Способ изготовления листа с водяными знаками
Номер патента: 20337
Опубликовано: 30.10.2014
Авторы: Мейси Эндрю Малькольм, Бейкер Малькольм Пол, Эш Эдриан Дональд
Формула / Реферат
1. Способ изготовления листа с водяными знаками, включающий этап образования волокнистого основания посредством нанесения волокон на опорную поверхность, этап образования по меньшей мере одного упрочняющего водяного знака в волокнистом основании посредством осаждения волокон на опорной поверхности, которая содержит участки, которые являются вдавленными относительно смежных участков поверхности, чтобы образовать по меньшей мере две расположенные рядом выпуклые полоски, имеющие увеличенную массу относительно средней массы волокон в расположенных рядом участках волокнистого основания, при этом по меньшей мере один упрочняющий водяной знак увеличивает жесткость листа на участке с водяным знаком, этап образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон так, что по меньшей мере один выпуклый участок соединяется с расположенными рядом полосками в пределах по меньшей мере одного упрочняющего водяного знака, образуя гладкую плоскую поверхность, этап приложения, по существу, плоского элемента защиты к участку по меньшей мере одной поверхности волокнистого основания поперек полосок и по меньшей мере одного выпуклого участка и этап формирования из волокнистого основания листа, имеющего углы и края, соединенные в упомянутых углах.
2. Способ по п.1, в котором волокнистое основание образуют сначала в виде полотна, которое затем разрезают на множество листов.
3. Способ по п.1, в котором волокнистое основание представляет собой один лист.
4. Способ по любому из предыдущих пунктов, в котором упрочняющие водяные знаки образуют по меньшей мере в одном углу листа с возможностью увеличения жесткости листа в упомянутых углах.
5. Способ по п.4, в котором угловой упрочняющий водяной знак содержит множество полосок, по существу, продолжающихся под углом 45° относительно краев листа.
6. Способ по п.4 или 5, в котором угловой упрочняющий водяной знак содержит множество полосок, имеющих ширину, находящуюся в пределах от 1 до 2 мм.
7. Способ по п.5, в котором ширина полосок равна 1,5 мм.
8. Способ по любому из пп.1-3, в котором упрочняющий водяной знак образуют вдоль по меньшей мере одного края листа с возможностью увеличения жесткости листа вдоль упомянутого по меньшей мере одного края.
9. Способ по п.8, в котором упрочняющий водяной знак содержит по меньшей мере одну полоску, образованную, по существу, параллельно краю листа.
10. Способ по п.8 или 9, в котором упрочняющий водяной знак содержит по меньшей мере одну полоску, имеющую ширину, находящуюся в пределах от 1 до 5 мм.
11. Способ по п.10, в котором ширина по меньшей мере одной полоски находится в пределах от 2 до 4 мм.
12. Способ по любому из предыдущих пунктов, в котором лист содержит угловые и краевые упрочняющие водяные знаки.
13. Способ по любому из предыдущих пунктов, в котором полоски упрочняющего водяного знака (знаков) являются прямыми.
14. Способ по любому из предыдущих пунктов, в котором множество упрочняющих водяных знаков соединяются посредством рисунков водяных знаков.
15. Способ по любому из предыдущих пунктов, в котором по меньшей мере один из упрочняющих водяных знаков содержит кромку, причем по меньшей мере часть упомянутой кромки имеет дополняющую форму относительно и расположена в точном совмещении по меньшей мере с частью кромки дополнительного водяного знака.
16. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом, находящимся в пределах от 20 до 70°, относительно нормали смежной поверхности листа.
17. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом, находящимся в пределах от 30 до 55°, относительно нормали смежной поверхности листа.
18. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом 45° относительно нормали смежной поверхности листа.
19. Способ по любому из предыдущих пунктов, в котором выпуклый участок продолжается по ширине листа.
Текст
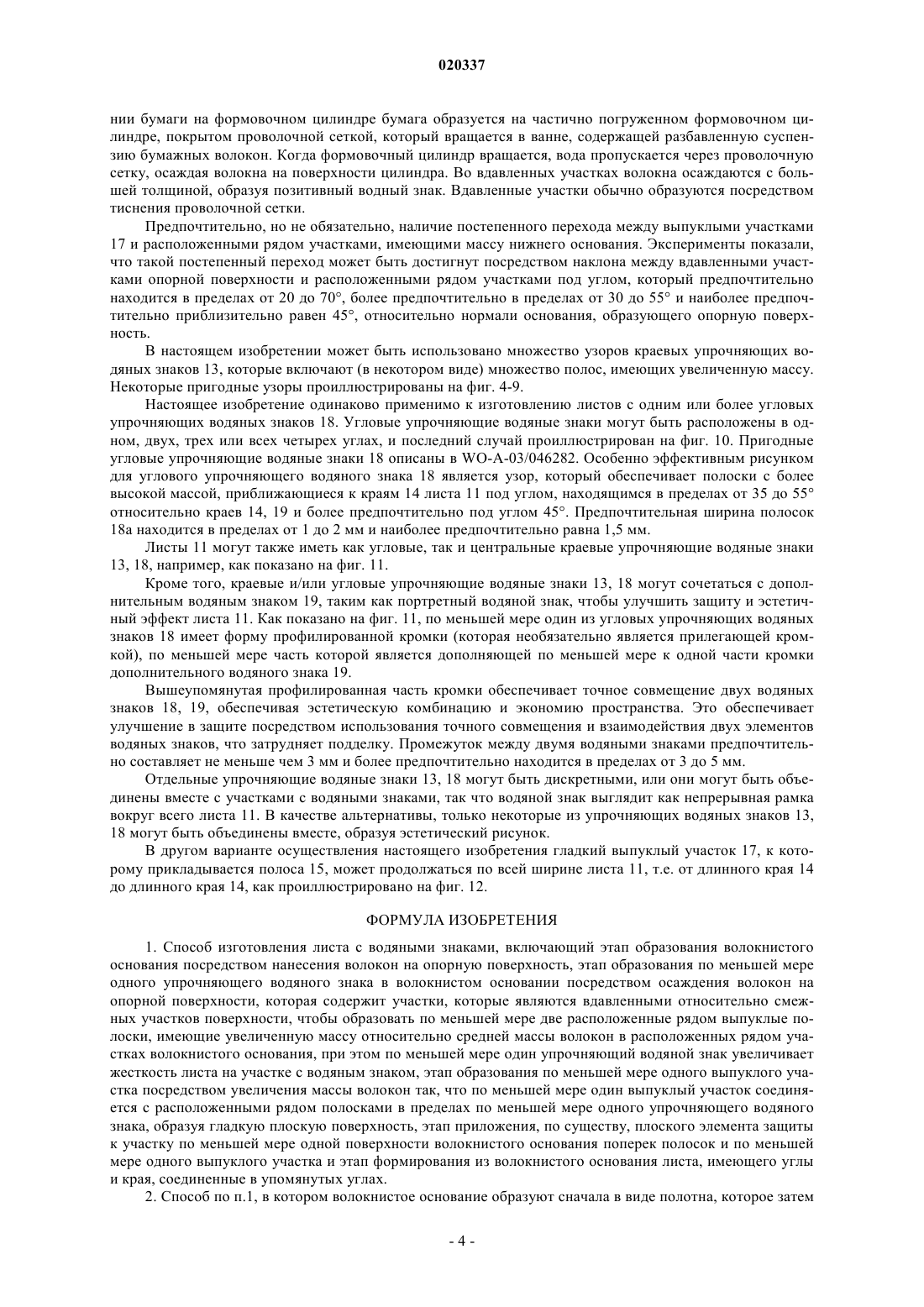
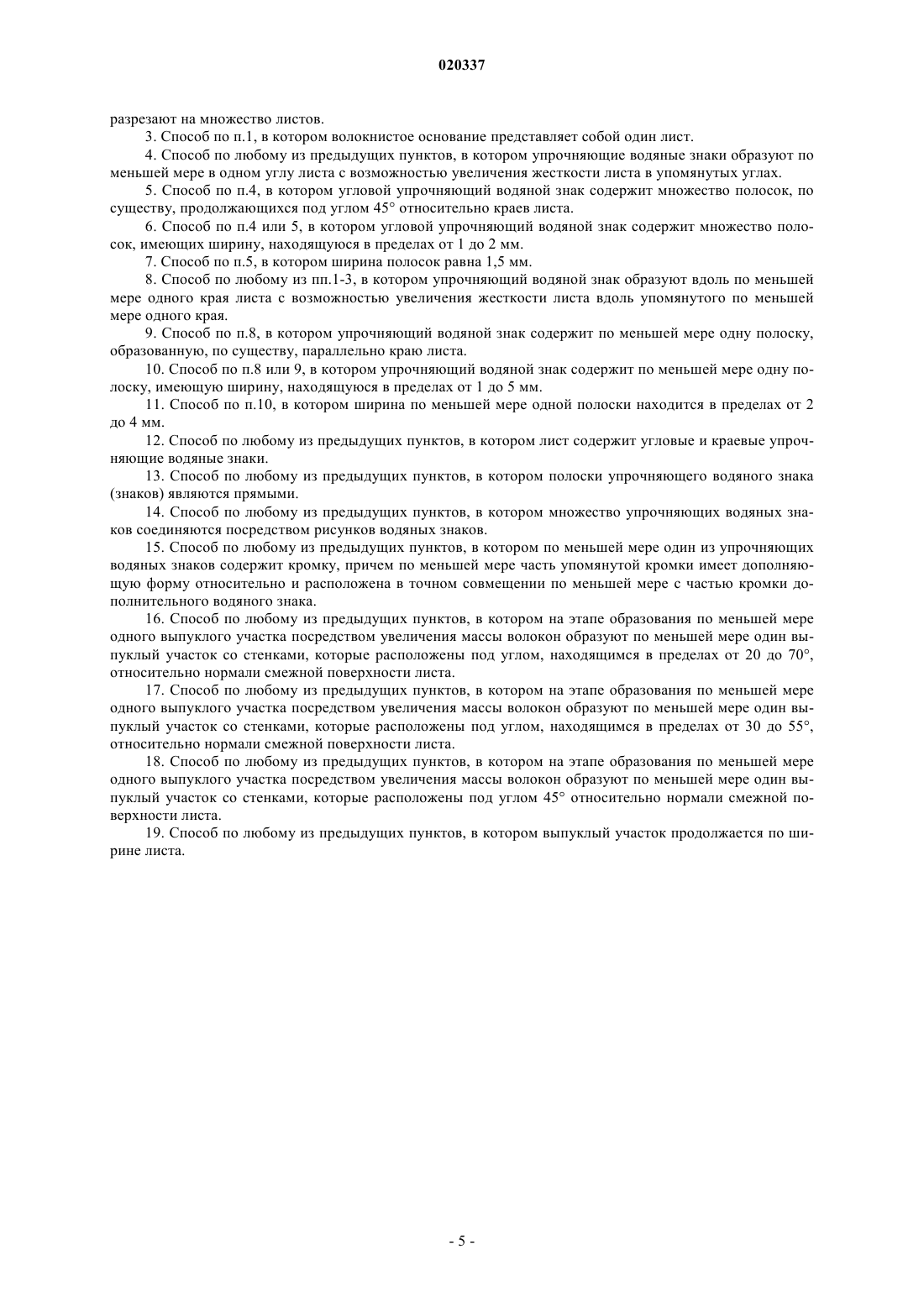
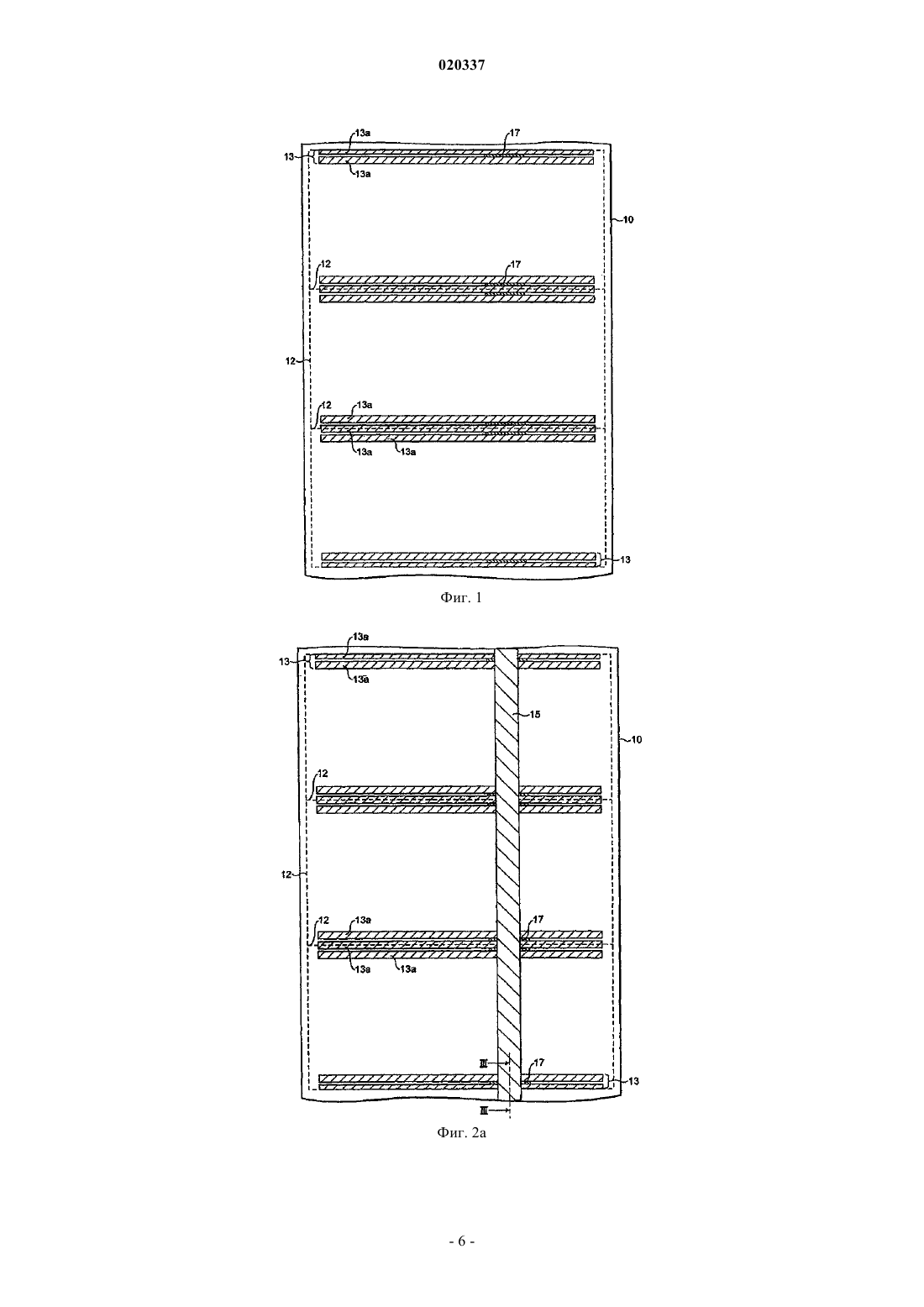
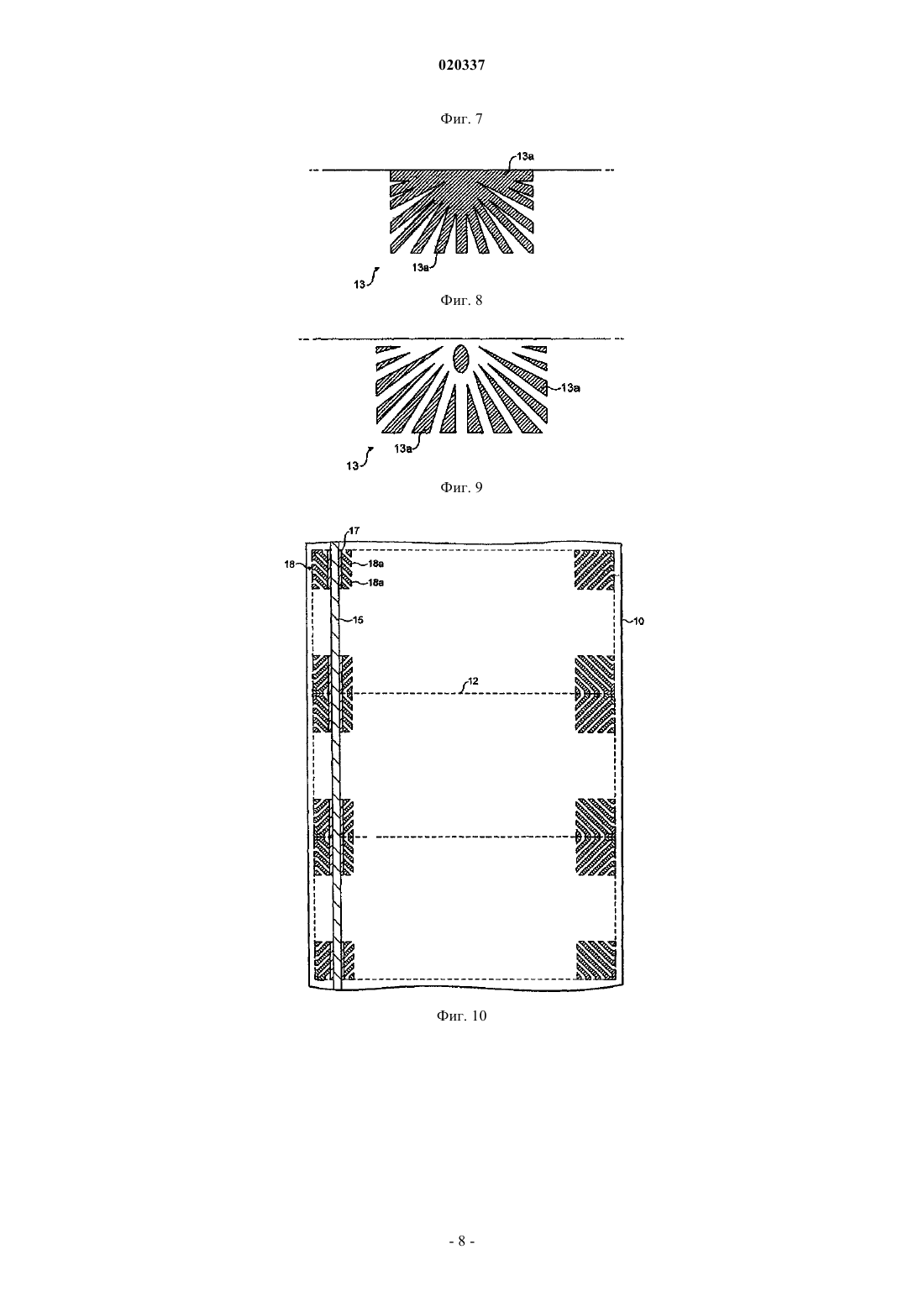
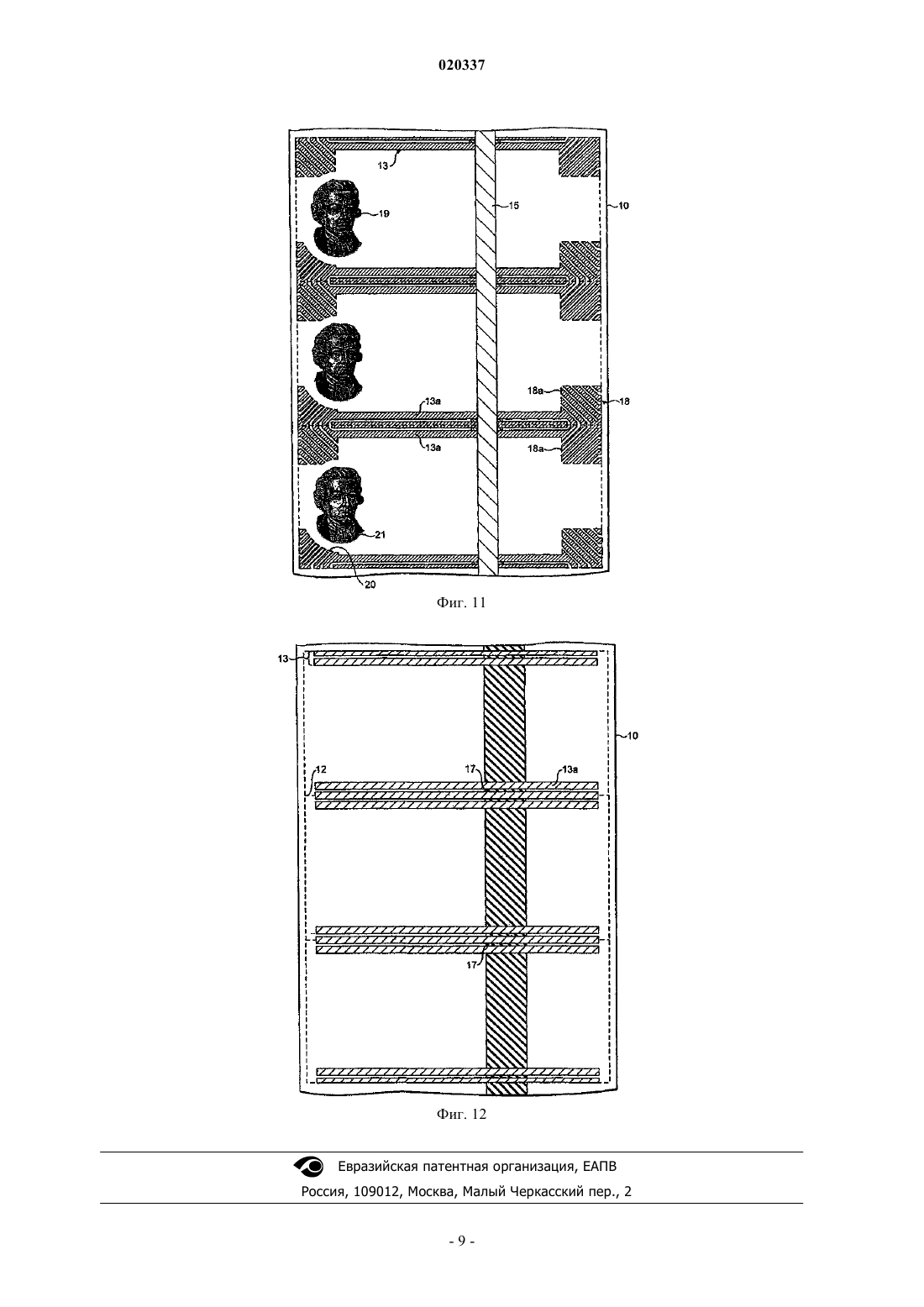
