Штамповочное устройство с загрузочным приспособлением
Формула / Реферат
1. Устройство для штамповки консервных крышек или подобных изделий, содержащее установленный на станине мост (10), несущий на себе штамповочно-прессовые инструменты (1), выполненные с возможностью непрерывно повторяющегося приведения в действие в вертикальном направлении, устройство (30) для продольного перемещения под инструментами листовых заготовок (11, 12), выполненное с возможностью пошагового транспортирования каждой листовой заготовки (11, 12) при поднятых инструментах (1), и устройство (20, 40) для поперечного перемещения с боковым ограничением движущейся или перемещаемой в продольном направлении листовой заготовки (11, 12), причем со стороны приема и со стороны выброса примерно симметрично относительно инструментов (1) вблизи них спереди и сзади стационарно установлено по одному независимо управляемому устройству (20, 40) для поперечного перемещения, каждое из которых имеет пару приводных валков (31, 32, 51, 52) в качестве устройства (30, 50) для продольного перемещения, которое выполнено с возможностью контролируемого захватывания и транспортировки листовой заготовки (11, 12) или ее контролируемого отпускания.
2. Устройство по п.1, отличающееся тем, что каждое из устройств (20, 40) для поперечного перемещения состоит из стационарной направляющей (21, 41) с салазками (22, 42), несущими приводные валки (31, 32, 51, 52), причем салазки (22, 42) проходят на максимальную ширину (В) листовой заготовки и выполнены с возможностью перемещения в направляющих (21, 41) для салазок на расстояние, равное, по меньшей мере, двойной максимальной ширине (В) листовой заготовки, причем для управления салазками предусмотрен линейный привод.
3. Устройство по п.2, отличающееся тем, что линейный привод с помощью приводного мотора (23, 43) позиционирования приводит в действие шпиндельный привод (24, 44), который перемещает салазки (22, 42).
4. Устройство по п.2, отличающееся тем, что по меньшей мере один приводной валок (32, 52) каждой пары валков (31, 32, 51, 52) установлен с возможностью перемещения по приводному валу (33, 53), который установлен без возможности проворачивания, заканчивается на стороне станины и приводится там во вращение мотором (34, 54) позиционирования.
5. Устройство по п.4, отличающееся тем, что один из приводных валков (31, 51) каждой пары валков (31, 32, 51, 52) с концевой стороны установлен подвижно в опорных блоках (38, 39, 58, 59) на салазках (22, 42) в вертикальных направляющих (25, 26, 45, 46) с возможностью перемещения по вертикали с помощью пневматических исполнительных органов (27, 38, 47, 48).
6. Устройство по п.1, отличающееся тем, что со стороны подачи и/или выхода каждой пары валков (31, 32, 51, 52) на салазках (22, 42) расположено по одной накладке листодержателя (35, 36, 55, 56), приводимой в действие электромагнитами.
7. Устройство по п.6, отличающееся тем, что по одной из накладок листодержателей (36, 55) со стороны приема и со стороны выхода установлены вблизи рабочих инструментов (1), или там расположены дополнительные накладки листодержателей (37, 57) со стороны салазок или со стороны станины.
8. Устройство по п.1, отличающееся тем, что на салазках (22, 42) и/или на направляющих (21, 41) для салазок расположены сенсоры (S1-S8) положения кромок (K, K1, K2) листовой заготовки, сигналы которых через управляющий процессор (Р) управляют моторами (34, 54) позиционирования валков таким образом, что кромки (K1, K2) листовой заготовки следуют параллельно направлению транспортирования, и следующие друг за другом листовые заготовки плотно примыкают друг к другу.
9. Устройство по п.1, отличающееся тем, что перед устройством (30) для продольного перемещения со стороны подачи находится стол (60) подачи, на котором размещены опускаемые подающие средства (61, 62), а также опускаемые средства (70, 71) для выравнивания листовой заготовки, которые в активированном состоянии ориентированы в соответствующих направлениях подачи и контактируют с боковыми кромками (KL, KR) подводимых листовых заготовок (11) с силовым замыканием.
10. Устройство по п.1, отличающееся тем, что подающие средства (61, 62) представляют собой параллельные транспортировочные ленты, каждая из которых при помощи приспособления (63, 64) для подъема может приподниматься или опускаться относительно плоскости стола.
11. Устройство по п.9, отличающееся тем, что средства (70, 71) для выравнивания представляют собой два ряда снабженных вогнуто-профилированными роликами упоров и выравнивающих осей, которые могут поворачиваться поворотными устройствами относительно оси вращения, ориентированной в направлении подачи и расположенной ниже плоскости стола, для приведения в вертикально ориентированное положение и в опущенное ниже плоскости стола положение.
12. Способ управления устройством по любому из пп.1-11, при котором на мосту (10) располагают рядом друг с другом один или несколько инструментов (1), причем листовую заготовку (11) при выштамповке одного ряда деталей пошагово перемещают в поперечном направлении до тех пор, пока все штамповочные позиции не будут отштампованы, после чего перемещают вперед в продольном направлении только при помощи устройства для продольного перемещения, или в комбинации с поперечным перемещением производят перемещение под углом в соседнюю штамповочную позицию, причем накладки листодержателей (35, 36, 55, 56) салазок (22, 42) контролируемо отпускаются только тогда, когда по меньшей мере одна пара приводных валков (31, 32, 51, 52) приведена в действие.
13. Способ по п.12, отличающийся тем, что пневматические исполнительные органы (27, 28, 47, 48) одной пары валков (31, 32, 51, 52) контролируемо отпускаются только тогда, когда параллельная им кромка (K1) листовой заготовки (11) войдет в пару роликов (31, 32, 51, 52) или когда другая пара будет контролируемо закрыта.
14. Способ по п.13, отличающийся тем, что расположенный на набегающей стороне листовой заготовки (11) пневматический исполнительный орган (27, 28) пары валков (31, 32), расположенной с приемной стороны, каждый раз контролируемо отпускается, пока передняя кромка (K1) не достигнет заданного положения в направлении подачи.
15. Способ по любому из пп.12-14, отличающийся тем, что, когда листовая заготовка (11) находится в обеих парах валков (31, 32, 51, 52), эти валки и/или устройства (20, 40) для поперечного перемещения управляются синхронно.
16. Способ по п.13, отличающийся тем, что после выштамповки из листовой заготовки (1) последнего ряда деталей только расположенные со стороны инструмента накладки листодержателя (35) пары валков (31, 32) на стороне набегания удерживаются открытыми и обеспечивают подачу следующей листовой заготовки (11) передней кромкой (K1) к кромке (K2) предыдущей листовой заготовки (12) и ее выравнивание.
