой усадкой по п.6 или 7, отличающиеся тем, что полимер состоит от 70 до 85 вес.% из С и от 30 до 15 вес.% из D, причем сумма С и D равна 100%. 9. Нити с высоким модулем и с малой усадкой по п.1 или 2, отличающиеся тем, что добавочный полимер ) представляет собой полимер, который содержит следующие мономерные единицы: Е = акриловая кислота, метакриловая кислота или СН 2=CR-COOR', причем R означает Н-атом или СН 3-группу и R' означает C1-15 алкильный радикал, или С 5-12-циклоалкильный радикал, или С 6-14-арильный радикал иF = стирол или C1-3-алкилзамещенные стиролы,G = один или несколько мономеров формулы I, II или III причем R1, R2 или R3 означают Н-атом, или C1-15 алкильный радикал, или С 5-12-циклоалкильный радикал, или С 6-14-арильный радикал,Н = один или несколько ненасыщенных мономеров, содержащих этиленовые группы, 17 которые могут быть сополимеризованы с Е,и/или с F, и/или с G, из группы, состоящей из метилстирола, винилацетата, эфиров акриловой кислоты, эфиров метакриловой кислоты, которые отличаются от Е, винилхлорида, винилиденхлорида, галогензамещенных стиролов, виниловых эфиров, изопропениловых эфиров и диенов,причем полимер состоит от 30 до 99 вес.% из Е, от 0 до 50 вес.% из F, от 0 до 50 вес.% изG и от 0 до 50 вес.% из Н, причем сумма Е, F, G и Н вместе составляет 100%. 10. Нити с высоким модулем и с малой усадкой по п.9, отличающиеся тем, что полимер состоит от 45 до 97 вес.% из Е, от 0 до 30 вес.% из F, от 3 до 40 вес.% из G и от 0 до 30 вес.% из Н, причем сумма Е, F, G и Н вместе составляет 100%. 11. Нити с высоким модулем и с малой усадкой по п.9 или 10, отличающиеся тем, что полимер состоит от 60 до 94 вес.% из Е, от 0 до 20 вес.% из F, от 6 до 30 вес.% из G и от 0 до 20 вес.% из Н, причем сумма Е, F, G и Н вместе составляет 100%. 12. Способ формования нитей с вытяжкой для получения нитей с высоким модулем и с малой усадкой по пп.1-11, отличающийся тем,что а) полиэфир ), который содержит, как минимум, 85 мол.% поли(С 2-С 4-алкилен)терефталата, и несмешивающийся, термопластически перерабатываемый, аморфный добавочный полимер ), который имеет температуру стеклования в области от 90 до 170 С, причем отношение вязкости расплава добавочного полимера ) к вязкости расплава полиэфирного компонента ) составляет от 1:1 до 7:1,причем они могут содержать от 0 до 5,0 вес.% добавочных веществ ,перемешивают в расплавленном состоянии в статическом смесителе со сдвигом, причем скорость сдвига составляет от 16 до 128 с-1, а произведение скорости сдвига на 0,8 степень времени нахождения в смесителе в секундах устанавливают равным, как минимум, 250; 18 б) из перемешанного расплава стадии а) формуют нити, причем скорость формования нитей составляет от 2500 до 4000 м/мин; и в) формованные нити со стадии б) обрабатывают, подвергают вытяжке, термофиксируют и перематывают,причем концентрацию с добавочного полимера ) в вес.% в полиэфире определяют как функцию заданной скорости формования нити v в м/мин и желательного двойного лучепреломления формованных нитей n, согласно нижеприведенной формуле причем nno,n = двойное лучепреломление формованной нити из полиэфира с добавочным полимером согласно изобретению,no = двойное лучепреломление формованной нити из полиэфира, полученной при условиях формования, согласно изобретению, но без добавочного полимера,х = 1 для добавочных полимеров типов 1 или 3 по п.3 или 9,х = 2,8 для добавочных полимеров типа 2 по п.6 (без акрильного соединения). 13. Способ формования нитей с вытяжкой по п.12, отличающийся тем, что на стадии в) относительную вытяжку DR определяют как функцию скорости формования нити v в м/мин и концентрации с добавочного полимера в вес.%, согласно следующим формулам:f4=-510-4v-2,410-4vс/х+1,46 с/х+3,55 14. Способ формования нитей с вытяжкой,по п.13, отличающийся тем, что на стадии в) скорость намотки равна произведению скорости формования нитей v, относительной вытяжки
МПК / Метки
Метки: высоким, формования, модулем, полиэфирные, усадкой, малой, нити, способ
Код ссылки
<a href="https://eas.patents.su/10-4429-poliefirnye-niti-s-vysokim-modulem-i-s-malojj-usadkojj-i-sposob-ih-formovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Полиэфирные нити с высоким модулем и с малой усадкой и способ их формования</a>
Способ формования и намотки полиэфирных мононитей с применением прядильных добавок, полученные способом формования полиэфирные мононити, текстурирование полиэфирных мононитей в процессе вытягивания иполученные текстурированием в процессе вытягивания объемные полиэфирные мононити
Номер патента: 3882
Опубликовано: 30.10.2003
Авторы: Вандель Дитмар, Дуллинг Ахим, Мирвальдт Ульрих, Кляйн Александер
МПК: D01F 6/92
Метки: способом, вытягивания, применением, иполученные, мононити, процессе, текстурированием, полиэфирных, прядильных, способ, формования, намотки, текстурирование, полученные, объемные, добавок, полиэфирные, мононитей
Формула / Реферат:
1. Способ изготовления и намотки предварительно ориентированных полиэфирных мононитей, состоящих, по меньшей мере, на 90 мас.% от общей массы полиэфирной мононити из полибутилентерефталата (ПБТ) и/или политриметилентерефталата (ПТМТ), предпочтительно из ПТМТ, отличающийся тем, что а) полное вытягивание в процессе формования устанавливают в диапазоне 70-500; б) мононити непосредственно после выхода из фильеры проходят зону задержки охлаждения...
