Устройство и способ для нанесения покрытий на трубы или части труб
Формула / Реферат
1. Устройство для нанесения на трубу или часть трубы (20) покрытия из полимерного слоя (26), содержащее
аппликатор (22) для нанесения расплава полимера на поверхность трубы или части трубы (20),
валик (24) для прижатия полимера, нанесенного при помощи аппликатора (22), к трубе или части трубы (20), причем указанный валик имеет центральную ось, и
средство для кругового движения аппликатора (22) и валика (24) по периметру трубы или части трубы,
характеризующееся тем, что указанное устройство содержит привод для активного вращения валика (24) вокруг его оси в направлении вращения аппликатора (22).
2. Устройство по п.1, характеризующееся тем, что устройство выполнено с возможностью регулирования скорости вращения валика (24) вокруг своей оси в соответствии со скоростью кругового движения валика (24) вокруг трубы.
3. Устройство по любому из пп.1 или 2, характеризующееся тем, что аппликатор (22), валик (24) и привод валика установлены на одном и том же средстве для кругового движения, выполненном с возможностью перемещения по периметру трубы или части трубы (20).
4. Устройство по любому из пп.1-3, характеризующееся тем, что указанный привод для активного вращения валика (24) представляет собой электромотор.
5. Устройство по любому из пп.1-4, характеризующееся тем, что поверхность валика (24), по меньшей мере частично, выполнена из эластичного материала, такого как кремнийорганический или резиноподобный материал.
6. Устройство по любому из пп.1-5, характеризующееся тем, что поверхность валика (24), по меньшей мере частично, выполнена из твердого материала, такого как полиамид.
7. Устройство по любому из пп.1-6, характеризующееся тем, что валик (24) профилирован вдоль своей центральной оси.
8. Устройство по любому из пп.1-7, характеризующееся тем, что аппликатор (22) выполнен с возможностью формирования пленки из полимерного расплава и подачи указанной пленки в зазор, образованный валиком (24) и поверхностью трубы или части трубы (20).
9. Устройство по любому из пп.1-8, характеризующееся тем, что устройство выполнено с возможностью регулирования скорости нанесения полимера и скорости кругового перемещения средства для кругового движения аппликатора для получения отрицательной скорости фильерной вытяжки полимера.
10. Устройство по любому из пп.1-9, характеризующееся тем, что средство для кругового движения аппликатора представляет собой тележку, и при этом устройство содержит опорные средства, такие как притягивающие и направляющие средства, при помощи которых можно прикрепить тележку к трубе и затем автоматически перемещать по периметру трубы или части трубы.
11. Способ нанесения покрытия из слоя полимера на трубу или часть трубы (20) с использованием устройства по п.1, включающий
нанесение на внешнюю поверхность трубы или части трубы (20) слоя (26) по меньшей мере одного полимерного материала в расплавленном состоянии при помощи аппликатора (22), установленного на тележке, выполненной с возможностью перемещения по периметру трубы или части трубы (20),
перемещение тележки с аппликатором (22) вдоль по меньшей мере части периметра трубы или части трубы (20) для нанесения покрытия из полимерного материала по меньшей мере на часть трубы или части трубы (20),
характеризующийся тем, что в процессе нанесения покрытия валик (24) активно вращают вокруг своей центральной оси в направлении вращения аппликатора (22).
12. Способ по п.11, характеризующийся тем, что круговую скорость вращения валика (24) вокруг своей оси, по существу, устанавливают равной круговой скорости вращения аппликатора (22).
13. Способ по п.11 или 12, характеризующийся тем, что покрытие наносят на кольцевой сварной шов между двумя стальными трубами.
14. Способ по любому из пп.11-13, характеризующийся тем, что указанный полимер представляет собой полиолефин, в частности полиэтилен или полипропилен, или модифицированный полиолефин.
15. Способ по любому из пп.11-14, характеризующийся тем, что вращение валика (24) осуществляют при помощи привода, установленного на подвижной тележке.
16. Способ по любому из пп.11-15, характеризующийся тем, что полимерному слою придают профиль поверхности в аксиальном направлении трубы или части трубы (20), который соответствует профилю валика (24), профилированного вдоль своей центральной оси.
17. Способ по любому из пп.11-16, характеризующийся тем, что полимерную пленку подают из аппликатора (22) между валиком (24) и поверхностью трубы или части трубы (20).
18. Способ по любому из пп.11-17, характеризующийся тем, что полимерный материал наносят из аппликатора (22) с отрицательной скоростью фильерной вытяжки.
19. Способ по любому из пп.11-18, характеризующийся тем, что указанная тележка закреплена на трубе при помощи опорного средства с возможностью ее вращения вокруг трубы.

