Расслаивающийся многослойный впитывающий лист, соответствующие рулон и способ производства
Формула / Реферат
1. Расслаивающийся многослойный впитывающий лист, имеющий практически прямоугольную форму на основе целлюлозной ваты, предназначенный для использования в качестве санитарно-гигиенической бумаги, такой как туалетная бумага, содержащий от пяти до двенадцати слоев, склеенных вместе вдоль тисненых зон, полученный путем тиснения по отдельности и разными способами трех групп слоев (1, 2, 3), образующих этот лист, с соединением упомянутых групп слоев химическим путем или с помощью единого клеящего узла (8) с последующим механическим соединением слоев с помощью прижимного соединительного цилиндра (9), и характеризующийся коэффициентом
Knove=RSM´RST´А´G´Ехр(12´(E+Ер))´(1/Exp(SP))>75000,
где Rst - прочность на растяжение листа по его ширине в Н/м, составляющая от 200 до 500 Н/м,
Rsm - прочность на растяжение листа по его длине в Н/м, составляющая от 400 до 1000 Н/м,
G - масса листа в кг/м2, более 70 г/м2, но менее 150 г/м2,
Е - толщина листа в мм, более 0,75 мм, но менее 1,5 мм,
Sp - гибкость листа в Н,
А - способность листа впитывать в кг/м2,
Ер - средняя толщина одного слоя листа в мм, причем Ер больше чем 0,115 мм.
2. Лист по п.1, характеризующийся коэффициентом
KD=KNOVE´exp(D)>100000,
где D представляет собой значение мягкости в пределах между -3 и +3.
3. Лист по п.1 или 2, характеризующийся прочностью на растяжение по его длине больше чем примерно 700 Н/м.
4. Лист по любому из пп.1-3, характеризующийся прочностью на растяжение по его ширине больше чем примерно 300 Н/м.
5. Лист по любому из пп.1-4, содержащий от 5 до 9 слоев.
6. Лист по любому из пп.1-5, который имеет длину около 140 мм и ширину около 110 мм.
7. Лист по любому из пп.1-6, слои которого, образующие по меньшей мере одну из наружных поверхностей упомянутого листа, являются слоями типа TAD.
8. Рулон, содержащий множество последовательно соединенных друг с другом листов по любому из пп.1-7 в количестве от 60 до 120 листов.
9. Способ изготовления расслаивающегося многослойного впитывающего листа по любому из пп.1-7, в котором каждую из трех групп слоев обрабатывают тиснением отдельно между гравированным валиком и резиновым валиком, на первую группу слоев (1) накладывают вторую группу слоев (2) и на вторую группу слоев (2) наносят клей, на вторую группу слоев (2) накладывают тисненую третью группу слоев (3), и эти три группы слоев соединяют путем приложения к ним давления с помощью прижимного соединительного цилиндра (9).
10. Способ по п.9, в котором клей наносят с помощью аппликаторного цилиндра (81), опирающегося на гравированный цилиндр (51), используемый для тиснения первой группы слоев, при этом обеспечивают давление аппликаторного цилиндра (81), достаточное для проникновения клея до первой группы слоев.
11. Способ по п.10, в котором связывающее три группы слоев давление прикладывают с помощью прижимного соединительного цилиндра (9), взаимодействующего с гравированным цилиндром (51), при этом три группы слоев накладывают на упомянутый гравированный цилиндр (51).
12. Способ по любому из пп.9-11, в котором группы слоев соединяют между собой механически под минимальным удельным давлением порядка 3 кг/мм2.

Текст
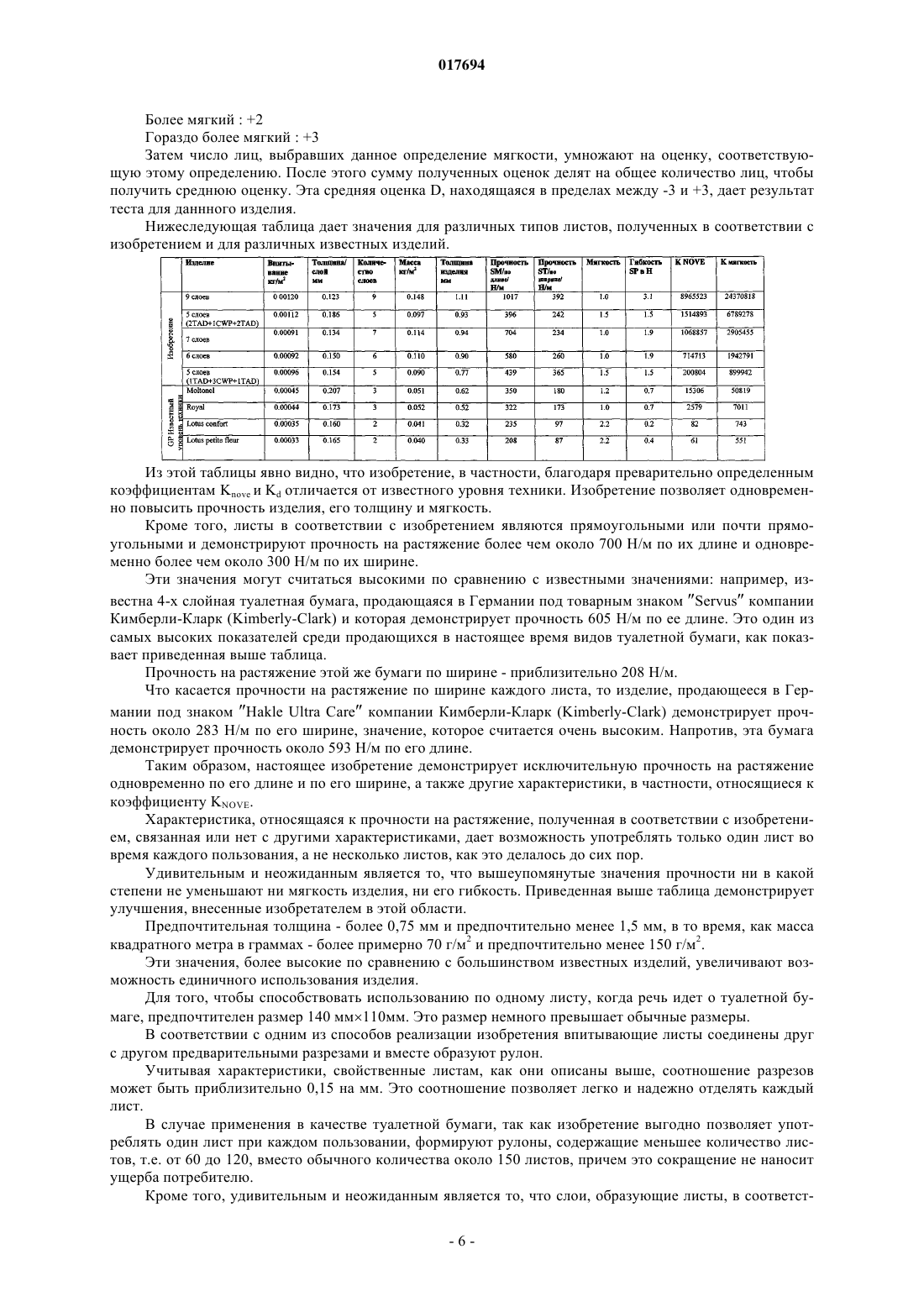
РАССЛАИВАЮЩИЙСЯ МНОГОСЛОЙНЫЙ ВПИТЫВАЮЩИЙ ЛИСТ,СООТВЕТСТВУЮЩИЕ РУЛОН И СПОСОБ ПРОИЗВОДСТВА Изобретение касается расслаивающегося многослойного впитывающего листа практически прямоугольной формы, на основе целлюлозной ваты, состоящего по меньшей мере из трех слоев и имеющего коэффициент Knove = RsmRstAG Exp(12(E+Ep(1/Ехр(SP 75000, где Rst прочность на растяжение листа по его ширине в Н/м; Rsm - прочность на растяжение листа по его по длине в Н/м; G - масса листа в кг/м 2; E - толщина листа в мм; Sp - гибкость листа в Н; А - способность листа впитывать в кг/м 2; Ep - средняя толщина одного слоя листа в мм, причем Ep больше чем 0,115 мм. Изобретение также касается способа производства такого листа, а также рулонов, образованных упомянутыми листами. 017694 Настоящее изобретение относится к области впитывающих бумажных листов из волокнистого материала, такого, как целлюлозная вата, имеющих по меньшей мере три слоя, предпочтительно пять или более слоев. Предпочтительная область применения изобретения относится к бумаге, предназначенной для санитарных или косметических целей, или для домашнего хозяйства, такой как туаленая бумага, а также бумага для вытирания, носовые платки или, также форматы, применяемые для очистки и/или снятия макияжа с кожи. В целом, изделия этого типа должны иметь определенный набор характеристик, таких как мягкость,гибкость, прочность в сухом/влажном состоянии, впитывание, толщина, а также способность расслаиваться. В зависимости от предназначения изделия один или несколько из этих параметров преобладают, и известные изделия отличаются, таким образом, либо особой мягкостью, либо прекрасным впитыванием,либо замечательной прочностью. Кроме того, внешний вид также является параметром, который нужно принимать во внимание: эстетическое решение известных впитывающих изделий реализуется путем тиснения листа или путем нанесения более или менее видимых и гармоничных орнаментов при помощи печатания с использованием чернил, или путем сочетания этих двух технологий. Для туалетной бумаги стараются добиться значительной