Способ формования продукта из серного цемента
Номер патента: 16011
Опубликовано: 30.01.2012
Авторы: Бибо Гари Жозеф Альма, Мауэр Маргрит, Вербист Ги Лоде Магда Мария, Глас Люк, Ван Рес Люк, Бур Йохем Окке
Формула / Реферат
1. Способ формования продукта из серного цемента, в котором охлаждают расплавленный продукт из серного цемента в пресс-форме, при этом внутренняя поверхность пресс-формы выполнена из полимерного материала, стекла на основе силикона или их комбинации, причем полимерный материал представляет собой каучук на основе силикона, поликарбонат, полиэтилентерефталат, полиимид, полиамид, фторполимер или их комбинацию, и при этом самое большее 100 Вт/м2К на единичную площадь рассеивается через пресс-форму в направлении, перпендикулярном к внутренней поверхности, между внутренней поверхностью и внешней поверхностью размещен слой защитного материала, причем защитный материал имеет удельную теплопроводность самое большее 1 Вт/мК, предпочтительно самое большее 0,5 Вт/мК в направлении, перпендикулярном к внутренней поверхности.
2. Способ по п.1, в котором рассеивается самое большее 60 Вт/м2К предпочтительно в диапазоне от 0,1 до 10 Вт/м2К, более предпочтительно от 0,1 до 5 Вт/м2К на единичную площадь через пресс-форму в направлении, перпендикулярном к внутренней поверхности.
3. Способ по п.1 или 2, в котором слой защитного материала содержит два или более подслоев, параллельных внутренней поверхности.
4. Способ по любому из пп.1-3, в котором защитный материал имеет объемную удельную теплоемкость на единичную площадь по меньшей мере 10000 Дж/м2К в направлении, перпендикулярном к внутренней поверхности.
5. Способ по п.4, в котором перед заполнением пресс-формы расплавленным продуктом из серного цемента пресс-форму нагревают до температуры в диапазоне от 90 до 150°С, более предпочтительно от 100 до 140°С.
6. Способ по любому из пп.1-5, в котором полимерный материал имеет температуру термического разложения и/или температуру плавления по меньшей мере 120°С, предпочтительно по меньшей мере 200°С.
7. Способ по любому из пп.1-6, в котором полимерный материал представляет собой каучук на основе силикона.
Текст
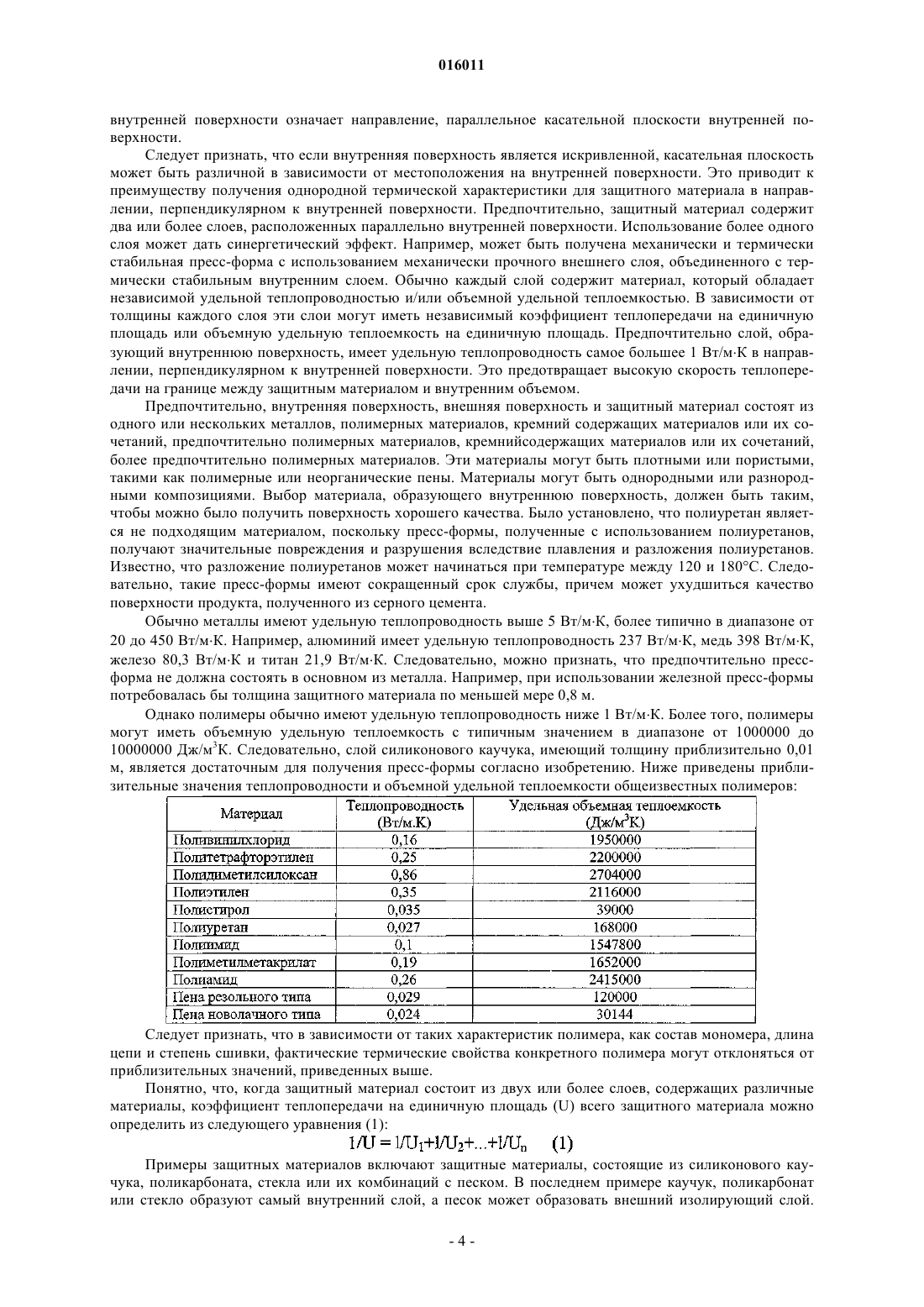
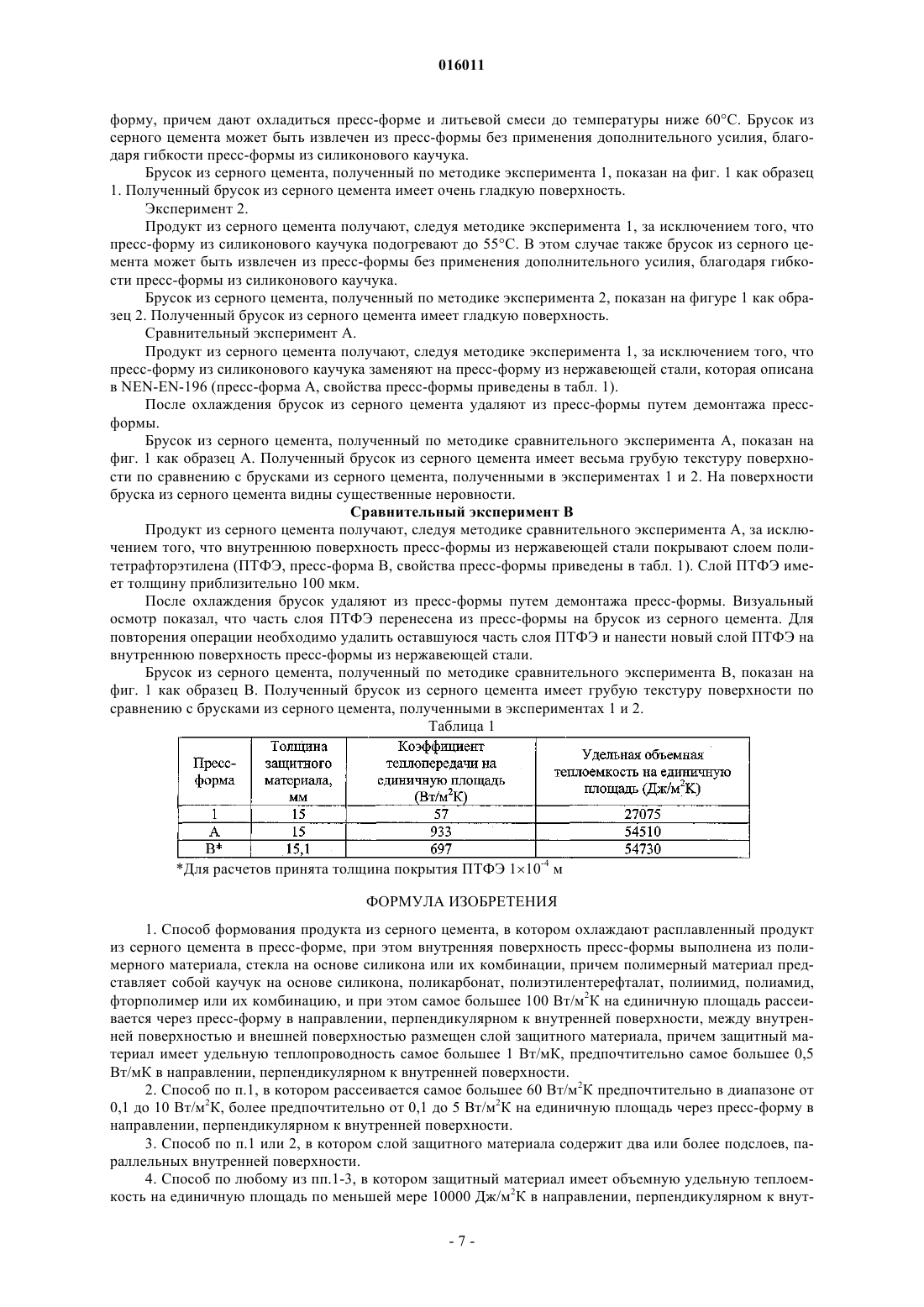
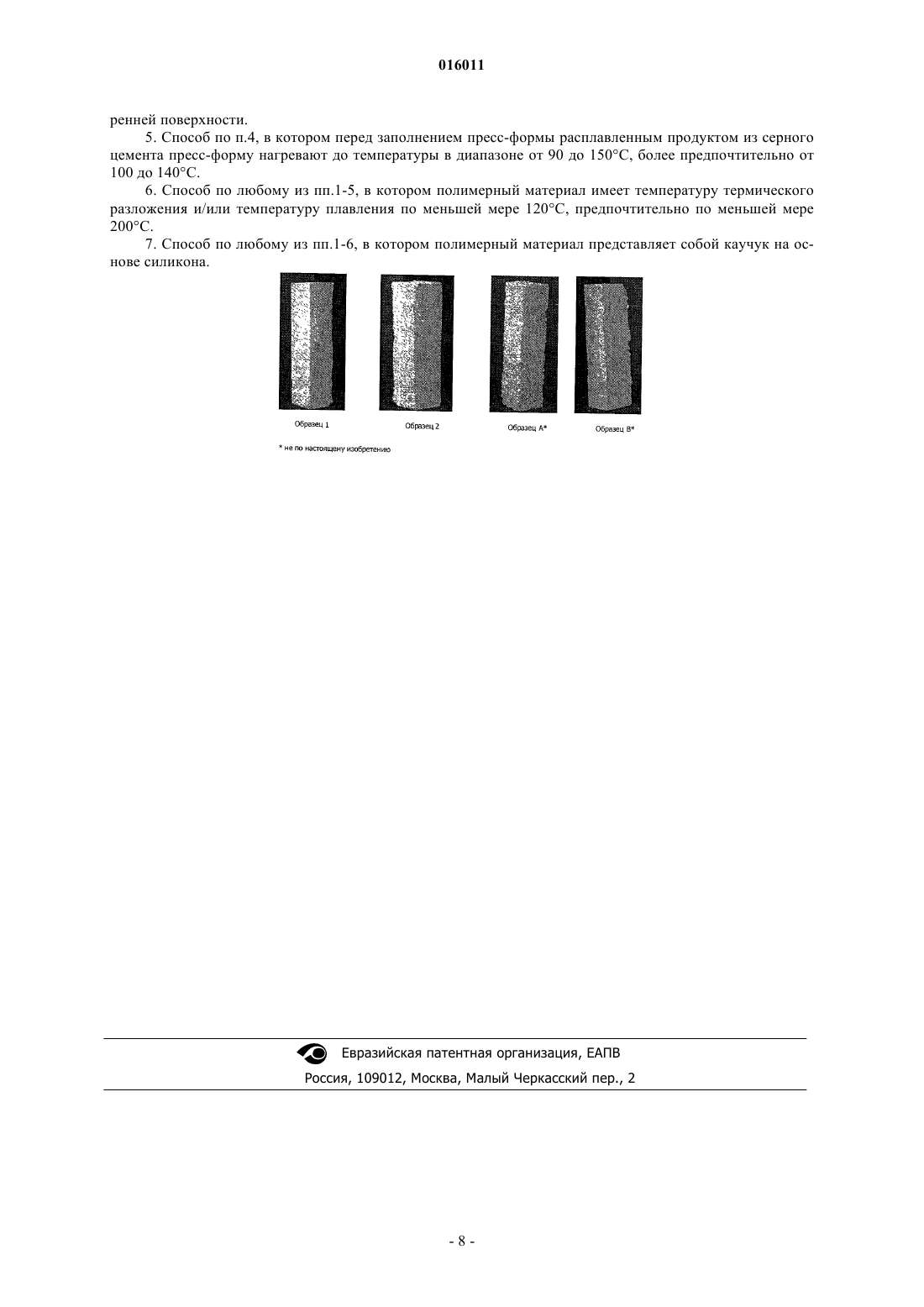
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента СПОСОБ ФОРМОВАНИЯ ПРОДУКТА ИЗ СЕРНОГО ЦЕМЕНТА В изобретении предложена пресс-форма для формования продукта из серного цемента. Пресс-форма имеет внутреннюю поверхность, характеризующую внутренний объем для приема литьевого материала, внешнюю поверхность и защитный материал между внутренней поверхностью и внешней поверхностью, причем защитный материал имеет коэффициент теплопередачи на единичную площадь самое большее 100 Вт/м 2 К в направлении,перпендикулярном к внутренней поверхности. Кроме того, в изобретении предложен способ формования продукта из серного цемента. Бибо Гари Жозеф Альма (BE), Бур Йохем Окке (NL), Глас Люк (BE),Мауэр Маргрит, Ван Рес Люк,Вербист Ги Лоде Магда Мария (NL) Перегудова Ю.Б. (RU)(71)(73) Заявитель и патентовладелец: ШЕЛЛ ИНТЕРНЭШНЛ РИСЕРЧ МААТСХАППИЙ Б.В. (NL) 016011 Область техники, к которой относится изобретение Настоящее изобретение относится к пресс-форме для формования продукта из серного цемента и к способу формования продукта из серного цемента с использованием такой пресс-формы. Уровень техники Сера может быть использована в качестве альтернативы портландцементу как связующий материал в строительных материалах. Строительные материалы на основе серы, такие как серный цемент и серный бетон, имеют определенные преимущества перед их аналогами на основе портландцемента. Строительные материалы на основе серы обладают прочностью, стойкостью к кислотам и солям и, таким образом,могут быть использованы во многих отраслях промышленности, в том числе там, где ожидается контакт с агрессивной окружающей средой. Типичные области применения включают строительные блоки, кирпичи, плитки, перекрытия, покрытия, фундаменты, кислотные резервуары и др. Серный цемент представляет собой термопластичный материал, который обычно плавится при температуре в диапазоне от 115 до 125 С, в зависимости от конкретного состава цемента. При охлаждении жидкий серный цемент снова затвердевает при температуре ниже точки плавления. Способность расплавляться и затем снова затвердевать обеспечивает удобное формование серного цемента. Типичный процесс формования серного цемента представляет собой прессование. В документе СА 2267860 раскрыт способ получения бетонных блоков, содержащих серу, в котором смесь порошкообразной серы и песка, имеющая температуру 110 С (230F), заливается и прессуется в уретановой пресс-форме. В документе FR2773340 описан способ получения бетонных конструкций с использованием прессформы. Эта пресс-форма образуется из деформируемого, гибкого пластикового материала, такого как полиуретан, силикон или другие. В документе FR2773340 не указаны размеры пресс-формы, а также ее применение при повышенных температурах. Согласно документу FR2773340 в полученных бетонных конструкциях обнаружены дефекты и неоднородности поверхности, подобные традиционно получаемым конструкциям. Прессованные структуры на основе серного цемента или бетона могут иметь более низкую прочность на сжатие и изгиб из-за проникновения воды, как