Текст
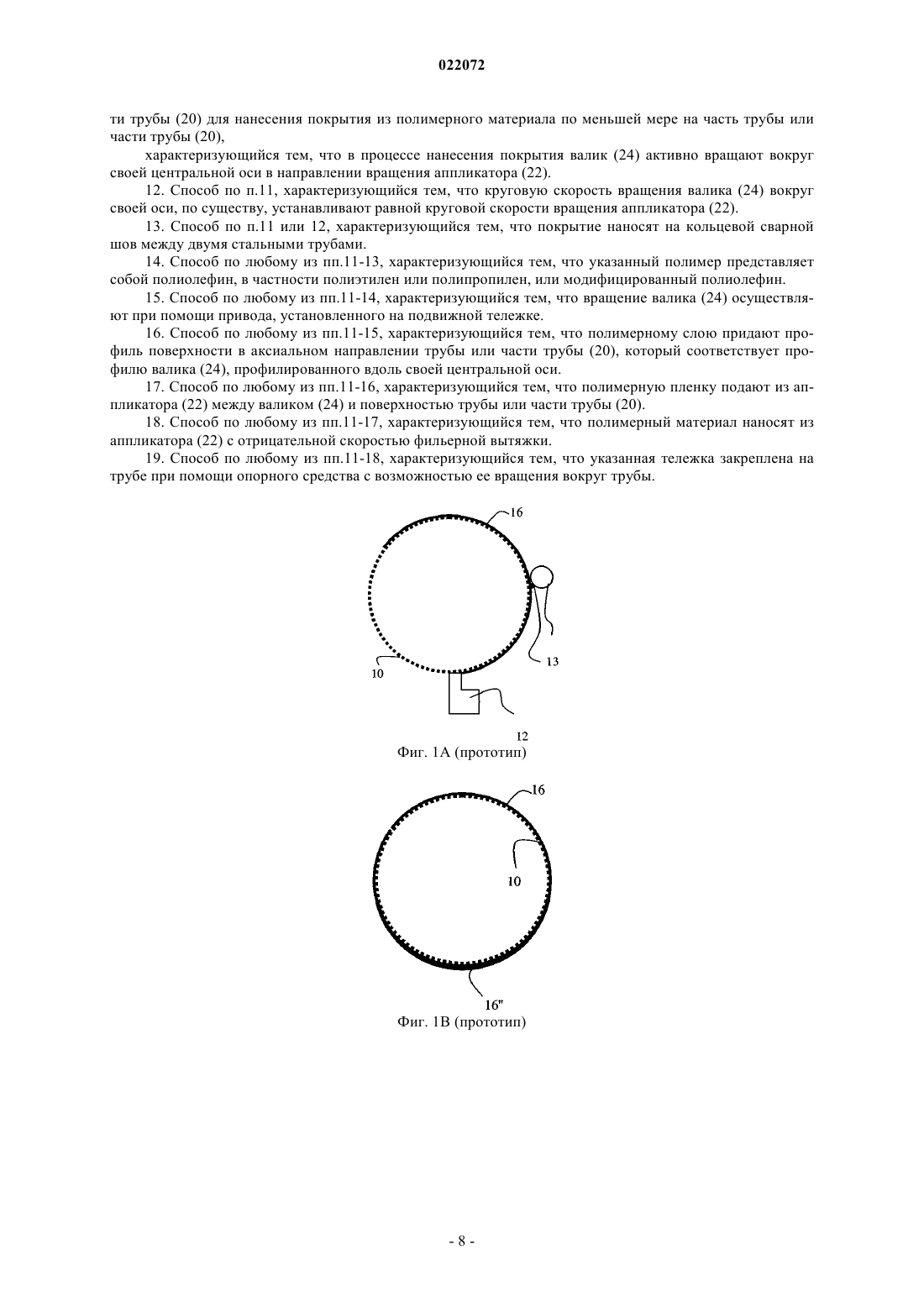
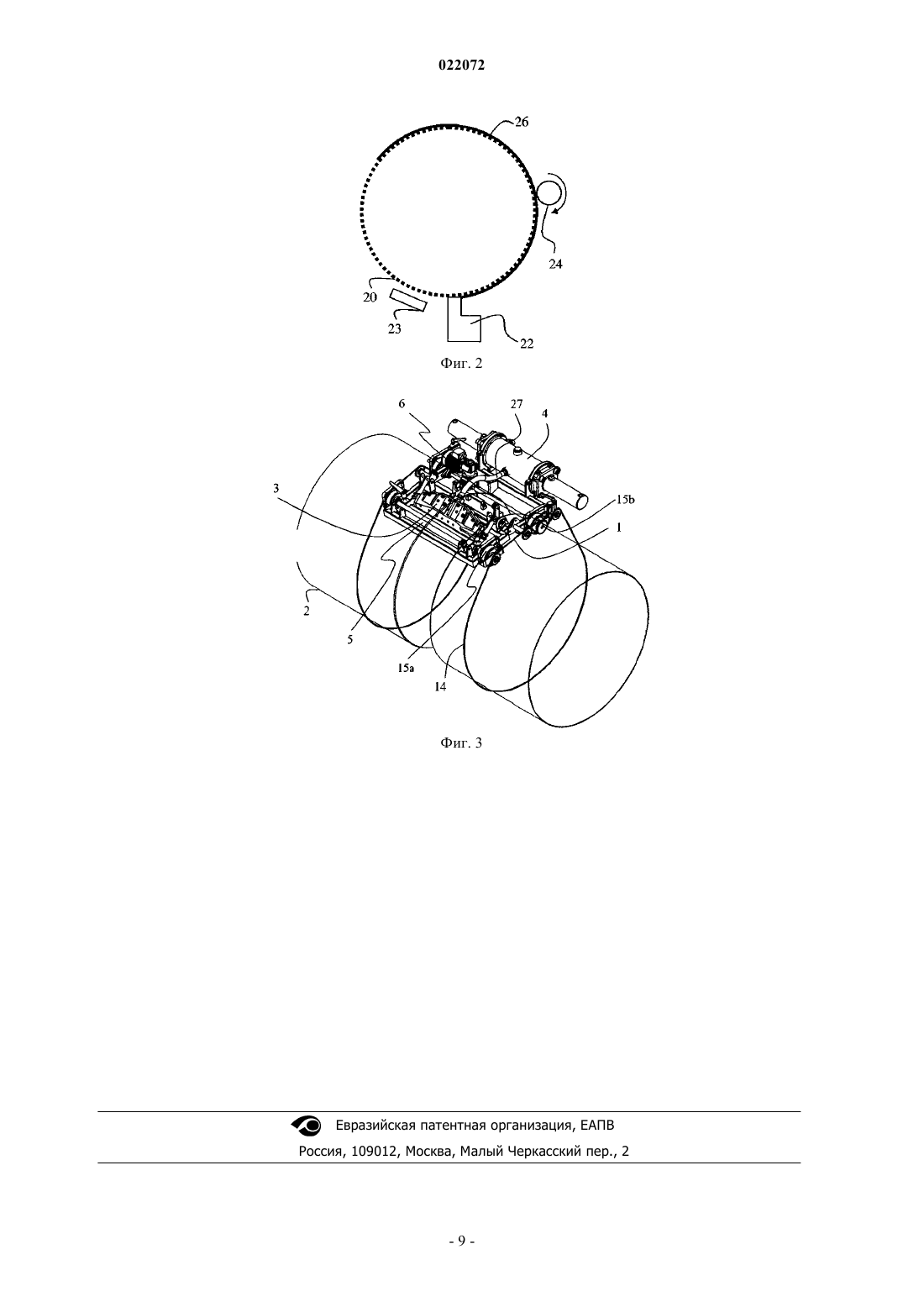
УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ТРУБЫ ИЛИ ЧАСТИ ТРУБ Настоящее изобретение относится к устройству и способу нанесения покрытия из полимерного слоя на трубу или часть трубы. Указанное устройство содержит аппликатор для нанесения полимерного расплава на поверхность трубы или части трубы, валик для прижатия полимера,нанесенного при помощи аппликатора, к трубе или части трубы и средство для кругового перемещения аппликатора и валика по периметру трубы или части трубы. Согласно настоящему изобретению устройство дополнительно содержит привод для вращения валика, в то время как валик движется по периметру трубы или части трубы. При помощи настоящего изобретения,например, можно наносить покрытия более высокого качества на монтажные соединения стальных труб.(71)(73) Заявитель и патентовладелец: УПОНОР ИНФРА ОЮ (FI); БОРЕАЛИС АГ (AT) Уровень техники Настоящее изобретение относится к устройству для нанесения покрытия на трубу или часть трубы. Устройство описанного вида включает средства для нанесения слоя по меньшей мере одного полимерного материала на поверхность трубы или части трубы вдоль по меньшей мере части периметра указанной трубы. Также настоящее изобретение относится к соответствующему способу нанесения покрытия на трубу или часть трубы. Область техники Стальные трубы, покрытые слоями полимеров, таких как полиэтилен или полипропилен, применяли для нефтяных и газовых трубопроводов в течение длительного времени. Указанные виды труб механически прочны и обладают хорошей коррозионной стойкостью в той части трубы, на которую нанесено покрытие. Как правило их сваривают между собой с использованием методики ДСФ (дуговая сварка под флюсом) с образованием трубопровода. Для облегчения сварного соединения труб в местах сборки концевые части трубы обычно оставляют без покрытия на фабрике. На практике, трубы часто покрывают полностью и на более поздней стадии полимеры отслаивают или счищают щеткой с концов трубы. Это называют областью зачистки, длина которой определяется в проектной спецификации, обычно она составляет 150 мм на обоих концах трубы. Монтажные сварные соединения труб, например кольцевые сварные швы, образованные в местах сборки, чувствительны к коррозии. По этой причине необходимо наносить слой покрытия на кольцевой сварной шов и на соседние не имеющие покрытия части труб так, чтобы полностью закрыть сварное соединение и защитить его от влаги и воды в окружающей среде. Следовательно, наносимый полимерный слой перекрывает заводские покрытия на соединенных трубах. Покрытия монтажных соединений традиционно получают при помощи методик литья под давлением или расплавляемой на поверхности ленты. Также применяли ряд других методик, таких как эпоксидное покрытие, полиуретановое покрытие и покрытие вулканизированными лентами или усадочными рукавами. В WO 2008/132279, в котором описаны признаки вводной части независимых пунктов формулы изобретения, описан другой способ и устройство для нанесения покрытия на сварные монтажные соединения при помощи нанесения полимерного материала в виде расплавленной пленки или листа на поверхность трубы или части трубы из подвижной фильеры или головки. Расплавленную пленку или лист полимера наносят на трубу из фильеры, которая установлена на тележке, выполненной с возможностью перемещения вдоль периметра трубы или части трубы. Для разглаживания и раскатывания нанесенного на поверхность полимерного слоя и для улучшения сцепления указанного слоя с трубой или частью трубы предусмотрено выравнивающее устройство, такое как валик. Валик прикладывает силу, в целом, перпендикулярно к слою полимерного материала. Поверхность валика выполнена с возможностью регулировки в направлении центральной оси для соответствия профилю поверхности трубы или части трубы на том участке, на который наносят покрытие. Валик можно также установить на той же подвижной тележке, что и средства для нанесения полимера указанного устройства, т.е. экструзионная головка или щелевая фильера. В WO 01/32316 описано другое устройство для нанесения покрытия на кольцевые сварные швы трубопроводов, снабженное средствами для нанесения покрытия распылением. Превосходно покрытый и смонтированный трубопровод необходимо защитить по всей длине покрытиями одинакового качества, включая заводское покрытие и покрытия монтажных соединений. С использованием большинства коммерческих решений для нанесения покрытий этого в настоящее время достичь невозможно. Некоторые системы (например, литье под давлением и машинная оклейка лентой) дают относительно хорошую защиту, но из-за их технических решений не подходят для применения в полевых условиях и/или не могут применяться для широкого ряда различных размеров труб. При нанесении покрытий на монтажные соединения с использованием описанной выше методики расплавленной пленки важно наносить достаточное количество полимера и тщательно соблюдать правила сварки пластиковых труб, т.е. время, температуру и давление. Чтобы избежать провисание полимерной пленки, необходимо прикладывать к ней большое давление при помощи валика. Однако таким образом легко уменьшить толщину пленки в области сварного шва до нежелательной степени. Другая проблема состоит в том, что валик установлен так, что скользит вдоль трубы и толкает полимерное покрытие, таким образом уменьшая качество покрытия. Указанные эффекты проиллюстрированы на фиг. 1 А и 1 В. На фиг. 1 А показана схема нанесения покрытия согласно WO 2008/132279. Труба обозначена числом 10. Полимер наносят на трубу из фильеры для нанесения 12 и выравнивают при помощи валика 13. Таким образом, получают полимерный слой 16. Однако расплавленный полимер скапливается перед валиком, см. наплыв 16', что приводит к получению неровного и нестабильного полимерного слоя. Другой проблемой, связанной с уровнем техники, является провисание полимера между направлениями на 4 и на 8 часов, т.