Эндоваскулярный протез и способ его изготовления

Формула / Реферат
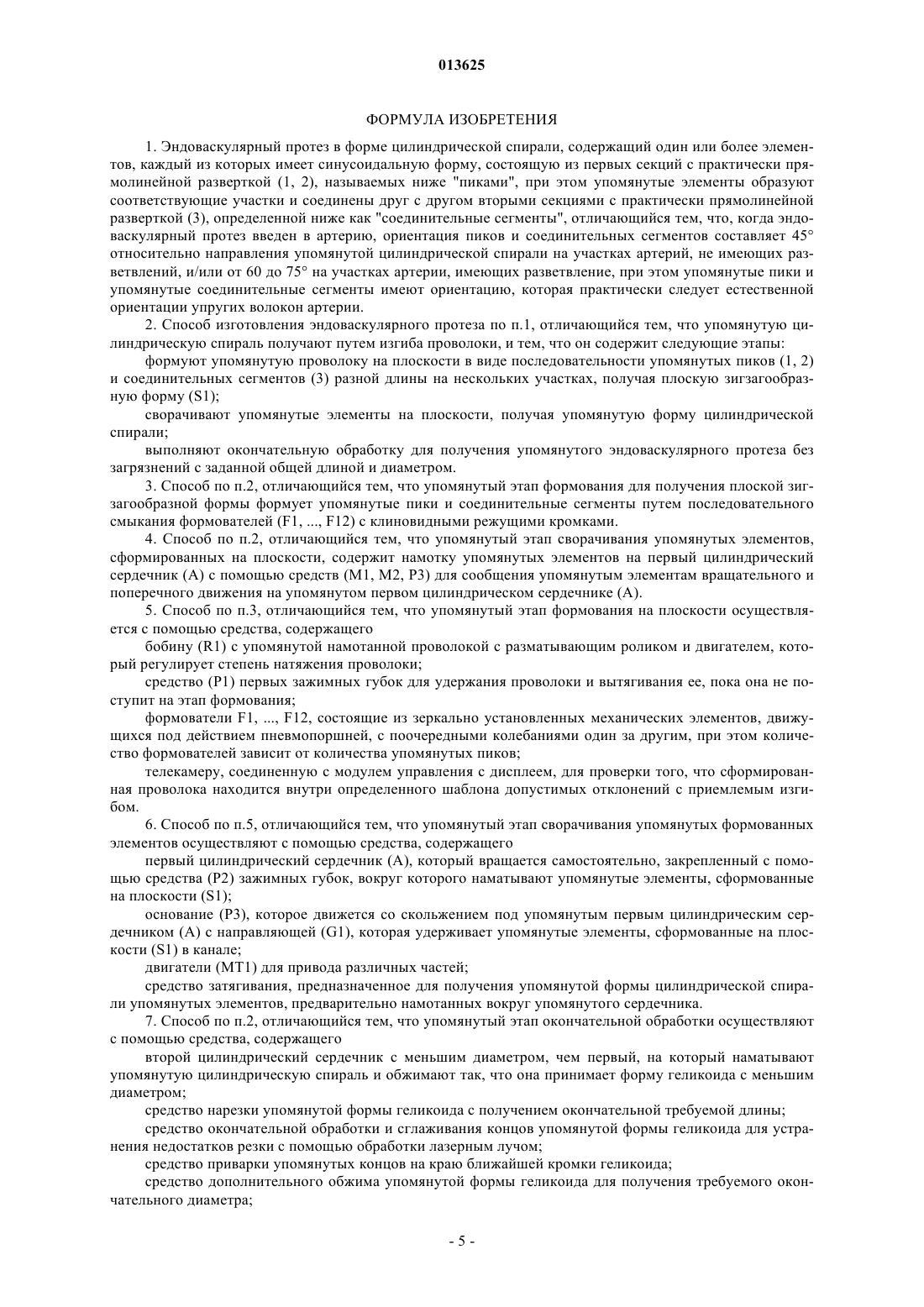
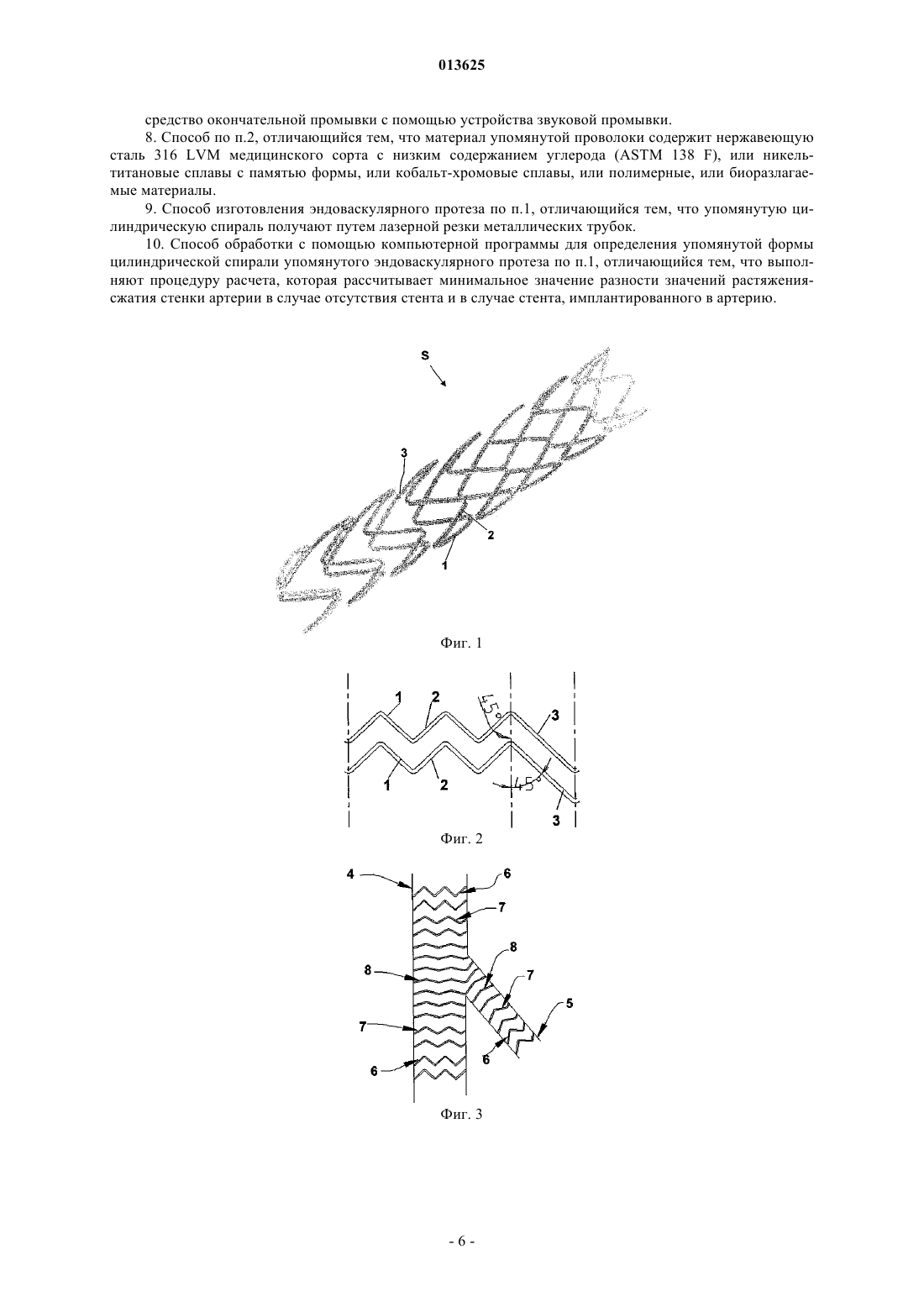
1. Эндоваскулярный протез в форме цилиндрической спирали, содержащий один или более элементов, каждый из которых имеет синусоидальную форму, состоящую из первых секций с практически прямолинейной разверткой (1, 2), называемых ниже "пиками", при этом упомянутые элементы образуют соответствующие участки и соединены друг с другом вторыми секциями с практически прямолинейной разверткой (3), определенной ниже как "соединительные сегменты", отличающийся тем, что, когда эндоваскулярный протез введен в артерию, ориентация пиков и соединительных сегментов составляет 45° относительно направления упомянутой цилиндрической спирали на участках артерий, не имеющих разветвлений, и/или от 60 до 75° на участках артерии, имеющих разветвление, при этом упомянутые пики и упомянутые соединительные сегменты имеют ориентацию, которая практически следует естественной ориентации упругих волокон артерии.
2. Способ изготовления эндоваскулярного протеза по п.1, отличающийся тем, что упомянутую цилиндрическую спираль получают путем изгиба проволоки, и тем, что он содержит следующие этапы:
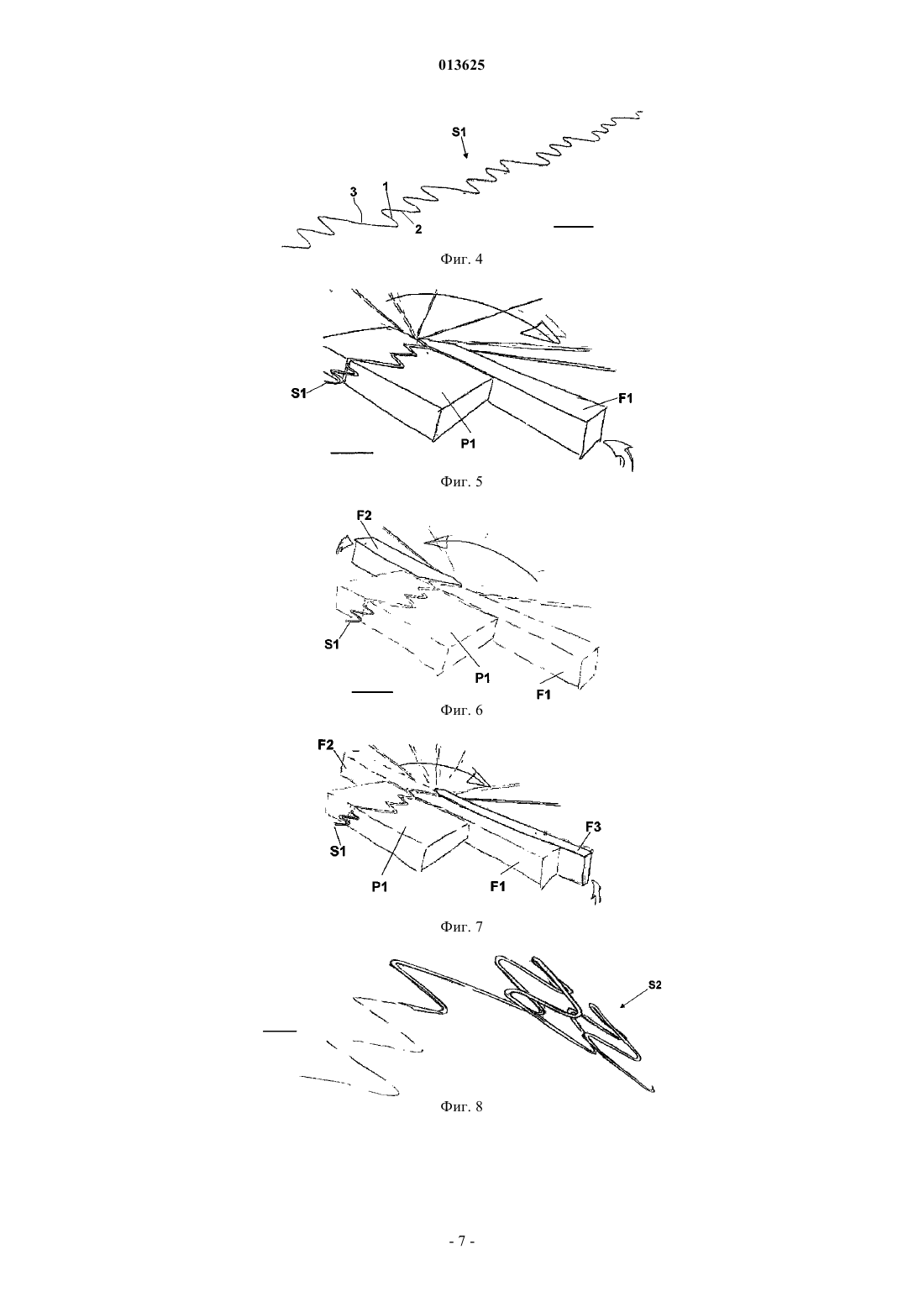
формуют упомянутую проволоку на плоскости в виде последовательности упомянутых пиков (1, 2) и соединительных сегментов (3) разной длины на нескольких участках, получая плоскую зигзагообразную форму (S1);
сворачивают упомянутые элементы на плоскости, получая упомянутую форму цилиндрической спирали;
выполняют окончательную обработку для получения упомянутого эндоваскулярного протеза без загрязнений с заданной общей длиной и диаметром.