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ВОДЯНЫМИ ЗНАКАМИ Изобретение относится к усовершенствованиям в способах изготовления листов для документов с защитой, содержащих краевые или угловые упрочняющие водяные знаки и прикладываемый к поверхности элемент, и способу изготовления листа из волокнистого основания, причем упомянутый лист содержит углы и края, соединенные в упомянутых углах. Способ включает этап образования основания посредством нанесения волокон на опорную поверхность и образования по меньшей мере одного упрочняющего водяного знака в заранее установленном положении в основании. Упрочняющий водяной знак увеличивает жесткость листа в участке с водяным знаком и представляет собой позитивный водяной знак, образованный посредством изменения массы волокон основания, чтобы образовать по меньшей мере две расположенные рядом полоски, имеющие увеличенную массу относительно средней массы волокон в смежных участках основания. Посредством увеличения массы волокон образован по меньшей мере один выпуклый участок, который соединяется с расположенными рядом полосками в пределах по меньшей мере одного упрочняющего водяного знака, образуя гладкую плоскую поверхность. Данная поверхность пригодна для последующего приложения, по существу, плоского элемента защиты к участку по меньшей мере одной поверхности основания поперек гладкой плоской поверхности. Бейкер Малькольм Пол, Мейси Эндрю Малькольм, Эш Эдриан Дональд (GB) Медведев В.Н. (RU)(71)(73) Заявитель и патентовладелец: ДЕ ЛЯ РЮ ИНТЕРНЭШНЛ ЛИМИТЕД (GB) Настоящее изобретение относится к усовершенствованиям в способах изготовления листов для документов с защитой, содержащих краевые или угловые водяные знаки и поверхностно-наносимый элемент. Завернутые или загнутые углы (угловые завороты или загибы) на банкнотах представляют серьезную проблему для многих банков, поскольку они могут вызывать проблемы в машинах для обработки наличных денег и могут приводить к искусственному короткому сроку службы банкнот. Многие машины выбраковывают такие банкноты из обращения. Сотрудники одного крупного европейского банка сообщили, что 80% отбраковок из их машин обусловлены такими угловыми заворотами. Банкноты с завернутыми углами могут быть также проблематичными в банкоматах, автоматических кассовых аппаратах и другом оборудовании для обработки банкнот. Это становится более серьезной проблемой, поскольку использование таких машин становится все более распространенным. Предпринимались попытки решить данную проблему посредством оснащения оборудования для обработки банкнот устройством для разглаживания банкнот, чтобы обеспечить подачу документа с загибами или заворотами без заедания. Такая система описана в US-A-5265856. Другая проблема с банкнотами возникает, в частности, в результате склонности пользователей скручивать и складывать банкноты для хранения в бумажниках и кошельках. Это приводит к повреждению в середине краев банкнот, и подобные проблемы возникают в банкоматах и другом оборудовании для обработки банкнот, когда оно сталкивается с загибами и углами. Кроме того, существует также серьезная проблема с краевыми надрывами в банкнотах и распространением таких краевых надрывов. Использование угловых и краевых упрочняющих водяных знаков описано в WO-A-03/046282, ЕР-А-1466755 и ЕР-А-1466756. Структуры, описанные в известном уровне техники, оказались очень эффективными для решения вышеупомянутых проблем. Помимо необходимости решения вышеупомянутых проблем, банкноты и другие документы с защитой требуют элементов защиты, которые могут быть легко распознаваемыми и проверяемыми пользователями без необходимости в дополнительных приборах проверки подлинности. Устройства защиты данного типа, описанные в данном документе, предназначены для использования на документах с защитой, включая, помимо прочих, банкноты, фискальные чеки, дорожные чеки, фискальные марки, почтовые марки, сертификаты подлинности, изделия с защитой торговых марок, облигации, сертификаты, ваучеры и др. Общеизвестно, что при изготовлении документов с защитой требуется ряд элементов защиты. Это необходимо не только для противодействия усилиям фальшивомонетчиков, но и для обеспечения контроля документов на нескольких