е. более толстый слой полимера в нижней части трубы, см. провисание 16" на фиг. 1 В. Следовательно, традиционные способы и устройства не являются оптимальными, по меньшей мере,для нанесения относительно толстых слоев полимера, в частности полиолефина (ПО) или модифициро-1 022072 ванного полиолефина. Краткое описание изобретения Задачей настоящего изобретения является обеспечение устройства для нанесения покрытия, которое решает по меньшей мере некоторые из обсуждавшихся выше проблем. В частности, задачей является обеспечить устройство для нанесения покрытий из расплавленной пленки на монтажные соединения,которое способно давать покрытия более высокого качества. Дополнительные задачи включают обеспечение устройства, хорошо подходящего для полевых условий и для получения более толстых слоев полимерных покрытий. Также задачей настоящего изобретения является обеспечение нового способа нанесения покрытий,подходящий для нанесения покрытий на монтажные соединения. В основе настоящего изобретения лежит идея предложенного устройства, содержащего аппликатор для нанесения расплава полимера на поверхность трубы или части трубы,валик для прижатия полимера, нанесенного при помощи аппликатора, к трубе или части трубы,средство для перемещения по окружности аппликатора и валика вдоль периметра трубы или части трубы и привод для активного вращения валика вокруг его центральной оси с заранее заданной скоростью, в то время как валик движется по окружности вдоль периметра трубы или части трубы. Полимер предпочтительно наносят из щелевой фильеры, при этом зазор указанной фильеры может быть переменным или постоянным. Также возможны специальные конструкции указанной фильеры. Валик также обычно плоский, но также можно применять валики с изменяемой геометрией, как будет более подробно описано ниже. В частности, устройство может содержать подвижную тележку, выполненную с возможностью перемещения вдоль периметра трубы или части трубы, при этом аппликатор и валик - и обычно также привод валика - установлены на подвижной тележке. Предпочтительно скорость вращения валика можно регулировать в соответствии со скоростью перемещения подвижной тележки. Аппликатор может представлять собой фильеру, такую как щелевая фильера, выполненная с возможностью подачи пленки расплава полимера между валиком и трубой. Благодаря применению валика, снабженного активным приводом, можно избежать проблемы, связанной со скольжением и наблюдающейся в результате потерей качества. Практика показала, что простой свободно вращающийся валик не может давать покрытия желаемого качества, особенно при большой толщине покрытия. Большая толщина покрытия требует нанесения большего количества материала из фильеры на область сварки. Однако наличие большого количества расплавленного полимера перед валиком и одновременное приложение необходимого давления при помощи валика приводит к проскальзыванию или скольжению валика и невозможности получить приемлемое покрытие. Авторы настоящего изобретения обнаружили, что можно выполнить требования, касающиеся качества, и обеспечить достаточную толщину слоя в области сварного шва путем снабжения валика приводом. Соответствующим образом регулируя скорость вращения валика вместе со скоростью подвижной тележки, можно получить одновременно желаемую толщину слоя и желаемое качество. Способ согласно настоящему изобретению покрытия трубы или части трубы слоем полимера, в целом, включает в комбинации следующие стадии: обеспечение трубы или части трубы, имеющей внешнюю поверхность, определяемую как периметр трубы или части трубы,нанесение на внешнюю поверхность трубы или части трубы слоя по меньшей мере одного полимерного материала в расплавленном состоянии при помощи головки или фильеры, установленной на тележке, выполненной с возможностью перемещения вдоль периметра трубы или части трубы,перемещение тележки вдоль по меньшей мере части периметра для нанесения полимерного материала по меньшей мере на часть трубы или части трубы и во время перемещения тележки прижатие нанесенного полимерного материала к трубе или части трубы при помощи валика, который активно вращается для предотвращения или уменьшения скольжения валика по полимеру. Более точно настоящее изобретение определено в независимых пунктах формулы изобретения. Предпочтительно скорость вращения валика регулируют в зависимости от скорости перемещения тележки. В частности, круговая скорость валика может соответствовать круговой скорости движения тележки на внешней поверхности нанесенного полимерного слоя. Другими словами, согласно одному из вариантов реализации взаимная скорость поверхности полимерного слоя и поверхности валика в области их взаимодействия минимизирована, что приводит, по существу, к отсутствию проскальзывания или скольжения. В дополнение к возможности получения более толстых слоев полимерных покрытий высокого качества согласно настоящему изобретению предложено множество других преимуществ. Поскольку валик активно вращают, нанесение покрытия можно начинать автоматически путем нанесения полимера из фильеры в зазор, образованный трубой и валиком. Поскольку на этой стадии не требуется ручных опера-2 022072 ций, минимизирован риск несчастных случаев и обеспечено качество покрытия в области начала нанесения покрытия. Кроме того, поскольку не требуется вытягивания пленки из фильеры, легче получить желаемую толщину покрытия на протяжении всей окружности трубы. Активно вращаемый валик помогает расширить возможные эксплуатационные характеристики устройства для нанесения покрытия. В частности, можно ослабить взаимозависимость скорости нанесения полимера и скорости вращения устройства. При помощи настоящего изобретения можно наносить полимер более тонким слоем путем более быстрого вращения тележки и растягивания экструдированной пленки (положительная фильерная вытяжка), а также наносить полимер более толстым слоем путем при более медленном вращении тележки и накоплении полимерной пленки (отрицательная фильерная вытяжка). В случае отрицательной фильерной вытяжки при отсутствии привода валика вращение останавливалось бы и начиналось скольжение для разглаживания полимера наподобие строгального станка. Однако благодаря