17. Способ по п.12, отличающийся тем, что при выполнении последней штамповки из листовой заготовки (11) удерживают открытым только расположенный со стороны инструмента листодержатель (55) пары (51, 52) приводных валков на стороне выхода, и эта закрытая пара (51, 52) приводных валков на стороне выхода с большой скоростью выбрасывает полностью выштампованную листовую заготовку.

Текст
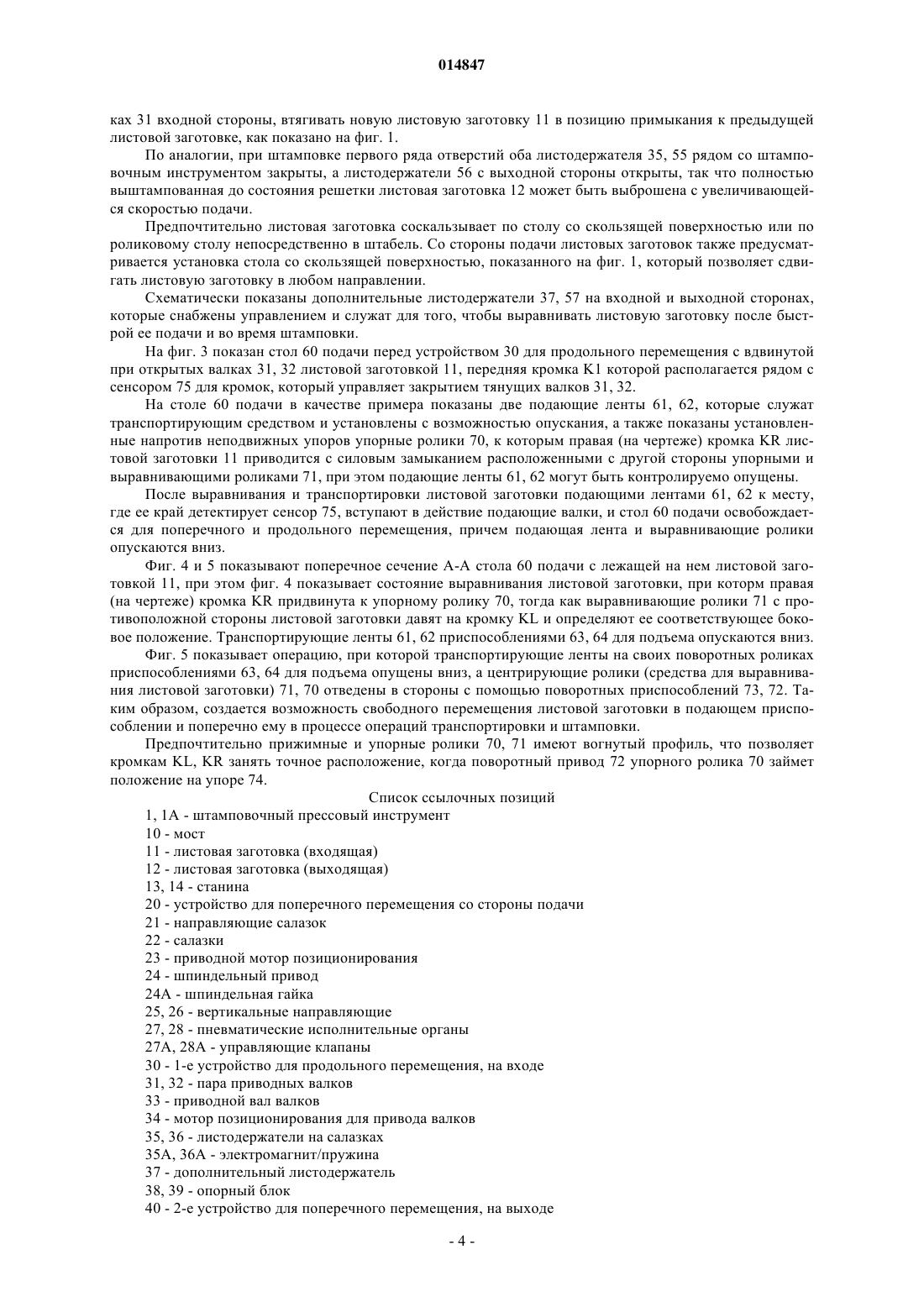
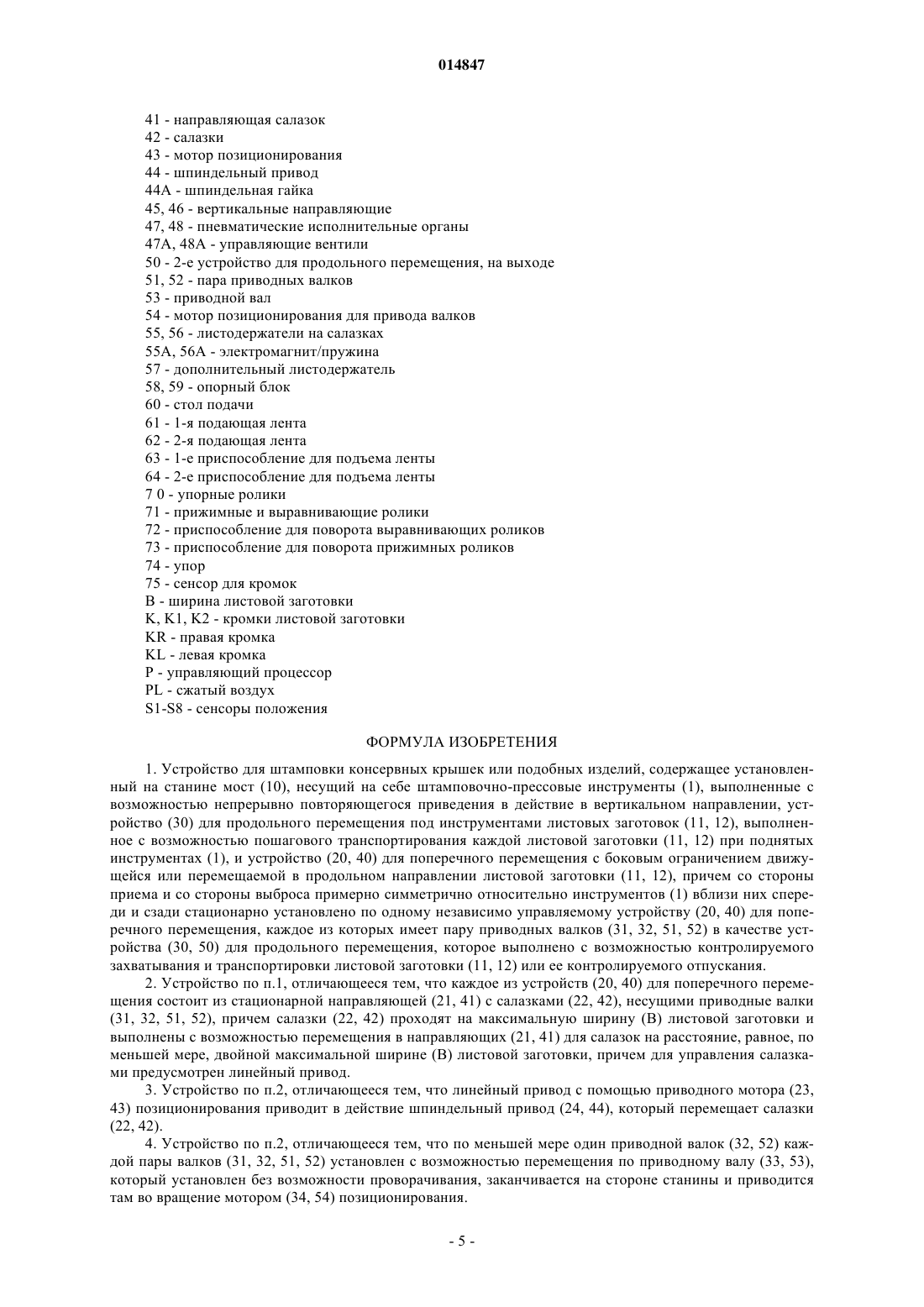
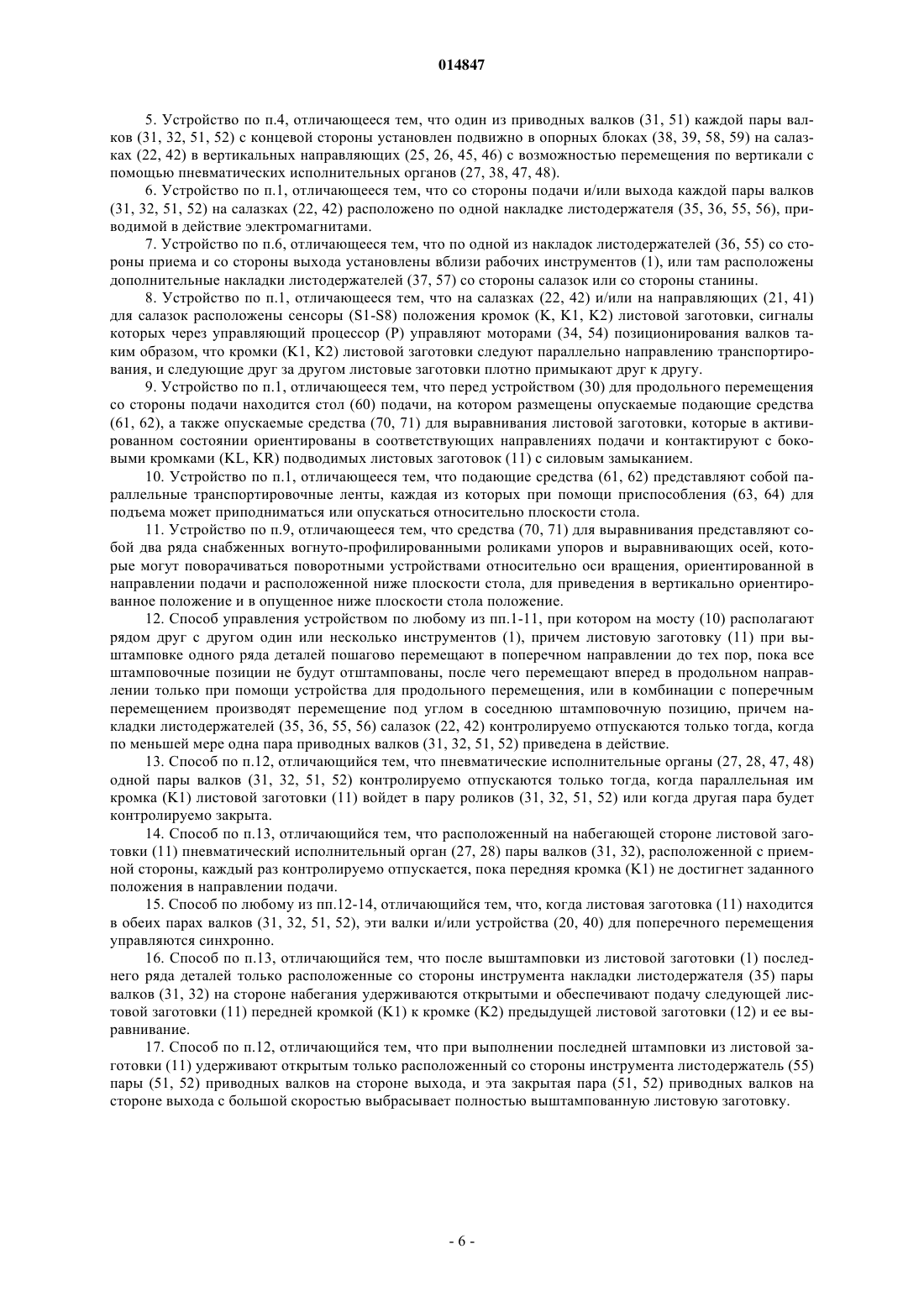
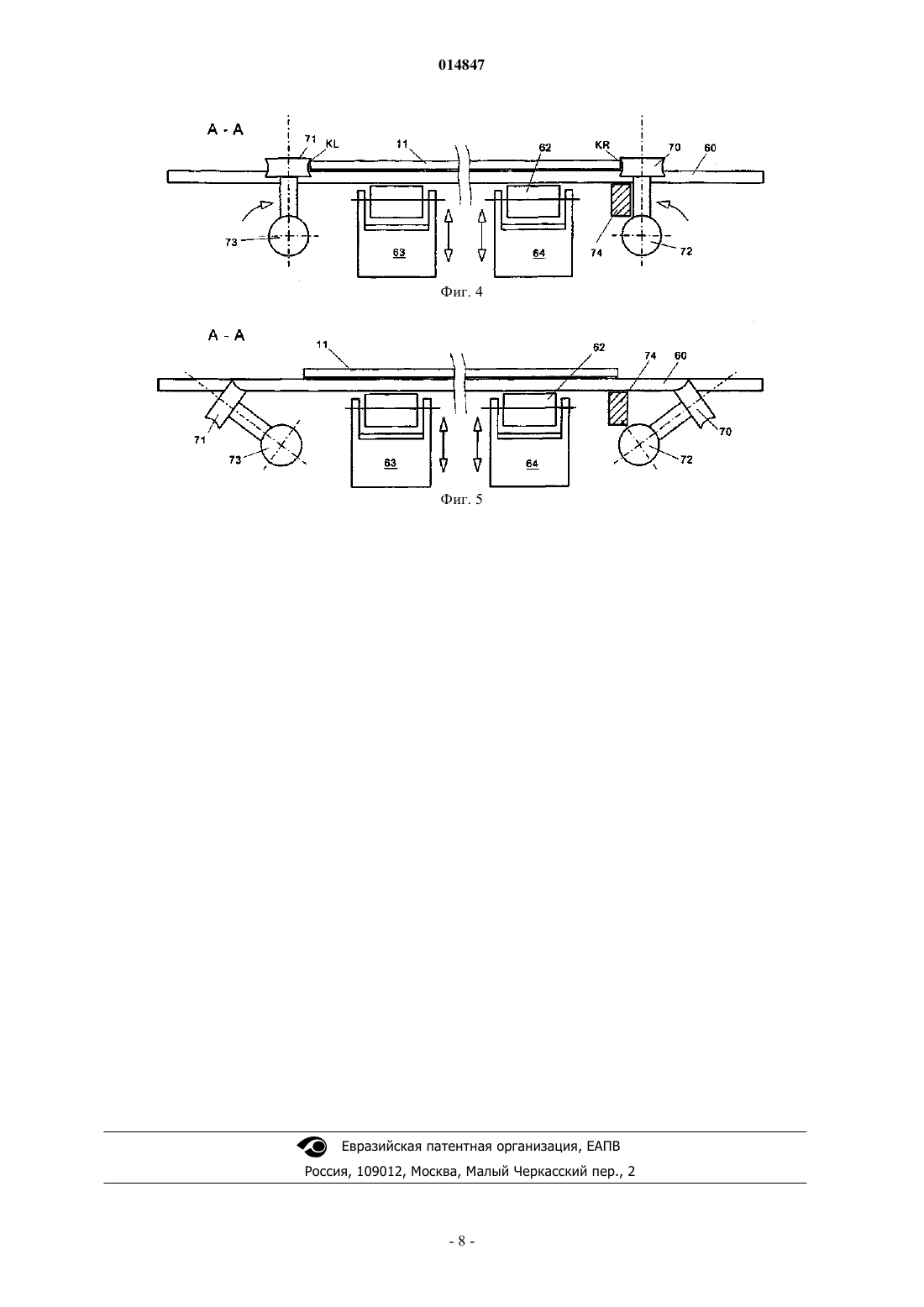
Изобретение описывает приспособление штамповочного пресса для производства консервных крышек или чего-либо подобного при помощи установленного на станине моста, на котором расположен штамповочный инструмент с постоянно повторяющимся действием на лежащий под ним железный лист (11, 12), который при поднятом инструменте (1) пошагово протягивается продольным транспортирующим устройством (30) и поперечно транспортирующим устройством(20, 40), причем лист, двигаясь вперед, ограничен в перемещениях по сторонам, при этом со стороны подачи и выхода почти симметрично инструменту (1) вблизи перед ним и сзади него стационарно установлено устройство поперечного транспортирования (20, 40), на котором расположены пары тянущих роликов (31, 32, 51, 52), которые служат как продольно перемещающее устройство (30, 50) и которые управляют процессом подачи листов (11, 12) и их выбросом. Далее имеется описание процесса использования данного изобретения. 014847 Изобретение касается устройства штамповочного пресса для производства крышек консервных банок или изделий подобного типа, содержащего установленный на станине мост, несущий на себе непрерывно повторяющие вертикальный рабочий ход штамповочные инструменты, устройство для продольного перемещения, которое при подъеме штамповочных инструментов пошагово продвигает под ними листовую заготовку в продольном направлении, и устройство для поперечного перемещения с боковым ограничением заготовки, движущейся или перемещаемой в продольном направлении, а также способа управления этим штамповочным устройством. Устройство такого рода известно из DE 29623908 U1. Это устройство служит для максимального использования поверхности листовой заготовки из жести при ее продольном и/или поперечном перемещении по позициям, размеченным в растровой схеме, в которых стационарно установлен штамповочный инструмент, который постоянно перемещается вверх и вниз и осуществляет процесс штамповки. Перемещение листовой заготовки происходит путем захвата ее нижней кромки захватными цангами, размещенными на крестовых салазках, которые контролируемо передвигаются на продольных салазках в направлении захвата и отвода листовой заготовки. Второй комплект захватных цанг с крестовыми и продольными салазками, который располагается со смещением по высоте напротив первого, поочередно с первым обеспечивает подачу обрабатываемых листовых заготовок, плотно следующих одна за другой,так что штамп при замене очередной заготовки не производит холостого подъема. Каждый раз после выбрасывания полностью отштампованной листовой заготовки порожнее транспортировочное устройство возвращается в исходную позицию при подаче другого транспортировочного устройства в положение штамповки следующего листа. Точность подачи позволяет осуществлять штамповочные циклы в прямых или предпочтительно проходящих под углом направлениях, с точностью до миллиметровых промежутков, включая края листовой заготовки, существенно уменьшая отходы штамповки. Металлические листовые заготовки часто настолько тонки, что после выштамповки имеют незначительную жесткость. Это известное устройство имеет большую габаритную ширину, т.к. в направлении процесса должно вмещать как минимум две листовые заготовки. Из ЕР 0616861 В 2 известно еще одно штамповочное устройство, снабженное двухрядным инструментом, причем штамповочные инструменты в этих рядах расположены со смещением относительно друг друга, и ленточным транспортером для подачи листовых заготовок, причем в направлении подачи на передней и задней кромках листовой заготовки предусмотрены захватные устройства, причем дополнительное подающее устройство с боковыми захватными цангами каждый раз продвигает следующую подлежащую штамповке листовую заготовку. Чрезмерно дорогая полная комплектация, которая к тому же требует очень высокой стабильности несущего моста для восприятия сил при штамповке, исключает использование поперечной подачи листовой заготовки. Из DE 3437642 С 2 известно устройство для штамповки, которое имеет два средства для продольнопоперечного перемещения листовой заготовки с захватными цангами, каждое из которых захватывает листовую заготовку двумя цангами за одну из ее боковых сторон. Устройства для продольного перемещения выходят за участок штамповки