3. Способ по п.2, отличающийся тем, что упомянутый этап формования для получения плоской зигзагообразной формы формует упомянутые пики и соединительные сегменты путем последовательного смыкания формователей (F1, ..., F12) с клиновидными режущими кромками.
4. Способ по п.2, отличающийся тем, что упомянутый этап сворачивания упомянутых элементов, сформированных на плоскости, содержит намотку упомянутых элементов на первый цилиндрический сердечник (А) с помощью средств (M1, M2, Р3) для сообщения упомянутым элементам вращательного и поперечного движения на упомянутом первом цилиндрическом сердечнике (А).
5. Способ по п.3, отличающийся тем, что упомянутый этап формования на плоскости осуществляется с помощью средства, содержащего
бобину (R1) с упомянутой намотанной проволокой с разматывающим роликом и двигателем, который регулирует степень натяжения проволоки;
средство (Р1) первых зажимных губок для удержания проволоки и вытягивания ее, пока она не поступит на этап формования;
формователи F1, ..., F12, состоящие из зеркально установленных механических элементов, движущихся под действием пневмопоршней, с поочередными колебаниями один за другим, при этом количество формователей зависит от количества упомянутых пиков;
телекамеру, соединенную с модулем управления с дисплеем, для проверки того, что сформированная проволока находится внутри определенного шаблона допустимых отклонений с приемлемым изгибом.
6. Способ по п.5, отличающийся тем, что упомянутый этап сворачивания упомянутых формованных элементов осуществляют с помощью средства, содержащего