приводу валик переползает через более толстый слой, прикатывая его к трубе и заполняя монтажное соединение до той же толщины, что и заводское покрытие. Поскольку валик способен "наползать", наплыва перед валиком не возникает. Нулевая скорость фильерной вытяжки соответствует ситуации, когда не происходит растягивания или накопления полимера, а наносящий покрытие аппарат движется с той же скоростью, с которой полимер экструдируют из фильеры. Благодаря возможности получения более толстых покрытий, чем раньше, можно также уменьшить число оборотов, необходимых для получения герметичного уплотнения. Следовательно, при помощи средств согласно настоящему изобретению можно уменьшить время, необходимое для нанесения покрытия на монтажное соединение. Форма и свойства валика, а также расстояние между валиком и трубой могут быть разработаны для каждого отдельного случая таким образом, что на сварной шов всегда будет наноситься достаточное количество материала. Широкого перекрывания с заводским покрытием не требуется, поскольку нанесенный слой сваривается со скошенным краем заводского покрытия достаточно надежно для обеспечения герметичности покрытия монтажного соединения. Валик обычно захватывает область заводского покрытия, таким образом, участвуя в получении гладкого шва между покрытием монтажного соединения и заводским покрытием. Отсутствие более толстой области перекрывания облегчает работу с трубой, например, на барабанных основаниях и при горизонтальном бурении. Подвижную тележку можно прикрепить к трубе при помощи подходящей опорной конструкции,после чего она может автоматически двигаться вокруг трубы, будучи прикрепленной к корпусу трубы. Краткое описание чертежей На фиг. 1 А (прототип) показана схема нанесения покрытий согласно наиболее близкому прототипу. На фиг. 1 В (прототип) показана труба, снабженная толстым слоем покрытия, которое провисло. На фиг. 2 показана схема нанесения покрытия согласно одному из вариантов реализации настоящего изобретения. На фиг. 3 показан подробный вид в перспективе устройства для нанесения покрытия согласно одному из вариантов реализации. Подробное описание предпочтительных вариантов реализации Согласно настоящему изобретению пленку расплавленного полимера наносят на поверхность трубы или части трубы и выравнивают после нанесения при помощи активно приводимого в движение валика, выполненного с возможностью вращения вокруг своей центральной оси (называемого "вращением") и вокруг трубы (называемого "круговым движением"). Термин "активно приводимый в движение" или "активное вращение" означает, что валик не свободно вращается вокруг своей центральной оси только под действием сил трения и вязкости на поверхности соприкосновения полимерного слоя и валика, а прикладывают внешнюю энергию для вращения валика с заданной скоростью. Термин "круговое движение" включает также спиралевидное движение. Путем выравнивания полимерного материала возможно обеспечить хорошую адгезию полимера к трубе и регулировать толщину слоя так, чтобы она соответствовала заранее выбранной, т.е. желаемой или определенной, толщине покрытия. Кроме того, при помощи выравнивания можно устранить любые воздушные карманы между слоем полимера и поверхностью, на которую нанесено покрытие, и получить плотное и герметичное покрытие. Согласно одному из вариантов реализации привод представляет собой электромотор. Мотор может быть установлен непосредственно на продольной оси валика, или мотор может быть установлен на другой оси, при этом предусмотрены подходящие средства механической передачи, например ремень, цепь, колеса или зубчатая передача, между мотором и валиком. Согласно предпочтительному варианту реализации тележку перемещают вдоль периметра трубы или части трубы так, чтобы расстояние от валика до поверхности трубы, по существу, соответствовало заранее выбранной толщине полимерного покрытия. Предпочтительно, чтобы тележка перемещалась по меньшей мере на 180 и, в частности, по меньшей мере на 360 вдоль периметра трубы или части трубы для получения полимерного слоя, покрывающего половину или всю внешнюю поверхность вдоль периметра. Обычно тележку вращают вокруг трубы в плоскости, перпендикулярной продольной оси трубы, для получения одного местного слоя многослойного покрытия. Однако согласно одному из вариантов реали-3 022072 зации допускают возможность нескольких последовательно наматываемых слоев, например, путем движения тележки по спиральной траектории вдоль периметра трубы или части трубы для получения полимерного слоя. В таком случае особенно выгодно, чтобы каждый следующий слой частично перекрывал предыдущий слой, благодаря чему можно получить плотный и герметичный защитный слой. Для достижения спиралевидной траектории тележку или трубу можно перемещать в продольном направлении во время нанесения покрытия. Скорость тележки можно свободно регулировать. В зависимости от толщины пленки и от расхода полимерного материала она обычно находится в диапазоне примерно от 0,01 до 20 м/мин, например примерно от 0,1 до 5 м/мин, в частности примерно от 0,3 до 2 м/мин, такой же обычно является скорость вращения поверхности валика. Согласно предпочтительному варианту реализации подвижной тележкой можно управлять для движения вокруг периметра трубы или части трубы при помощи притягивающих и направляющих средств. Что касается настоящего варианта реализации, а также альтернативных вариантов реализации,относящихся к конструкции и действию тележки, изобретатели ссылаются на WO 2008/132279, релевантные части которого включены в настоящую заявку посредством ссылки. Валик, выполненный с возможностью вращения, закреплен на подвижной тележке так, чтобы поверхность валика была способна следовать за верхней поверхностью трубы или части трубы таким образом, чтобы валик плотно разглаживал полимерный слой по поверхности. На толщину полимерного слоя - и на прилипание слоя к поверхности трубы или части трубы - также воздействует валик. Следовательно, валик обычно прикладывает силу в целом перпендикулярно полимерному материалу. Согласно предпочтительному варианту