разных уровнях. Обычно считается, что контроль документов с защитой разделяется на три категории: общедоступный, в помощь операционным работникам банка и скрытый. Контроль документов на общедоступном уровне требует элемента, который должен быть очевидным или не требующим дополнительных средств для проверки подлинности. Примерами общедоступных элементов защиты являются расположенные в окнах и внедренные нити, водяные знаки, выполняемые на формовочном валике, голографические пленки и полоски, глубокая печать, цветосдвигающие и оптически переменные краски, термохромные элементы, тисненные или напечатанные скрытые элементы. Все данные элементы хорошо известны специалистам в данной области техники, и они также широко обсуждаются во многих публикациях, включая множество опубликованных описаний патентов. Важно отметить, что некоторые из упомянутых элементов не видны, если они не рассматриваются или не обрабатываются надлежащим образом, например скрытые изображения. Такие элементы, хотя они и не очевидны, могут быть также идентифицированы с использованием органов чувств человека и без посторонней помощи и не требуют использования вспомогательного устройства или элемента оборудования. Использование оптически переменных элементов защиты в виде прикладываемых к поверхности полос и пленок очень широко применяется на банкнотах и других документах с защитой. Предпочтительный способ переноса полос или вставок известен как способ переноса, в котором оптически переменное устройство выполняют на опорном основании и переносят на документ с защитой на последующем этапе обработки. Оптически переменное устройство может быть нанесено на документ с защитой с использованием клеевого слоя. Клеевой слой наносят либо на оптически переменное устройство, либо на поверхность документа с защитой, к которой прикладывается оптически переменное устройство. После переноса опорное основание может быть удалено, оставляя оптически переменное устройство в виде наружного слоя. В качестве альтернативы, опорный слой может оставаться как часть структуры, выполняющей функцию наружного защитного слоя. Оптически переменные устройства могут принимать множество форм, включая голограммы, дифракционные решетки, микрооптические структуры (такие как структуры, содержащие микролинзы и микропризмы), цветное отражение в зависимости от угла, создаваемое материалами, такими как жидкокристаллические материалы, тонкопленочные интерференционные структуры, многослойные полимерные структуры и структуры фотонных кристаллов. Установлено, что прикладывание прикладываемого к поверхности материала к листу, содержащему угловые или краевые упрочняющие водяные знаки, является проблематичным вследствие слабого сцеп-1 020337 ления полосы или вставки с участками, имеющими переменный профиль, возникающими в результате множества упрочняющих полосок, образующих водяные знаки. Поэтому целью настоящего изобретения является создание усовершенствованного способа изготовления бумажных листов для документов с защитой, который обеспечивает прикладываемый к поверхности элемент защиты, такой как полоса или вставка, который должен использоваться совместно с угловым или краевым упрочняющим водяным знаком. Таким образом, изобретение обеспечивает способ изготовления листа из волокнистого основания,причем упомянутый лист содержит углы или края, соединенные в упомянутых углах, включающий этап образования основания посредством нанесения волокон на опорную поверхность, образования по меньшей мере одного упрочняющего водяного знака в заранее установленном положении в основе, при этом по меньшей мере один упрочняющий водяной знак увеличивает жесткость листа в участке с водяным знаком, причем упомянутым упрочняющим водяным знаком является позитивный водяной знак, образованный посредством изменения массы волокон основания, чтобы образовать по меньшей мере две расположенные рядом полоски, имеющие увеличенную массу относительно средней массы волокон в расположенных рядом участках основания, и дополнительного образования по меньшей мере одного выпуклого участка, образованного посредством увеличения массы волокон, при этом по меньшей мере один выпуклый участок соединяется с расположенными рядом