Скважинные насосно-компрессорные трубы с полимерными гильзами
Номер патента: 18661
Опубликовано: 30.09.2013
Авторы: Оберндорфер Маркус, Анкер Мартин, Лидауэр Зигфрид, Тайер Карин
Формула / Реферат
1. Система добычи штанговыми глубинными насосами, содержащая одну или несколько скважинных насосно-компрессорных труб и насосные штанги, расположенные в каждой насосно-компрессорной трубе, при этом каждая скважинная насосно-компрессорная труба содержит множество секций с проходным каналом и внутренним диаметром, по меньшей мере часть из которых имеет полимерные гильзы, установленные в проходном канале секции насосно-компрессорной трубы и состоящие из сшитого полиэтилена, и каждая насосная штанга содержит множество отдельных секций, соединенных друг с другом соединительными муфтами, имеющими шероховатость поверхности Ra≤2,8 мкм и твердость поверхности с числом твердости по Виккерсу HV200≥300.
2. Система по п.1, в которой гильзы имеют толщину 0,5-10 мм.
3. Система по п.1 или 2, в которой сшитый полиэтилен имеет плотность, составляющую по меньшей мере 920 кг/м3.
4. Система по п.3, в которой сшитый полиэтилен является сшитым полиэтиленом высокой плотности с плотностью 940-964 кг/м3.
5. Система по любому предшествующему пункту, в которой сшитый полимер имеет степень сшивки, составляющую 20-90%.
6. Система по любому предшествующему пункту, в которой сшитый полиэтилен имеет показатель текучести расплава (190°C, 2,16 кг), определенный согласно стандарту 1133 Международной организации по стандартизации, до сшивки 0,1-4 г/10 мин.
7. Система по любому предшествующему пункту, в которой полимерные гильзы состоят из нескольких слоев, при этом, по меньшей мере, внутренний слой содержит сшитый полиэтилен.
8. Система по любому из пп.1-6, в которой полимерные гильзы являются однослойными.
9. Система по любому предшествующему пункту, в которой скважинная насосно-компрессорная труба является нефтяной.
10. Система по любому предшествующему пункту, в которой соединительные муфты имеют стойкость к поверхностной коррозии ≤0,025 мм при 0°C, определенную согласно стандарту G 48-03, способ С или Е, Американского общества испытания материалов.
11. Система по любому предшествующему пункту, в которой соединительные муфты содержат изнашивающийся слой на внешней поверхности муфт, содержащий напыленный металл, сплавленный с внешней поверхностью.
12. Система по п.11, в которой изнашивающийся слой содержит 0,50-1,00 вес.% углерода, 3,50-5,50 вес.% кремния, 12,00-18,00 вес.% хрома, 2,50-4,5 вес.% бора, 3,00-5,5 вес.% железа, и остаток составляет никель.
Текст
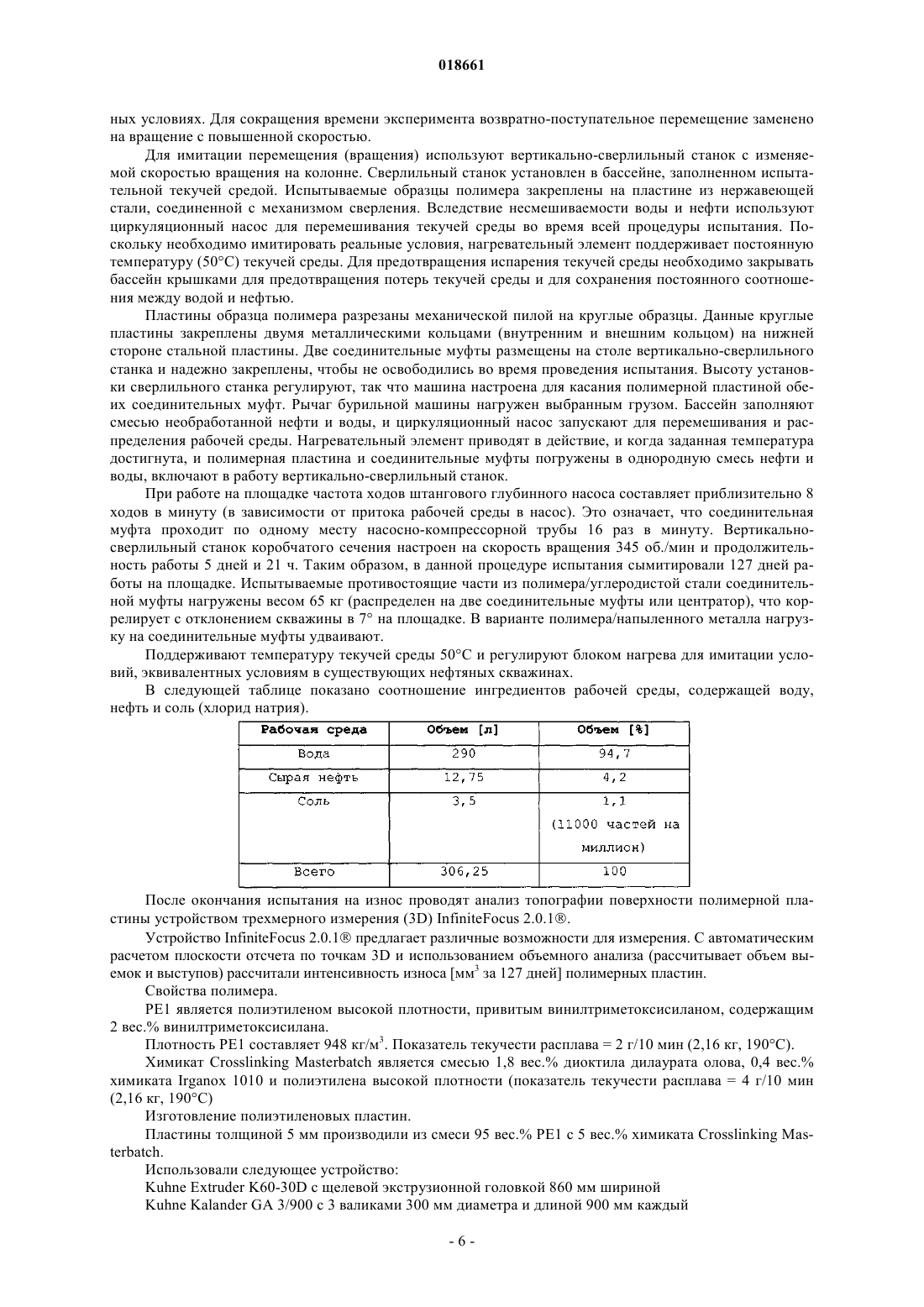
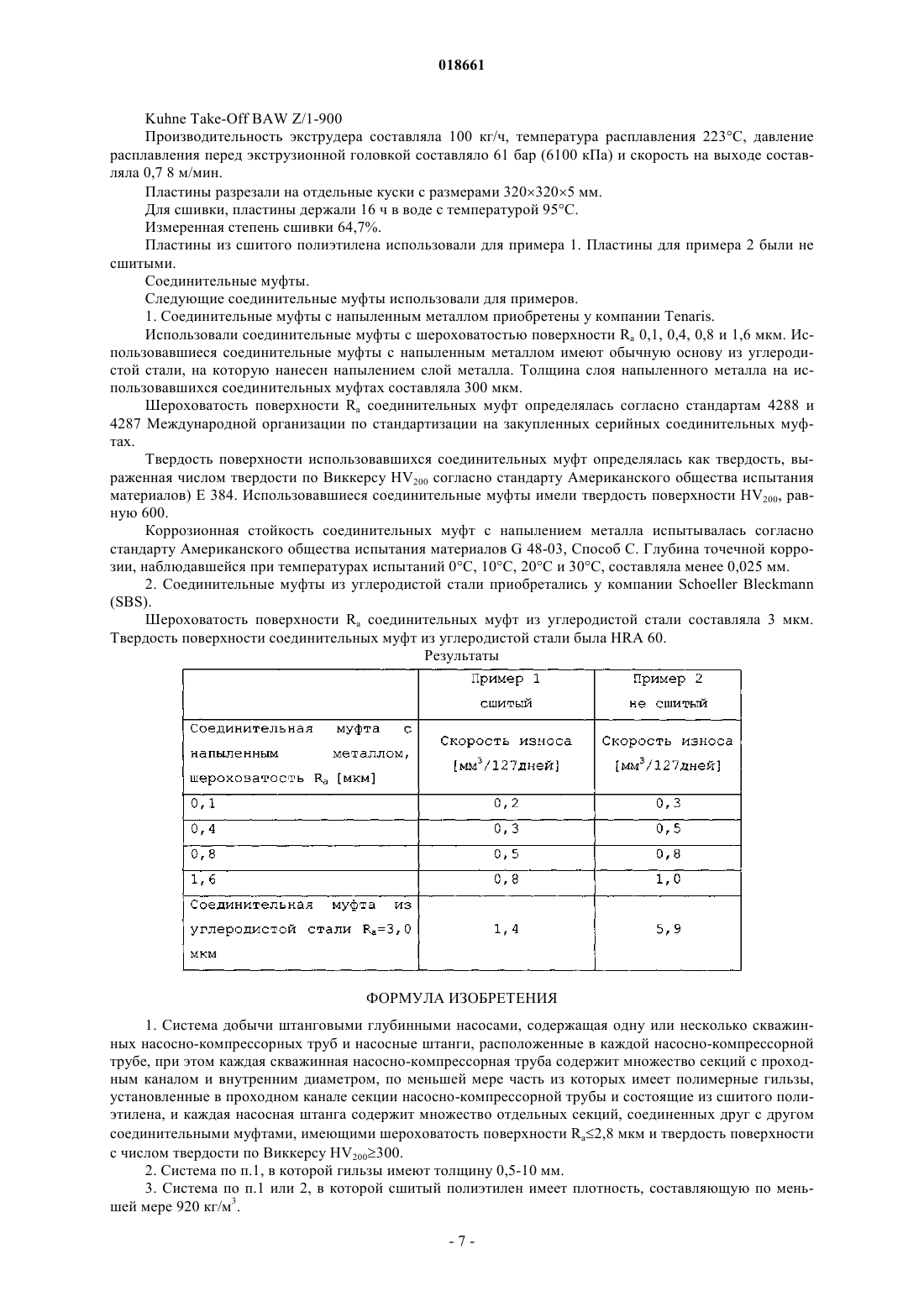
Изобретение относится к скважинным насосно-компрессорным трубам, конкретно к насоснокомпрессорным трубам нефтяных скважин, с улучшенной стойкостью к абразивному износу и коррозии. Скважинная насосно-компрессорная труба содержит множество секций с проходным каналом и внутренним диаметром, при этом по меньшей мере часть секций насоснокомпрессорной трубы имеют полимерные гильзы, установленные в проходном канале секции насосно-компрессорной трубы и состоящие из сшитого полиэтилена.(71)(73) Заявитель и патентовладелец: БОРЕАЛИС АГ; ОМВ ЭКСПЛОРЕЙШН ЭНД ПРОДАКШН ГМБХ (AT) Настоящее изобретение относится к скважинным насосно-компрессорным трубам с улучшенной абразивной и коррозионной стойкостью. Конкретно, изобретение относится к насосно-компрессорным трубам для нефтяных скважин, содержащих множество секций с проходным каналом и внутренним диаметром, при этом по меньшей мере часть секций насосно-компрессорной трубы имеет полимерные гильзы, установленные в проходном канале секции. Настоящее изобретение относится к колоннам насосно-компрессорных труб, используемых в скважинах, конкретно в нефтяных скважинах, эксплуатирующихся со штанговыми глубинными насосами,что является обычной методикой откачки нефти из подземных коллекторов. На поверхности двигатель приводит в действие балансир, соединенный с устьевым сальниковым штоком, который, в свою очередь,соединен с колонной насосных штанг, проходящих в глубину ствола скважины для несения глубинного насоса. При работе двигателя балансир поднимает и опускает устьевой сальниковый шток и колонну насосных штанг, заставляя насос поднимать текучую среду из коллектора на поверхность. По статистике скважины, эксплуатирующиеся с установками обычных штанговых глубинных насосов, сталкиваются с проблемами выхода из строя насосно-компрессорной трубы и/или штанг или соединительных муфт штанг вследствие абразивного износа штанг или соединительных муфт штанг о стенки насосно-компрессорной трубы, когда колонна штанг совершает возвратно-поступательные перемещения. Данные выходы из строя может ускорить присутствие коррозионных элементов и/или искривление ствола скважины при бурении или оседания пород. Изобретение дополнительно относится к скважинным насосно-компрессорным трубам, конкретно,к насосно-компрессорным трубам нефтяных скважин, где дополнительный основной способ подъема нефти на поверхность из подземного коллектора включает в себя использование винтовых скважинных насосов. Использование винтовых скважинных насосов является предпочтительным способом перекачки, когда нефть содержит некоторое количество