Способ изготовления малоусадочного гибкого листа
Номер патента: 21297
Опубликовано: 29.05.2015
Авторы: Вельзен Леонардус Якобус Йоханнус Вильхельмус, Винке Дитрих, Якобс Мартинус Йоханнес Николаас, Мариссен Рулоф
Формула / Реферат
1. Способ изготовления малоусадочного гибкого листа, включающего ткань, содержащую полиолефиновые волокна, который включает стадии, на которых:
a) осаждают слой расплавленного пластомера по меньшей мере на одну поверхность тканого материала для получения листа, имеющего толщину, приблизительно равную сумме толщин расплавленного слоя пластомера и ткани; и
b) импрегнируют ткань по меньшей мере частью слоя расплавленного пластомера в результате протягивания листа в зазор между двумя каландрующими валиками при температуре в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиолефиновых волокон, при этом зазор имеет ширину меньшую, чем толщина листа; и
ширину зазора выбирают такой, которая обеспечивает приложение к листу давления импрегнирования, равного по меньшей мере 20 бар, причем пластомер представляет собой полукристаллический сополимер этилена или пропилена и одного или нескольких С2-С12 α-олефиновых сомономеров и имеет плотность в диапазоне от 880 до 930 кг/м3.
2. Способ по п.1, в котором на стадии (а) пластомер расплавляют при температуре большей, чем его температура плавления, предпочтительно равной самое большее 180°С, более предпочтительно самое большее 165°С.
3. Способ по п.2, в котором пластомер расплавляют при температуре в диапазоне от 120 до 150°С.
4. Способ по любому из предшествующих пунктов, в котором на стадии (b) ширину зазора выбирают такой, которая обеспечивает приложение давления импрегнирования, равного по меньшей мере 30 бар, более предпочтительно по меньшей мере 40 бар, наиболее предпочтительно по меньшей мере 50 бар.
5. Способ по любому из предшествующих пунктов, в котором тканый материал предварительно нагревают до осаждения на него пластомера.
6. Способ по п.5, в котором тканый материал предварительно нагревают до температуры в диапазоне от 50 до 130°С.
7. Способ по любому из предшествующих пунктов, в котором после проведения стадии импрегнирования (b) проводят стадию дополнительного прессования (с), на которой гибкий лист нагревают до температуры, предпочтительно находящейся в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиэтиленовых волокон, более предпочтительно от 60 до 150°С, и прикладывают давление прессования, предпочтительно равное по меньшей мере 30 бар, более предпочтительно по меньшей мере 40 бар.
8. Способ по п.7, в котором после проведения стадии прессования толщина слоя уменьшается по меньшей мере на 2%.
9. Способ по любому из предшествующих пунктов, в котором пластомер представляет собой термопластичный сополимер этилена или пропилена и содержит в качестве сомономеров один или несколько α-олефинов, содержащих 2-12 C-атомов, в частности этилен, изобутен, 1-бутен, 1-гексен, 4-метил-1-пентен и 1-октен.
10. Способ по любому из предшествующих пунктов, в котором количество пластомера выбирают таким образом, чтобы обеспечить изготовление гибкого листа, характеризующегося поверхностной плотностью (AD), которая является по меньшей мере на 20%, более предпочтительно по меньшей мере на 50% большей, чем значение AD использованного в нем тканого материала.
11. Способ по любому из предшествующих пунктов, в котором полиолефиновые волокна представляют собой полиэтиленовые волокна, более предпочтительно волокна высокомолекулярного полиэтилена (ВМПЭ), наиболее предпочтительно волокна сверхвысокомолекулярного полиэтилена (СВМПЭ).
12. Способ по любому из предшествующих пунктов, в котором тканые материалы выбирают из группы, состоящей из полотняного (миткалевого) переплетения, переплетения "рогожка", переплетения "гусиная лапка", атласного переплетения и трехосного переплетения.
13. Способ по любому из предшествующих пунктов, в котором на стадии (b) температура находится в диапазоне от 80 до 160°С.