прочности, определенной толщины, а также большой мягкости. Может показаться, что прочность и мягкость трудно совместить, но, комбинируя определенные волокна и/ или определенную массу квадратного метра в граммах с обработкой, такой, как каландрирование, достигают хороших результатов. Тем не менее, уже известные изделия не имеют всех желаемых вышеперечисленных характеристик в совокупности; как правило, выбирают одну или две из этих технических характеристик и добиваются того, чтобы изделие им соответствовало. Цель данного изобретения - добиться эффективности всех характеристик в совокупности. Прием, который может показаться простым и очевидным, состоит в том, чтобы соединить большое количество слоев, чтобы сформировать очень толстый впитывающий лист. Этот прием до сих пор был возможен только теоретически, так как при попытке соединить четыре и более слоя возникают технические проблемы: для этого необходимы либо несколько устройств для нанесения клея, либо устройства для механического соединения, требующие сильного давления на каждый из слоев, образующих лист. С устройствами для нанесения клея связаны проблемы загрязнения, технического обслуживания,перегрузок производственных линий и т.д., откуда возникают дополнительная стоимость и/или осложнения в процессе производства. С другой стороны, слишком сильное давление приводит к преждевременному износу производственных роликов и цилиндров, к деформации орнаментов для тиснения и/или к вибрации, которая не только вредна для самих цилиндров, но и оказывает негативное воздействие на качество и прочность изготовленных листов. Известна заявка на патент WO 97/20107, в которой описан лист многослойной впитывающей бумаги, слои которой соединены на стадии переработки способом, называемым "dry marking", который состоит в том, чтобы деформировать давлением лист в его толще, пропуская его между гравированным валиком с жесткой внешней поверхностью и гладким валиком, с внешней поверхностью, менее жесткой, чем поверхность гравированного валика. Таким образом, получают многослойное изделие, соединенное только механически, маркированное на отдельных участках. Кроме того, листы бумаги, очень толстые и/или использующиеся одновременно в очень большом количестве, могут привести к закупорке канализации. Однако в том, что касается, в частности, но не исключительно, туалетной бумаги, существует потребность в бумаге, одновременно более толстой, прочной, мягкой, гибкой, впитывающей и легко расслаивающейся. Действительно, применяя бумагу, обладающую всеми этими характеристиками, пользователь может использовать не более одного формата (или листа) за один раз, т.е. при каждом вытирании, результатом чего является экономия, которой нельзя пренебречь, так как известно, что при использовании уже известной туалетной бумаги, потребитель, как правило, употребляет несколько листов (четыре или пять) при каждом применении. Таким образом, при употреблении меньшего количества листов при каждом использовании намного снижается риск закупорки канализации. Данное изобретение предлагает неочевидное, простое надежное решение, применимое для нескольких видов продукции. Предпочтительным объектом применения изобретения является туалетная бумага, но изобретение также применимо для других изделий, таких как форматы для очистки, снятия макияжа или другого ухода за кожей, а также для бумаги для протирки, бумажных носовых платков и т.д.-1 017694 Целью данного изобретения является впитывающий расслаивающийся многослойный лист почти прямоугольной формы на основе целлюлозной ваты, состоящий по меньшей мере из трех слоев. Кроме того, лист имеет коэффициентRST - прочность по ширине листа в Н/м;RSM - прочность по длине листа в Н/м;A - способность листа впитывать в кг/м 2;Ep - средняя толщина одного слоя листа в мм, причем ЕР больше чем 0,115 мм. В соответствии с другой характеристикой впитывающий лист имеет коэффициентKD = KNOVEexp (D)100000,где D представляет собой значение мягкости в пределах между -3 и + 3,0. Таким образом, в соответствии с изобретением достигается значительная мягкость листа, который,кроме того, является толстым и гибким. В соответствии с изобретением, впитывающий лист имеет прочность на растяжение по его длине больше, чем примерно 400 Н/м, желательно в пределах между 400 и 1000 Н/м, предпочтительно больше,чем 700 Н/м. Предпочтительно лист имеет прочность на растяжение по его ширине в пределах между примерно 200 Н/м и примерно 500 Н/м, предпочтительно больше чем 300 Н/м. Таким образом, этому впитывающему листу свойственны одновременно мягкость, толщина, а также исключительная прочность на растяжение одновременно по его длине и по его ширине. В частном случае, лист может иметь от 3 до 12 слоев, предпочтительно от 3 до 9 слоев, при этом каждый слой может сам состоять из группы слоев. Предпочтительно лист может иметь толщину больше чем примерно 0,75 мм и меньше чем примерно 1,5 мм. Благодаря этой толщине потребитель использует меньшее количество листов, предпочтительно один, при каждом пользовании. В частном случае, масса квадратного метра листов в граммах в соответствии с изобретением больше или равна примерно 70 г/м 2 и предпочтительно меньше 150 г/м 2. Листы могут иметь длину около 140 мм и ширину около 110 мм, в частности, для использования в качестве туалетной бумаги. Этот формат крупнее, чем формат уже известных листов, что