на длину листовой заготовки и служат, таким образом, также и для удаления выштампованной до состояния решетки листовой заготовки. Таким образом, длина устройств для продольного перемещения соответствует по меньшей мере трем длинам листовой заготовки. Задачей изобретения является упрощение штамповочного и загрузочного устройства согласно родовому понятию так, чтобы сократить его длину и уменьшить число транспортеров и приводных средств. При этом заявитель исходил из технического решения, раскрытого в полезной модели DE 29623908U1. Задача решается тем, что со стороны подачи и со стороны выброса, примерно симметрично относительно инструментов, вблизи них спереди и сзади, стационарно установлено по одному независимо управляемому устройству для поперечного перемещения, каждое из которых имеет пару приводных валков в качестве устройства для продольного перемещения, которые выполняют контролируемое захватывание и транспортировку листовой заготовки или ее контролируемое отпускание. Предпочтительные варианты выполнения устройства, а также способ управления этим устройством охарактеризованы в формуле изобретения. Оба приводных валка, каждый из которых проходит на максимальную ширину листовой заготовки,установлены с возможностью перемещения на лежащем поперек салазочном транспортере, так что металлическая листовая заготовка, зажатая по меньшей мере в одной паре валков, может быть позиционирована ими в направлении подачи, а салазочным транспортером - в поперечном. Таким образом, одним или несколькими штамповочными инструментами можно обслужить все штамповочные позиции как того требует полная штамповка всей площади заготовки. Как валки, так и устройство для поперечного перемещения управляются соответствующими моторами точного позиционирования. Предпочтительно каждые салазки связаны шпиндельным приводом с приводным двигателем, стационарно установленным на станине, хотя могут быть предусмотрены и другие системы линейного позиционирования. Предпочтительно, чтобы мотор, приводящий валки, был неподвижно установлен на станине и по-1 014847 средством приводного вала связан с установленным на валу с возможностью перемещения элементом сцепления с валками. Каждая пара приводных валков имеет переставляемый на некоторое расстояние валок, так что в одном положении валки разделены большим зазором, обеспечивающим свободное прохождение листовой заготовки, а в другом положении валки так прижаты друг к другу, что лежащая между ними листовая заготовка точно захватывается ими при вращении приводного валка. Переставляемый прижимной валок могут быть установлен, например, в направляющих типа втулкаболт или в поворотных рычагах на салазках. Усилия, обеспечивающие открытие и закрытие валков, создаются пневмоцилиндром и контрпружиной в каждой из обеих концевых опор. Предпочтительно, чтобы с одной или с обеих сторон каждой пары валков были установлены накладки листодержателей на салазках, управляемые с помощью электромагнитов против усилия контрпружины для их подъема или прижима. За счет закрытия листодержателя листовая заготовка фиксируется и удерживается возле штампа,так что при штамповке или при исключительно поперечном перемещении она не сможет перекашиваться в валках. При пропускании листовой заготовки через одну из пар валков накладки листодержателя этой пары приподнимаются, чтобы дать листовой заготовке свободно пройти. Точное выравнивание (позиционирование) кромки листовой заготовки перпендикулярно направлению движения контролируется сенсорами положения, которые работают на оптическом, электромагнитном или механическом принципах. Сигналы сенсоров направляются в управляющее устройство для коррекции действий моторов транспортировки, а также действий прижимных средств и накладок листодержателей. Так как приводные валки имеют определенную эластичность, то их диаметр в зависимости от прижимного усилия изменяется, так что один, прижатый только с одной стороны валок будет передавать свой крутящий момент на листовую заготовку, что приведет к ее выравниванию, если другая пара валков открыта и не воздействует на листовую заготовку, и листодержатели соответственно открыты или закрыты только с одной стороны. Особенно эффективная корректировка углового положения листовой заготовки получается тогда,когда две пары валков на противоположных концах прижимаются с одной стороны и приводятся во вращение синхронно, или с разными оборотами, или в разном направлении, или салазки слегка перемещаются друг к другу. Предпочтительно, чтобы позиционные датчики или сенсоры положения были установлены на салазках со стороны входных и/или выходных валков. Предпочтительно, чтобы они в обоих направлениях транспортировки располагались на одной линии друг с другом так, чтобы измерялось положение всех кромок листовой заготовки, и угловая коррекция могла