полосками в пределах по меньшей мере одного упрочняющего водяного знака, образуя гладкую плоскую поверхность, и приложения, по существу, плоского элемента защиты к участку по меньшей мере одной поверхности основания поперек гладкой плоской поверхности. Основание предпочтительно сначала образуют в виде полотна, которое затем разрезают на множество листов, или основание представляет собой целый лист. Упрочняющие водяные знаки предпочтительно образованы по меньшей мере в одном углу листа с возможностью увеличения жесткости листа в упомянутых углах и/или вдоль по меньшей мере одного края листа с возможностью увеличения жесткости листа вдоль упомянутого по меньшей мере одного края. Ниже изобретение будет описано только в качестве примера со ссылкой на прилагаемые чертежи,на которых фиг. 1 представляет собой вид сверху части непрерывного полотна волокнистого основания для изготовления листов в соответствии со способом настоящего изобретения, содержащего краевые упрочняющие водяные знаки; фиг. 2 а представляет собой вид сверху части полотна основания, показанного на фиг. 1, содержащего прикладываемую к поверхности полосу; фиг. 2b представляет собой вид сверху листа основания, отрезанного от полотна, показанного на фиг. 2 а; фиг. 3 а представляет собой вид сбоку в разрезе по линии III-III в соответствии с фиг. 2; фиг. 3b представляет собой вид сбоку в разрезе, подобный виду, показанному на фиг. 3 а, листа в соответствии с известным уровнем техники; фиг. 4-9 представляют собой альтернативные узоры для краевых упрочняющих водяных знаков для использования в настоящем изобретении; фиг. 10 представляет собой вид сверху части полотна основания для изготовления листов в соответствии со способом настоящего изобретения, содержащего угловые упрочняющие водяные знаки; фиг. 11 представляет собой вид сверху части альтернативного полотна основания для изготовления листов настоящего изобретения, содержащего краевые и угловые упрочняющие водяные знаки; фиг. 12 представляет собой вид сверху части другого альтернативного полотна основания для изготовления листов настоящего изобретения, содержащего краевые упрочняющие водяные знаки. На фиг. 1 проиллюстрирована часть листа волокнистого основания, такого как бумага, в виде непрерывного полотна 10, которое может быть изготовлено вручную или с использованием бумагоделательной машины, такой как формовочный цилиндр или бумагоделательная машина Фурдринье. Затем полотно 10 разрезают вдоль намеченных линий 12 разреза, чтобы образовать отдельные меньшие листы 11, из которых три листа 11a, 11b, 11c показаны на фиг. 1. Отдельные меньшие листы 11 будут образовывать документы с защитой, такие как банкноты, паспорта, идентификационные карты и др. Для изготовления таких оснований можно использовать множество типов волокон, включая синтетические или натуральные волокна или их смеси. Реальное изготовление волокон не ограничивается данным изобретением и будет зависеть от того, какой эффект желательно получить в готовом основании. Бумага с защитой, используемая для документов с защитой, таких как банкноты, паспорта, идентификационные карты и др., должна быть износостойкой, эластичной и прочной, поэтому необходимо выбрать соответствующую смесь волокон. Необходимо отметить, что способ настоящего изобретения может быть также осуществлен посредством изготовления непосредственно целых листов вместо изготовления полотна или большого листа,который разрезается на меньшие листы. Обычный водяной знак образуется хорошо известными способами изменения массы волокон, так что в некоторых участках масса волокон больше, чем средняя масса в нижнем слое основания, а в других масса меньше. При рассматривании в проходящем свете участки меньшей массы светлее, а участки большей массы темнее, чем нижнее основание, и контраст между светлыми и темными участками может быть отчетливо виден. Обнаружено, что водяные знаки, которые локально увеличивают массу бумаги вдоль краев документа, значительно уменьшают его предрасположенность к образованию и распространению надрывов посредством увеличения жесткости в данном участке. Одной из причин данного увеличения является увеличение жесткости бумаги. В соответствии с классической теорией