опять же уменьшает потребность использования нескольких листов одновременно. Кроме того, при использовании в качестве туалетной бумаги рулоны могут содержать от 60 до 120 листов, что значительно меньше, чем в обычных рулонах туалетной бумаги. Разумеется, благодаря свойствам, присущим каждому листу, не возникает добавочной стоимости для потребителя, так как одно из существенных преимуществ изобретения состоит в том, что употребляется один лист вместо трех, четырех или более при каждом пользовании. Налицо существенная финансовая выгода, которую высоко ценят покупатели. Кроме того, несмотря на значительную толщину листа, формирование рулонов не представляет никаких затруднений. Это становится возможным, благодаря выдающимся свойствам, одновременно гибкости и эластичности, присущим листам по настоящему избретению, которые делают свртывание полностью возможным даже в центре рулона, где радиусы кривизны наиболее малы. Кроме того, объектом изобретения является способ изготовления расслаивающихся впитывающих листов, который состоит в том, что по меньшей мере три из образующих упомянутый лист слоев обрабатывают тиснением по отдельности и разными способами, причем упомянутые листы соединяют химическим путем при помощи единого склеивающего устройства, затем механически соединяют совокупность слоев при помощи нажимного валика. Не выходя за рамки изобретения, способ производства может состоять из влажной стадии, во время которой на полотно наносится масса из бумажных волокон, чтобы образовалась ткань, затем эту ткань помещают на поверхность пористого сушильного барабана, потоки воздуха, выходящие из этого барабана, пропускают через ткань, затем сформированный таким образом слой переносят на крепирующий цилиндр. Таким образом, формируют несколько слоев независимо друг от друга, далее, во время так называемой сухой стадии, соединяют вместе упомянутые слои путем механической деформации. В соответствии с предпочтительным способом реализации изобретения по меньшей мере одну из наружных поверхностей листа получают этим способом. В соответствии с этими способами минимальное удельное давление при соединении слоев составляет порядка 3 кг/мм 2. Целью изобретения является, кроме того, впитывающий, расслаивающийся многослойный лист, со-2 017694 стоящий из слоев, полученных одним из вышеупомянутых способов и/или из слоев, полученных другим из вышеизложенных способов. Другие характеристики, преимущества и детали изобретения лучше видны из дальнейшего описания, сделанного в качестве примера и не являющегося ограничивающим, со ссылкой на приложенные чертежи, на которых фиг. 1 представляет собой схематический разрез по толщине листа, изготовленного в соответствии с одним из способов реализации изобретения; фиг. 2 представляет собой упрощенный вид в аксонометрии рулона, полученного в соответствии с изобретением; фиг. 3 представляет собой иллюстративную схему установки, позволяющей изготовлять листы в соответствии с одним из способов реализации изобретения. Согласно фиг. 1 многослойный лист в соответствии с изобретением может представлять собой сруктуру, состоящую по меньшей мере из трех слоев или группы слоев 1, 2, 3. В соответствии с одним из способов реализации изобретения каждый слой или группа слоев обрабатывается тиснением по-отдельности (как будет более подробно разъяснено в связи с фиг. 2) и поразному. В качестве примера, первый слой (или группа слоев) 1 может быть наружным слоем, тисненым так называемым декоративным рисунком; второй слой 2 (или группа слоев) расположен внутри листа и имеет грубое микротиснение; под грубым микротиснением понимают, например, микротиснение, имеющее около 25 выступов на см 2. Этот слой придает и обеспечивает листу толщину, а также определенную жесткость и механическую устойчивость. Третий слой 3 (или группа слоев) образует вторую наружную поверхность и может быть, преимущественно, снабжен микротиснением, т.е. тиснением, имеющим по меньшей мере 30 выступов на см 2. Третий слой позволяет также уменьшить эффект обратной стороны, т.е. видимый след тиснения первого слоя на третьем слое, и в особенности он позволяет избежать неприятного ощущения при прикосновении. Каждый слой может иметь или не иметь одни и те же свойства. Выражение группа слоев означает, что каждый из упомянутых слоев, первый, второй и/или третий могут в действительности состоять из одного или нескольких слоев. Кроме того, слои 1, 2, 3 склеены между собой по точкам или линиям клея 4. Тип клея, а также степень его разведения известны сами по себе и легко могут быть определены специалистом при выполнении обычных действий, входящих в его компетенцию. Предпочтительно клей наносится на одну из внутренних поверхностей листа, как видно на фиг. 1. На фиг. 2 схематично показана установка, приспособленная для производства листов в соответствии со способом реализации изобретения. Связанный с этим способ будет описан соответственно этой фиг. 2. Так, каждый из слоев 1, 2, 3 подвергают тиснению способом, который сам по себе известен, между гравированным стальным цилиндром 51, 61, 71 и резиновым цилиндром 52, 62, 72. Каждый слой произведен предварительно влажным способом с применением хорошо известной специалисту технологии типа CWP (Conventional Wet Press). В качестве иллюстрации, первый слой 1 тиснят в зазоре (nip) 5 между первым гравированным цилиндром 51 и первым гладким