например, продемонстрировано в документеUS4256499. Проникновение воды происходит из-за плохой обработки поверхности, что приводит к появлению микротрещин и пористости на внешней поверхности структуры. В результате снижается прочность на сжатие структур из серного цемента или бетона. В документе US4256499 описан способ получения формованного изделия из серного бетона с хорошо обработанной поверхностью. В способе согласно документу US4256499, адгезия к пресс-форме предотвращается путем удаления пресс-формы до плавления серы. В способе, раскрытом в документеUS4256499, формуемая смесь, содержащая минеральное связующее вещество и серный компонент, подвергается сжатию в стальной пресс-форме под высоким давлением. Сжатое формованное тело, образовавшееся таким образом из смеси, удаляют из пресс-формы и затем нагревают до температуры, достаточной для плавления серы, и охлаждают, чтобы получить формованное изделие. Для полученных изделий наблюдается проникновение воды после их производства, что приводит к снижению прочности на сжатие вплоть до 20% после пропитывания водой при 25 С в течение 1 ч. Для способа, раскрытого в документе US4256499, требуется образование несущей конструкции сжатого формованного тела до плавления серы. Кроме того, в способе из патента СШАUS4256499 требуется удаление пресс-формы до плавления серы. В документе US4981740 описан способ получения труб из серного бетона с использованием литейных форм. С целью предотвращения прилипания серного бетона к пресс-форме, в US4981740 предлагается подогрев пресс-формы и использование разделительного состава, то есть масла для литейных форм или политетрафторэтиленового (ПТФЭ или Teflon) покрытия на поверхности литейной пресс-формы. Заявители установили, что изделия на основе серы, прессуемые по способу, раскрытому в US4981740,имеют грубую поверхность. В этой области техники существует потребность в пресс-форме и усовершенствованном способе получения формованных изделий из серного цемента и/или серного бетона, имеющих хорошо обработанную поверхность, то есть гладкую поверхность. Краткое изложение изобретения В настоящем изобретении обнаружено, что формованные изделия из серного цемента и/или серного бетона, имеющие поверхность хорошего качества, то есть гладкую поверхность, могут быть получены с использованием пресс-формы, обладающей низким коэффициентом теплопередачи на единичную площадь. Таким образом, в настоящем изобретении разработана пресс-форма для формования продукта из серного цемента. Пресс-форма имеет внутреннюю поверхность, характеризующую внутренний объем,для приема литьевого материала, внешнюю поверхность и защитный материал, расположенный между внутренней поверхностью и внешней поверхностью, причем защитный материал имеет коэффициент теплопередачи на единичную площадь по большей мере 100 Вт/м 2 К в направлении, перпендикулярном к внутренней поверхности.-1 016011 В настоящем изобретении термин "продукт из серного цемента" означает серный цемент или материал, содержащий серный цемент, то есть материал, содержащий по меньшей мере элементарную серу и наполнитель. Примерами материалов, содержащих серный цемент, являются композиции премикса на основе серного цемента и композиционные материалы серный цемент-заполнитель, такие как серная строительная растворная смесь, серный бетон или наполненный серой битум. В настоящем изобретении термин "коэффициент теплопередачи на единичную площадь" означает количество тепла, которое проходит в единицу времени через единичную площадь защитного материала заданной толщины, когда температура на противоположных сторонах защитного материала отличается на один градус. Коэффициент теплопередачи на единичную площадь выражается в "Вт/м 2 К". Ссылка на выражение "направление, перпендикулярное к внутренней поверхности" означает направление, перпендикулярное к касательной плоскости внутренней поверхности. Понятно, что в случае искривленной внутренней поверхности касательная плоскость может изменяться в зависимости от местоположения на внутренней поверхности. Без связи с какой-либо теорией заявители считают, что образование грубой поверхности, микротрещин и пористости на внешней поверхности формованных изделий продукта из серного цемента является следствием неоднородного профиля температуры в продукте из серного цемента в ходе охлаждения. На профиль температуры в продукте из серного цемента могут влиять термические характеристики пресс-формы. В настоящем изобретении обнаружено, что однородность профиля температуры в продукте из серного цемента в ходе охлаждения может быть улучшена при использовании пресс-формы, имеющей коэффициент теплопередачи на единичную площадь самое большее 100 Вт/м 2 К в направлении, перпендикулярном к внутренней поверхности. Преимущество пресс-формы согласно изобретению заключается в том, что регулируется интенсивность теплопередачи от расплавленного продукта из серного цемента к пресс-форме на границе между продуктом из серного цемента и внутренней поверхностью пресс-формы. Если скорость теплопередачи слишком велика, то межфазная температура снижается быстрее, чем температура в объеме продукта из серного цемента. Когда межфазная температура понижается ниже температуры затвердевания, продукт из серного цемента на поверхности раздела может стать твердым, в то время как продукт из серного цемента в