расчета балок хорошо известно, что жесткость предмета пропорциональна кубу его толщины, как описано в работе J dAClark "Технология целлюлозы и бумаги и методы обработки бумаги", Freeman Publications Inc, СанФранциско, 1978, с. 74. Таким образом, небольшие увеличения толщины приводят к значительно большему выигрышу в жесткости. Обычным измерением жесткости может быть испытание LW, как описано в ISO 2493. Обнаружено, что жесткость бумаги увеличивается там, где водяным знаком является позитивный водяной знак, создающий эффект увеличения толщины выбранных участков (по сравнению с толщиной нижнего слоя бумаги), а не негативный водяной знак, в котором основной участок тоньше, чем участок нижнего слоя бумаги. В одном варианте осуществления настоящего изобретения краевые упрочняющие водяные знаки 13 образованы в полотне 10 таким образом, что когда полотно 10 разделено на меньшие листы 11, они расположены вдоль по меньшей мере одного и более предпочтительно двух противоположных краев 14 меньших листов 11. В другом варианте осуществления изобретения краевые упрочняющие водяные знаки 13 расположены вдоль всех краев 14 листа 11. Краевыми упрочняющими водяными знаками 13 предпочтительно являются позитивные водяные знаки, что означает, что масса волокон в участке с водяным знаком такая же или больше, чем средняя масса волокон основания в участках без водяных знаков. Предпочтительной формой краевых упрочняющих водяных знаков 13 на меньших листах 11 является полоска 13 а или множество расположенных рядом полосок 13 а, и водяные знаки 13 предпочтительно содержат элементы, перпендикулярные направлению распространения надрывов, т.е. параллельные краям листа. Повышенная стойкость к образованию и распространению надрывов является следствием увеличения массы основания в полосках 13 а водяных знаков по сравнению с участком без водяного знака, и замечено, что чем шире полоска 13 а, тем значительнее наблюдаемое улучшение. Однако вследствие вымывания волокон в процессе изготовления бумаги сложно образовать полоски 13 а позитивных водяных знаков с одинаковой толщиной по всей длине листа 11 и шириной больше чем 5 мм. Поэтому множество расположенных рядом полосок 13 а водяных знаков предпочтительно образуют в соответствующих положениях на полотне 10, причем каждая полоска 13 а имеет предпочтительную ширину, находящуюся в пределах от 1 до 5 мм и более предпочтительно в пределах от 2 до 4 мм. Если бумажное полотно 10 изготавливают непрерывно на бумагоделательной машине, то для того чтобы гарантировать, что краевые упрочняющие водяные знаки 13 содержат по меньшей мере одну полоску 13 а вдоль каждого из длинных краев малого листа 11, водяной знак, образуемый в большом, непрерывно формуемом полотне 10, содержит по меньшей мере две и более предпочтительно три или более упрочняющие полоски 13 а, образованные на и/или рядом с горизонтальной линией 12 разреза. Предпочтительно линия 12 разреза проходит через центр средней полоски 13 а. Данная конфигурация обеспечивает допуск для реального положения линии 12 разреза, поскольку линия 12 разреза может находиться в любом месте в пределах средней полоски 13 а или даже в промежутках с любой стороны от средней полоски 13 а, чтобы также гарантировать наличие по меньшей мере двух полосок 13 а вдоль соответствующего края каждого листа 11. Замечено, что если полосу 15 в виде полимерной пленки или покрытия прикладывать поверх полосок 13 а упрочняющего водяного знака 13, то наблюдается слабое сцепление между основанием и полосой 15 вследствие переменного профиля основания в участке упрочняющего водяного знака 13. Причина данного слабого сцепления схематично проиллюстрирована на фиг. 3b, который показывает поперечное сечение полотна 10 с полосой 15, приложенной поверх краевого упрочняющего водяного знака 13, содержащего три полоски 13 а. Можно видеть, что полоса 15 контактирует с полотном 11 только в выпуклых участках полосок 13 а, вследствие чего образуются участки 16 слабого сцепления между полосками 13 а, там где полоса 15 перекрывает зазоры между ними и имеет очень малый контакт с поверхностью бумаги. Настоящее изобретение решает данную проблему посредством образования участка 17 с увеличенной