Текст
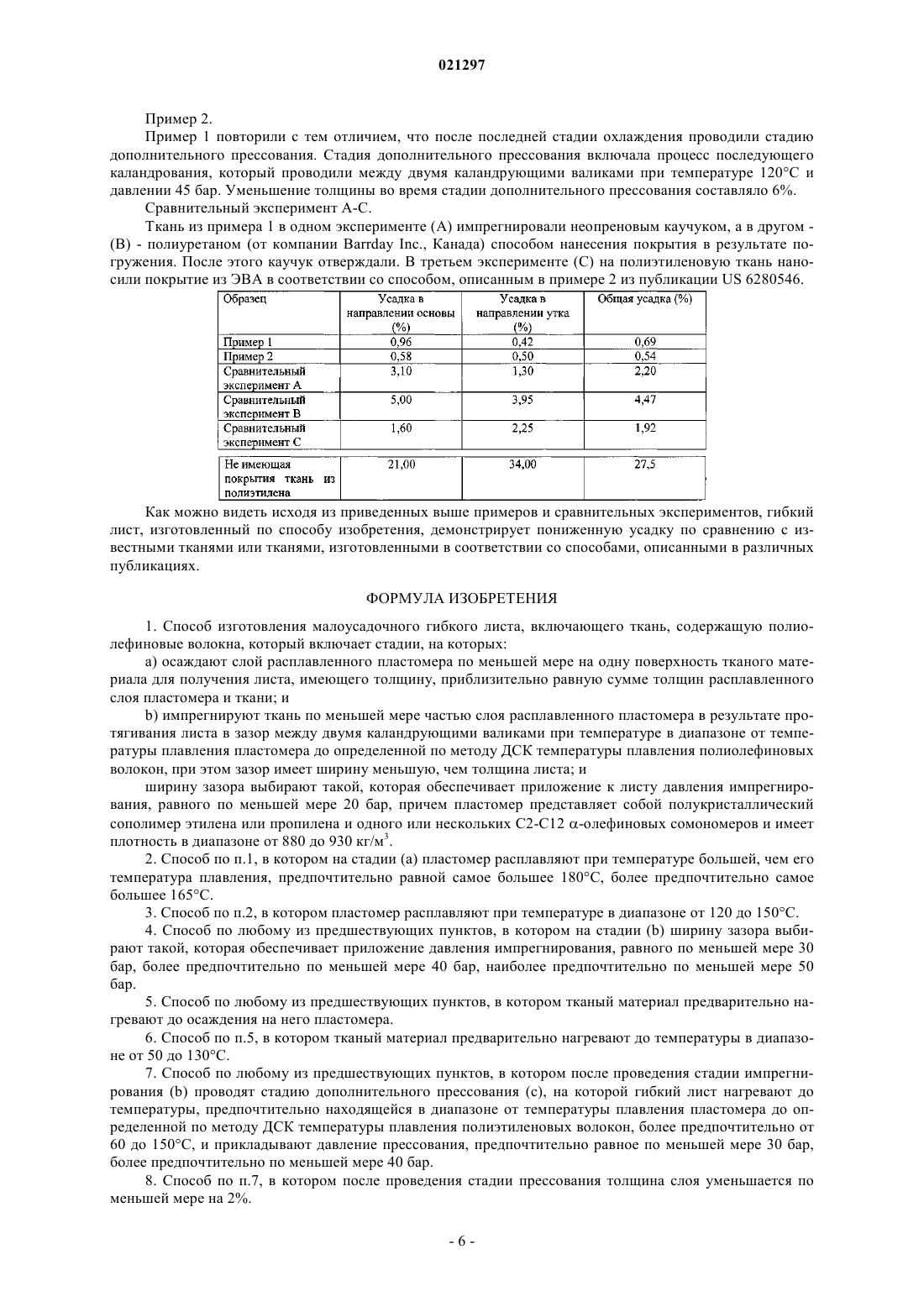
СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОУСАДОЧНОГО ГИБКОГО ЛИСТА Изобретение относится к способу изготовления малоусадочного гибкого листа, который включает ткань, включающую полиолефиновые волокна, причем упомянутый способ включает стадииa) осаждения слоя расплавленного пластомера по меньшей мере на одну поверхность тканого материала для получения листа, имеющего толщину, приблизительно равную сумме толщин упомянутого расплавленного слоя пластомера и упомянутой ткани; и b) импрегнирования упомянутой ткани по меньшей мере частью слоя расплавленного пластомера в результате протягивания листа в зазор между двумя каландрующими валиками при температуре в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиолефиновых волокон, при этом упомянутый зазор имеет ширину меньшую, чем толщина листа; причем ширину зазора выбирают такой, которая обеспечивает приложение к листу давления импрегнирования, равного по меньшей мере 20 бар. Винке Дитрих, Мариссен Рулоф,Якобс Мартинус Йоханнес Николаас,Велзен Леонардус Якобус Йоханнус Вильхельмус (NL) Воль О.И. (RU)(71)(73) Заявитель и патентовладелец: ДСМ АйПи АССЕТС Б.В. (NL) Изобретение относится к способу изготовления малоусадочного гибкого листа, подходящего для использования в самых разнообразных областях применения, таких как чехлы для транспортных грузов и контейнеров, напочвенные покровы, кровельный материал, занавески, непромокаемая парусина и строительные покрытия, к способу изготовления упомянутого листа. Многочисленные способы изготовления малоусадочного гибкого листа описаны в литературе и известны из практики. Листы, изготовленные таким образом, обычно включают ткань для армирования,которую инкапсулируют между приставленными к ней листами термопластичного материала. Для армирования используют тканые или нетканые материалы, полученные из высокопрочных и малоусадочных волокон, например волокон сложного полиэфира, найлона, арамида или стекла, в то время как для изготовления листов термопластичного материала используют широкий ряд полимеров. В число наиболее часто использующихся полимеров входят эластомеры, такие как термопластичные полиолефины, этиленпропиленовый каучук (ЭПМ), этиленпропилендиеновый каучук (ЭПДМ); термопластичные уретаны и поливинилхлоридные полимеры. Примеры вариантов осуществления известных гибких листов и способов их изготовления описываются, например, в публикациях US 5773373, US 5994242, US 6864195,US 6054178, JP 11138715, JP 11291419 и JP 2000233477. Однако известные способы не эффективны при изготовлении малоусадочных гибких листов, включающих полиэтиленовые ткани, то есть ткани, изготовленные из нитей, включающих полиэтиленовые волокна. Кроме того, как отметили изобретатели настоящего изобретения, производители гибких листов систематически избегали использования полиэтиленовых тканей для армирования. Причина этого заключалась в неудаче всех попыток, предпринятых для изготовления не изменяющего размеры гибкого листа,включающего такую полиэтиленовую ткань. Как давно известно, полиэтиленовые волокна характеризуются низким пределом текучести при сжатии, и на такие волокна во время использования может оказать неблагоприятное воздействие образование так называемых полос сброса. Как можно представить себе без связывания себя каким-либо разъяснением, изобретатели приписали образование полос сброса усадке волокон и, таким образом, усадке продуктов, включающих их. В связи с