объеме остается жидким. В результате, на поверхности раздела могут возникнуть неровные структуры, микротрещины и пористость, которые вызваны внутренними напряжениями и усадкой материала. В другом аспекте изобретение предоставляет способ формования продукта из серного цемента, который включает охлаждение расплавленного продукта из серного цемента в пресс-форме, имеющей внутреннюю поверхность в контакте с расплавленным продуктом из серного цемента, с целью получения формованного твердого продукта из серного цемента, при этом теплопроводность на единичную площадь через пресс-форму в направлении, перпендикулярном к внутренней поверхности, составляет самое большее 100 Вт/м 2 К. Преимущество способа согласно изобретению заключается в том, что могут быть получены формованные изделия продукта из серного цемента, поверхность которых является гладкой и практически не содержащей микротрещин и пористости. Краткое описание чертежей На чертеже представлены продукты из серного цемента. Подробное изложение изобретения Пресс-форма согласно изобретению имеет внутреннюю поверхность и внешнюю поверхность. Внутренняя поверхность характеризует внутренний объем, предназначенный для приема литьевого материала, обычно продукта из серного цемента. Между внутренней и внешней поверхностью прессформы расположен защитный материал. Этот защитный материал имеет коэффициент теплопередачи на единичную площадь самое большее 100 Вт/м 2 К, предпочтительно в диапазоне от 0,1 до 100 Вт/м 2 К, более предпочтительно от 0,1 до 60 Вт/м 2 К, еще более предпочтительно в диапазоне от 0,1 до 10 Вт/м 2 К,еще более предпочтительно от 0,1 до 5 Вт/м 2 К, в направлении, перпендикулярном к внутренней поверхности. Кроме того, защитный материал обеспечивает термический контакт между объемом, охватываемым внутренней поверхностью, и внешней атмосферой, окружающей внешнюю поверхность. В случае, когда температура во внутреннем объеме отличается от температуры внешней атмосферы, теплота может передаваться через защитный материал. Как указано выше, когда описывается применение пресс-формы для формования продукта из серного цемента, то может быть желательным регулирование передачи тепла от поверхности раздела пресс-формы и внутреннего объема во внешнюю атмосферу. Скорость, с которой происходит перенос тепла через защитный материал, то есть коэффициент теплопередачи на единичную площадь защитного материала, зависит от термических характеристик материала (материалов),из которого состоит защитный материал, и толщины защитного материала в направлении, перпендикулярном к внутренней поверхности. Взаимосвязь между коэффициентом теплопередачи на единичную площадь и толщиной защитного материала определяется удельной теплопроводностью в направлении,перпендикулярном к внутренней поверхности материала (материалов), из которого состоит защитный-2 016011 материал. В настоящем описании термин "удельная теплопроводность" означает количество тепла, переданного под действием единичного градиента температуры, в единицу времени, в стационарном состоянии,в направлении по нормали к поверхности единичной площади, когда теплопередача зависит только от градиента температуры. Удельная теплопроводность выражается в "Вт/мК" и получается путем умножения на толщину коэффициента теплопередачи на единичную площадь. Следует признать, что хотя толщина защитного материала может иметь любую предполагаемую величину, фактически толщина будет ограничена практическими соображениями, такими как масса или размер пресс-формы. Обычно толщина защитного материала не будет превышать 0,1 м. Предпочтительно, чтобы независимо от толщины защитного материала, этот защитный материал имел удельную теплопроводность самое большее 1 Вт/мК, более предпочтительно в диапазоне от 0,01 до 1 Вт/мК, более предпочтительно 0,01 до 0,5 Вт/мК, в направлении, перпендикулярном к внутренней поверхности. Когда защитный материал находится в термическом контакте с источником тепла, таким как горячий литьевой материал, температура защитного материала может изменяться. Изменение температуры вызвано переносом тепла между защитным материалом и источником тепла. Количество тепла, необходимое для изменения температуры защитного материала, то есть объемная удельная теплоемкость на единичную площадь защитного материала зависит от термических характеристик материала (материалов), из которого состоит защитный материал и толщины защитного материала в направлении, перпендикулярном к внутренней поверхности. Термин "объемная удельная теплоемкость на единичную площадь" означает количество тепла, необходимое для повышения температуры вещества на единичной площади на один градус. Объемная удельная теплоемкость на единичную площадь выражается в"Дж/м 2 К". Предпочтительно, объемная удельная теплоемкость на единичную площадь защитного материала составляет по меньшей мере 1000 Дж/м 2 К, более предпочтительно по меньшей мере 10000 Дж/м 2 К,еще более предпочтительно в диапазоне от 10000 до 10000000 Дж/м 2 К в направлении, перпендикулярном к внутренней поверхности. Взаимосвязь между объемной удельной теплоемкостью на единичную площадь и толщиной защитного материала определяется как объемная удельная теплоемкость в направлении, перпендикулярном к внутренней поверхности материала (материалов), из которого состоит защитный материал. Здесь термин "объемная удельная