цилиндром 52, причем гравировка первого цилиндра 51 такова, что скорее декоративный рисунок (рисунки) тиснения выполняется на первом слое 1 (или на группе слоев),который образует одну из наружных поверхностей листа. Другая наружная поверхность листа образована третьим слоем 3 (или группой слоев), который тиснят в зазоре 7 между третьим гравированным цилиндром 71 и третьим гладким цилиндром 72. Гравировка третьего гравированного цилиндра 71 такова, что микротиснение образуется, например, на третьем слое (или группе слоев) 3. Как правило, микротиснение определяется плотностью расположения выступов, которая больше или равна 30 на см 2. Кроме того, второй слой 2 (или группу слоев) помещают между первым и третьим слоями. Второй слой тиснят между вторым цилиндром для тиснения 61 и вторым гладким цилиндром 62, на уровне второго зазора 6. Предпочтительно, полученное тиснение является грубым микротиснением, как было упомянуто выше. После тиснения второй слой 2 направляется к блоку проклейки 8, который известен сам по себе и состоит, в основном, из плунжерного цилиндра 82 и аппликаторного цилиндра 81. Блок проклейки 8 предпочтительно расположен под первым гравированным цилиндром 51 таким образом, что аппликаторный цилиндр 81 действует совместно с первым гравированным цилиндром 51 на уровне зазора 10. Точнее, аппликаторный цилиндр 81 опирается на гравированный цилиндр 51 посредством второго-3 017694 слоя 2 и первого слоя 1, наложенных один на другой. Плунжерный цилиндр 82 перемещает клей из резервуара для клея блока 8 к аппликаторному цилиндру 81. Аппликаторный цилиндр 81 оказывает определенное давление на гравированный цилиндр 51, на уровне дистальной поверхности выступов первого тисненого слоя 1. При достаточном давлении клей проникает через второй слой 2, что улучшает соединение слоев 1 и 2. В одном из вариантов осуществления изобретения аппликаторный цилиндр для нанесения клея 81 может иметь гравированную поверхность для того, чтобы клей наносился только на одну часть верхушек гравировки. Уменьшая площадь проклеенной поверхности, можно, таким образом, улучшить гибкость конечного продукта. Используемое клейкое вещество 4 может быть стандартным клеем типа ПВА или термоплавким клеем (hotmelt). Например, применялся клей, продающийся компанией SWIFT. Этот клей растворяли в воде в пропорциях, оптимальных для достижения надлежащего перемещения на слои. В соотвтетствии с другим вариантом осуществления изобретения, термоплавкий клей hotmelt распыляют при помощи соответствующих средств на каждую из сторон второго слоя. В этом случае нужно наносить клей до того, как слой 2 соприкоснется с двумя другими слоями. В соответствии с еще одним вариантом осуществления изобретения, водный раствор клея наносят,распыляя его на центральный слой 2. После прохождения зазора 10, т.е. уже соединенные друг с другом слои 1 и 2 соединяются с третьим тисненным слоем 3. Сначала слои проходят (в соответствии со стрелкой 11) между первым гравированным цилиндром 51 и третьим гравированным цилиндром 71, затем они соединяются на уровне зазора 12 посредством капель клея 4 при помощи соединительного цилиндра 9, который взимодействует с первым гравированным цилиндром 51. Это соединение осуществляется между соединительным цилиндром 9, который является менее жестким, чем первый тиснильный цилиндр 51, при удельном давлении порядка 10 кг/мм 2. Нужно отметить, что в соответствии с описанным выше способом осуществления изобретения каждый из по меньшей мере трех слоев (или групп слоев), образующих лист, подвергаются различного рода деформации на стадии трансформации или преобразования. Эта особенность придает одновременно объемность, мягкость и гармоничный внешний вид каждому листу. Не выходя за рамки изобретения, соединение слоев может осуществляться путем молетирования между (жесткими) гравированными молетами с помощью гладких, менее жестких валиков. Деформация при помощи молетирования механического типа, но она воздействует только на более или менее широкие полосы на слоях. В целом, соединение путем молетирования не настолько хорошо, как соединение путем тиснения и/или склеивания, и оттиск рельефа, выполненный молетированием, менее заметен, чем при соединении тиснением и/или склеиванием. В качестве примера можно привести патент США 3377224, в котором раскрывается традиционный способ молетирования. В соответствии с изобретением, соединение слоев может осуществляться при помощи технологии,называемой dry marking, например, в соответствии с идеями изобретения EP 864014 B1; в соответствии с этим известным способом слои, которые нужно соединить, последовательно пропускают между довольно эластичным первым принимающим валиком и гравированным валиком, затем между этим же валиком и довольно эластичным зафиксированным вторым валиком; так как первый принимающий валик и гравированный валик подвижны, а второй эластичный валик зафиксирован, получают соединение слоев, при котором лист имеет одну гладкую сторону и другую сторону уменьшенной толщины - с тиснеными орнаментами. Особенность способа в соответствии с изобретением состоит в том, что возможно соединить по меньшей мере три слоя или группу слоев. Точнее, общее количество слоев может быть N = n + m + р , где каждое из значений n, m, p является целым числом, предпочтительно, но не ограничительно в пределах,между 1 и 3. Благоприятный результат был получен, когда рулоны изготовлялись из листов, имеющих от 3 до 12 слоев. В соответствии с изобретением соединение слоев наиболее успешно осуществляется при одноразовом нанесении клея, когда каждый из слоев получают влажным способом при помощи технологии типаCWP. Другая интересная особенность изобретения состоит в том, что впитывающий лист является расслаивающимся, т.