песка, вызывающего высокий абразивный износ. В мире эксплуатируют миллионы нефтяных скважин, большинство из них одним из вышеупомянутых способов. Возникновение коррозии и абразивного износа делает необходимой замену колонн насосно-компрессорных труб с регулярными интервалами. В результате, получают высокие эксплуатационные затраты и потери добычи. Для уменьшения частоты ремонта/техобслуживания осуществлены попытки заменять облицовку секций насосно-компрессорной трубы полимерными гильзами. Полимерный материал должен быть стойким к абразивному износу и иметь низкий коэффициент трения. Кроме того, полимер должен быть стойким к добываемым текучим средам, особенно сырой нефти и смесям нефти и воды и примесям. Предпочтительным материалом, уже использовавшимся в прошлом для замены облицовки насоснокомпрессорных труб нефтяных скважин, являются полиолефины, такие как полипропилен и полиэтилен. Использование гильз, содержащих полипропилен, например, описано в патенте США 2006/0124308 A1. Использование гильз, содержащих полиэтилен, описано в патенте США 5511619. Полиэтилен высокой плотности, полиэтилен сверхвысокой плотности и полиэтилен ультравысокого молекулярного веса являются в настоящее время предпочтительными типами полиэтилена,используемыми для замены облицовки. Вместе с тем наблюдалась, в общем, неудовлетворительная стойкость к абразивному износу данных материалов. Дополнительная проблема возникает при добыче парафинистой нефти. Если температура добытой нефти падает ниже температуры парафинирования, парафиновые фракции выделяются, что делает необходимым проведение скважинных мероприятий. Такие скважинные мероприятия могут являться необходимыми до двух раз в день, приводя к затратам и потере добычи. Цели изобретения Целью настоящего изобретения является создание насосно-компрессорных труб нефтяных скважин,имеющих улучшенную стойкость к абразивному износу, обеспечивающих возможность их использования для добычи нефти с высоким содержанием парафина и, по меньшей мере, поддержание коррозионной стойкости полиолефиновых гильз. Вышеупомянутая цель достигается насосно-компрессорной трубой нефтяной скважины, содержащей множество секций с проходным каналом и внутренним диаметром, при этом по меньшей мере часть секций насосно-компрессорной трубы имеет полимерные гильзы, установленные в проходном канале секции насосно-компрессорной трубы, отличающейся тем, что полимерные гильзы состоят из сшитого полиэтилена. Скважинную насосно-компрессорную трубу, конкретно, насосно-компрессорную трубу нефтяной скважины согласно данному изобретению понимают как известное изделие в технической области добычи нефти и/или газа. Конкретно, скважинная насосно-компрессорная труба согласно настоящему изобретению является скважинной насосно-компрессорной трубой, используемой для штангового глубинного насоса. Соответственно, скважинная насосно-компрессорная труба, конкретно, насосно-компрессорная труба нефтяной скважины, состоит из множества секций с проходным каналом и внутренним диаметром. Секции насосно-компрессорной трубы соединяют друг с другом так, что проходные каналы секций вместе образуют трубу, проходящую от поверхности к забою скважины. Дополнительно каждая секция на-1 018661 сосно-компрессорной трубы имеет полимерную гильзу, установленную в проходном канале. Неожиданно было обнаружено, что полимерные гильзы из сшитого полиэтилена способны удовлетворять вышеупомянутым требованиям. Гильзы из сшитого полиэтилена предлагают увеличенную долговечность применительно к абразивным рабочим средам, например, сырой нефти, содержащей песок, и также против абразивного действия колонны насосных штанг. Вместе с увеличенной стойкостью к абразивному износу защита от коррозии сшитого полиэтилена синергетически увеличена по сравнению с несшитым полиэтиленом. Увеличенная долговечность гильзы также увеличивает срок службы материала самой насосно-компрессорной трубы. Гильзы из сшитого полиэтилена также демонстрируют улучшенные механические параметры при повышенных температурах по сравнению с гильзами из несшитого полиэтилена. Это делает гильзы из сшитого полиэтилена подходящими для добычи сырой нефти при высоких температурах. Изобретение также применимо к газовым скважинам и водным нагнетательным скважинам, дополнительным применением является добыча метана из угольных пластов. Изобретение можно использовать во всех случаях, где текучую среду поднимают из подземного пласта на поверхность по насоснокомпрессорным трубам и она содержит твердые и абразивные частицы и поэтому является абразивной и/или коррозионной. Вследствие теплоизолирующего действия и более низкой поверхностной энергии полимерных труб парафинистые нефти можно проще добывать, поскольку выделение парафинов предотвращается. Вместе с тем, в случае скважинных мероприятий с использованием обработки паром, высокие температуры должны применяться к насосно-компрессорным трубам; сшитый полиэтилен имеет более высокую температурную стойкость по сравнению со стандартным несшитым полиэтиленом насосно-компрессорных труб. Вследствие аналогичного действия осаждение асфальтенов также уменьшено. Дополнительно наблюдаются проблемы твердых отложений, также приводящие к проведению ряда скважинных мероприятий. Вследствие