этим в данном типе технологии выгодные свойства полиэтиленовых волокон, например легкость, химическая стойкость и высокая прочность, не могут быть использованы во всей своей полноте. Несмотря на вышеупомянутые недостатки, предпринималось несколько попыток использования полиэтиленовой ткани для армирования, например см. публикацию US 6280546, где гибкий лист изготавливали в результате ламинирования на упомянутую ткань слоя полиэтилена низкой плотности(ПЭНП) или слоя сополимера этиленвинилацетат (ЭВА). Однако согласно наблюдениям такие гибкие листы все еще демонстрировали повышенную усадку во время использования и поэтому были непригодными для использования в областях применения, связанных с долговременным использованием. Цель настоящего изобретения заключается в создании способа изготовления малоусадочного гибкого листа, при этом упомянутый лист включает ткань, включающую полиолефиновые волокна. Способ изобретения включает стадии, на которых:(a) осаждают слой расплавленного пластомера по меньшей мере на одну поверхность тканого материала для получения листа, имеющего толщину, приблизительно равную сумме толщин упомянутого расплавленного слоя пластомера и упомянутой ткани; и(b) импрегнируют упомянутую ткань по меньшей мере частью слоя расплавленного пластомера в результате протягивания листа в зазор между двумя каландрующими валиками при температуре в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиолефиновых волокон, при этом упомянутый зазор имеет ширину меньше, чем толщина листа; причем ширину зазора выбирают такой, которая обеспечивает приложение к листу давления импрегнирования, равного по меньшей мере 20 бар. На стадии (а) пластомер расплавляют при температуре большей, чем его температура плавления, а предпочтительно равной самое большее 180 С, более предпочтительно самое большее 165 С. Предпочтительно пластомер расплавляют при температуре, равной по меньшей мере 90 С, более предпочтительно по меньшей мере 95 С. Предпочтительно на стадии (b) ширину зазора выбирают такой, которая обеспечивает приложение к листу давления импрегнирования, равного по меньшей мере 30 бар, более предпочтительно по меньшей мере 40 бар, наиболее предпочтительно по меньшей мере 50 бар. Предпочтительно полиолефиновые волокна, включенные в тканый материал, представляют собой полиэтиленовые волокна, более предпочтительно волокна высокомолекулярного полиэтилена, наиболее предпочтительно волокна сверхвысокомолекулярного полиэтилена (СВМПЭ). Предпочтительно на стадии (b) температура находится в диапазоне от 80 до 160 С, более предпочтительно от 90 до 150 С; а в случае использования тканого материала, включающего нити, включающие волокна СВМПЭ, температура предпочтительно будет находиться в диапазоне от 90 до 145 С, более предпочтительно от 100 до 130 С. Стадии способа, соответствующего изобретению, могут быть повторены для осаждения слоя пластомера на обеих поверхностях тканого материала таким образом, чтобы получить тканый материал, ин-1 021297 капсулированный в пластомере. Предпочтительно тканый материал предварительно нагревают до осаждения на него пластомера. Было замечено, что в случае такой предварительно нагретой ткани однородность гибкого листа увеличивается. Предпочтительно тканый материал предварительно нагревают до температуры в диапазоне от 50 до 130 С, более предпочтительно до температуры в диапазоне от 80 до 100 С. Предварительное нагревание тканого материала может быть проведено при использовании