осуществляться посредством разницы углов. Листовые заготовки при введении каждой новой так позиционируются друг относительно друга,что листовые заготовки следуют друг за другом с примыканием кромки к кромке, и штамповка может быть осуществлена без холостого хода штампа, одна за другой. Передача новой листовой заготовки происходит непосредственно в первую пару валков, которые ее захватывают и транспортируют дальше. Полностью выштампованная листовая заготовка ускоряется второй парой валков и через стол со скользящей поверхностью или роликовый стол подается на расположенный за ним межоперационный накопитель листовых заготовок, так что не требуется дополнительная площадь и не используется устройство для извлечения заготовок. Так как на штамповочно-вытяжном устройстве производятся различные изделия, такие как консервные крышки, плоские консервные банки и др., которые заказываются в разных количествах, во многих случаях бывает достаточно иметь один штамповочный инструмент, что экономит значительные затраты на инструмент, но при этом требуется более длительная непрерывная подача металлического листа. При большом требующемся количестве изделий целесообразно предусмотреть установку на мосту нескольких комплектов инструментов, что в результате повышает производительность установки и уменьшает количество операций поперечного позиционирования в одном ряду. В выполненное согласно изобретению загрузочное приспособление с транспортировочного конвейера или другого подобного устройства в приемные валки при открытой щели между валками вводится листовая заготовка, при этом ряд жестко установленных упоров для кромок выравнивают листовую заготовку за счет того, что перемещаемые в боковом направлении упоры с усилием воздействуют на противоположную кромку листовой заготовки, сдвигают ее к жестко установленным упорам и прижимают ее к ним. Упоры предпочтительно оснащены свободно вращающимися пустотелыми роликами, так что движению листовой заготовки по транспортному конвейеру практически не оказывается сопротивление. Выровненная таким образом листовая заготовка после ее поступления в пару валков и их смыкания, захватывается и без промедления транспортируется дальше, так что вообще не требуется дальнейшего ее выравнивания. Для того чтобы сделать возможным поперечное перемещение листовой заготовки на приемном столе без торможения, предусмотрены опускающиеся вниз упоры, как схематически показано на фиг. 4 в-2 014847 сечении А-А, причем они отводятся в соответствующие стороны при помощи пневматически, электрически или каким-либо другим способом управляемого привода, который показан схематически. Приводы подачи также опускаются вниз на ременных опорах при помощи элементов управления. В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на чертежи, на которых фиг. 1 изображает в изометрии общий вид устройства, у которого станина и мост показаны схематически; фиг. 2 - поперечное сечение обоих салазок, на которых размещаются валки; фиг. 3 - вид сверху подающего устройства на дополнительной паре роликов; фиг. 4 и 5 - схематически изображают сечение А-А на фиг. 3 в разных положениях. На фиг. 1 схематически изображены две стороны станины 13, 14, на которой смонтированы два устройства 20, 40 для поперечного перемещения с их приводными моторами 23, 43 позиционирования и моторами привода валков 34, 54. Между основной станиной 13, 14 располагается показанный на фиг. 1 лишь в общем мост 10, на котором установлен прессующий и штампующий инструмент 1, соосно которому внизу на станине располагается матрица 1 А. Каждое из обоих устройств 20, 40 для поперечного перемещения состоит из направляющих 21, 24 для салазок, длина которых составляет по меньшей мере две максимальные ширины В листовой заготовки. В каждых направляющих 21, 41 для салазок установлены одни салазки 22, 42, которые могут перемещаться в поперечном направлении и связаны с линейным приводом, в данном случае со шпиндельным приводом, приводной мотор 23, 24 которого вращает не видимый на чертежах шпиндель, который располагается продольно в направляющих для салазок и проходит через салазки 22, 42. В салазках смонтирована шпиндельная гайка. На салазках 22, 42 один над другим смонтированы по два приводных валка, из которых нижние через приводной вал 33, 53, приводятся во вращение моторами 34, 54, а верхние выполняют роль прижимных валков. Эти верхние валки, располагающиеся в вертикальных направляющих 25, 26, 45 и 46, на обоих концах устанавливаются с возможностью перемещения по высоте в опорных блоках 38, 39, 58, 59 и там под воздействием пневмоцилиндра и контрпружины перемещаются либо в положение раскрытия, либо в положение зажима. Таким способом металлическая листовая заготовка 11, 12, которая находится в щели между валками, при помощи приведенных во вращение валков подается