первый цилиндрический сердечник (А), который вращается самостоятельно, закрепленный с помощью средства (Р2) зажимных губок, вокруг которого наматывают упомянутые элементы, сформованные на плоскости (S1);
основание (Р3), которое движется со скольжением под упомянутым первым цилиндрическим сердечником (А) с направляющей (G1), которая удерживает упомянутые элементы, сформованные на плоскости (S1) в канале;
двигатели (МТ1) для привода различных частей;
средство затягивания, предназначенное для получения упомянутой формы цилиндрической спирали упомянутых элементов, предварительно намотанных вокруг упомянутого сердечника.
7. Способ по п.2, отличающийся тем, что упомянутый этап окончательной обработки осуществляют с помощью средства, содержащего
второй цилиндрический сердечник с меньшим диаметром, чем первый, на который наматывают упомянутую цилиндрическую спираль и обжимают так, что она принимает форму геликоида с меньшим диаметром;
средство нарезки упомянутой формы геликоида с получением окончательной требуемой длины;
средство окончательной обработки и сглаживания концов упомянутой формы геликоида для устранения недостатков резки с помощью обработки лазерным лучом;
средство приварки упомянутых концов на краю ближайшей кромки геликоида;
средство дополнительного обжима упомянутой формы геликоида для получения требуемого окончательного диаметра;
средство окончательной промывки с помощью устройства звуковой промывки.
8. Способ по п.2, отличающийся тем, что материал упомянутой проволоки содержит нержавеющую сталь 316 LVM медицинского сорта с низким содержанием углерода (ASTM 138 F), или никель-титановые сплавы с памятью формы, или кобальт-хромовые сплавы, или полимерные, или биоразлагаемые материалы.