массой основания, который является выпуклым и примыкает к полоскам 13 а в локализованном участке, там где должна прикладываться поверхностная полоса 15. Это проиллюстрировано на фиг. 3a. Наличие данного выпуклого участка 17 обеспечивает гладкую поверхность, которая увеличивает участок контакта между полосой 15 и основанием и значительно улучшает сцепление полосы 15 с основанием. Полоски 13 а упрочняющего водяного знака 13 и выпуклый участок 17 предпочтительно образованы посредством осаждения волокон на опорной поверхности бумагоделательной машины, которая содержит участки, которые являются вдавленными относительно смежных участков поверхности. При изготовле-3 020337 нии бумаги на формовочном цилиндре бумага образуется на частично погруженном формовочном цилиндре, покрытом проволочной сеткой, который вращается в ванне, содержащей разбавленную суспензию бумажных волокон. Когда формовочный цилиндр вращается, вода пропускается через проволочную сетку, осаждая волокна на поверхности цилиндра. Во вдавленных участках волокна осаждаются с большей толщиной, образуя позитивный водный знак. Вдавленные участки обычно образуются посредством тиснения проволочной сетки. Предпочтительно, но не обязательно, наличие постепенного перехода между выпуклыми участками 17 и расположенными рядом участками, имеющими массу нижнего основания. Эксперименты показали,что такой постепенный переход может быть достигнут посредством наклона между вдавленными участками опорной поверхности и расположенными рядом участками под углом, который предпочтительно находится в пределах от 20 до 70, более предпочтительно в пределах от 30 до 55 и наиболее предпочтительно приблизительно равен 45, относительно нормали основания, образующего опорную поверхность. В настоящем изобретении может быть использовано множество узоров краевых упрочняющих водяных знаков 13, которые включают (в некотором виде) множество полос, имеющих увеличенную массу. Некоторые пригодные узоры проиллюстрированы на фиг. 4-9. Настоящее изобретение одинаково применимо к изготовлению листов с одним или более угловых упрочняющих водяных знаков 18. Угловые упрочняющие водяные знаки могут быть расположены в одном, двух, трех или всех четырех углах, и последний случай проиллюстрирован на фиг. 10. Пригодные угловые упрочняющие водяные знаки 18 описаны в WO-A-03/046282. Особенно эффективным рисунком для углового упрочняющего водяного знака 18 является узор, который обеспечивает полоски с более высокой массой, приближающиеся к краям 14 листа 11 под углом, находящимся в пределах от 35 до 55 относительно краев 14, 19 и более предпочтительно под углом 45. Предпочтительная ширина полосок 18 а находится в пределах от 1 до 2 мм и наиболее предпочтительно равна 1,5 мм. Листы 11 могут также иметь как угловые, так и центральные краевые упрочняющие водяные знаки 13, 18, например, как показано на фиг. 11. Кроме того, краевые и/или угловые упрочняющие водяные знаки 13, 18 могут сочетаться с дополнительным водяным знаком 19, таким как портретный водяной знак, чтобы улучшить защиту и эстетичный эффект листа 11. Как показано на фиг. 11, по меньшей мере один из угловых упрочняющих водяных знаков 18 имеет форму профилированной кромки (которая необязательно является прилегающей кромкой), по меньшей мере часть которой является дополняющей по меньшей мере к одной части кромки дополнительного водяного знака 19. Вышеупомянутая профилированная часть кромки обеспечивает точное совмещение двух водяных знаков 18, 19, обеспечивая эстетическую комбинацию и экономию пространства. Это обеспечивает улучшение в защите посредством использования точного совмещения и взаимодействия двух элементов водяных знаков, что затрудняет подделку. Промежуток между двумя водяными знаками предпочтительно составляет не меньше чем 3 мм и более предпочтительно находится в пределах от 3 до 5 мм. Отдельные упрочняющие водяные знаки 13, 18 могут быть дискретными, или они могут быть объединены вместе с участками с водяными знаками, так что водяной знак выглядит как непрерывная рамка вокруг всего листа 11. В качестве альтернативы, только некоторые из упрочняющих водяных знаков 13,18 могут быть объединены вместе, образуя эстетический рисунок. В другом варианте осуществления настоящего изобретения гладкий выпуклый участок 17, к которому прикладывается полоса 15, может продолжаться по всей ширине листа 11, т.