в направлении рабочего потока,когда в цилиндр подается сжатый воздух, для чего служат управляемые пневматические клапаны 27 А,28 А, 47 А, 48 А. Таким образом, управляемые пары валков 31, 32, 51, 52 служат как устройства 30, 50 для продольного перемещения. Для распознания параллельности кромок K листовых заготовок 11, 12 в устройстве для перемещения предусмотрены позиционные сенсоры S1-S8, которые расположены на салазках 22, 42. В частности необходимо точно контролировать вход передней кромки K1 и выход задней кромки K2, а также параллельность кромок K1, K2 при помощи точно выставленных и расположенных рядом с опорами валков сенсоров S1-S8. Для этого пригодны оптические, электромагнитные и механические датчики. Сигналы сенсоров S1-S8 направляются в управляющий процессор, имеющий рабочую программу, с помощью которой происходит управление моторами привода 23, 34; 43, 54, пневматическими клапанами 27 А, 28 А; 47 А, 48 А и не показанными на чертеже электромагнитными листодержателями 35, 36, 37; 55,56, 57. Пневматические клапаны связывают пневматические исполнительные органы опор валков либо с линией подачи сжатого воздуха PL, либо с линией его выпуска. На фиг. 2 показано поперечное сечение обоих продольных транспортеров, но не показан штамповочный инструмент 1, 1 А. На каждом изображении внизу расположены направляющие 21, 41 салазок, в которых установлены перемещающиеся внутрь изображения салазки 22, 42. В салазках 22, 42 установлено по паре приводных валков, под которыми имеются шпиндельные гайки 24 А, 44 А, перемещающиеся по шпинделям 24, 44. Нижние валки 32, 52 сидят на приводном валу 33, 53 с возможностью перемещения, но без возможности проворачивания. В верхних опорных блоках 38, 39, 58, 59 находятся прижимные валки 31, 51, которые могут подниматься и опускаться, для чего опорные блоки 38, 39, 58, 59 имеют вертикальные направляющие на колоннах 25, 26, 45, 46, закрепленные на салазках 22, 42. Опорные блоки симметрично нагружаются пневмоцилиндрами 27, 28; 47, 48 (пневматическими исполнительными органами) в направлении прижима и не показанными пружинами - в направлении отведения. Разумеется, можно предусмотреть и двухходовую пневматику двойного действия или, альтернативно, реверс направления действия пружины или пневматики. Со стороны входа и со стороны выхода пары валков на салазках 22, 42 располагаются листодержатели 36, 35; 55, 56, которые при помощи электромагнитов 36 А, 35 А; 55 А, 56 А, преодолевая усилие не показанной на чертежах пружины, действуют в направлении удерживания или на поднятие. Возможность автономного управления отдельными магнитами 35 А, 36 А; 55 А, 56 А позволяет удерживать листовую заготовку 12 при штамповке последнего ряда отверстий по обе стороны от штамповочного инструмента и одновременно, при открытом листодержателе 36 входной стороны и прижатых вал-3 014847 ках 31 входной стороны, втягивать новую листовую заготовку 11 в позицию примыкания к предыдущей листовой заготовке, как показано на фиг. 1. По аналогии, при штамповке первого ряда отверстий оба листодержателя 35, 55 рядом со штамповочным инструментом закрыты, а листодержатели 56 с выходной стороны открыты, так что полностью выштампованная до состояния решетки листовая заготовка 12 может быть выброшена с увеличивающейся скоростью подачи. Предпочтительно листовая заготовка соскальзывает по столу со скользящей поверхностью или по роликовому столу непосредственно в штабель. Со стороны подачи листовых заготовок также предусматривается установка стола со скользящей поверхностью, показанного на фиг. 1, который позволяет сдвигать листовую заготовку в любом направлении. Схематически показаны дополнительные листодержатели 37, 57 на входной и выходной сторонах,которые снабжены управлением и служат для того, чтобы выравнивать листовую заготовку после быстрой ее подачи и во время штамповки. На фиг. 3 показан стол 60 подачи перед устройством 30 для продольного перемещения с вдвинутой при открытых валках 31, 32 листовой заготовкой 11, передняя кромка K1 которой располагается рядом с сенсором 75 для кромок, который управляет закрытием тянущих валков 31, 32. На столе 60 подачи в качестве примера показаны две подающие ленты 61, 62, которые служат транспортирующим средством и установлены с возможностью опускания, а также показаны установленные напротив неподвижных упоров упорные ролики 70, к которым правая (на чертеже) кромка KR листовой заготовки 11 приводится с силовым замыканием расположенными с другой стороны упорными и выравнивающими роликами 71, при этом подающие ленты 61, 62 могут быть контролируемо опущены. После выравнивания и транспортировки листовой заготовки подающими лентами 61, 62 к месту,где ее край детектирует сенсор 75, вступают в действие подающие валки, и стол 60 подачи освобождается для поперечного и