реализации, уже упомянутому выше, валик установлен на той же подвижной тележке, что и экструзионная головка/щелевая фильера. Однако при желании валик можно установить на второй подвижной тележке, которая следует за первой подвижной тележкой. Согласно одному из вариантов реализации пленку экструдируют из щелевой фильеры на валик и переносят с валика на внешнюю поверхность трубы или части трубы. В описанном случае валик действует как часть устройства для нанесения и дополнительно разглаживает и выравниваетпленку во время перенесения пленки на поверхность трубы или части трубы. Альтернативно, пленку можно экструдировать непосредственно на трубу или часть трубы, например, при помощи бесконтактного нанесения покрытия (такого как нанесение покрытия наливом). Согласно еще одному альтернативному варианту реализации пленку экструдируют непосредственно в зазор, образуемый между валиком и трубой или частью трубы. Путем подачи полимера непосредственно на поверхность валика или в зазор можно эффективно предотвратить образование воздушных зазоров под покрытием. Валик прикладывает к полимеру давление, достаточное для введения полимера во все неровности трубы, включая возможные скашивания кромок заводских покрытий трубы. Благодаря нагреванию образуется сварное соединение между заводским покрытием и покрытием, нанесенным в полевых условиях. Практически, достаточное количество полимерной массы и приложенное к ней давление можно гарантировать, если принять меры к тому, чтобы нанесенное в полевых условиях покрытие имело толщину, по меньшей мере, равную толщине заводского покрытия, предпочтительно немного превосходящую толщину заводского покрытия. Пленка полимера может иметь любые желаемые размеры, но обычно она имеет толщину в диапазоне от 0,01 до 10 мм, предпочтительно примерно от 0,14 до 7 мм, в частности примерно от 0,5 до 5 мм. Было обнаружено, что активное вращение валика особенно важно в случае отрицательных скоростей фильерной вытяжки, когда увеличиваются как количество полимера перед валиком, так и его склонность к проскальзыванию. Ширина пленки составляет примерно от 1 до 1500 мм, предпочтительно примерно от 5 до 1250 мм, в частности примерно от 10 до 1000 мм. Длина преимущественно составляет примерно от 1/4 периметра примерно до 20-кратной длины периметра, хотя ограничения отсутствуют. Как правило, для закрытия сварного монтажного соединения достаточно от 1 до 10 последовательных слоев частично перекрывающихся полимерных пленок. Другой возможностью наносить покрытие на монтажные соединения, в частности, когда заводское покрытие действительно толстое, 10-100 мм или даже больше, или заполнять отверстия или неровности на поверхности трубы, является выпуск достаточного количества материала из фильеры, а затем прижатие (прикатывание) материала к корпусу трубы при помощи валика. Следовательно, не требуется непрерывное нанесение полимера. Это можно назвать нанесением с использованием методики отрицательной фильерной вытяжки. Покрытие может содержать пленку только одного полимерного материала, но также может быть образовано многослойной структурой, в которой присутствуют пленки двух или нескольких полимерных материалов. По меньшей мере одна пленка может представлять собой вспененный полимер. Обычно поверхность или верхний слой покрытия состоит из твердого полимерного слоя. Валик можно изготовить различными способами. Согласно одному из вариантов реализации валик имеет равномерную толщину, т.е. не профилирован. Согласно альтернативному варианту реализации поверхность валика профилирована в направлении его центральной оси, чтобы поверхность валика соответствовала профилю поверхности трубы или части трубы в той области, на которую будут наносить покрытие. Для указанной цели валик можно сформировать при помощи цельного валика/цилиндра, который можно профилировать. То есть поверхность валика однородная, но сформирована для создания специального профиля по всей длине. Согласно одному из вариантов реализации валик образован несколькими цилиндрическими частями с одинаковыми или даже с несколько различными диаметрами. Так, валик может быть изготовлен из сегментов, благодаря чему его можно настраивать в зависимости от проекта(ширина, форма сварного шва, угол скошенной кромки, необходимость/характеристики перекрывания). Также можно благодаря выполнению валика из сегментов задать различную жесткость в различных местах. Также возможно применять два или три валика с различной жесткостью для определенных целей. Согласно одному из вариантов реализации валик содержит эластичную поверхность, которую можно получить путем применения кремнийорганических или резиноподобных материалов. Таким образом,поверхность приспосабливают к адгезивным свойствам расплава полимера, чтобы обеспечить легкое разъединение. Как правило, твердость по Шору А эластичной поверхности составляет примерно от 10 до 30. Однако было обнаружено, что благодаря применению активного привода валика можно применять валики с твердой поверхностью (например, полиамид). В частности, было показано, что активный привод в сочетании с отрицательной скоростью фильерной вытяжки смягчает требования к свойствам поверхности валика. Согласно одному из вариантов реализации способ согласно настоящему изобретению применяют для получения полимерного слоя, имеющего заранее заданную ширину, при этом материал наносят на поверхность трубы или части трубы при помощи щелевой фильеры, имеющей ширину щелевого зазора,по существу, соответствующую заранее заданной ширине слоя. Как уже указано выше, полимерный материал наносят в виде расплавленной пленки. Нанесение полимера обычно осуществляют при помощи фильеры, такой как "экструзионная головка" или "экструзионная фильера", выполненной с возможностью придания расплавленному полимеру формы полимерной пленки, имеющей ширину, по существу, соответствующую заранее заданной ширине слоя покрытия. Можно применять любую фильеру, такую как щелевая фильера, выполненную с возможностью получения пленки или листа из применяемого расплавленного полимерного материала, и все они включены в определение "экструзионной головки" или "экструзионной фильеры". Т.