9. Способ изготовления эндоваскулярного протеза по п.1, отличающийся тем, что упомянутую цилиндрическую спираль получают путем лазерной резки металлических трубок.
10. Способ обработки с помощью компьютерной программы для определения упомянутой формы цилиндрической спирали упомянутого эндоваскулярного протеза по п.1, отличающийся тем, что выполняют процедуру расчета, которая рассчитывает минимальное значение разности значений растяжения-сжатия стенки артерии в случае отсутствия стента и в случае стента, имплантированного в артерию.

Текст
013625 Область техники, к которой относится изобретение Настоящее изобретение относится к эндоваскулярному протезу и соответствующему способу его изготовления. Уровень техники Под эндоваскулярным протезом, который ниже именуется как стент, подразумевается ряд металлических устройств, предназначенных для постоянной имплантации, которые используют при лечении стеноза (частичная или полная закупорка полости сосуда атеросклеротическими бляшками) кровеносных сосудов, таких как артерии центральной кровеносной системы, коронарные сосуды; или периферийных,бедренных, подвздошных, почечных артерий и т.д. Стенты представляют собой терапевтическую альтернативу сосудистой хирургии (аортокоронарному шунтированию в случае коронарных артерий и операции закрытия аневризмы в случае периферийных артерий) при лечении кровеносных сосудов. Для восстановления нормального кровотока обычно используют способ пластической операции на сосудах или чрескожную транслюминальную коронарную ангиопластику, но в случаях, когда ангиопластики не достаточно для получения хорошего результата, применяют стенты, которые вводят с помощью баллонного катетера до места стеноза, затем радиально расширяют до конечного диаметра, определяемого диаметром соответствующего сосуда. Баллон, использовавшийся для подачи стента, удаляют, оставляя на его месте расширенный стент, который выполняет функцию поддержания открытого просвета кровеносного сосуда. Несмотря на практически полный успех имплантации стентов, вдоль длины артерии после лечения часто происходит повторная закупорка или повторный стеноз. В настоящее время используют два семейства стентов: стент без покрытия (ниже называется МСБ металлический стент без покрытия) и стент, содержащий лекарственные препараты (ниже называется СПЛ - стент, покрытый лекарством), который содержит лекарственный препарат на внешней поверхности. Несмотря на практически полный успех имплантации МСБ, изготовленных из различных металлических материалов с различными конструкциями, в настоящее время они составляют очень высокий процент повторного стеноза, в зависимости от патологии пациента; врачи в данной области считают этот процент очень высоким, что оказывает значительное влияние на качество жизни пациента после лечения и на затраты, которые несут учреждения здравоохранения в связи с повторной госпитализацией. По этим причинам вводят СПЛ, которые постепенно высвобождают лекарственный препарат, внедренный в их поверхность, внутри подвергающегося лечению сосуда. Изучение влияния этих устройств постепенно продолжается для обеспечения их эффективности в патологических случаях с наибольшим риском, как пояснялось выше, но с момента их появления такие стенты не продемонстрировали снижения риска повторного стеноза, а только снижают его приблизительно на 10%, несмотря на их высокую стоимость и обширную фармакологическую терапию, используемую после их имплантации. Поэтому цель настоящего изобретения состоит в преодолении всех описанных выше неудобств и в разработке эндоваскулярного протеза и соответствующей процедуры производства, позволяющих свести к минимуму явление повторного стеноза. Сущность изобретения Настоящее изобретение относится к эндоваскулярному протезу, отличающемуся тем, что он имеет форму цилиндрической спирали и содержит один или более элементов, каждый из которых имеет синусоидальную форму, состоящую из первых секций с практически прямолинейной разверткой (пики); упомянутые элементы образуют соответствующие участки и соединены друг с другом вторыми секциями с практически прямолинейной разверткой (соединительные сегменты); и тем, что упомянутые пики и упомянутые соединительные сегменты имеют ориентацию, которая практически следует естественной ориентации упругих волокон артерии. В конкретном аспекте изобретения ориентация пиков и соединительных сегментов составляет 45 относительно оси упомянутой цилиндрической спирали на участках артерий, не имеющих разветвления,и на участках, имеющих разветвление, он составляет от 60 до 75 в областях, расположенных в непосредственной близости к упомянутым разветвлениям. Для достижения этих целей настоящее изобретение относится к эндоваскулярному протезу и соответствующему способу изготовления, как описано в формуле изобретения, которая составляет неотъемлемую часть настоящего описания. Дополнительные цели и преимущества настоящего изобретения будут понятны из следующего подробного описания варианта его воплощения и из приложенных чертежей, которые представлены исключительно как пример без ограничений. Краткое описание чертежей На фиг. 1 показан вариант воплощения стента в соответствии с настоящим изобретением; на фиг. 2 и 4 показаны примеры развертки на плоскости спирали стента; на фиг. 3 показано двумерное представление стента в случае наличия разветвления артерии; на фиг. 5-7 показаны примеры процедуры фазы формирования развертки на плоскости стента; на фиг. 8-10 показаны примеры процедуры для последующей фазы сворачивания развертки на плоскости стента;-1 013625 на фиг. 11 показан пример устройства, предназначенного для выполнения фазы формирования на плоскости; на фиг. 12 и 13 показаны примеры устройства для выполнения фазы сворачивания. Осуществление изобретения Выше было отмечено, что, несмотря на определенный успех практики имплантации стентов на подвергаемом лечению участке артерии, часто происходит повторное закупоривание или повторный стеноз. Такой стеноз преимущественно происходит из-за неправильной механической адаптации, т.