Способ формования и намотки полиэфирных мононитей, полученные способом формования полиэфирные мононити, текстурирование полиэфирных мононитей в процессе вытягивания и полученные текстурированием в процессе вытягивания объемные полиэфирные мононити
Номер патента: 3951
Опубликовано: 30.10.2003
Авторы: Вандель Дитмар, Кляйн Александер, Мирвальдт Ульрих, Дуллинг Ахим
МПК: D01F 6/62
Метки: полиэфирные, полиэфирных, текстурирование, текстурированием, объемные, процессе, способ, способом, вытягивания, полученные, мононитей, формования, намотки, мононити
Формула / Реферат:
1. Способ изготовления и намотки предварительно ориентированных полиэфирных мононитей, состоящих, по меньшей мере, на 90 мас.% от общей массы полиэфирной мононити из полибутилентерефталата (ПБТ) и/или политриметилентерефталата (ПТМТ), предпочтительно из ПТМТ, отличающийся тем, что а) полное вытягивание в процессе формования устанавливают в диапазоне 70-500; б) мононити непосредственно после выхода из фильеры проходят зону задержки охлаждения...
Способ непрерывного получения комплексной эластичной уточной нити из сложного полиэфира для ткани шинного корда
Номер патента: 12
Опубликовано: 30.12.1997
Авторы: Шаффнер Пауль, Фишер Клаус
Метки: комплексной, корда, шинного, эластичной, способ, уточной, полиэфира, сложного, получения, ткани, непрерывного, нити
Формула / Реферат:
1. Способ непрерывного получения комплексной, эластичной уточной нити из элементарных частично ориентированных нитей из сложного полиэфира для ткани шинного корда, отличающийся тем, что элементарную частично ориентированную нить из полиэфира с исходным титром 170-260 дтекс подвергают пневмосоединению посредством находящегося под давлением 0,5-3 бар газа в приборе для пневмосоединения и непосредственно после этого подвергают усадке с опережением...
Тормоз нити и нитеподающее устройство с этим тормозом нити
Номер патента: 426
Опубликовано: 24.06.1999
Авторы: Хорват Аттила, Шмодде Херманн, Леопольд Гунтер, Кауфманн Рихард, Лайнс Эберхард
МПК: D04B 15/48, D03D 47/34, B65H 59/16...
Метки: тормоз, устройство, этим, нити, тормозом, нитеподающее
Формула / Реферат:
1. Тормоз нити, содержащий два податливо прижатых друг к другу нагрузочными органами (46) дискообразных или тарельчатых тормозных элемента (10), между которыми пропускается, по меньшей мере, одна затормаживаемая нить (11) и из которых, по меньшей мере, один тормозной элемент имеет центральное отверстие (44), штифтообразные опорные органы (20), которые проходят через центральное отверстие (44), по меньшей мере, одного тормозного элемента и на...
Способ мокрого формования арамидного полимера, содержащего соли, и волокно, полученное этим способом
Номер патента: 1056
Опубликовано: 28.08.2000
Авторы: Родини Дэвид Дж., Массон Джеймс К., Тай Цунг-Минг, Леонард Ричард Л.
Метки: мокрого, этим, соли, способ, полимера, полученное, содержащего, волокно, арамидного, формования, способом
Формула / Реферат:
1. Способ мокрого формования мета-арамидного полимера из прядильного раствора на основе растворителя, содержащий определенные количества полимера, растворителя, воды и, по крайней мере, 3% по массе соли, который включает следующие стадии: (а) коагулирование полимера в волокно в водном коагуляционном растворе, в котором растворена смесь соли и растворимая так, что концентрация растворителя составляет примерно от 15 до 25 мас.% от массы...
Предыдущий патент: Модифицированные экзосомы и их применение
Следующий патент: Способ получения алканов с использованием метана