теплоемкость" означает количество тепла, необходимое для повышения температуры единицы объема вещества на один градус. Объемная удельная теплоемкость выражается в "Дж/м 3 К" и получается в результате деления на толщину объемной удельной теплоемкости на единичную площадь. Предпочтительно, чтобы независимо от толщины защитного материала этот защитный материал имел объемную удельную теплоемкость по меньшей мере 10000 Дж/м 3 К, более предпочтительно по меньшей мере 1000000 Дж/м 3 К, еще более предпочтительно в диапазоне от 1000000 до 100000000 Дж/м 3 К в направлении, перпендикулярном к внутренней поверхности. Преимущество высокой объемной удельной теплоемкости на единичную площадь предпочтительно выше 10000 Дж/м 2 К, заключается в том, что это позволяет защитному материалу поглощать значительное количество тепла, прежде чем температура защитного материала существенно изменится. Хотя тепло постоянно переносится через защитный материал, фактически защитный материал может играть роль температурного буфера. Когда помимо этого объемная удельная теплоемкость превышает 1000000 Дж/м 3 К, то реализуется это преимущество, то есть возможность поглощения значительного количество тепла защитным материалом, прежде чем температура защитного материала существенно изменится, и,кроме того, необходимая толщина защитного материала также поддерживается минимальной. Пресс-форма может иметь любую подходящую форму, известную из уровня техники, такую как искривленная, кубическая, сферическая, цилиндрическая, трхгранная или их удлиненные производные формы. Обычно пресс-форма может иметь, по существу, цилиндрическую, кубическую или удлиненную кубическую форму. Примеры таких форм включают в себя блок, внутри которого имеется один или несколько внутренних объемов или любая другая несущая структура, имеющая один или несколько внутренних объемов. Можно признать, что, когда два или более внутренних объемов заключены в одной пресс-форме, внешняя поверхность, то есть поверхность, контактирующая с внешней атмосферой, может иметь нормальный вектор, который имеет наклон к плоскости, перпендикулярной к касательной плоскости на внутренней поверхности. Внутренний объем может иметь любую форму, известную из уровня техники. Обычно форма внутреннего объема может определяться желательной формой литьевого материала. Примеры таких форм включают искривленную, кубическую, сферическую, цилиндрическую, трхгранную или их удлиненные производные формы. Такие формы могут служить в качестве плиток, кирпичей, строительных компонентов или произведений искусства. Защитный материал может содержать один или несколько слоев, причем каждый слой может состоять из одинаковых или различных материалов. Если имеются два или более слоев, то такие слои предпочтительно расположены параллельно внутренней поверхности. Указание о направлении параллельно-3 016011 внутренней поверхности означает направление, параллельное касательной плоскости внутренней поверхности. Следует признать, что если внутренняя поверхность является искривленной, касательная плоскость может быть различной в зависимости от местоположения на внутренней поверхности. Это приводит к преимуществу получения однородной термической характеристики для защитного материала в направлении, перпендикулярном к внутренней поверхности. Предпочтительно, защитный материал содержит два или более слоев, расположенных параллельно внутренней поверхности. Использование более одного слоя может дать синергетический эффект. Например, может быть получена механически и термически стабильная пресс-форма с использованием механически прочного внешнего слоя, объединенного с термически стабильным внутренним слоем. Обычно каждый слой содержит материал, который обладает независимой удельной теплопроводностью и/или объемной удельной теплоемкостью. В зависимости от толщины каждого слоя эти слои могут иметь независимый коэффициент теплопередачи на единичную площадь или объемную удельную теплоемкость на единичную площадь. Предпочтительно слой, образующий внутреннюю поверхность, имеет удельную теплопроводность самое большее 1 Вт/мК в направлении, перпендикулярном к внутренней поверхности. Это предотвращает высокую скорость теплопередачи на границе между защитным материалом и внутренним объемом. Предпочтительно, внутренняя поверхность, внешняя поверхность и защитный материал состоят из одного или нескольких металлов, полимерных материалов, кремний содержащих материалов или их сочетаний, предпочтительно полимерных материалов, кремнийсодержащих материалов или их сочетаний,более предпочтительно полимерных материалов. Эти материалы могут быть плотными или пористыми,такими как полимерные или неорганические пены. Материалы могут быть однородными или разнородными композициями. Выбор материала, образующего внутреннюю поверхность, должен быть таким,чтобы можно было получить поверхность хорошего качества. Было установлено, что полиуретан является не подходящим материалом, поскольку пресс-формы, полученные с использованием полиуретанов,получают значительные повреждения и разрушения вследствие плавления и разложения полиуретанов. Известно, что разложение полиуретанов может начинаться при температуре между 120 и 180 С. Следовательно, такие пресс-формы имеют сокращенный срок службы, причем может ухудшиться качество поверхности продукта, полученного из серного