продольного перемещения, причем подающая лента и выравнивающие ролики опускаются вниз. Фиг. 4 и 5 показывают поперечное сечение А-А стола 60 подачи с лежащей на нем листовой заготовкой 11, при этом фиг. 4 показывает состояние выравнивания листовой заготовки, при которм правая(на чертеже) кромка KR придвинута к упорному ролику 70, тогда как выравнивающие ролики 71 с противоположной стороны листовой заготовки давят на кромку KL и определяют ее соответствующее боковое положение. Транспортирующие ленты 61, 62 приспособлениями 63, 64 для подъема опускаются вниз. Фиг. 5 показывает операцию, при которой транспортирующие ленты на своих поворотных роликах приспособлениями 63, 64 для подъема опущены вниз, а центрирующие ролики (средства для выравнивания листовой заготовки) 71, 70 отведены в стороны с помощью поворотных приспособлений 73, 72. Таким образом, создается возможность свободного перемещения листовой заготовки в подающем приспособлении и поперечно ему в процессе операций транспортировки и штамповки. Предпочтительно прижимные и упорные ролики 70, 71 имеют вогнутый профиль, что позволяет кромкам KL, KR занять точное расположение, когда поворотный привод 72 упорного ролика 70 займет положение на упоре 74. Список ссылочных позиций 1, 1 А - штамповочный прессовый инструмент 10 - мост 11 - листовая заготовка (входящая) 12 - листовая заготовка (выходящая) 13, 14 - станина 20 - устройство для поперечного перемещения со стороны подачи 21 - направляющие салазок 22 - салазки 23 - приводной мотор позиционирования 24 - шпиндельный привод 24 А - шпиндельная гайка 25, 26 - вертикальные направляющие 27, 28 - пневматические исполнительные органы 27 А, 28 А - управляющие клапаны 30 - 1-е устройство для продольного перемещения, на входе 31, 32 - пара приводных валков 33 - приводной вал валков 34 - мотор позиционирования для привода валков 35, 36 - листодержатели на салазках 35 А, 36 А - электромагнит/пружина 37 - дополнительный листодержатель 38, 39 - опорный блок 40 - 2-е устройство для поперечного перемещения, на выходе-4 014847 41 - направляющая салазок 42 - салазки 43 - мотор позиционирования 44 - шпиндельный привод 44 А - шпиндельная гайка 45, 46 - вертикальные направляющие 47, 48 - пневматические исполнительные органы 47 А, 48 А - управляющие вентили 50 - 2-е устройство для продольного перемещения, на выходе 51, 52 - пара приводных валков 53 - приводной вал 54 - мотор позиционирования для привода валков 55, 56 - листодержатели на салазках 55 А, 56 А - электромагнит/пружина 57 - дополнительный листодержатель 58, 59 - опорный блок 60 - стол подачи 61 - 1-я подающая лента 62 - 2-я подающая лента 63 - 1-е приспособление для подъема ленты 64 - 2-е приспособление для подъема ленты 7 0 - упорные ролики 71 - прижимные и выравнивающие ролики 72 - приспособление для поворота выравнивающих роликов 73 - приспособление для поворота прижимных роликов 74 - упор 75 - сенсор для кромок В - ширина листовой заготовкиS1-S8 - сенсоры положения ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для штамповки консервных крышек или подобных изделий, содержащее установленный на станине мост (10), несущий на себе штамповочно-прессовые инструменты (1), выполненные с возможностью непрерывно повторяющегося приведения в действие в вертикальном направлении, устройство (30) для продольного перемещения под инструментами листовых заготовок (11, 12), выполненное с возможностью пошагового транспортирования каждой листовой заготовки (11, 12) при поднятых инструментах (1), и устройство (20, 40) для поперечного перемещения с боковым ограничением движущейся или перемещаемой в продольном направлении листовой заготовки (11, 12), причем со стороны приема и со стороны выброса примерно симметрично относительно инструментов (1) вблизи них спереди и сзади стационарно установлено по одному независимо управляемому устройству (20, 40) для поперечного перемещения, каждое из которых имеет пару приводных валков (31, 32, 51, 52) в качестве устройства (30, 50) для продольного перемещения, которое выполнено с возможностью контролируемого захватывания и транспортировки листовой заготовки (11, 12) или ее контролируемого отпускания. 2. Устройство по п.1, отличающееся тем, что каждое из устройств (20, 40) для поперечного перемещения состоит из стационарной направляющей (21, 41) с салазками (22, 42), несущими приводные валки(31, 32, 51, 52), причем салазки (22, 42) проходят на максимальную ширину (В) листовой заготовки и выполнены с возможностью перемещения в направляющих (21, 41) для салазок на расстояние, равное, по меньшей мере, двойной максимальной ширине (В) листовой заготовки, причем для управления салазками предусмотрен линейный привод. 3. Устройство по п.2, отличающееся тем, что линейный привод с помощью приводного мотора (23,43) позиционирования приводит в действие шпиндельный привод (24, 44), который перемещает салазки(22, 42). 