е. соединения между стентом и кровеносным сосудом, которая экспоненциально влияет на воспалительную реакцию сосуда. Стенка артерии состоит из трех слоев: адвентициальной оболочки (самый внешний слой), медиального слоя и интимы (внутренний слой, находящийся в контакте с кровотоком). Медиальный слой составляет приблизительно 70% стенки сосуда и преимущественно состоит из гладких мышечных клеток и эластина; его упругое поведение во время фаз систолы и диастолы сердца влияет приблизительно на 90% общего упругого поведения артерии. Адвентициальная оболочка с ее относительной жесткостью по сравнению с медиальным слоем делает систему артерии полуподатливой механической системой, т.е. системой, которая может увеличивать и уменьшать свой объем до определенного заданного предела во время прохода волны пульса. Следует отметить, что стент представляет собой такую механическую систему, что его конструкция определяет степень его соответствия; т.е. конструкция, которая делает структуру стента жесткой, значительно снижает степень механической совместимости между двумя системами стент-артерия. Движение артерий во время фаз систолы и диастолы сердца представляет собой движение непрерывного скручивания с двумя результатами: кровоток в направлении артерии и давление на стенку сосуда в направлении, перпендикулярном артерии; последнее уменьшает и увеличивает диаметр сосуда примерно на 3%, и медицинские операторы могут наблюдать этот эффект через ангиографические изображения. Для хорошей работы системы кровообращения взаимосвязь между двумя компонентами должна оставаться постоянной, и это обеспечивает полуподатливость системы. Скручивание артерий связано с естественной структурой артерии. Ее упругие волокна ориентированы под углом приблизительно 45 относительно оси потока крови на участках артерий, не имеющих разветвления; в то время как упругие волокна меняют ориентацию до 60-75 на участках разветвления артерий. Было определено, что для снижения до минимума механической несовместимости между двумя системами стент-артерия и, таким образом, для снижения риска повторного стеноза стент должен проявлять гибкость при скручивании артерии; по существу, стент должен следовать движению стенок артерии,не проявляя какого-либо сопротивления или проявляя наименьшее возможное сопротивление, не нарушая открытое состояние кровеносного просвета сосуда артерии. Таким образом, получают систему стент-артерия с максимальной механической совместимостью. Такая система может быть получена в соответствии с аспектом изобретения путем ориентирования конструкции расширенного стента таким образом, чтобы воспроизвести естественную ориентацию упругих волокон артерии практически точным образом, т.е. под углом приблизительно 45 на участках артерий, не имеющих разветвления, или при наличии разветвлений под углом 60-75 в областях, расположенных рядом с разветвлением. Таким образом, механическая несовместимость между стентом и артерией уменьшается до минимума. В соответствии с дополнительным аспектом изобретения для получения точного согласования стента в различных ситуациях применения выполняют процедуру расчета, используя соответствующую компьютерную программу, которая рассчитывает минимальное значение разности между значениями растяжения и сжатия стенки артерии в случае отсутствия стента и в случае стента, имплантированного в артерию. Термин "сжатие" обозначает сужение и термин "растяжение" - деформацию стенок артерии,когда волна давления крови (волна пульса) проходит внутри сосуда. Кроме того, в случае стента, имплантированного в артерию, происходит минимизация значений перпендикулярного сжатия, передаваемого стентом на стенку артерии во время непрерывного движения стенки под действием волны пульса,что снижает воспалительный эффект стенки; таким образом, дополнительно снижается вероятность повторного стеноза и острых или среднесрочных осложнений. Такой способ расчета осуществляется с использованием метода конечных элементов (МКЭ) для изучения упругого и пластичного поведения как артерий, так и стента. Для выполнения всех расчетов использовали, например, специализированную вычислительную программу, называемую ANSYS, производства компании ANSYS Inc. - Canonsburg, PA U.S.A. Стент S в описанном здесь варианте воплощения, как иллюстрируется на фиг. 1 и 2, имеет форму цилиндрической спирали, определенной ниже как "геликоид", состоящей из множества элементов, каждый из которых по отдельности имеет синусоидальную форму, состоящую из прямолинейных секций 1,2, названных ниже как "пики", ориентированных под углом 45 в двух противоположных направлениях так, что они образуют цилиндрические спирали, которые следуют движениям скручивания артерии как в направлении, в котором протекает кровь, так и в обратном направлении.