теплоизолирующего действия и более низкой поверхностной энергии сшитых полиэтиленовых труб выделение, например, карбоната кальция уменьшается. Общей проблемой в газовых скважинах является накопление гидратов газа, требующее обработки метанолом. При использовании насосно-компрессорных труб с гильзами из сшитого полиэтилена проблемы могут быть уменьшены действием, аналогичным упомянутому выше. Результатом использования секций насосно-компрессорной трубы с гильзами также является уменьшения энергопотребления для подъема на поверхность сырой нефти. Наблюдалась экономия электроэнергии до 20%. В настоящем изобретении гильзы являются "устанавливаемыми с натягом", то есть, внешний диаметр установленной гильзы точно равен внутреннему диаметру проходного канала. В технике существует ряд методик установки полиэтиленовых гильз в трубы, например публикацияWO 00/15411, включенная в данное описание путем ссылки, описывает способ, при котором круглую гильзу деформируют с приданием ей геометрической формы с существенно уменьшенным габаритным размером, вставляют деформированную гильзу в имеющуюся насосно-компрессорную трубу и возвращают гильзе круглую форму. Гильзу расширяют на внутренней поверхности имеющейся насоснокомпрессорной трубы и затем выполняют сшивку. Патент Великобритании 2272038, также включенный в данное описание путем ссылки, описывает способ установки гильз, выполненных из сшитого полиэтилена, в трубопровод посредством осевого скручивания гильз, сохранения гильз в конфигурации с осевым скручиванием, когда гильзы вставляют в трубопровод и, наконец, раскручивания гильз с расширением гильз при этом и установления контакта с внутренней поверхностью трубопровода. Дополнительные способы включают в себя "обжим" и "прикатывание", где наружный диаметр гильз временно уменьшают для простоты втягивания в насосно-компрессорную трубу перед восстановлением диаметра до диаметра проходного канала насосно-компрессорной трубы. Данные способы обеспечивают установку гильзы с натягом внутри насосно-компрессорной трубы. Все упомянутые выше способы подходят для производства насосно-компрессорных труб нефтяных скважин настоящего изобретения. В общем, можно вставлять полиэтиленовые гильзы в насоснокомпрессорную трубу в сшитом или несшитом состоянии. Если вставляют гильзу из несшитого полиэтилена, его должны затем сшить подходящим средством, например воздействием облучения или воды или пара при повышенных температурах. Согласно предпочтительному варианту осуществления гильзы, используемые в настоящем изобретении, имеют толщину стенок 0,5-10 мм. Ниже 0,5 мм срок службы гильзы и, следовательно, долговечность самой насосно-компрессорной трубы увеличивается недостаточно. Для толщин до 10 мм и выше требования к долговечности и коррозионной стойкости выполняются, вместе с тем, при толщине более 10 мм, нежелательно снижается пропускная способность насосно-компрессорной трубы по транспортировке текучей среды. Более предпочтительная толщина стенок гильз составляет 2-8 мм, и наиболее предпочтительная толщина стенок гильз составляет 3-6 мм. В общем, плотность используемого полиэтилена не является слишком критичной. Вместе с тем предпочтительно использование полиэтилена с плотностью по меньшей мере 920 кг/м 3. Верхний предел обычно составляет 964 кг/м 3 (этиленовый гомополимер). Полиэтилен с плотностью ниже 920 кг/м 3 рассматривается заявителями, как слишком мягкий для предложенного применения. Соответственно, более предпочтительным является сшитый полиэтилен высокой плотности с плотностью 940-964 кг/м 3. Согласно предпочтительному варианту осуществления настоящего изобретения сшитый полиэтилен имеет степень сшивки 20-90%. В общем, предпочтительна степень сшивки используемого полиэтилена по меньшей мере 20% для уверенности, что гильза выполняет требования по стойкости к абразивному износу и сохранению механических свойств при высоких температурах. Можно использовать степень сшивки выше 90%, но обнаружено, что степень от 20 до 90% обычно является достаточной. Предпочтительны степени сшивки 3080%, более предпочтительны 40-80%, еще более предпочтительны 50-80%. Конкретная предпочтительная степень сшивки составляет около 65%. Сшитый полиэтилен можно производить одним из трех способов, описанных ниже: 1. Химическая сшивка (Способ Engels/Азо Способ) 2. Облучение 3. Получение силанпривитого полимера и гидролиз. 1. Химическая сшивка. В способе Engels используют полиэтилен, содержащий высокую концентрацию органической перекиси. Полиэтилен экструдируют и выдерживают при повышенных температурах в течение некоторого периода времени после экструдирования внутри длинных труб под давлением. В это время перекись разлагается на свободные радикалы, вступающие в реакцию с полимером для образования углеродуглеродных связей между цепями полиэтилена. Высокие капитальные затраты на оборудование для экструдирования, необходимое для данного способа, препятствуют его широкому распространению с 50-х и 60-х гг. прошлого века, когда имело место промышленное использование первого сшитого полиэтилена. Созданная сшитая структура (прямые связи сшивки углерода с углеродом между цепями полиэтилена) является двухмерной/плоской по характеру и не такой предельно эффективной как структура силанпривитого полиэтилена. Она также ограничена способами экструдирования. Азоспособ является по характеру аналогичным способу Engels, с использованием азосоединения вместо перекиси. Азосоединение разлагается при очень высокой температуре обычно в катенарных трубах ниже по потоку также для образования свободных радикалов для сшивки вместе цепей полиэтилена. 