е. он легко распадается в воде, несмотря на повышенное количество слоев, из которых он состоит. Способность расслаиваться (расслаивание) в соответствии с изобретением определяется, в частности, французским стандартом NF Q 34-020. Этот стандарт применяется к изделиям для санитарного и хозяйственного использования, в частности, к туалетной бумаге, и он касается того, в какой степени распадаются такие изделия.-4 017694 В соответствии с одним из существенных признаков изобретения впитывающие листы имеют коэффициентRST - прочность на растяжение листа по его ширине в Н/м;RSM - прочность на растяжение листа по его длине в Н/м;A - способность листа впитывать в кг/м 2;Ep - средняя толщина одного слоя листа в мм, причем Ep больше чем 0,115 мм. Все листы, характеристики которых соответствуют этому техническому определению, отличаются одновременно толщиной, мягкостью, хорошей прочностью. Сочетание всех этих характеристик одновременно является совершенно неожиданным для легко расслаивающегося впитывающего листа. Поэтому варианты применения, предусмотренные изобретением, многочисленны и разнообразны: туалетная бумага, полотенца, изделия для чистки и для снятия макияжа. Прочность на растяжение или точнее сопротивление разрыву при растяжении, определенная стандартом NF EN 12625-4, часть 4, является максимальной силой растяжения, которую выдерживает до разрыва единица ширины образца санитарно-гигиенической бумаги или бумажного изделия во время теста на растяжение. Принцип этого теста состоит в растягивании до разрыва при постоянной скорости растяжения 50 мм/мин образца шириной 50 мм и длиной по меньшей мере 150 мм. Чтобы это сделать, измеряемые образцы последовательно помещают между двумя зажимами испытательного прибора (такого, который точно определен стандартом EN 12625-4); испытаниям подвергается не менее 20 образцов. Зажимы прибора отодвигают один от другого при постоянной скорости около 50 мм/мин, регистрируют все значимые величины сил во время разрыва образцов. Затем рассчитывают среднее значение упомянутых сил разрыва: F, (выраженное в Н (N, чтобы определить среднее сопротивление разрыву при растяжении Fm, выраженное в Нм такое, при котором где wi - начальная ширина образца (обычно 50 мм). Что касается гибкости листа Sp, выраженной в Н, она определяется способом ring and rod, который состоит в том, что лист с площадью поверхности S пропускают через отверстие, диаметр которого чуть больше большого диаметра усеченного конуса, вокруг которого обернут лист. Измеряется сила растяжения листа до и во время его прохождения через отверстие и наносится на график, абсциссой которого является сила растяжения (в Н), а ординатой - перемещение усеченного конуса (в мм). Во время прохождения через отверстие изменяется градиент кривой и отмечается значение силы на уровне точки перегиба. Это значение приводят в соотношение с гибкостью Sp (в Н) упомянутого листа, так как она обратно пропорциональна упомянутой силе. Е - это измеренная толщина листа, полученного в соответствии со стандартом EN 12625-3, тогда как Ер - это средняя толщина слоя упомянутого листа. Точнее, Ер - это общая толщина листа, разделенная на определенное количество слоев, составляющих лист; в данном случае считается, что она выше 0,115 мм. А - это способность листа впитывать в кг на м 2, т.е. масса жидкости, поглощенной единицей поверхности листа. Этот параметр определяется в соответствии с условиями стандарта EN 12625-8, в том смысле, что впитывание, таким образом, измеряется в граммах жидкости на грамм бумаги, при том, что известна масса квадратного метра бумаги в граммах (как вес на единицу поверхности), умножение этих значений дает впитывание, выраженное в весе на единицу поверхности, как показано в нижеследующей таблице. Кроме того, в том, что касается мягкости листа, впитывающее изделие в соответствии с изобретением может быть охарактеризовано коэфициентом KD = KNOVEExp(D)100000, при этом D - число, находящееся в пределах между -3 и +3, полученное в соответствии со следующим тестом. Лицо, которое тестирует изделие, выбирает определение, соответствующее мягкости, на вербальной шкале. Метод состоит в том, чтобы дать оценки этой вербальной шкале, следуя таблице соответствия,расположенной ниже, сравнивая каждый из тестируемых листов с контрольным образцом 0: Вербальная шкала/Оценка Гораздо менее мягкий : -3 Менее мягкий : -2 Вероятно менее мягкий : -1 Нет разницы : 0 Вероятно более мягкий : +1-5 017694 Более мягкий : +2 Гораздо более мягкий : +3 Затем число лиц, выбравших данное определение мягкости, умножают на оценку, соответствующую этому определению. После этого сумму полученных оценок делят на общее количество лиц, чтобы получить среднюю оценку. Эта средняя оценка D, находящаяся в пределах между -3 и +3, дает результат теста для даннного изделия. Нижеследующая таблица дает значения для различных типов листов, полученных в соответствии с изобретением и для различных известных изделий. Из этой таблицы явно видно, что изобретение, в