е. от длинного края 14 до длинного края 14, как проиллюстрировано на фиг. 12. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления листа с водяными знаками, включающий этап образования волокнистого основания посредством нанесения волокон на опорную поверхность, этап образования по меньшей мере одного упрочняющего водяного знака в волокнистом основании посредством осаждения волокон на опорной поверхности, которая содержит участки, которые являются вдавленными относительно смежных участков поверхности, чтобы образовать по меньшей мере две расположенные рядом выпуклые полоски, имеющие увеличенную массу относительно средней массы волокон в расположенных рядом участках волокнистого основания, при этом по меньшей мере один упрочняющий водяной знак увеличивает жесткость листа на участке с водяным знаком, этап образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон так, что по меньшей мере один выпуклый участок соединяется с расположенными рядом полосками в пределах по меньшей мере одного упрочняющего водяного знака, образуя гладкую плоскую поверхность, этап приложения, по существу, плоского элемента защиты к участку по меньшей мере одной поверхности волокнистого основания поперек полосок и по меньшей мере одного выпуклого участка и этап формирования из волокнистого основания листа, имеющего углы и края, соединенные в упомянутых углах. 2. Способ по п.1, в котором волокнистое основание образуют сначала в виде полотна, которое затем разрезают на множество листов. 3. Способ по п.1, в котором волокнистое основание представляет собой один лист. 4. Способ по любому из предыдущих пунктов, в котором упрочняющие водяные знаки образуют по меньшей мере в одном углу листа с возможностью увеличения жесткости листа в упомянутых углах. 5. Способ по п.4, в котором угловой упрочняющий водяной знак содержит множество полосок, по существу, продолжающихся под углом 45 относительно краев листа. 6. Способ по п.4 или 5, в котором угловой упрочняющий водяной знак содержит множество полосок, имеющих ширину, находящуюся в пределах от 1 до 2 мм. 7. Способ по п.5, в котором ширина полосок равна 1,5 мм. 8. Способ по любому из пп.1-3, в котором упрочняющий водяной знак образуют вдоль по меньшей мере одного края листа с возможностью увеличения жесткости листа вдоль упомянутого по меньшей мере одного края. 9. Способ по п.8, в котором упрочняющий водяной знак содержит по меньшей мере одну полоску,образованную, по существу, параллельно краю листа. 10. Способ по п.8 или 9, в котором упрочняющий водяной знак содержит по меньшей мере одну полоску, имеющую ширину, находящуюся в пределах от 1 до 5 мм. 11. Способ по п.10, в котором ширина по меньшей мере одной полоски находится в пределах от 2 до 4 мм. 12. Способ по любому из предыдущих пунктов, в котором лист содержит угловые и краевые упрочняющие водяные знаки. 13. Способ по любому из предыдущих пунктов, в котором полоски упрочняющего водяного знака(знаков) являются прямыми. 14. Способ по любому из предыдущих пунктов, в котором множество упрочняющих водяных знаков соединяются посредством рисунков водяных знаков. 15. Способ по любому из предыдущих пунктов, в котором по меньшей мере один из упрочняющих водяных знаков содержит кромку, причем по меньшей мере часть упомянутой кромки имеет дополняющую форму относительно и расположена в точном совмещении по меньшей мере с частью кромки дополнительного водяного знака. 16. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом, находящимся в пределах от 20 до 70,относительно нормали смежной поверхности листа. 17. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом, находящимся в пределах от 30 до 55,относительно нормали смежной поверхности листа. 18. Способ по любому из предыдущих пунктов, в котором на этапе образования по меньшей мере одного выпуклого участка посредством увеличения массы волокон образуют по меньшей мере один выпуклый участок со стенками, которые расположены под углом 45 относительно нормали смежной поверхности листа. 19. Способ по любому из предыдущих пунктов, в котором выпуклый участок продолжается по ширине листа.