2. Облучение. Через литые полиэтиленовые изделия или изделия, полученные экструдированием, пропускают лучи ускоренных электронов (бета или гамма-излучение), образующие свободные радикалы в полимере и напрямую соединяющие полиэтиленовые цепи друг с другом. Созданная структура является плоской,аналогично структуре в перекисной (химической) системе сшивки. Используемый полиэтилен содержит присадки, увеличивающие стоимость сырья. 3. Получение силанпривитого полимера и гидролиз. В данном способе образуется сшиваемый привитой сополимер посредством прививки коротких боковых цепей органосиланов на основную структуру полиэтилена. Получающийся в результате полимер остается термопластичным. Способ прививания обычно осуществляется в высокосрезающем экструдере. Обычно его осуществляют на оборудовании Ko Kneader или двухшнековом экструдере со шнеками совместного вращения, с использованием экструдера, как химического реактора. Литьевое устройство или экструдер затем перемешивает привитой сополимер с маточной смесью катализатора и экструдирует термопластичный материал с образованием готового изделия. При экструдировании трубы или литья под давлением сшивка не происходит или происходит сшивка низкого уровня. Сшивку получают позже при реакции труб с влагой или в ваннах с горячей водой или в пропарочной камере. Молекулы воды диффундируют в полиэтилен, и происходит химическая реакция между водой и концевыми группами боковых цепей органосиланов. Данная реакция образует силоксановые сшивки,напрямую соединяющие полиэтиленовые цепи. Присутствующий катализатор ускоряет сшивку и обеспечивает достижение экономически приемлемого времени сшивки. Важно, что конец любой силановой боковой цепи способен образовать сшивки с тремя различными примыкающими силановыми боковыми цепями. Это дает структуру сшивки в виде пучка, имеющую форму по типу трехмерной решетки. Данная финальная структура сети сшивки обычно является более стойкой к нагреву и изменениям давления, чем структуры плоскостного типа, которые дают подходы с использованием перекиси и облучения. Предпочтительно используемый для настоящего изобретения сшитый полиэтилен производят с получением силанпривитого полиэтилена и гидролизом. Согласно предпочтительному варианту осуществления настоящего изобретения сшитый полиэтилен имеет показатель текучести расплава (190C, 2,16 кг), определенный согласно стандарту Междуна-3 018661 родной организации по стандартизации 1133, перед сшивкой в 0,1-4 г/10 мин. Полимерные гильзы, используемые в настоящем изобретении, согласно предпочтительному варианту осуществления состоят из нескольких слоев, где, по меньшей мере, внутренний слой содержит сшитый полиэтилен. Согласно альтернативному варианту осуществления полимерные гильзы являются однослойными. Согласно предпочтительному варианту осуществления настоящего изобретения скважинные насосно-компрессорные трубы с гильзами из сшитого полиэтилена используют в системах добычи со штанговыми глубинными насосами, при этом насосные штанги установлены в каждой из скважинных насоснокомпрессорных труб. Как уже подчеркивалось выше, наиболее предпочтительным вариантом осуществления настоящего изобретения является насосно-компрессорная труба нефтяной скважины. Согласно еще одному дополнительному предпочтительному варианту осуществления настоящего изобретения соединительные муфты, используемые для соединения индивидуальных секций насосных штанг, имеют шероховатость поверхности 2,8 мкм. Для базового варианта осуществления настоящего изобретения свойства материала секций насосных штанг и соединительных муфт насосных штанг не важны, то есть заметно увеличенный срок службы имеет место только при использовании гильз из сшитого полиэтилена, даже когда продолжают использовать обычные насосные штанги с обычными соединительными муфтами из углеродистой стали. Вместе с тем, данный положительный эффект можно еще дополнительно улучшить, когда используют особые соединительных муфты штанг, имеющие весьма низкую шероховатость поверхности. Гладкость поверхности выражается, как шероховатость поверхности Ra2,8 мкм. Более предпочтительна шероховатость поверхности Ra1,6 мкм, еще более предпочтительна шероховатость поверхности Ra1,0 мкм, еще более предпочтительна шероховатость поверхности Ra0,6 мкм и наиболее предпочтительна шероховатость поверхности Ra0,2 мкм. Особо предпочтительна величина шероховатости поверхностиRa около 0,1 мкм. Согласно еще одному дополнительному предпочтительному варианту осуществления соединительные муфты имеют твердость поверхности, выраженную числом твердости по Виккерсу, HV200300, более предпочтительна твердость поверхности HV200450, еще более предпочтительна твердость поверхностиHV200595. Высокая твердость поверхности обеспечивает сохранение гладкой поверхности гладкой в течение продолжительного времени, пока эксплуатируются соединительные муфты. Комбинация очень гладкой