частности, благодаря преварительно определенным коэффициентам Knove и Kd отличается от известного уровня техники. Изобретение позволяет одновременно повысить прочность изделия, его толщину и мягкость. Кроме того, листы в соответствии с изобретением являются прямоугольными или почти прямоугольными и демонстрируют прочность на растяжение более чем около 700 Н/м по их длине и одновременно более чем около 300 Н/м по их ширине. Эти значения могут считаться высокими по сравнению с известными значениями: например, известна 4-х слойная туалетная бумага, продающаяся в Германии под товарным знаком Servus компании Кимберли-Кларк (Kimberly-Clark) и которая демонстрирует прочность 605 Н/м по ее длине. Это один из самых высоких показателей среди продающихся в настоящее время видов туалетной бумаги, как показвает приведенная выше таблица. Прочность на растяжение этой же бумаги по ширине - приблизительно 208 Н/м. Что касается прочности на растяжение по ширине каждого листа, то изделие, продающееся в Германии под знаком Hakle Ultra Care компании Кимберли-Кларк (Kimberly-Clark) демонстрирует прочность около 283 Н/м по его ширине, значение, которое считается очень высоким. Напротив, эта бумага демонстрирует прочность около 593 Н/м по его длине. Таким образом, настоящее изобретение демонстрирует исключительную прочность на растяжение одновременно по его длине и по его ширине, а также другие характеристики, в частности, относящиеся к коэффициенту KNOVE. Характеристика, относящаяся к прочности на растяжение, полученная в соответствии с изобретением, связанная или нет с другими характеристиками, дает возможность употреблять только один лист во время каждого пользования, а не несколько листов, как это делалось до сих пор. Удивительным и неожиданным является то, что вышеупомянутые значения прочности ни в какой степени не уменьшают ни мягкость изделия, ни его гибкость. Приведенная выше таблица демонстрирует улучшения, внесенные изобретателем в этой области. Предпочтительная толщина - более 0,75 мм и предпочтительно менее 1,5 мм, в то время, как масса квадратного метра в граммах - более примерно 70 г/м 2 и предпочтительно менее 150 г/м 2. Эти значения, более высокие по сравнению с большинством известных изделий, увеличивают возможность единичного использования изделия. Для того, чтобы способствовать использованию по одному листу, когда речь идет о туалетной бумаге, предпочтителен размер 140 мм 110 мм. Это размер немного превышает обычные размеры. В соответствии с одним из способов реализации изобретения впитывающие листы соединены друг с другом предварительными разрезами и вместе образуют рулон. Учитывая характеристики, свойственные листам, как они описаны выше, соотношение разрезов может быть приблизительно 0,15 на мм. Это соотношение позволяет легко и надежно отделять каждый лист. В случае применения в качестве туалетной бумаги, так как изобретение выгодно позволяет употреблять один лист при каждом пользовании, формируют рулоны, содержащие меньшее количество листов, т.е. от 60 до 120, вместо обычного количества около 150 листов, причем это сокращение не наносит ущерба потребителю. Кроме того, удивительным и неожиданным является то, что слои, образующие листы, в соответст-6 017694 вии с изобретением, не отделяются друг от друга во время формирования рулонов. По-видимому, это происходит в особенности благодаря их прочному соединению и их большой гибкости и эластичности. В соответствии с другим вариантом реализации изобретения листы могут быть сложены в стопки,затем при необходимости упакованы, чтобы образовать пачки. Является выгодным то, что в соответствии с вариантом реализации изобретения, показанным на фиг. 2, на уровне соединительного цилиндра 9 три группы слоев соединяются друг с другом под удельным давлением около 10 кг/мм 2. Конкретнее, удельное давление применяется на уровне точек и/или линий склеивания, которые равномерно распределены в продольном направлении, соответственно образующим первого гравированного цилиндра 51. Точнее, удельное давление должно быть постоянным на всей развернутой поверхности первого цилиндра 51, для того, чтобы, в частности, уменьшить вибрацию и, соответственно, износ упомянутого цилиндра. В зависимости от природы и конечных характеристик полученного листа, удельное давление может варьироваться от 3 до 16 кг/мм 2. В качестве примера, в соответствии с изобретением, были изготовлены листы, состоящие из 9 слоев. Масса их квадратного метра в граммах приблизительно 150 г/м 2, а их толщина приблизительно 1 мм. Удельное давление на уровне соединительного цилиндра, в этом случае, приблизительно 11 кг/м 2. Соответствующий способ производства осуществляется при помощи установки, схематически представленной на фиг. 2 и описанной выше. Что касается фиг. 1, каждый из слоев 1, 2 и 3 в данном случае состоит из трех слоев соединенных способом, который известен сам по себе, перед прохождением каждого из устройств для тиснения (51, 52; 61, 62; 71, 72). Кроме того, каждый слой, в данном случае, предварительно произведен влажным способом, с использованием так называемой технологии CWP. Впитывающий многослойный лист в соответствии с изобретением может состоять только из слоев,образованных таким способом, которые в конце концов соединяются вместе, соответственно фиг. 2. Не выходя за рамки изобретения, слои могут изготовляться на влажной