цемента. Обычно металлы имеют удельную теплопроводность выше 5 Вт/мК, более типично в диапазоне от 20 до 450 Вт/мК. Например, алюминий имеет удельную теплопроводность 237 Вт/мК, медь 398 Вт/мК,железо 80,3 Вт/мК и титан 21,9 Вт/мК. Следовательно, можно признать, что предпочтительно прессформа не должна состоять в основном из металла. Например, при использовании железной пресс-формы потребовалась бы толщина защитного материала по меньшей мере 0,8 м. Однако полимеры обычно имеют удельную теплопроводность ниже 1 Вт/мК. Более того, полимеры могут иметь объемную удельную теплоемкость с типичным значением в диапазоне от 1000000 до 10000000 Дж/м 3 К. Следовательно, слой силиконового каучука, имеющий толщину приблизительно 0,01 м, является достаточным для получения пресс-формы согласно изобретению. Ниже приведены приблизительные значения теплопроводности и объемной удельной теплоемкости общеизвестных полимеров: Следует признать, что в зависимости от таких характеристик полимера, как состав мономера, длина цепи и степень сшивки, фактические термические свойства конкретного полимера могут отклоняться от приблизительных значений, приведенных выше. Понятно, что, когда защитный материал состоит из двух или более слоев, содержащих различные материалы, коэффициент теплопередачи на единичную площадь (U) всего защитного материала можно определить из следующего уравнения (1): Примеры защитных материалов включают защитные материалы, состоящие из силиконового каучука, поликарбоната, стекла или их комбинаций с песком. В последнем примере каучук, поликарбонат или стекло образуют самый внутренний слой, а песок может образовать внешний изолирующий слой.-4 016011 Например, такой защитный материал может быть получен путем внедрения внутреннего слоя в некоторое количество песка. Кроме того, в настоящем изобретении предложен способ формования продукта из серного цемента. В способе согласно изобретению расплавленный продукт из серного цемента охлаждается в прессформе, причем поток тепла через пресс-форму регулируется таким образом, чтобы рассеивалось самое большее 100 Вт/м 2 К через пресс-форму на единичную площадь в направлении, перпендикулярном к внутренней поверхности. Выражение "расплавленный продукт из серного цемента" означает продукт из серного цемента, содержащий расплавленную серу. Сера плавится при температуре в диапазоне от 115 до 130 С. Предпочтительно, расплавленный продукт из серного цемента имеет температуру в диапазоне от 120 до 180 С,более предпочтительно от 120 до 145 С. При температуре ниже указанного диапазона сера может не расплавиться или расплавляется неполностью и имеет низкую вязкость, а при повышенной температуре, то есть выше 180 С, сера обладает склонностью к полимеризации, что приводит к нежелательно высокой вязкости. Охлаждение продукта из серного цемента регулируется путем ограничения потока тепла через пресс-форму в направлении, перпендикулярном к внутренней поверхности. Когда продукт из серного цемента находится в контакте с внутренней поверхностью пресс-формы, самое большее 100 Вт/м 2 К рассеивается через пресс-форму в направлении, перпендикулярном к внутренней поверхности. Предпочтительно через пресс-форму рассеивается от 0,1 до 100 Вт/м 2 К, более предпочтительно 0,1 до 60 Вт/м 2 К,еще более предпочтительно в диапазоне от 0,1 до 10 Вт/м 2 К, даже более предпочтительно от 0,1 до 5 Вт/м 2 К, в направлении, перпендикулярном к внутренней поверхности. В способе согласно изобретению может быть достигнут пониженный перепад температуры между температурой в массе продукта из серного цемента и температурой продукта из серного цемента, контактирующего с внутренней поверхностью. Это сильно отличается от способа, в котором при прохождении через пресс-форму рассеивается более 100 Вт/м 2 К, например, при использовании железной или стальной пресс-формы. В способе согласно изобретению может быть обеспечено практически одновременное затвердевание расплавленной массы и продукта из серного цемента, контактирующего с внутренней поверхностью. В результате снижается внутреннее напряжение из-за усадки, вызванной затвердеванием на внутренней поверхности до затвердевания в массе. Следует признать, что это внутреннее напряжение играет важную роль в формировании микротрещин и пористости на поверхности твердого продукта из серного цемента. Можно использовать любую пресс-форму, известную из уровня техники, которая обеспечивает рассеяние через пресс-форму самое большее 100 Вт/м 2 К в направлении, перпендикулярном к внутренней поверхности. Предпочтительно применяется пресс-форма согласно изобретению. Пресс-форма может быть заполнена твердым или расплавленным продуктом из серного цемента. Предпочтительно, до охлаждения пресс-форму заполняют расплавленным продуктом из серного цемента. Следует признать, что когда пресс-форма заполнена твердым продуктом из серного цемента, необходимо подводить тепло к продукту из серного цемента для того, чтобы вызвать расплавление серы. Предпочтительно, когда пресс-форма заполнена расплавленным продуктом из серного цемента,пресс-форму нагревают или подогревают до температуры, близкой к температуре, при которой продукт из серного цемента расплавляется, предпочтительно до температуры в диапазоне от 90 до 150 С, более предпочтительно от 100 до 140 С. Предпочтительно, пресс-форму нагревают до того, как