поверхности (шероховатость поверхности 2,8 мкм) вместе с твердостью поверхности в определенном диапазоне подтвердила, что дает наилучшие результаты. Согласно предпочтительным вариантам осуществления настоящего изобретения соединительные муфты штанг содержат изнашивающийся слой на внешней поверхности соединительной муфты, содержащий напыленный металл, сплавленный с внешней поверхностью. Напыленный металл наносится на основу посредством нанесения покрытия напылением металла при высокой температуре. Нанесение покрытия напылением металла при высокой температуре включает в себя использование горелки для нагрева материала, имеющего форму порошка или проволоки, до расплавленного или близкого к расплавленному состояния, и использование газа для продвижения материала к проектной основе с созданием совершенно новой поверхности. Материал покрытия может являться одиночным элементом, сплавом или соединением с уникальными физическими свойствами, которые, в большинстве случаев, достижимы только способом напыления металла при высокой температуре. Нанесение покрытия напылением металла при высокой температуре является высоко экономически эффективным и надежным способом придания лучших свойств и качеств показателей работы данной технической поверхности. Различные изделия и покрытия, которые можно улучшить напылением металла при высокой температуре, практически неограниченны. Покрытия обычно выполняют металлическими, керамическими, карбидными или из комбинаций данных материалов для соответствия ряду физических критериев. Как семейство связанных технологий, каждый способ напыления металла при высокой температуре обеспечивает заметные преимущества. При этом обеспечивается высокая степень гибкости для соответствия широкому диапазону вариантов применения и требований производства. Данные способы включают в себя атмосферное покрытие плазменным напылением, покрытие плазменным напылением в регулируемой атмосфере Champro (фирменное название компании Sulzer Metco), высокоскоростное газопламенное напыление с использованием газа или жидкости, как топлива горения, нанесение покрытия напылением с использованием сгорающего порошка, нанесения покрытия напылением с использованием сгорающей проволоки и нанесения покрытия напылением с использованием злектродуговой проволоки. Вследствие наличия слоя напыленного металла соединительные муфты имеют высокую коррозионную устойчивость и практически не имеют общей коррозии (скорость общей коррозии в нефтепромысловых текучих средах 1 мкм/г.). В общем, коррозионная стойкость, измеренная как глубина точечной коррозии соединительных муфт (включающих в себя соединительные муфты со слоем напыленного металла и без него), предпоч-4 018661 тительно 0,025 мм при температуре 0C, предпочтительно 0,025 мм при 10C, более предпочтительно 0,025 мм при 20C и еще более предпочтительно 0,025 мм при 30C и наиболее предпочтительно 0,025 мм при температуре 30C, например при 50C. Данное коррозионное испытание проводят согласно стандарту Американского общества испытания материалов G48-03 (согласно способу С для сплавов на основе никеля и содержащих хром и согласно способу Е для нержавеющей стали). Согласно наиболее предпочтительным вариантам осуществления изобретения используют соединительные муфты штанг, имеющие внешний изнашивающийся слой, содержащий напыленный металл и также имеющие шероховатость поверхности Ra0,2 мкм предпочтительно около 0,1 мкм, и с твердостью поверхности, выраженную числом твердости по Виккерсу HV200595. Состав напыленного металлического покрытия, подходящий для соединительных муфт насосных штанг, задан в спецификации Американского нефтяного института (АНИ) ("Specification for SuckerRods", Specification 11B, Twenty-Sixth Edition, January 1, 1998; page 6, table 7). Соответственно, предпочтительно слой износа содержит 0,50-1,00 вес.% углерода, 3,50-5,50 вес.% кремния, 12,00-18,00 вес.% хрома, 2,50-4,5 вес.% бора, 3,00-5,5 вес.% железа и остаток из никеля. Незначительные количества фосфора (0,02 вес.%), серы (0,02 вес.%), кобальта (0,10 вес.%), титана (0,05 вес.%), алюминия (0,05 вес.%) и циркония (0,05 вес.%) также могут присутствовать. Очень специфичным вариантом осуществления настоящего изобретения является система добычи со штанговыми глубинными насосами, содержащая одну или несколько скважинных насоснокомпрессорных труб, каждая из которых содержит множество секций с проходным каналом и внутренним диаметром, при этом по меньшей мере часть секций насосно-компрессорной трубы имеет полимерные гильзы, установленные в проходном канале секции и состоящие из сшитого полиэтилена, при этом насосные штанги установлены в каждой скважинной насосно-компрессорной трубе, и каждая насосная штанга содержит множество секций, при этом индивидуальные секции штанги соединены друг с другом соединительными муфтами, имеющими поверхностную коррозионную стойкость 0,025 мм при 0C,определенную согласно стандарту Американского общества испытания материалов G48-03, способ С или Е. Дополнительно, очень специфичным вариантом осуществления настоящего изобретения является система добычи со штанговыми глубинными насосами, содержащая одну или несколько скважинных насосно-компрессорных труб, каждая из которых содержит множество секций с проходным