-2 013625 Элементы на различных участках стента соединены друг с другом другими секциями 3, также ориентированными под углом 45, названных ниже "соединительные сегменты", предназначенные для обеспечения гибкости при изгибе всей структуры. В случае разветвления артерии, как представлено на фиг. 3, стент содержит одну деталь, состоящую из первого цилиндрического ответвления с большим диаметром, чем второе ответвление; первое ответвление имплантируют в основную ветвь 4 артерии, в то время как второе ответвление имплантируют во вторичную ветвь, которая имеет меньший диаметр 5. В целом, стент имеет форму буквы "Y". Элементы раздвоенного стента ориентированы под разными углами; элементы 6, находящиеся дальше от места разветвления, сохраняют ориентацию 45, в то время как элементы, расположенные ближе к точке разветвления, ориентированы под углом 60 (7) и 75 (8). Таким образом, ориентация элементов стента соответствует ориентации упругих волокон среднего слоя, которые также ориентированы под углом 60 и 75 на уровне разветвления. Для изготовления стентов можно использовать различные материалы, как металлические, так и не металлические. Наиболее известный сплав, и также наиболее часто используемый в течение длительного времени, представляет собой нержавеющую сталь 316 LVM медицинского сорта с низким содержанием углерода (ASTM 138 F). В прошлом использовали другие сплавы на основе тантала, материала, который обладает очень высокой рентгеноконтрастностью, но с которым очень трудно работать. В настоящее время используются следующие сплавы: нержавеющая сталь 316 LVM для стентов коронарных сосудов; никель-титановые сплавы с памятью формы для периферийных стентов и стентов аорт: фактически использование этого сплава в коронарных артериях прекратилось после отрицательного опыта из-за механических и клинических характеристик; кобальт-хромовые сплавы для коронарных стентов, пригодные для уменьшения толщины материала; параметр, который позволяет уменьшить возникновение повторного стеноза и острых и среднесрочных осложнений. Также можно использовать полимерные или биоразлагаемые материалы. Технология изготовления стентов, в принципе, может быть двух типов: обработка проволоки с различным диаметром и сечением для формирования и моделирования металлических соединений стента в соответствии с конструкцией каждого стента; обработка с помощью лазерной резки металлических труб разного диаметра и толщины. Конструкция стента определяется с помощью специализированной компьютерной программы, которая позволяет воспроизводить на трубе конструкцию, соответствующую загруженной в компьютер программе. Этот процесс завершается химической или электрической окончательной обработкой поверхности для удаления остатков металла с кромок, вырезанных лучом лазера. Ниже описан способ изготовления стентов, который основан на обработке проволоки. Этот способ состоит из следующих основных этапов. Этап формования на плоскости. На этом этапе, как схематично представлено на фиг. 4, элементы формируют с требуемым углом ориентации, затем получают последовательности пиков 1, 2 и соединительных сегментов 3 с требуемыми разными длинами на разных участках, формируя плоскую зигзагообразную форму S1. На этом этапе в описанном ниже варианте воплощения элементы формуют с приданием требуемого угла ориентации путем последовательного смыкания формователей F1, F2, F3, как схематично показано на фиг. 5-7. Этап сворачивания. На этом этапе элементы, сформованные на плоскости, сворачивают, как схематично представлено на фиг. 8, для придания стенту формы S2 цилиндрической спирали. В варианте воплощения, схематично представленном на фиг. 9 и 10, элементы, сформированные на плоскости, удерживаются с помощью оправок M1, M2 на концах в горизонтальной плоскости Р 3; при синхронном вращении оправок и движении поперечно плоскости элементы принимают цилиндрическую форму на сердечнике А с заданным диаметром, в результате чего получается геликоид S2. Этап окончательной обработки для получения стента без загрязнений с требуемой общей длиной и диаметром, который затем подвергают стерилизации. Ниже описан пример устройства для реализации способа изготовления стента. Устройство содержит, по существу, следующие компоненты, со ссылкой на фиг. 11-13. 1) Формующее устройство (фиг. 11), в основном состоящее из следующих элементов: бобина R1 с намотанной на нее проволокой с разматывающим роликом и двигателем, который регулирует степень натяжения проволоки; зажимные губки Р 1, которые удерживают проволоку и вытягивают ее, пока она не поступает в цикл формования; формователи F1, , F12, состоящие из зеркально установленных механических элементов, движущихся под действием пневмопоршней, с поочередными колебаниями один за другим. В качестве неограничивающего примера на фиг. 11 показаны две пары качающихся рычагов с зеркальной компоновкой: первый рычаг В 1, на котором установлены три формователя F1, F3, F5, и второй-3 013625 рычаг В 2, на котором установлены три формователя F7, F9, F11, движутся с качаниями с одной стороны относительно зажимных губок Р 1, в то время как третий рычаг В 3, на котором установлено три формователя F2, F4, F6, и четвертый рычаг В 4, на котором установлено три формователя F8, F10, F12, движутся с качаниями на другой стороне относительно зажимных губок Р 1. Качания определены как противоположные движения в последовательности F1, F2, F3, F4, F5, F6, F7, F8, F9, F10, F11, F12. Формователи содержат соответствующие резаки C1, , C12, с клиновидными режущими кромками, которые ограничивают проволоку требуемой формы. Количество формователей, необходимых для изгиба проволоки,зависит от количества пиков на различных уровнях, формируемых проволоку; Телекамера, соединенная с модулем управления с дисплеем (не показан на чертеже), предназначена для проверки того, что сформированная проволока находится внутри определенного шаблона допустимых отклонений, по которому проверяют приемлемый изгиб. Если сформированная проволока выступает за пределы шаблона, устройство останавливают для принятия мер по исправлению. Бобина R1 движется в горизонтальном волнообразном направлении, и формователи последовательно смыкаются один за другим, изгибая проволоку, находящуюся между ними, с получением зигзагообразной формы. Проволока приобретает плоскую зигзагообразную форму с секциями с противоположным углом изгиба (пиками), разделенными на множество участков. При проходе между двумя последовательными участками формируется самая длинная секция (соединительный сегмент). В конце рабочего цикла получают проволоку S1, сформованную на плоскости, с несколькими участками. 