е. указанный термин предназначен обозначать любую головку или фильеру, выполненную с возможностью создания пленки из расплавленного полимера. Естественно, можно также применять головки или фильеры для создания многослойных пленок. Как известно в указанной области техники, поперечное сечение канала потока на входе в щелевую фильеру обычно представляет собой круг или прямоугольник с малым соотношением сторон. В фильере это исходное поперечное сечение постепенно превращается в прямоугольник с большим соотношением сторон, необходимый для экструзии листа. Геометрия канала в щелевой фильере разработана так, чтобы обеспечить равномерную скорость на выходе из фильеры. Фильера присоединена по меньшей мере к одному источнику расплавленного полимерного материала. Указанный источник обычно выбран из группы, состоящей из экструдеров, обогреваемых шнековых смесителей и контейнеров для хранения. Для получения многослойной пленки возможно присоединить фильеру к двум или нескольким источникам полимерного материала. Соответственно, количество экструдируемого полимера можно контролировать различными путями. Можно регулировать зазор фильеры, например, при помощи подходящих винтов, при помощи сменных промежуточных частей (мундштуков) или всей фильеры, которую можно заменять фильерой с другой геометрией. Одним из типичных источников расплавленного полимера является обычный экструдер, в котором исходный материал, содержащий гранулы полимера, нагревают перед подачей в питающий шнек экструзионного устройства. Возможно присоединить фильеру к экструдеру для непосредственной подачи расплавленного полимера в фильеру. Экструдер можно заменить обогреваемым шнековым смесителем, который можно заполнить гранулами полимера и в котором можно расплавить полимер. Такой шнековый смеситель может быть установлен на тележке. Что касается альтернативных вариантов реализации, связанных с конструкцией и действием фильеры или экструдера, мы ссылаемся на WO 2008/132279, релевантные части которого включены в настоящую заявку посредством ссылки. Согласно предпочтительному варианту реализации полимерный материал наносят на поверхность,включающую, по меньшей мере частично, не снабженную покрытием часть металлической трубы с полимерным покрытием, такой как стальная труба. Часть трубы может включать кольцевой сварной шов между двумя соседними трубами, сваренными между собой. Кольцевой сварной шов и прилегающие части стальной трубы без покрытия, включая торцевые поверхности полимерного покрытия, снабжают покрытием для герметичной изоляции кольцевого сварного шва от воздуха, влажности и воды. Другие применения настоящего способа включают ремонт полимерных покрытий, нанесение покрытий практически на любые полимерные трубы, а также трубы из материалов, отличных от полимеров или металлов. Во всех приведенных выше применениях на трубу или часть трубы наносят покрытие по меньшей мере из одного термопластичного полимера, например полимера, выбранного из группы, состоящей из полиолефинов, в частности полиэтилена и полипропилена, и модифицированных полиолефинов. Одним из особенно интересных классов полимеров являются полимеры, образованные из обособленных полиолефинов, более подробно описанных в ЕР 1859926, релевантные части которого включены в настоящую заявку посредством ссылки. Такие полиолефины содержат группы, способствующие адгезии, в частности полярные группы, например группы, выбранные из группы акрилатов, таких как метилакрилаты, метилметакрилаты, пропилакрилаты, бутилакрилаты, карбоновых кислот, таких как малеиновая кислота, и аминов. Другие полимеры, в частности полимеры со способствующими адгезии (полярными) группами,и процессы получения указанных полимеров для целей настоящего изобретения описаны в WO 2008/132279, релевантные части которого включены в настоящую заявку посредством ссылки. Как правило, все полимерные соединения, описанные в указанном документе, можно применять совместно с устройством для нанесения покрытия согласно настоящему изобретению. Обсуждаемые выше способы предпочтительно осуществляют, вначале нагревая внешнюю поверхность трубы или части трубы. Благодаря нагреванию поверхности можно добиться лучшей адгезии пленки к внешней поверхности. Температуру выбирают в зависимости от свойств полимера и от времени нагревания. В общем случае нет необходимости нагревать поверхность до температуры плавления полимера. Предпочтительно поверхность трубы перед нанесением покрытия нагревают до температуры в диапазоне от 80 до 300 С. Нагревание можно проводить вручную. Один из предпочтительных вариантов реализации включает нагревание поверхности при помощи нагревательного средства, установленного на тележке. Указанное нагревательное средство предпочтительно установлено перед валиком и фильерой в направлении движения тележки. Перед нанесением покрытия на поверхность возможно модифицировать поверхность трубы или части трубы путем осуществления контакта поверхности с праймером для улучшения сцепления между полимерным слоем и поверхностью. Естественно, перед любой другой обработкой поверхность предварительно очищают. Очистку можно проводить, например, при помощи дробеструйной или пескоструйной обработки. Диаметры труб могут в общем случае варьироваться примерно от 100 до 3500 мм. Обычно в особенно предпочтительном варианте реализации, в котором настоящее изобретение применяют для нанесения покрытий на выполненные в полевых условиях соединения между трубами с полиолефиновым покрытием, диаметры труб находятся в диапазоне примерно от 100 до 1500 мм. Следует отметить, что хотя настоящее изобретение обычно применяют для труб с круговым поперечным сечением, можно также применять настоящее изобретение для нанесения покрытий по периметру труб других форм. Следует отметить, что согласно одному из вариантов реализации, относительное перемещение тележки и трубы можно также осуществить путем вращения трубы, при этом тележка находится в неподвижном положении. Однако в указанном варианте реализации валик также активно вращают для получения