инфракрасного излучения (ИК) или потока горячего воздуха. В одном предпочтительном варианте осуществления предварительное нагревание проводят в результате приведения тканого материала в контакт с нагретым валиком. Было отмечено,что такой способ приведения в контакт является более эффективным для предварительного нагревания упомянутой ткани по сравнению с предварительным нагревом ИК или горячим воздухом. Плавление пластомера может быть осуществлено в соответствии с известными способами уровня техники, например в экструдере. Предпочтительно пластомер расплавляют при температуре в диапазоне от 120 до 150 С, более предпочтительно от 130 до 145 С. В случае использования таких температур для плавления пластомера получали лучшее импрегнирование тканого материала и полученный гибкий лист продемонстрировал пониженную усадку. Также отмечено, что в гибком листе имеется меньше полостей и/или включений воздуха. После проведения стадии импрегнирования гибкий лист охлаждают на стадии охлаждения, например, при использовании потока холодного воздуха или в результате приведения упомянутого листа в контакт с охлажденным валиком до температуры меньше чем 50 С, более предпочтительно до температуры в диапазоне от 10 до 30 С. В одном предпочтительном варианте осуществления способ изготовления малоусадочного гибкого листа после проведения стадии импрегнирования включает стадию дополнительного прессования (с). Предпочтительно стадия дополнительного прессования следует после стадии охлаждения. Во время упомянутой стадии дополнительного прессования гибкий лист нагревают до температуры нагревания предпочтительно в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиэтиленовых волокон, более предпочтительно от 60 до 150 С. В случае тканей, включающих нити, содержащие волокна СВМПЭ, температура нагревания предпочтительно находится в диапазоне от 70 до 145 С, более предпочтительно от 90 до 140 С, наиболее предпочтительно от 110 до 120 С. Предпочтительно лист прессуют в результате приложения давления прессования в направлении, перпендикулярном плоскости, определенной поперечными размерами листа, например плоскости,включающей размеры листа ширины и толщины в случае прямоугольного листа, или плоскости, включающей окружность листа в случае круглого листа. Давление прессования предпочтительно составляет по меньшей мере 30 бар, более предпочтительно по меньшей мере 40 бар, наиболее предпочтительно по меньшей мере 45 бар. Предпочтительно давление прессования прикладывают в результате протягивания гибкого листа в зазор между двумя каландрующими валиками. Давление прессование стандартным образом может быть установлено в результате регулирования ширины упомянутого зазора между упомянутыми каландрующими валиками таким образом, чтобы упомянутая ширина была бы меньшей, чем толщина гибкого листа до протягивания в зазор. Предпочтительно толщина после проведения стадии прессования уменьшается по меньшей мере на 2%, более предпочтительно по меньшей мере на 4%, наиболее предпочтительно по меньшей мере на 6%. Стадия дополнительного прессования приводит к получению гибких листов, характеризующихся еще более низкой усадкой и в меньшей мере подверженных расслаиванию. Также у тканого материала, использующегося в гибком листе, дополнительно уменьшено различие между усадкой в направлении основы и усадкой в направлении утка, и, таким образом, получен более однородный лист. Пластомер, использующийся в соответствии с изобретением, представляет собой