ее заполняют расплавленным продуктом из серного цемента. Пресс-форма может играть роль температурного буфера,особенно в случае применения пресс-формы с высокой удельной объемной теплоемкостью на единичную площадь, то есть от 1000 Дж/м 2 К, более предпочтительно от 10000 Дж/м 2 К, еще более предпочтительно в диапазоне от 10000 до 10000000 Дж/м 2 К, в направлении, перпендикулярном к внутренней поверхности. Если такую пресс-форму нагревать до температуры в диапазоне температуры плавления серы,можно предотвратить преждевременное затвердевание продукта из серного цемента на внутренней поверхности пресс-формы. Предпочтительно, внутренняя поверхность пресс-формы включает в себя полимерный материал,стекло на основе силикона или их комбинацию. Такие материалы могут обеспечить легкое извлечение твердого формованного продукта из серного цемента, без применения разделительных составов, таких как масла для литейных форм. Когда внутренняя поверхность состоит из полимерного материала, этот полимерный материал имеет температуру термического разложения и/или температуру плавления по меньшей мере 120 С, предпочтительно по меньшей мере 200 С. Термин "температура плавления" означает температуру, выше которой вязкость полимера становится настолько низкой, что нарушается структурное единство внутренней поверхности. Некоторые полимеры не расплавляются, поскольку полимер термически разлагается до плавления. Однако для таких полимеров может наблюдаться снижение вязкости, когда при достижении температуры выше температуры стеклования может нарушаться структурное единство внутренней поверхности. Кроме того, материал внутренней поверхности не должен химически взаимодействовать с серой.-5 016011 Предпочтительно, полимерный материал представляет собой силиконовый каучук, поликарбонат, поли(этилентерефталат), полиимид, полиамид, фторполимер или их комбинацию, предпочтительно на основе силиконового каучука. Силиконовые каучуки хорошо известны из уровня техники. Примеры силиконовых каучуков включают полидиметилсилоксан (PDMS). Более предпочтительно, пресс-форму практически полностью получают на основе силиконового каучука. Применение пресс-форм на основе силиконового каучука может еще более облегчать извлечение твердого продукта из серного цемента, за счет гибкости силиконовых каучуков. Было установлено, что полиуретаны не являются подходящим материалом, так как для пресс-форм,полученных с использованием полиуретанов, наблюдается значительное повреждение и разрушение пресс-форм вследствие плавления и разложения полиуретанов. Известно, что разложение полиуретанов может начинаться при температуре между 120 и 180 С. Следовательно, такие пресс-формы имеют сокращенный срок службы, причем может ухудшиться качество поверхности продукта, полученного из серного цемента. Продуктом из серного цемента может быть любой материал, содержащий серный цемент, то есть материал, содержащий, по меньшей мере, элементарную серу и наполнитель. Примерами материалов,содержащих серный цемент, являются композиции премикса на основе серного цемента и композиционные материалы серный цемент - заполнитель, такие как серная строительная растворная смесь, серный бетон или наполненный серой битум. Серный цемент известен из уровня техники и содержит, по меньшей мере, серу, обычно в количестве по меньшей мере 50 мас.%, и наполнитель. Обычными наполнителями серного цемента являются порошкообразные неорганические материалы со средним размером частиц в диапазоне от 0,1 мкм до 0,1 мм. Примерами таких наполнителей серного цемента являются зольная пыль, известняк, кварц, оксид железа, оксид алюминия, диоксид титана, графит, гипс, тальк, слюда или их комбинации. Содержание наполнителя в серном цементе может изменяться в широких пределах, но обычно находится в диапазоне от 5 до 50% в расчете на общую массу цемента. Серный цемент может быть пластифицирован путем добавления модификатора в процессе получения серного цемента. Такие модификаторы известны из уровня техники. Примерами таких модификаторов являются алифатические или ароматические полисульфиды или соединения, которые образуют полисульфиды при взаимодействии с серой. Примерами соединений, которые образуют полисульфиды, являются олефиновые соединения, такие как 5-этилен-2-норборнен, дициклопентадиен, лимонен, стирол или нафталин. Модификаторы можно добавлять в количественном диапазоне от 0,05 до 25% в расчете на общую массу серы, обычно в диапазоне от 0,1 до 10 мас.%. Выражение "композиция премикса на основе серного цемента" означает композицию, содержащую предварительно прореагировавшую смесь серы и модификатора серного цемента, которая может использоваться при получении серного цемента путем добавления в нее серы и/или наполнителя в необходимом количестве. Выражение "композиционные материалы серный цемент - заполнитель" означает композиционный материал, содержащий серный цемент и заполнитель. Примерами композиционных материалов серный цемент - заполнитель являются серная строительная растворная смесь, серный бетон и наполненный серой битум. Строительная растворная смесь содержит мелкий заполнитель, например песок; обычно частицы заполнителя имеют средний диаметр между 0,1 и 5 мм. Бетон содержит крупный заполнитель, частицы которого обычно имеют средний диаметр между 5 и 40 мм, например гравий или камень. Наполненный