стадии с использованием технологии, называемой TAD (through air drying), которая известна сама по себе и которая, в целом, состоит в том, что на полотно наносится масса из бумажных волокон, чтобы образовалась ткань; эту ткань помещают на поверхность пористого сушильного барабана; потоки воздуха, выходящие из этого барабана пропускают через ткань, затем сформированный таким образом слой переносят на крепирующий цилиндр. Таким образом формируют один или несколько слоев. Слои, образовнные на влажной стадии, в соответствии с идеями заявки EP 1353010, могут также образовывать часть одного листа в соответствии с изобретением. Соединение групп слоев может также осуществляться при помощи установки в соответствии с фиг. 2, которая может иметь или нет устройство проклейки. Кроме того, изобретение предусматривает листы, состоящие одновременно из слоев, полученных в соответствии с обычной технологией (называемой CWP) и из слоев, полученных в соответствии с технологией TAD. Слои типа TAD могут образовывать обе наружные поверхности таких листов. В этом случае, они получаются очень мягкими на ощупь. Внутренние слои могут быть изготовлены в соответсвии с технологией CWP или какой-либо другой. Не выходя за рамки изобретения, наружные слои могут быть произведены влажным способом в соответствии с обычной технологией (CWP) и могут образовывать обе наружные поверхности листа. При таком техническом решении внутренние слои могут быть изготовлены в соответствии с технологией типа TAD. Конечно, комбинация слоев с целью получения листа, одна сторона которого образована из обычного слоя, а другая сторона образована в соответствии с технологией типа TAD, также может быть реализована, не выходя за рамки изобретения. Выбирают одну из комбинаций в каждом отдельном случае, т.е. в соответствии с тем качеством, которое является предпочтительным, в первую очередь - с ощущением на ощупь, с впитыванием или с гибкостью или же в связи с экономической необходимостью. Кроме того, вполне возможно изготовить лист в соответствии с изобретением, не используя клей для соединения слоев, независимо от природы каждого из слоев (или группы слоев), которые составляют упомянутый лист. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Расслаивающийся многослойный впитывающий лист, имеющий практически прямоугольную форму на основе целлюлозной ваты, предназначенный для использования в качестве санитарногигиенической бумаги, такой как туалетная бумага, содержащий от пяти до двенадцати слоев, склеенных вместе вдоль тисненых зон, полученный путем тиснения по отдельности и разными способами трех групп слоев (1, 2, 3), образующих этот лист, с соединением упомянутых групп слоев химическим путем или с помощью единого клеящего узла (8) с последующим механическим соединением слоев с помощью-7 017694 прижимного соединительного цилиндра (9), и характеризующийся коэффициентомKNOVE = RSMRSTАGЕхр(12(E+Ер(1/Exp(SP 75000,где RST - прочность на растяжение листа по его ширине в Н/м, составляющая от 200 до 500 Н/м,RSM - прочность на растяжение листа по его длине в Н/м, составляющая от 400 до 1000 Н/м,G - масса листа в кг/м 2, более 70 г/м 2, но менее 150 г/м 2,Е - толщина листа в мм, более 0,75 мм, но менее 1,5 мм,Sp - гибкость листа в Н,А - способность листа впитывать в кг/м 2,Ер - средняя толщина одного слоя листа в мм, причем Ер больше чем 0,115 мм. 2. Лист по п.1, характеризующийся коэффициентомKD = KNOVEexp(D)100000,где D представляет собой значение мягкости в пределах между -3 и +3. 3. Лист по п.1 или 2, характеризующийся прочностью на растяжение по его длине больше чем примерно 700 Н/м. 4. Лист по любому из пп.1-3, характеризующийся прочностью на растяжение по его ширине больше чем примерно 300 Н/м. 5. Лист по любому из пп.1-4, содержащий от 5 до 9 слоев. 6. Лист по любому из пп.1-5, который имеет длину около 140 мм и ширину около 110 мм. 7. Лист по любому из пп.1-6, слои которого, образующие по меньшей мере одну из наружных поверхностей упомянутого листа, являются слоями типа TAD. 8. Рулон, содержащий множество последовательно соединенных друг с другом листов по любому из пп.1-7 в количестве от 60 до 120 листов. 9. Способ изготовления расслаивающегося многослойного впитывающего листа по любому из пп.17, в котором каждую из трех групп слоев обрабатывают тиснением отдельно между гравированным валиком и резиновым валиком, на первую группу слоев (1) накладывают вторую группу слоев (2) и на вторую группу слоев (2) наносят клей, на вторую группу слоев (2) накладывают тисненую третью группу слоев (3), и эти три группы слоев соединяют путем приложения к ним давления с помощью прижимного соединительного цилиндра (9). 10. Способ по п.9, в котором клей наносят с помощью аппликаторного цилиндра (81), опирающегося на гравированный цилиндр (51), используемый для тиснения первой группы слоев, при этом обеспечивают давление аппликаторного цилиндра (81), достаточное для проникновения клея до первой группы слоев. 11. Способ по п.10, в котором связывающее три группы слоев давление прикладывают с помощью прижимного соединительного цилиндра (9), взаимодействующего с гравированным цилиндром (51), при этом три группы слоев накладывают на упомянутый гравированный цилиндр (51). 12. Способ по любому из пп.9-11, в котором группы слоев соединяют между собой механически под минимальным удельным давлением порядка 3 кг/мм 2.