пластичный материал, который относится к классу термопластичных материалов. Предпочтительно упомянутый пластомер представляет собой полукристаллический сополимер этилена или пропилена и одного или нескольких С 2-С 12 -олефиновых сомономеров, при этом упомянутый пластомер имеет плотность в диапазоне от 880 до 930 кг/м 3. Гибкий лист, изготовленный способом, в котором используют такой пластомер, продемонстрировал хорошую стойкость к усадке, в частности, в случае получения пластомера способом полимеризации при использовании катализатора с единым центром полимеризации. Предпочтительно упомянутым пластомером является металлоценовый пластомер, то есть пластомер, полученный при использовании металлоценового катализатора с единым центром полимеризации. В сополимерах пропилена предпочтительный сомономер, в частности, представляет собой этилен, в то время как к числу предпочтительных -олефиновых сомономеров как для этиленовых, так и для пропиленовых сополимеров относятся бутен, гексен и октен. В одном предпочтительном варианте осуществления пластомер представляет собой термопластичный сополимер этилена или пропилена при включении в него в качестве сомономеров одного или нескольких -олефинов, содержащих 2-12 атомов С, в частности этилена, изобутена, 1-бутена, 1-гексена, 4 метил-1-пентена и 1-октена. В случае использования этилена совместно с одним или несколькими С 3 С 12 -олефиновыми мономерами в качестве сомономеров количество сомономера в сополимере обычно находится в диапазоне от 1 до 50 мас.%, предпочтительно от 5 до 35 мас.%. В случае этиленовых сополимеров предпочтительным сомономером будет являться 1-октен, при этом упомянутый сомономер присутствует в количестве в диапазоне от 5 до 25 мас.%, более предпочтительно от 15 до 20 мас.%. В случае пропиленовых сополимеров количество сомономеров, в частности этиленовых сомономеров, обычно находится в диапазоне от 1 до 50 мас.%, предпочтительно от 2 до 35 мас.%, более предпочтительно от 5 до 20 мас.%. Хорошие результаты в отношении усадки получали при плотности пластомера в диапазоне от 880 до 920 кг/м 3, более предпочтительно от 880 до 910 кг/м 3. Лучшую стойкость к усадке получали при демонстрации пластомером, использующимся в соответствии с изобретением, пиковой температуры плавления в методе ДСК согласно измерению в соответствии с документом ASTM D3418 в диапазоне от 70 до 120 С, предпочтительно от 75 до 100 С, более предпочтительно от 80 до 95 С. Пластомер, полученный способом полимеризации при использовании катализатора с единым центром полимеризации, в частности металлоценовый пластомер, отличается от этиленовых и пропиленовых сополимеров, которые получают другими способами полимеризации, например на катализе Циглера-Натта, по своей удельной массе. Упомянутый пластомер также отличается узким молекулярномассовым распределением Mw/Mn, при этом его величины предпочтительно находятся в диапазоне от 1,5 до 3, и ограниченной величиной длинноцепочечного разветвления. Количество длинноцепочечных разветвлений предпочтительно составляет самое большее 3 в расчете на 1000 атомов С. Подходящие пластомеры, которые могут быть использованы в способе изобретения и получены при использовании катализатора металлоценового типа, получают в коммерческих масштабах, например, в компанияхExxon, Mitsui, DEX-Plastomers и DOW под торговыми наименованиями, такими как Exact, Tafmer,Exceed, Engage, Affinity, Vistamaxx и Versify. Описание пластомеров, в частности металлоценовых