преимуществ согласно настоящему изобретению. Указанный вариант реализации можно применять, например, в помещениях, на заводах. На фиг. 2 показаны основные компоненты типичного устройства для нанесения покрытий. Трубу 20 нагревают при помощи нагревателя устройства 23. Нагреватель 23 может представлять собой индукционный нагреватель. Полимер наносят при помощи аппликатора 22. Активно вращаемый валик 24 вращают вместе с аппликатором 22 для выравнивания нанесенного полимерного материала, чтобы получить ровный полимерный слой 26, перекрывающий заводское покрытие (не показано) трубы 20. Кроме того,устройство содержит опорную конструкцию (не показана), на которой установлены вышеуказанные части и средства для прикрепления устройства к трубе и для перемещения вокруг трубы. На фиг. 3 показан более подробный вид устройства для нанесения покрытий. На фиг. 3 применяют следующие позиционные обозначения: 1 - рама,2 - труба,3 - блок головки,4 - питающий цилиндр,5 - выравнивающий валик,6 - двигатель,14 - цепь,15 а, 15b - колеса,27 - напорный шланг. Как показано на фиг. 3, настоящее подвижное устройство для нанесения покрытий содержит раму 1, опирающуюся на два комплекта колес 15, для перемещения по поверхности трубы 2. Тележка 1, 15 а,15b притянута ремнями к трубе 2 при помощи по меньшей мере одной цепи 14 (в варианте реализации,показанном на чертеже, имеются две цепи), расположенной петлеобразно вокруг трубы и имеющей дли-6 022072 ну больше, чем окружность трубы 2. Тяговая цепь 14 зацепляется за колеса цепной передачи на раме, по меньшей мере, некоторые из указанных колес жестко установлены на той же оси (стержне), что и колеса 15, и удерживаются на месте при помощи стопорных колец. Устройство натяжения цепи предусмотрено для поддержания натяжения цепи, подходящего для удерживания тележки 1, 15 а, 15b, прижатой к поверхности. В направлении движения тележка 1, 15 а, 15b включает нагревательное устройство (не показано) в виде излучающего нагревательного устройства, такого как ИК-излучатель, или индукционного нагревательного устройства. После нагревательного средства расположена щелевая фильера 3, в которую подают полимерный расплав из цилиндра 4, который можно заполнять рассчитанным количеством полимерного расплава, необходимым для нанесения покрытия на заранее заданную поверхность трубы. Цилиндр 4 и фильера 3 соединены напорным шлангом 27. Цилиндр снабжен устройством для опорожнения, например, поршнем, который выталкивает полимерный расплав из цилиндра 4 через напорный шланг 27 в фильеру 3. Вблизи передних колес 15 а находится выравнивающий валик 5, который переносит полимерную пленку, экструдированную из фильеры 3, на поверхность трубы 2. Валик 5 снабжен приводом (не показан), прижатым пружиной (не показана), прижимающей валик к поверхности трубы. Для более подробного описания основной конструкции устройства мы сошлемся на WO 2008/132279,релевантные части которого включены в настоящую заявку посредством ссылки. Описанные выше варианты реализации, примеры и присоединенные фигуры не являются ограничительными и приведены только в иллюстративных целях. Объем изобретения следует понимать как полный объем следующей формулы изобретения, с учетом эквивалентов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для нанесения на трубу или часть трубы (20) покрытия из полимерного слоя (26), содержащее аппликатор (22) для нанесения расплава полимера на поверхность трубы или части трубы (20),валик (24) для прижатия полимера, нанесенного при помощи аппликатора (22), к трубе или части трубы (20), причем указанный валик имеет центральную ось, и средство для кругового движения аппликатора (22) и валика (24) по периметру трубы или части трубы,характеризующееся тем, что указанное устройство содержит привод для активного вращения валика (24) вокруг его оси в направлении вращения аппликатора (22). 2. Устройство по п.1, характеризующееся тем, что устройство выполнено с возможностью регулирования скорости вращения валика (24) вокруг своей оси в соответствии со скоростью кругового движения валика (24) вокруг трубы. 3. Устройство по любому из пп.1 или 2, характеризующееся тем, что аппликатор (22), валик (24) и привод валика установлены на одном и том же средстве для кругового движения, выполненном с возможностью перемещения по периметру трубы или части трубы (20). 4. Устройство по любому из пп.1-3, характеризующееся тем, что указанный привод для активного вращения валика (24) представляет собой электромотор. 5. Устройство по любому из пп.1-4, характеризующееся тем, что поверхность валика (24), по меньшей мере частично, выполнена из эластичного материала, такого как кремнийорганический или резиноподобный материал. 6. Устройство по любому из пп.1-5, характеризующееся тем, что поверхность валика (24), по меньшей мере частично, выполнена из твердого материала, такого как полиамид. 7. Устройство по любому из пп.1-6, характеризующееся тем, что валик (24) профилирован вдоль своей центральной оси. 8. Устройство по любому из пп.1-7, характеризующееся тем, что аппликатор (22) выполнен с возможностью формирования пленки из полимерного расплава и подачи указанной пленки в зазор, образованный валиком (24) и поверхностью трубы или части трубы (20). 9. Устройство по любому из пп.1-8, характеризующееся тем, что устройство выполнено с возможностью регулирования скорости нанесения полимера и скорости кругового перемещения средства для кругового движения аппликатора для получения отрицательной скорости фильерной вытяжки полимера. 10. Устройство по любому из пп.1-9, характеризующееся тем, что средство для кругового движения аппликатора представляет собой тележку, и при этом устройство содержит опорные средства, такие как притягивающие и направляющие средства, при помощи которых можно прикрепить тележку к трубе и затем автоматически перемещать по периметру трубы или части трубы. 