2) Устройство сворачивания (фиг. 12 и 13) состоит, по существу, из следующих элементов: сердечник А, который вращается самостоятельно, закрепленный с помощью зажимных губок Р 2,вокруг которого наматывают сформованную проволоку S1, полученную ранее; основание Р 3, которое проскальзывает под сердечником А, с направляющей G1, которая удерживает формованную проволоку S1 в канале; зажимные губки Р 2 поворачиваются самостоятельно; двигатели МТ 1 привода различных частей. Конец сформированной проволоки фиксируют на сердечнике А, например приваривают. Сердечник вращается самостоятельно, при этом проволока наматывается на сердечник, в результате чего получают форму зигзагообразного геликоида. В конце сворачивания геликоид снимают с сердечника и выполняют процесс затягивания. Более точно, как показано на фиг. 13, последовательно выполняют следующие этапы: сформированную проволоку S1 первоначально помещают на вращающийся сердечник А с помощью открытых зажимных губок Р 1 (фаза 1); зажимные губки смыкают, удерживая один конец проволоки (фаза 2); сердечник поворачивают на один оборот, наматывая один оборот сформированной проволоки на сердечник, в то время как основание Р 3 движется вперед (фаза 3); основание Р 3 движется в поперечном направлении с закрытыми зажимными губками (фаза 4); основание движется обратно (фаза 5); зажимные губки раскрывают (фаза 6); сердечник движется в поперечном направлении (фаза 7); зажимные губки движутся в поперечном направлении, и цикл начинается снова с фазы 1. 3) Дополнительные устройства для окончательной обработки. Геликоид вставляют на второй сердечник с меньшим диаметром, чем первый, и обжимают на нем,получая форму геликоида с меньшим диаметром. Затем геликоид отрезают с конечной требуемой длиной. Концы затем обрабатывают при окончательной обработке и сглаживают для устранения неточностей, образовавшихся при резке, с помощью обработки лазерным лучом. Затем концы приваривают на краю ближайшей кромки геликоида, например, с помощью импульсного лазера. Наконец, геликоид снова обжимают для получения конечной формы геликоида с требуемым диаметром. После этого выполняют фазу окончательной промывки, например, используя устройство звуковой промывки, для получения законченного продукта, который после этого стерилизуют. Различные варианты воплощения описанного не ограничительного примера возможны без выхода за пределы сферы защиты настоящего изобретения, содержащего все эквивалентные варианты воплощения, понятные для специалиста в данной области техники. Преимущества, получаемые с помощью заявки настоящего изобретения, очевидны. Стент в соответствии с изобретением, предназначенный для применения в коронарных или периферийных артериях, решает проблему механической несовместимости с системой артерии, снижая к минимуму вероятность повторного стеноза. На основе приведенного выше описания специалист в данной области техники может реализовать цель изобретения без ввода дополнительных конструктивных деталей.-4 013625 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Эндоваскулярный протез в форме цилиндрической спирали, содержащий один или более элементов, каждый из которых имеет синусоидальную форму, состоящую из первых секций с практически прямолинейной разверткой (1, 2), называемых ниже "пиками", при этом упомянутые элементы образуют соответствующие участки и соединены друг с другом вторыми секциями с практически прямолинейной разверткой (3), определенной ниже как "соединительные сегменты", отличающийся тем, что, когда эндоваскулярный протез введен в артерию, ориентация пиков и соединительных сегментов составляет 45 относительно направления упомянутой цилиндрической спирали на участках артерий, не имеющих разветвлений, и/или от 60 до 75 на участках артерии, имеющих разветвление, при этом упомянутые пики и упомянутые соединительные сегменты имеют ориентацию, которая практически следует естественной ориентации упругих волокон артерии. 2. Способ изготовления эндоваскулярного протеза по п.1, отличающийся тем, что упомянутую цилиндрическую спираль получают путем изгиба проволоки, и тем, что он содержит следующие этапы: формуют упомянутую проволоку на плоскости в виде последовательности упомянутых пиков (1, 2) и соединительных сегментов (3) разной длины на нескольких участках, получая плоскую зигзагообразную форму (S1); сворачивают упомянутые элементы на плоскости, получая упомянутую форму цилиндрической спирали; выполняют окончательную обработку для получения упомянутого эндоваскулярного протеза без загрязнений с заданной общей длиной и диаметром. 3. Способ по п.2, отличающийся тем, что упомянутый этап формования для получения плоской зигзагообразной формы формует упомянутые пики и соединительные сегменты путем последовательного смыкания формователей (F1, , F12) с клиновидными режущими кромками. 4. Способ по п.2, отличающийся тем, что упомянутый этап сворачивания упомянутых элементов,сформированных на плоскости, содержит намотку упомянутых элементов на первый цилиндрический сердечник (А) с помощью средств (M1, M2, Р 3) для сообщения упомянутым элементам вращательного и поперечного движения на упомянутом первом цилиндрическом сердечнике (А). 5. Способ по п.3, отличающийся тем, что упомянутый этап формования на плоскости осуществляется с помощью средства, содержащего бобину (R1) с упомянутой намотанной проволокой с разматывающим роликом и двигателем, который регулирует степень натяжения проволоки; средство (Р 1) первых зажимных губок для удержания проволоки и вытягивания ее, пока она не поступит на этап формования; формователи F1, , F12, состоящие из зеркально установленных механических элементов, движущихся под действием пневмопоршней, с поочередными колебаниями один за другим, при этом количество формователей зависит от количества упомянутых пиков; телекамеру, соединенную с модулем управления с дисплеем, для проверки того, что сформированная проволока находится внутри определенного шаблона допустимых отклонений с приемлемым изгибом. 