серой битум представляет собой битум (обычно заполнитель со связующим, содержащим наполнитель и остаточную углеводородную фракцию), в котором часть связующего заменена серой. Установлено, что формованные твердые продукты из серного цемента, полученные по способу согласно изобретению, характеризуются хорошим качеством поверхности и обладают отражательными свойствами. Это дает возможность получать формованные продукты из серного цемента с окрашенной блестящей поверхностью с хорошим качеством обработки. Пигмент может быть нанесен на внутреннюю поверхность пресс-формы до введения литьевого материала во внутренний объем. После введения литьевого материала пигмент может в последующем переноситься на поверхность продукта из серного цемента. После охлаждения получают окрашенный формованный твердый продукт из серного цемента. Примеры Следующие не ограничивающие объем изобретения эксперименты предназначены для иллюстрации изобретения. Эксперимент 1. Используют литьевую смесь, содержащую 25 мас.% серы, 28 мас.% кварца в качестве наполнителя и 47 мас.% высушенного песка (Normsand) в качестве заполнителя. Кварцевый наполнитель, а также песчаный заполнитель нагревают в течение 12 ч при 150 С. Литьевую смесь готовят путем смешивания расплавленной серы с песчаным заполнителем. В последующем, в смесь добавляют кварцевый наполнитель. Пресс-форму из силиконового каучука (пресс-форма 1), имеющую характеристики, приведенные в таблице 1, подогревают до температуры приблизительно 100 С по меньшей мере в течение 12 ч. Бруски размером 4040160 мм получают путем заливки расплавленной литьевой смеси в подогретую пресс-6 016011 форму, причем дают охладиться пресс-форме и литьевой смеси до температуры ниже 60 С. Брусок из серного цемента может быть извлечен из пресс-формы без применения дополнительного усилия, благодаря гибкости пресс-формы из силиконового каучука. Брусок из серного цемента, полученный по методике эксперимента 1, показан на фиг. 1 как образец 1. Полученный брусок из серного цемента имеет очень гладкую поверхность. Эксперимент 2. Продукт из серного цемента получают, следуя методике эксперимента 1, за исключением того, что пресс-форму из силиконового каучука подогревают до 55 С. В этом случае также брусок из серного цемента может быть извлечен из пресс-формы без применения дополнительного усилия, благодаря гибкости пресс-формы из силиконового каучука. Брусок из серного цемента, полученный по методике эксперимента 2, показан на фигуре 1 как образец 2. Полученный брусок из серного цемента имеет гладкую поверхность. Сравнительный эксперимент А. Продукт из серного цемента получают, следуя методике эксперимента 1, за исключением того, что пресс-форму из силиконового каучука заменяют на пресс-форму из нержавеющей стали, которая описана в NEN-EN-196 (пресс-форма А, свойства пресс-формы приведены в табл. 1). После охлаждения брусок из серного цемента удаляют из пресс-формы путем демонтажа прессформы. Брусок из серного цемента, полученный по методике сравнительного эксперимента A, показан на фиг. 1 как образец А. Полученный брусок из серного цемента имеет весьма грубую текстуру поверхности по сравнению с брусками из серного цемента, полученными в экспериментах 1 и 2. На поверхности бруска из серного цемента видны существенные неровности. Сравнительный эксперимент В Продукт из серного цемента получают, следуя методике сравнительного эксперимента А, за исключением того, что внутреннюю поверхность пресс-формы из нержавеющей стали покрывают слоем политетрафторэтилена (ПТФЭ, пресс-форма В, свойства пресс-формы приведены в табл. 1). Слой ПТФЭ имеет толщину приблизительно 100 мкм. После охлаждения брусок удаляют из пресс-формы путем демонтажа пресс-формы. Визуальный осмотр показал, что часть слоя ПТФЭ перенесена из пресс-формы на брусок из серного цемента. Для повторения операции необходимо удалить оставшуюся часть слоя ПТФЭ и нанести новый слой ПТФЭ на внутреннюю поверхность пресс-формы из нержавеющей стали. Брусок из серного цемента, полученный по методике сравнительного эксперимента B, показан на фиг. 1 как образец В. Полученный брусок из серного цемента имеет грубую текстуру поверхности по сравнению с брусками из серного цемента, полученными в экспериментах 1 и 2. Таблица 1 Для расчетов принята толщина покрытия ПТФЭ 110-4 м ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования продукта из серного цемента, в котором охлаждают расплавленный продукт из серного цемента в пресс-форме, при этом внутренняя поверхность пресс-формы выполнена из полимерного материала, стекла на основе силикона или их комбинации, причем полимерный материал представляет собой каучук на основе силикона, поликарбонат, полиэтилентерефталат, полиимид, полиамид,фторполимер или их комбинацию, и при этом самое большее 100 Вт/м 2 К на единичную площадь рассеивается через пресс-форму в направлении, перпендикулярном к внутренней поверхности, между внутренней поверхностью и внешней поверхностью размещен слой защитного материала, причем защитный материал имеет удельную теплопроводность самое большее 1 Вт/мК, предпочтительно самое большее 0,5 Вт/мК в направлении, перпендикулярном к внутренней поверхности. 2. Способ по п.1, в котором рассеивается самое большее 60 Вт/м 2 К предпочтительно в диапазоне от 0,1 до 10 Вт/м 2 К, более предпочтительно от 0,1 до 5 Вт/м 2 К на единичную площадь через пресс-форму в направлении, перпендикулярном к внутреннейповерхности. 