каналом и внутренним диаметром, при этом по меньшей мере часть секций насосно-компрессорной трубы имеет полимерные гильзы, установленные в проходном канале секции и состоящие из сшитого полиэтилена,при этом насосные штанги установлены в каждой скважинной насосно-компрессорной трубе, и каждая насосная штанга содержит множество секций, при этом индивидуальные секции штанги соединены друг с другом соединительными муфтами, имеющими шероховатость поверхности Ra2,8 мкм. Примеры Способы измерения. Показатель текучести расплава. Показатель текучести расплава измеряли согласно стандарту Международной организации по стандартизации 1133 с нагрузкой 2,16 кг при 190C для полиэтилена. Плотность. Плотность определяли согласно стандарту Международной организации по стандартизации 1183. Степень сшивки. Степень сшивки полиэтилена определяли согласно стандарту Международной организации по стандартизации 10147. Твердость. Твердость напыленного металла определяли как твердость, выраженную числом твердости по Виккерсу HV200 согласно стандарту Американского общества испытания материалов Е 384. Твердость углеродистой стали определяли по шкале твердости Роквелла HRA согласно стандарту DIN EN 6508 Международной организации по стандартизации. Шероховатость поверхности. Шероховатость поверхности определяли как шероховатость Ra согласно стандартам 4288 и 4287 Международной организации по стандартизации. Коррозионная стойкость. Коррозионную стойкость определяли согласно стандарту Американского общества испытания материалов G48-03, способ С (способ Е следует использовать для соединительных муфт из нержавеющей стали). Интенсивность износа. Интенсивность износа соединительных муфт насосных штанг на полиэтиленовых материалах, используемых согласно настоящему изобретению, определяли со следующей экспериментальной установкой и процедурой. Испытательное устройство имитирует возвратно-поступательное перемещение соединительных муфт насосных штанг на закрытой полимерной гильзой колонне насосно-компрессорных труб в реаль-5 018661 ных условиях. Для сокращения времени эксперимента возвратно-поступательное перемещение заменено на вращение с повышенной скоростью. Для имитации перемещения (вращения) используют вертикально-сверлильный станок с изменяемой скоростью вращения на колонне. Сверлильный станок установлен в бассейне, заполненном испытательной текучей средой. Испытываемые образцы полимера закреплены на пластине из нержавеющей стали, соединенной с механизмом сверления. Вследствие несмешиваемости воды и нефти используют циркуляционный насос для перемешивания текучей среды во время всей процедуры испытания. Поскольку необходимо имитировать реальные условия, нагревательный элемент поддерживает постоянную температуру (50C) текучей среды. Для предотвращения испарения текучей среды необходимо закрывать бассейн крышками для предотвращения потерь текучей среды и для сохранения постоянного соотношения между водой и нефтью. Пластины образца полимера разрезаны механической пилой на круглые образцы. Данные круглые пластины закреплены двумя металлическими кольцами (внутренним и внешним кольцом) на нижней стороне стальной пластины. Две соединительные муфты размещены на столе вертикально-сверлильного станка и надежно закреплены, чтобы не освободились во время проведения испытания. Высоту установки сверлильного станка регулируют, так что машина настроена для касания полимерной пластиной обеих соединительных муфт. Рычаг бурильной машины нагружен выбранным грузом. Бассейн заполняют смесью необработанной нефти и воды, и циркуляционный насос запускают для перемешивания и распределения рабочей среды. Нагревательный элемент приводят в действие, и когда заданная температура достигнута, и полимерная пластина и соединительные муфты погружены в однородную смесь нефти и воды, включают в работу вертикально-сверлильный станок. При работе на площадке частота ходов штангового глубинного насоса составляет приблизительно 8 ходов в минуту (в зависимости от притока рабочей среды в насос). Это означает, что соединительная муфта проходит по одному месту насосно-компрессорной трубы 16 раз в минуту. Вертикальносверлильный станок коробчатого сечения настроен на скорость вращения 345 об./мин и продолжительность работы 5 дней и 21 ч. Таким образом, в данной процедуре испытания сымитировали 127 дней работы на площадке. Испытываемые противостоящие части из полимера/углеродистой стали соединительной муфты нагружены весом 65 кг (распределен на две соединительные муфты или центратор), что коррелирует с отклонением скважины в 7 на площадке. В варианте полимера/напыленного металла нагрузку на соединительные муфты удваивают. Поддерживают температуру текучей среды 50C и регулируют блоком нагрева для имитации условий, эквивалентных условиям в существующих нефтяных скважинах. В следующей таблице показано соотношение ингредиентов рабочей среды, содержащей воду,нефть и соль (хлорид натрия). После окончания испытания на износ проводят анализ топографии поверхности полимерной пластины устройством трехмерного измерения (3D) InfiniteFocus 2.0.1. Устройство InfiniteFocus 2.0.1 предлагает различные возможности для измерения. С автоматическим расчетом плоскости отсчета по точкам 3D и использованием объемного анализа (рассчитывает объем выемок и выступов) рассчитали интенсивность износа [мм 3 за 127 дней] полимерных пластин. Свойства полимера. РЕ 1 является полиэтиленом высокой плотности, привитым винилтриметоксисиланом, содержащим 2 вес.