4. Устройство по п.2, отличающееся тем, что по меньшей мере один приводной валок (32, 52) каждой пары валков (31, 32, 51, 52) установлен с возможностью перемещения по приводному валу (33, 53),который установлен без возможности проворачивания, заканчивается на стороне станины и приводится там во вращение мотором (34, 54) позиционирования.-5 014847 5. Устройство по п.4, отличающееся тем, что один из приводных валков (31, 51) каждой пары валков (31, 32, 51, 52) с концевой стороны установлен подвижно в опорных блоках (38, 39, 58, 59) на салазках (22, 42) в вертикальных направляющих (25, 26, 45, 46) с возможностью перемещения по вертикали с помощью пневматических исполнительных органов (27, 38, 47, 48). 6. Устройство по п.1, отличающееся тем, что со стороны подачи и/или выхода каждой пары валков(31, 32, 51, 52) на салазках (22, 42) расположено по одной накладке листодержателя (35, 36, 55, 56), приводимой в действие электромагнитами. 7. Устройство по п.6, отличающееся тем, что по одной из накладок листодержателей (36, 55) со стороны приема и со стороны выхода установлены вблизи рабочих инструментов (1), или там расположены дополнительные накладки листодержателей (37, 57) со стороны салазок или со стороны станины. 8. Устройство по п.1, отличающееся тем, что на салазках (22, 42) и/или на направляющих (21, 41) для салазок расположены сенсоры (S1-S8) положения кромок (K, K1, K2) листовой заготовки, сигналы которых через управляющий процессор (Р) управляют моторами (34, 54) позиционирования валков таким образом, что кромки (K1, K2) листовой заготовки следуют параллельно направлению транспортирования, и следующие друг за другом листовые заготовки плотно примыкают друг к другу. 9. Устройство по п.1, отличающееся тем, что перед устройством (30) для продольного перемещения со стороны подачи находится стол (60) подачи, на котором размещены опускаемые подающие средства(61, 62), а также опускаемые средства (70, 71) для выравнивания листовой заготовки, которые в активированном состоянии ориентированы в соответствующих направлениях подачи и контактируют с боковыми кромками (KL, KR) подводимых листовых заготовок (11) с силовым замыканием. 10. Устройство по п.1, отличающееся тем, что подающие средства (61, 62) представляют собой параллельные транспортировочные ленты, каждая из которых при помощи приспособления (63, 64) для подъема может приподниматься или опускаться относительно плоскости стола. 11. Устройство по п.9, отличающееся тем, что средства (70, 71) для выравнивания представляют собой два ряда снабженных вогнуто-профилированными роликами упоров и выравнивающих осей, которые могут поворачиваться поворотными устройствами относительно оси вращения, ориентированной в направлении подачи и расположенной ниже плоскости стола, для приведения в вертикально ориентированное положение и в опущенное ниже плоскости стола положение. 12. Способ управления устройством по любому из пп.1-11, при котором на мосту (10) располагают рядом друг с другом один или несколько инструментов (1), причем листовую заготовку (11) при выштамповке одного ряда деталей пошагово перемещают в поперечном направлении до тех пор, пока все штамповочные позиции не будут отштампованы, после чего перемещают вперед в продольном направлении только при помощи устройства для продольного перемещения, или в комбинации с поперечным перемещением производят перемещение под углом в соседнюю штамповочную позицию, причем накладки листодержателей (35, 36, 55, 56) салазок (22, 42) контролируемо отпускаются только тогда, когда по меньшей мере одна пара приводных валков (31, 32, 51, 52) приведена в действие. 13. Способ по п.12, отличающийся тем, что пневматические исполнительные органы (27, 28, 47, 48) одной пары валков (31, 32, 51, 52) контролируемо отпускаются только тогда, когда параллельная им кромка (K1) листовой заготовки (11) войдет в пару роликов (31, 32, 51, 52) или когда другая пара будет контролируемо закрыта. 14. Способ по п.13, отличающийся тем, что расположенный на набегающей стороне листовой заготовки (11) пневматический исполнительный орган (27, 28) пары валков (31, 32), расположенной с приемной стороны, каждый раз контролируемо отпускается, пока передняя кромка (K1) не достигнет заданного положения в направлении подачи. 15. Способ по любому из пп.12-14, отличающийся тем, что, когда листовая заготовка (11) находится в обеих парах валков (31, 32, 51, 52), эти валки и/или устройства (20, 40) для поперечного перемещения управляются синхронно. 16. Способ по п.13, отличающийся тем, что после выштамповки из листовой заготовки (1) последнего ряда деталей только расположенные со стороны инструмента накладки листодержателя (35) пары валков (31, 32) на стороне набегания удерживаются открытыми и обеспечивают подачу следующей листовой заготовки (11) передней кромкой (K1) к кромке (K2) предыдущей листовой заготовки (12) и ее выравнивание. 17. Способ по п.12, отличающийся тем, что при выполнении последней штамповки из листовой заготовки (11) удерживают открытым только расположенный со стороны инструмента листодержатель (55) пары (51, 52) приводных валков на стороне выхода, и эта закрытая пара (51, 52) приводных валков на стороне выхода с большой скоростью выбрасывает полностью выштампованную листовую заготовку.