МПК / Метки
МПК: D21F 13/00, D21F 11/00, D21H 21/40, B24D 15/00
Метки: способ, изготовления, знаками, водяными, листа
Код ссылки
<a href="https://eas.patents.su/10-20337-sposob-izgotovleniya-lista-s-vodyanymi-znakami.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления листа с водяными знаками</a>
Тисненый лист, содержащий слой водорастворимого материала, и способ изготовления такого листа
Номер патента: 17969
Опубликовано: 30.04.2013
Авторы: Дени Иоанн, Пфистер Юбер
МПК: B32B 29/06, D21H 27/40, B31F 5/02...
Метки: материала, содержащий, способ, лист, такого, изготовления, тисненый, листа, слой, водорастворимого
Формула / Реферат:
1. Тисненый лист (10), содержащий по меньшей мере один слой (12) из абсорбирующего материала с тисненым узором, содержащим по меньшей мере одну последовательность выступов (18), образованных на поверхности упомянутого слоя (12) из абсорбирующего материала и выступающих над ней, и по меньшей мере один слой (14) из водорастворимого материала, соединенный с упомянутым слоем (12) из абсорбирующего материала в вершинах (18а) по меньшей мере части...
Устройство, установка и способ изготовления упаковки из листа гибкого материала и заполнения ее порошкообразным или непорошкообразным продуктом

Номер патента: 7256
Опубликовано: 25.08.2006
Авторы: Платр Давид, Дэльдале Роже, Шомей Давид, Ван Канэгем Жаки, Кестелот Бенуа
МПК: B31B 17/00, B31B 3/32
Метки: гибкого, устройство, материала, способ, листа, непорошкообразным, изготовления, заполнения, упаковки, продуктом, порошкообразным, установка
Формула / Реферат:
1. Устройство для формования упаковки из листа гибкого материала, уложенного в накопителе на одной из его сторон (1), содержащее формующий элемент (4), содержащий охватывающую часть, прикрепленную к средству поступательного перемещения вдоль первого направления, а также включающую в себя по меньшей мере один шарнирно присоединенный зажим (15), предназначенный для образования, по меньшей мере частично, заданной формы при приведении этого зажима в...
Способ аутентификации объекта в виде листа и система
Номер патента: 16635
Опубликовано: 30.06.2012
Автор: Деку Эрик
МПК: G07D 7/00
Метки: листа, виде, система, объекта, способ, аутентификации
Формула / Реферат:
1. Способ аутентификации объекта в виде листа, включающий операциивоздействия нагревательным элементом на объект в виде листа,приведения объекта в виде листа в контакт с детекторной зоной термодатчика,получения термодатчиком видеоданных, которые являются репрезентативными по меньшей мере для одного характеризующего признака, имеющегося в объекте в виде листа или на его поверхности, исравнения видеоданных или данных, полученных на их основе, с...
Способ определения жесткости бумажного листа и устройство для его осуществления
Номер патента: 237
Опубликовано: 25.02.1999
Авторы: Шанда Ульрих, Вундерер Бернд
МПК: G07D 7/00
Метки: способ, осуществления, определения, устройство, жесткости, бумажного, листа
Формула / Реферат:
1. Устройство для определения жесткости бумажного листа, содержащее средство колебания бумажного листа для создания шума, детектор для восприятия создаваемого шума и блок определения уровня шума, отличающееся тем, что средство (30, 34, 40, 50, 60, 70, 80, 81) колебания бумажного листа (10) представляет собой узел, осуществляющий периодический контакт с бумажным листом.2. Устройство по п. 1, отличающееся тем, что в качестве узла, осуществляющего...
Способ получения поддающегося растяжению листа
Номер патента: 15471
Опубликовано: 31.08.2011
Авторы: Матсумото Йошихико, Акаки Кеничи, Ишикава Шиничи
МПК: B29C 53/24, B29C 55/18, B29C 53/28...
Метки: способ, получения, растяжению, поддающегося, листа
Формула / Реферат:
1. Способ получения поддающегося растяжению листа из нетканого материала, содержащего множество типов волокон, причем нетканый материал имеет продольное направление, направление ширины и направление толщины, предусматривающийпервый этап вытягивания нетканого материала в продольном направлении посредством приложения растягивающего усилия в продольном направлении ивторой этап вытягивания в продольном направлении нетканого материала, который был...