% винилтриметоксисилана. Плотность РЕ 1 составляет 948 кг/м 3. Показатель текучести расплава = 2 г/10 мин (2,16 кг, 190C). Химикат Crosslinking Masterbatch является смесью 1,8 вес.% диоктила дилаурата олова, 0,4 вес.% химиката Irganox 1010 и полиэтилена высокой плотности (показатель текучести расплава = 4 г/10 мин(2,16 кг, 190C) Изготовление полиэтиленовых пластин. Пластины толщиной 5 мм производили из смеси 95 вес.% РЕ 1 с 5 вес.% химиката Crosslinking Masterbatch. Использовали следующее устройство:Kuhne Extruder K60-30D с щелевой экструзионной головкой 860 мм ширинойKuhne Take-Off BAW Z/1-900 Производительность экструдера составляла 100 кг/ч, температура расплавления 223C, давление расплавления перед экструзионной головкой составляло 61 бар (6100 кПа) и скорость на выходе составляла 0,7 8 м/мин. Пластины разрезали на отдельные куски с размерами 3203205 мм. Для сшивки, пластины держали 16 ч в воде с температурой 95C. Измеренная степень сшивки 64,7%. Пластины из сшитого полиэтилена использовали для примера 1. Пластины для примера 2 были не сшитыми. Соединительные муфты. Следующие соединительные муфты использовали для примеров. 1. Соединительные муфты с напыленным металлом приобретены у компании Tenaris. Использовали соединительные муфты с шероховатостью поверхности Ra 0,1, 0,4, 0,8 и 1,6 мкм. Использовавшиеся соединительные муфты с напыленным металлом имеют обычную основу из углеродистой стали, на которую нанесен напылением слой металла. Толщина слоя напыленного металла на использовавшихся соединительных муфтах составляла 300 мкм. Шероховатость поверхности Ra соединительных муфт определялась согласно стандартам 4288 и 4287 Международной организации по стандартизации на закупленных серийных соединительных муфтах. Твердость поверхности использовавшихся соединительных муфт определялась как твердость, выраженная числом твердости по Виккерсу HV200 согласно стандарту Американского общества испытания материалов) Е 384. Использовавшиеся соединительные муфты имели твердость поверхности HV200, равную 600. Коррозионная стойкость соединительных муфт с напылением металла испытывалась согласно стандарту Американского общества испытания материалов G 48-03, Способ С. Глубина точечной коррозии, наблюдавшейся при температурах испытаний 0C, 10C, 20C и 30C, составляла менее 0,025 мм. 2. Соединительные муфты из углеродистой стали приобретались у компании Schoeller Bleckmann(SBS). Шероховатость поверхности Ra соединительных муфт из углеродистой стали составляла 3 мкм. Твердость поверхности соединительных муфт из углеродистой стали была HRA 60. Результаты ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Система добычи штанговыми глубинными насосами, содержащая одну или несколько скважинных насосно-компрессорных труб и насосные штанги, расположенные в каждой насосно-компрессорной трубе, при этом каждая скважинная насосно-компрессорная труба содержит множество секций с проходным каналом и внутренним диаметром, по меньшей мере часть из которых имеет полимерные гильзы,установленные в проходном канале секции насосно-компрессорной трубы и состоящие из сшитого полиэтилена, и каждая насосная штанга содержит множество отдельных секций, соединенных друг с другом соединительными муфтами, имеющими шероховатость поверхности Ra2,8 мкм и твердость поверхности с числом твердости по Виккерсу HV200300. 2. Система по п.1, в которой гильзы имеют толщину 0,5-10 мм. 3. Система по п.1 или 2, в которой сшитый полиэтилен имеет плотность, составляющую по меньшей мере 920 кг/м 3. 4. Система по п.3, в которой сшитый полиэтилен является сшитым полиэтиленом высокой плотности с плотностью 940-964 кг/м 3. 5. Система по любому предшествующему пункту, в которой сшитый полимер имеет степень сшивки, составляющую 20-90%. 6. Система по любому предшествующему пункту, в которой сшитый полиэтилен имеет показатель текучести расплава (190C, 2,16 кг), определенный согласно стандарту 1133 Международной организации по стандартизации, до сшивки 0,1-4 г/10 мин. 7. Система по любому предшествующему пункту, в которой полимерные гильзы состоят из нескольких слоев, при этом, по меньшей мере, внутренний слой содержит сшитый полиэтилен. 8. Система по любому из пп.1-6, в которой полимерные гильзы являются однослойными. 9. Система по любому предшествующему пункту, в которой скважинная насосно-компрессорная труба является нефтяной. 10. Система по любому предшествующему пункту, в которой соединительные муфты имеют стойкость к поверхностной коррозии 0,025 мм при 0C, определенную согласно стандарту G 48-03, способ С или Е, Американского общества испытания материалов. 11. Система по любому предшествующему пункту, в которой соединительные муфты содержат изнашивающийся слой на внешней поверхности муфт, содержащий напыленный металл, сплавленный с внешней поверхностью. 12. Система по п.11, в которой изнашивающийся слой содержит 0,50-1,00 вес.% углерода, 3,50-5,50 вес.% кремния, 12,00-18,00 вес.% хрома, 2,50-4,5 вес.% бора, 3,00-5,5 вес.% железа, и остаток составляет никель.