6. Способ по п.5, отличающийся тем, что упомянутый этап сворачивания упомянутых формованных элементов осуществляют с помощью средства, содержащего первый цилиндрический сердечник (А), который вращается самостоятельно, закрепленный с помощью средства (Р 2) зажимных губок, вокруг которого наматывают упомянутые элементы, сформованные на плоскости (S1); основание (Р 3), которое движется со скольжением под упомянутым первым цилиндрическим сердечником (А) с направляющей (G1), которая удерживает упомянутые элементы, сформованные на плоскости (S1) в канале; двигатели (МТ 1) для привода различных частей; средство затягивания, предназначенное для получения упомянутой формы цилиндрической спирали упомянутых элементов, предварительно намотанных вокруг упомянутого сердечника. 7. Способ по п.2, отличающийся тем, что упомянутый этап окончательной обработки осуществляют с помощью средства, содержащего второй цилиндрический сердечник с меньшим диаметром, чем первый, на который наматывают упомянутую цилиндрическую спираль и обжимают так, что она принимает форму геликоида с меньшим диаметром; средство нарезки упомянутой формы геликоида с получением окончательной требуемой длины; средство окончательной обработки и сглаживания концов упомянутой формы геликоида для устранения недостатков резки с помощью обработки лазерным лучом; средство приварки упомянутых концов на краю ближайшей кромки геликоида; средство дополнительного обжима упомянутой формы геликоида для получения требуемого окончательного диаметра;-5 013625 средство окончательной промывки с помощью устройства звуковой промывки. 8. Способ по п.2, отличающийся тем, что материал упомянутой проволоки содержит нержавеющую сталь 316 LVM медицинского сорта с низким содержанием углерода (ASTM 138 F), или никельтитановые сплавы с памятью формы, или кобальт-хромовые сплавы, или полимерные, или биоразлагаемые материалы. 9. Способ изготовления эндоваскулярного протеза по п.1, отличающийся тем, что упомянутую цилиндрическую спираль получают путем лазерной резки металлических трубок. 10. Способ обработки с помощью компьютерной программы для определения упомянутой формы цилиндрической спирали упомянутого эндоваскулярного протеза по п.1, отличающийся тем, что выполняют процедуру расчета, которая рассчитывает минимальное значение разности значений растяжениясжатия стенки артерии в случае отсутствия стента и в случае стента, имплантированного в артерию.
МПК / Метки
МПК: A61F 2/06
Метки: способ, протез, изготовления, эндоваскулярный
Код ссылки
<a href="https://eas.patents.su/10-13625-endovaskulyarnyjj-protez-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Эндоваскулярный протез и способ его изготовления</a>
Модульный протез
Номер патента: 291
Опубликовано: 25.02.1999
Авторы: Джонсон Весли Д., Эмери Ричард С.
МПК: A61F 2/36
Формула / Реферат:
1. Комплект для изготовления модульного протеза, содержащий первый элемент со стенками, образующими полость, прижим, способный прижиматься в упомянутой полости с возможностью удаления, причём прижим имеет первую конфигурацию покоя с заранее заданным размером в одном направлении, и инструмент для приложения растягивающего усилия к упомянутому прижиму во втором направлении, перпендикулярном к упомянутому одному направлению, для уменьшения...
Протез
Номер патента: 9582
Опубликовано: 28.02.2008
Автор: Судманн Эйнар
МПК: A61F 2/30, A61C 8/00, A61B 17/17...
Метки: протез
Формула / Реферат:
1. Протез (1), имеющий наружную поверхность, которая определяет область контакта с окружающей костной или фиброзной тканью, снабженный по меньшей мере одной внутренней крепежной полостью (6, 7, 8, 11) для приема врастающей ткани, отличающийся тем, что снабжен по меньшей мере одним направляющим средством (5) для режущего инструмента, предназначенного для срезания вросшей ткани с целью извлечения протеза, причем направляющие средства (5) и...
Склеральный протез для лечения пресбиопии и других расстройств зрения
Номер патента: 2476
Опубликовано: 27.06.2002
Автор: Скачар Роналд А.
МПК: A61F 9/007
Метки: расстройств, пресбиопии, лечения, зрения, склеральный, протез, других
Формула / Реферат:
1. Глазной склеральный протез, выполненный с возможностью введения в склеру глаза в области ресничного тела, отличающийся тем, что он содержит основание с удлиненной горизонтальной проекцией, имеющей больший и меньший размеры, а также внутренней и внешней поверхностями, причем указанная внешняя поверхность является гладкой и приспособлена для контакта с глазной тканью внутри кармана, хирургически образованного внутри ткани склеры глаза, а также...
Способ изготовления отделочной строчки и механизм (варианты) для ее изготовления
Номер патента: 11699
Опубликовано: 28.04.2009
Автор: Борисов Игорь Александрович
МПК: D05B 3/02
Метки: варианты, изготовления, способ, механизм, строчки, отделочной
Формула / Реферат:
1. Способ изготовления отделочной строчки, заключающийся в том, что при возвратно-поступательном движении иглодержателя швейной машины с основной нитью с помощью нитенаправителя меняют взаимное расположение отделочных нитей на противоположное относительно иглы швейной машины с основной нитью, создавая тем самым переплетение отделочных нитей, которое закрепляют основной строчкой при каждом стежке швейной машины. 2. Способ по п.1, отличающийся...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: цельной, изготовления, устройство, способ, кованой, заготовки, шестерни(варианты, ковкой
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Круглый строп для тяжелого режима работы
Следующий патент: Способ комплексной переработки ископаемых бурых углей, горючих сланцев и других каустобиолитов