МПК / Метки
МПК: B21D 28/26, B21D 43/09, B26D 7/06, B26F 1/42
Метки: приспособлением, устройство, штамповочное, загрузочным
Код ссылки
<a href="https://eas.patents.su/9-14847-shtampovochnoe-ustrojjstvo-s-zagruzochnym-prisposobleniem.html" rel="bookmark" title="База патентов Евразийского Союза">Штамповочное устройство с загрузочным приспособлением</a>
Мембрана, способ и штамповочное средство для её получения
Номер патента: 7167
Опубликовано: 25.08.2006
Автор: Энгельбректссон Андерс
МПК: B29D 31/00
Метки: мембрана, средство, способ, получения, штамповочное
Формула / Реферат:
1. Способ получения мембраны (1) путем отверждения одной или нескольких заготовок (39) мембраны, которые содержат по меньшей мере один резиновый слой (40, 41) и по меньшей мере один проницаемый армирующий слой (19), полученный, например, из ткани и размещенный смежно указанному резиновому слою и между двумя или несколькими резиновыми слоями, отличающийся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и...
Герметичный контейнер со встроенным приспособлением для открывания
Номер патента: 7424
Опубликовано: 27.10.2006
Автор: Цаур Гарри
МПК: B65D 47/10
Метки: приспособлением, открывания, встроенным, контейнер, герметичный
Формула / Реферат:
1. Герметичная емкость со встроенным устройством открывания, включающая удлиненный трубчатый корпус с герметично закрытым торцом и открытым торцом, жидкость, герметично укупоренную внутри удлиненного трубчатого корпуса около герметично закрытого торца, встроенное устройство открывания, расположенное внутри удлиненного трубчатого корпуса, герметизирующее жидкость, находящуюся внутри удлиненного трубчатого корпуса, в которой устройство открывания...
Ультразвуковой зонд с позиционирующим приспособлением для позиционирования диагностических и хирургических устройств
Номер патента: 5391
Опубликовано: 24.02.2005
Авторы: Маркштайнер Райнер, Херинг Штеффен, Штрассер Ханнес
МПК: A61B 8/12
Метки: приспособлением, устройств, позиционирования, хирургических, позиционирующим, диагностических, зонд, ультразвуковой
Формула / Реферат:
1. Ультразвуковой зонд, содержащий ультразвуковую головку (K), закрепленную на стержне (S) и перемещаемую вместе с ним либо расположенную в стержне (S) и перемещаемую в нем, и позиционирующее приспособление, предназначенное для позиционирования по меньшей мере одного диагностического или хирургического устройства, при этом такое позиционирующее приспособление соединено со стержнем (S) и имеет по меньшей мере одну пункционную направляющую (F) по...
Разъемное контактное соединение с корпусом и зажимным приспособлением
Номер патента: 5353
Опубликовано: 24.02.2005
Авторы: Райх Гюнтер, Келер Франк, Хох Ахим, Штратц Манфред, Бартоломе Марио
МПК: H01R 13/59
Метки: разъемное, зажимным, контактное, приспособлением, корпусом, соединение
Формула / Реферат:
1. Разъемное контактное соединение (1) с корпусом (2), в котором установлено изоляционное тело (3), содержащее электрические контактные элементы (4), например контактные штифты и/или контактные втулки, при этом в рабочем положении контактные элементы (4) соединены с отдельными проводами или жилами (5) электрического кабеля (6), и зажимное тело (7) для этого электрического кабеля (6), которое в рабочем положении расположено на осевом удалении...
Гибочное устройство для рабочих валков горячепрокатной клети
Номер патента: 3224
Опубликовано: 27.02.2003
Авторы: Зудау Петер, Мюллер Хайнц-Адольф
МПК: B21B 29/00
Метки: клети, гибочное, валков, устройство, горячепрокатной, рабочих
Формула / Реферат:
1. Горячепрокатная клеть с блоками, расположенными в окнах станин, содержащими предусмотренные в качестве гибочных устройств гидравлические цилиндропоршневые узлы, которые через направляющие способны передавать на подушки рабочих валков изгибающие усилия, отличающаяся тем, что каждый блок снабжен гидравлическим цилиндропоршневым узлом (4, 5) двойного действия, оба конца которого соединены с направляющими (12, 13), при этом направляющие (12, 13)...
Предыдущий патент: Железобетонная шпала и способ ее изготовления
Следующий патент: Способ управления цикловой подачей топливного насоса высокого давления и устройство для его осуществления
Случайный патент: Электронный парковочный диск со средствами обнаружения движения