МПК / Метки
МПК: E21B 17/00
Метки: гильзами, трубы, полимерными, насосно-компрессорные, скважинные
Код ссылки
<a href="https://eas.patents.su/9-18661-skvazhinnye-nasosno-kompressornye-truby-s-polimernymi-gilzami.html" rel="bookmark" title="База патентов Евразийского Союза">Скважинные насосно-компрессорные трубы с полимерными гильзами</a>
Соединитель гибкой насосно-компрессорной трубы и способ его изготовления
Номер патента: 8791
Опубликовано: 31.08.2007
Автор: Паркер Роберт
МПК: E21B 17/04
Метки: насосно-компрессорной, гибкой, способ, изготовления, соединитель, трубы
Формула / Реферат:
1. Соединитель для гибкой насосно-компрессорной трубы, содержащий первую полую втулку, содержащую внутренний участок с выемкой и соединительный участок, расположенный рядом с первым концом втулки; по меньшей мере один изогнутый сегмент, при этом каждый из указанных сегментов образует выпуклость, продолжающуюся радиально от внутренней его поверхности; и вторую полую втулку, содержащую соединительный участок, расположенный рядом с первым ее...
Интегрированные верхний привод и устьевое подающее устройство гибкой насосно-компрессорной трубы
Номер патента: 13622
Опубликовано: 30.06.2010
Автор: Вуд Томас Дайер
МПК: E21B 19/00, E21B 19/22
Метки: привод, гибкой, интегрированные, устройство, верхний, насосно-компрессорной, подающее, трубы, устьевое
Формула / Реферат:
1. Устройство для проведения работ в стволе буровой скважины в земле, содержащееоснование;вышку, установленную на основание;интегрированный блок верхнего привода/устьевого подающего устройства гибкой насосно-компрессорной трубы, установленный на упомянутой вышке с возможностью продольного перемещения по ней.2. Устройство по п.1, в котором упомянутый интегрированный блок содержит верхний участок и нижний участок, причем упомянутый верхний участок...
Буровая установка с гибкой насосно-компрессорной трубой
Номер патента: 11346
Опубликовано: 27.02.2009
Авторы: Оллкорн Марк, Рок Девин, Пэттон Бартли, Рауз Мэтт, Никерсон Брент, Шампайн Род, Косака Такахиро
МПК: E21B 7/00, E21B 19/14, E21B 19/22...
Метки: насосно-компрессорной, буровая, установка, трубой, гибкой
Формула / Реферат:
1. Скважинная система, содержащая буровую установку с гибкой насосно-компрессорной трубой, имеющую систему шурфа для двухтрубки, содержащую множество гнезд, расположенных в шурфе для двухтрубки, предназначенных для размещения компоновки низа бурильной колонны и выполненных с возможностью их установления при повороте в положение извлечения, и рабочую систему лубрикатора, подвижно установленную на буровой установке для перемещения между положением...
Скважинные системы генерации света и способы применения
Номер патента: 11899
Опубликовано: 30.06.2009
Авторы: Кенисон Майкл, Гей Майкл, Аднан Сармад
МПК: E21B 47/09, E21B 47/10, E21B 47/12...
Метки: скважинные, способы, применения, света, генерации, системы
Формула / Реферат:
1. Система генерации света для применения в стволе скважины, содержащая измерительную аппаратуру, чувствительную к оптической энергии, для измерения физического состояния; преобразователь-генератор света в стволе скважины, причем преобразователь-генератор света приспособлен для преобразования физического состояния параметра в стволе скважины в оптическую энергию, причем энергия для функционирования упомянутого преобразователя-генератора света...
Способ и установка для соединения жесткой подводной трубы и гибкой подводной трубы
Номер патента: 12707
Опубликовано: 30.12.2009
Авторы: Биаджи Жан-Паскаль, Эспинасс Филипп
МПК: E21B 17/01, F16L 1/00, E21B 43/01...
Метки: установка, трубы, способ, гибкой, жесткой, соединения, подводной
Формула / Реферат:
1. Способ соединения жесткой подводной трубы (18) и гибкой подводной трубы (20), причем указанные подводные трубы предназначены для транспортировки углеводородов в морской среде между подводной установкой (14), установленной на морском дне (12), и поверхностной морской установкой (16), расположенной на поверхности (10) указанной морской среды, причем указанная жесткая подводная труба (18) пролегает на указанном морском дне (12) от указанной...
Предыдущий патент: Реакционная система синтеза
Следующий патент: Подгузник одноразового использования типа трусов и способ его изготовления
Случайный патент: Устройство для приготовления гомеопатических продуктов