11. Способ нанесения покрытия из слоя полимера на трубу или часть трубы (20) с использованием устройства по п.1, включающий нанесение на внешнюю поверхность трубы или части трубы (20) слоя (26) по меньшей мере одного полимерного материала в расплавленном состоянии при помощи аппликатора (22), установленного на тележке, выполненной с возможностью перемещения по периметру трубы или части трубы (20),перемещение тележки с аппликатором (22) вдоль по меньшей мере части периметра трубы или час-7 022072 ти трубы (20) для нанесения покрытия из полимерного материала по меньшей мере на часть трубы или части трубы (20),характеризующийся тем, что в процессе нанесения покрытия валик (24) активно вращают вокруг своей центральной оси в направлении вращения аппликатора (22). 12. Способ по п.11, характеризующийся тем, что круговую скорость вращения валика (24) вокруг своей оси, по существу, устанавливают равной круговой скорости вращения аппликатора (22). 13. Способ по п.11 или 12, характеризующийся тем, что покрытие наносят на кольцевой сварной шов между двумя стальными трубами. 14. Способ по любому из пп.11-13, характеризующийся тем, что указанный полимер представляет собой полиолефин, в частности полиэтилен или полипропилен, или модифицированный полиолефин. 15. Способ по любому из пп.11-14, характеризующийся тем, что вращение валика (24) осуществляют при помощи привода, установленного на подвижной тележке. 16. Способ по любому из пп.11-15, характеризующийся тем, что полимерному слою придают профиль поверхности в аксиальном направлении трубы или части трубы (20), который соответствует профилю валика (24), профилированного вдоль своей центральной оси. 17. Способ по любому из пп.11-16, характеризующийся тем, что полимерную пленку подают из аппликатора (22) между валиком (24) и поверхностью трубы или части трубы (20). 18. Способ по любому из пп.11-17, характеризующийся тем, что полимерный материал наносят из аппликатора (22) с отрицательной скоростью фильерной вытяжки. 19. Способ по любому из пп.11-18, характеризующийся тем, что указанная тележка закреплена на трубе при помощи опорного средства с возможностью ее вращения вокруг трубы.
МПК / Метки
МПК: B05D 1/26, B29C 47/04, B05D 3/02, B23K 9/028, B29C 35/08, B29C 35/04, B29C 47/02
Метки: части, трубы, покрытий, труб, способ, устройство, нанесения
Код ссылки
<a href="https://eas.patents.su/10-22072-ustrojjstvo-i-sposob-dlya-naneseniya-pokrytijj-na-truby-ili-chasti-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство и способ для нанесения покрытий на трубы или части труб</a>
Способ и устройство для нанесения покрытий на трубы и участки труб
Номер патента: 21450
Опубликовано: 30.06.2015
Авторы: Сьёберг Свен, Смотт Рауно, Лейден Лейф
МПК: B29C 47/02, F16L 58/10, B23K 9/028...
Метки: участки, труб, способ, покрытий, устройство, трубы, нанесения
Формула / Реферат:
1. Способ нанесения покрытия на трубу (2; 30) или участок трубы в виде слоя по меньшей мере одного полимера, согласно которомуобеспечивают наличие трубы (2; 30) или участка трубы, имеющей внешнюю поверхность;создают полимерную пленку посредством фильеры (3), соединенной с источником расплавленного полимера и установленной на подвижной тележке (1, 15а, 15b; 36);наносят созданную полимерную пленку на внешнюю поверхность трубы или участка трубы...
Устройство для газодинамического нанесения покрытий и способ нанесения покрытий
Номер патента: 11084
Опубликовано: 30.12.2008
Авторы: Шкодкин Александр Викторович, Каширин Александр Иванович, Клюев Олег Федорович
МПК: C23C 2/04
Метки: устройство, покрытий, способ, газодинамического, нанесения
Формула / Реферат:
1. Устройство для газодинамического нанесения покрытий, включающее нагреватель сжатого газа; сверхзвуковое сопло, непосредственно соединенное с нагревателем газа и содержащее горло, расположенное между сужающимся и расширяющимся участками; узел подачи порошков в сопло, в котором элементы для ввода порошков размещены после горла сопла, отличающееся тем, что узел подачи порошков в сопло содержит один или несколько порошковых питателей, соединенных...
Способ и устройство нанесения покрытия на трубы
Номер патента: 16663
Опубликовано: 30.06.2012
Авторы: Смэт Рауно, Сьёберг Свен, Лейден Лейф
МПК: B29C 63/06, F16L 13/02, F16L 58/10...
Метки: трубы, способ, устройство, покрытия, нанесения
Формула / Реферат:
1. Способ нанесения покрытия на трубу (2; 30) или участок трубы в виде слоя по меньшей мере одного полимера, согласно которомунаносят на наружную поверхность трубы (2; 30) или участка трубы, имеющей или имеющего наружную поверхность, определяющую периферию трубы или участка трубы, слой по меньшей мере одного полимерного материала в виде расплава с помощью экструзионной головки, установленной на каретке (1, 15а, 15b; 36), выполненной с...
Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб
Номер патента: 5729
Опубликовано: 30.06.2005
Автор: Вершинин Иван Иванович
МПК: B05C 7/08, B08B 9/055
Метки: устройство, внутреннюю, защитного, внутренней, покрытия, очистки, поверхность, труб, поверхности, нанесения
Формула / Реферат:
1. Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб представляет собой изделие цилиндрической формы, любой длины, с торцами любой формы, выполненное из упругого, воздухонепроницаемого или водонепроницаемого материала, способное сжиматься под воздействием внешних сил и восстанавливать свою форму, и на его поверхности выполнены по крайней мере одна канавка или углубление любой...
Устройство для нанесения покрытий под давлением
Номер патента: 2873
Опубликовано: 31.10.2002
Автор: Пэнкейк Юджин А.
МПК: B05C 1/08
Метки: устройство, покрытий, давлением, нанесения
Формула / Реферат:
1. Устройство нанесения покрытия под давлением для нанесения покрытия на тонколистовой материал, в котором указанное устройство нанесения покрытия под давлением содержит подающее сопло для нанесения жидкости, при этом в состав указанного подающего сопла входит заднее уплотнение, которое выполнено в виде полоски из гибкого материала. 2. Устройство нанесения покрытия под давлением по п.1, в состав которого также входят гидродинамические торцевые...
Предыдущий патент: Каучуковая композиция, содержащая 1,2,4-триазин
Следующий патент: Ледокольное судно
Случайный патент: Гильза доильного стакана и способ ее изготовления