МПК / Метки
МПК: B31F 1/07, D21H 27/00
Метки: рулон, расслаивающийся, способ, многослойный, соответствующие, впитывающий, лист, производства
Код ссылки
<a href="https://eas.patents.su/10-17694-rasslaivayushhijjsya-mnogoslojjnyjj-vpityvayushhijj-list-sootvetstvuyushhie-rulon-i-sposob-proizvodstva.html" rel="bookmark" title="База патентов Евразийского Союза">Расслаивающийся многослойный впитывающий лист, соответствующие рулон и способ производства</a>
Композитный лист и поглощающее изделие, содержащее композитный лист
Номер патента: 16350
Опубликовано: 30.04.2012
Авторы: Хашимото Татсуя, Акаки Кеничи, Мукаи Хиротомо, Тсуджи Томоко, Митсуно Сатоши
МПК: A61F 13/49, A61F 13/514, A61F 13/511...
Метки: поглощающее, лист, содержащее, изделие, композитный
Формула / Реферат:
1. Композитный лист, содержащийнеподдающийся растяжению лист;поддающийся растяжению нетканый лист, включающий в себя термопластичные волокна, по меньшей мере часть которых предварительно вытянута, и эластомерные волокна, которые отличаются от термопластичных волокон,в котором образовано множество полосовидных неплотных областей и множество плотных областей на обеих сторонах листа вдоль продольного направления и поочередно размещенных непрерывно...
Способ и устройство для получения абсорбирующего листа и получаемый абсорбирующий лист
Номер патента: 13394
Опубликовано: 30.04.2010
Авторы: Графф Пьер, Жанно Сэбастиен, Хёфт Бенуа, Пробст Пьер
МПК: B31F 1/07
Метки: способ, устройство, абсорбирующего, абсорбирующий, получения, листа, получаемый, лист
Формула / Реферат:
1. Способ получения абсорбирующего листа, содержащего по меньшей мере два слоя абсорбирующей бумаги, заключающийся в соединении упомянутых слоев под давлением при прогоне их между двумя стальными цилиндрическими элементами, причем первый цилиндрический элемент (1) имеет гладкую наружную поверхность, наружная поверхность второго цилиндрического элемента (2) выполнена рельефной и твердость первого цилиндрического элемента меньше твердости второго...
Лист многослойного материала, способ его получения и изделие
Номер патента: 14989
Опубликовано: 29.04.2011
Авторы: Петерс Александр Фолькер, Калис Гейсбертус Хендрикус Мария, Стеман Рейнард Йозеф Мария, Ван Элбург Йохан, Ванек Девид, Симмелинк Йозеф Арнольд Пауль Мария, Тандеруп Стен, Бойгельс Жан Хуберт Мари, Менке Якобус Йоханнес, Мариссен Рулоф
МПК: F41H 5/04
Метки: многослойного, лист, получения, материала, изделие, способ
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, в котором полиолефиновые звенья в указанных монослоях уплотненной стопки имеют предпочтителную ориентацию в направлении вытяжки, причем направления вытяжки у двух последовательных монослоев в стопке различаются, при этом толщина по меньшей мере одного монослоя не превышает 50 мкм и прочность по...
Лист многослойного материала и способ его получения
Номер патента: 13291
Опубликовано: 30.04.2010
Авторы: Бойгельс Жан Хуберт Мари, Доршу Марко, Ван Элбург Йохан, Менке Якобус Йоханнес, Мариссен Рулоф, Петерс Александр Фолькер, Симмелинк Йосеф Арнольд Паул Мария, Ванек Девид, Стеман Рейнард Йозеф Мария, Тандеруп Стен, Калис Гейсбертус Хендрикус Мария
МПК: F41H 5/04
Метки: получения, материала, лист, способ, многослойного
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, причем по меньшей мере один монослой включает по меньшей мере одну однонаправленную ленту из подвергнутого вытяжке полимера, где каждая лента имеет продольные кромки, у которой монослой не имеет участка повышенной толщины, расположенного...
Способ и устройство для соединения слоев, образующих абсорбирующий лист
Номер патента: 15225
Опубликовано: 30.06.2011
Авторы: Жанно Сэбастиен, Пробст Пьер, Хёфт Бенуа
МПК: B31F 1/07
Метки: устройство, соединения, слоев, абсорбирующий, образующих, способ, лист
Формула / Реферат:
1. Способ бесклеевого соединения слоев абсорбирующей бумаги, в котором по меньшей мере два слоя (5, 6) абсорбирующей бумаги соединяют путем прижимной накатки, характеризующийся тем, что он включает следующие стадии:узорное тиснение по меньшей мере одного первого слоя (5) путем его прогона между рельефированным стальным цилиндром (2) и обрезиненным цилиндром (4), соединение с упомянутым первым слоем (5) по меньшей мере одного второго слоя (6)...
Предыдущий патент: Птицезащитное устройство для подвесного изолятора и изолятор, снабженный таким устройством
Следующий патент: Остекление
Случайный патент: Устройство и способ ввода алфавитных символов с помощью малой клавиатуры