3. Способ по п.1 или 2, в котором слой защитного материала содержит два или более подслоев, параллельных внутренней поверхности. 4. Способ по любому из пп.1-3, в котором защитный материал имеет объемную удельную теплоемкость на единичную площадь по меньшей мере 10000 Дж/м 2 К в направлении, перпендикулярном к внут-7 016011 ренней поверхности. 5. Способ по п.4, в котором перед заполнением пресс-формы расплавленным продуктом из серного цемента пресс-форму нагревают до температуры в диапазоне от 90 до 150 С, более предпочтительно от 100 до 140 С. 6. Способ по любому из пп.1-5, в котором полимерный материал имеет температуру термического разложения и/или температуру плавления по меньшей мере 120 С, предпочтительно по меньшей мере 200 С. 7. Способ по любому из пп.1-6, в котором полимерный материал представляет собой каучук на основе силикона.
МПК / Метки
МПК: B28B 1/54, B28B 7/34, C04B 28/36
Метки: способ, серного, формования, продукта, цемента
Код ссылки
<a href="https://eas.patents.su/9-16011-sposob-formovaniya-produkta-iz-sernogo-cementa.html" rel="bookmark" title="База патентов Евразийского Союза">Способ формования продукта из серного цемента</a>
Способ получения серного цемента или композита серный цемент-заполнитель
Номер патента: 15597
Опубликовано: 31.10.2011
Авторы: Ван Триер Роб Алоизиус Мария, Вербист Ги Лоде Магда Мария
МПК: C04B 28/36
Метки: композита, серного, получения, серный, цемент-заполнитель, способ, цемента
Формула / Реферат:
1. Способ получения серного цемента или композита серный цемент-заполнитель, включающий следующие стадии:(a) смешение по меньшей мере одного неорганического наполнителя и/или заполнителя с полисульфидсодержащим органосиланом общей формулыгде а - целое число от 2 до 8, предпочтительно от 2 до 6;X и X', каждый независимо, обозначают гидролизуемую группу;n и n', каждый независимо, обозначают целое число от 1 до 4;m и m', каждый независимо,...
Способ получения продукта из цемента, содержащего серу
Номер патента: 13843
Опубликовано: 30.08.2010
Авторы: Местерс Каролус Маттиас Анна Мария, Рейнхаут Маринус Йоханнес, Вербист Ги Лоде Магда Мария
МПК: C04B 28/36, C01B 17/04
Метки: продукта, содержащего, серу, получения, цемента, способ
Формула / Реферат:
1. Способ получения продукта из цемента, содержащего серу, включает следующие стадии:(a) селективное окисление сероводорода до элементарной серы контактированием в реакционной зоне, газообразного сырья, содержащего сероводород, и газа, содержащего молекулярный кислород, с измельченным катализатором окисления в условиях селективного окисления;(b) удаление потока, включающего жидкую и/или твердую элементарную серу и измельченный катализатор...
Способ и устройство для получения цемента
Номер патента: 7418
Опубликовано: 27.10.2006
Авторы: Юнг Отто, Райхардт Йорк
МПК: C04B 22/14, C04B 7/47, C04B 11/02...
Метки: устройство, получения, цемента, способ
Формула / Реферат:
1. Способ получения цемента (9), причем цементный клинкер (1) и сульфатсодержащий материал (11), а также, при необходимости, другие компоненты (2, 12) размалывают вместе в валковой мельнице (5) до состояния муки, отличающийся тем, что сульфатсодержащий материал (11) нагревают, обезвоживают и обжигают до желаемой степени в отдельной установке (10), сразу после этого направляют непосредственно в валковую мельницу (5) и мелют там вместе с...
Способ изготовления огнеупорного керамического продукта, применение такого продукта и способ модифицирования расплава с помощью такого продукта
Номер патента: 14981
Опубликовано: 29.04.2011
Авторы: Райтерер Франц, Джурициц Боро
МПК: C03B 5/43, C04B 35/66, B22D 41/02...
Метки: продукта, расплава, изготовления, способ, огнеупорного, керамического, модифицирования, такого, применение, помощью
Формула / Реферат:
1. Способ изготовления керамического продукта, который при его применении по назначению в качестве футеровочного материала или функционального продукта в устройстве для расплава стали, расплава цветных металлов, расплава стекла или расплава горных пород, обработки такого расплава и/или его пропускания обладает огнеупорностью, заключающийся в том, чтоа) из нескольких компонентов приготавливают исходную керамическую смесь,б) по меньшей мере один...
Способ и система продажи, использующие цену продукта, изменяющуюся в зависимости от срока годности продукта
Номер патента: 5644
Опубликовано: 28.04.2005
Автор: Так Сеунг Хо
МПК: G06F 17/60
Метки: продукта, зависимости, срока, годности, система, способ, цену, продажи, изменяющуюся, использующие
Формула / Реферат:
1. Способ определения цены продукта в зависимости от того, сколько времени прошло со дня изготовления продукта, содержащий этапы, в соответствии с которыми (a) получают информацию о предопределенном продукте и информацию о времени, когда был изготовлен предопределенный продукт, которую считывают с помощью устройства считывания кода продукта из кода продукта, прикрепленного к предопределенному продукту или напечатанного на нем, (b) вычисляют...
Предыдущий патент: Способ и устройство бурения
Следующий патент: Способ и устройство для уменьшения содержания добавок в углеводородном потоке
Случайный патент: Способ и устройство для изготовления минеральной ваты и изделий из минеральной ваты