пластомеров, а также краткий обзор их механических и физических свойств может быть найдено, например,в главе 7.2 публикации "Handbook of polypropylene and polypropylene composites" под ред. Harutun G. Karian (ISBN 0-8247-4064-5), а говоря более конкретно, в ее подглавах 7.2.1; 7.2.2 и от 7.2.5 до 7.2.7, которые посредством ссылки включаются в настоящий документ. Пластомер также может содержать различные наполнители и добавки, добавленные к нему. Примеры наполнителей включают армирующие и неармирующие материалы, например сажу, карбонат кальция, глину, диоксид кремния, слюду, тальк и стекло. Примеры добавок включают стабилизаторы, например УФ-стабилизаторы, пигменты, антиоксиданты, антипирены и т.п. Предпочтительные антипирены включают гидроксид алюминия, гидроксид магния и фосфат аммония. Количество антипиренов предпочтительно находится в диапазоне от 1 до 60 мас.%, более предпочтительно от 1 до 10 мас.% от количества пластомера в гибком листе. Наиболее предпочтительный антипирен представляет собой фосфат аммония, например Exolit. Хорошую стойкость к усадке получали в случае выбора количества пластомера, обеспечивающего изготовление гибкого листа, характеризующегося поверхностной плотностью (AD), которая является по меньшей мере на 20%, более предпочтительно по меньшей мере на 50% большей, чем значение AD использованного в нем тканого материала. Предпочтительно гибкий лист характеризуется поверхностной плотностью (AD), которая является самое большее на 500%, более предпочтительно самое большее на 400%, наиболее предпочтительно самое большее на 300% большей, чем значение AD использованного в нем тканого материала. Наилучшие результаты получали в случае инкапсулирования пластомером тканого материала и выбора количества пластомера в соответствии с указаниями, приведенными выше в настоящем документе. Значение AD выражают в кг/м 2 и получают в результате взвешивания образца определенной площади, например 0,01 м 2, и деления полученной массы на площадь образца. Под волокном в настоящем документе понимают непрерывное удлиненное тело, длина которого является намного большей, чем поперечные размеры волокна, например ширина и толщина. Термин "волокно" также включает различные варианты осуществления, например элементарное волокно, тесьму,полоску, полосу, ленту и т.п. при наличии у них правильных или неправильных поперечных сечений. Нить в соответствии с изобретением представляет собой удлиненное тело, включающее множество волокон. Как упомянуто в настоящем документе выше, предпочтительные полиолефиновые волокна представляют собой полиэтиленовые волокна, более предпочтительно упомянутые полиолефиновые волокна представляют собой волокна высокомолекулярного полиэтилена (ВМПЭ), наиболее предпочтительно упомянутые полиолефиновые волокна представляют собой волокна сверхвысокомолекулярного полиэтилена (СВМПЭ). Полиолефиновые, в частности полиэтиленовые волокна, могут быть изготовлены любым способом, известным в уровне техники, предпочтительно способом вытягивания из расплава или геля. Наиболее предпочтительные волокна представляет собой вытянутые из геля волокна СВМПЭ, например, те, которые продаются компанией DSM Dyneema под наименованием Dyneema. В случае использования способа вытягивания из расплава полиолефиновый, в частности полиэтиленовый, исходный материал, используемый для изготовления волокон, предпочтительно имеет среднемассовую молекулярную массу в диапазоне от 20000 до 600000 г/моль, более предпочтительно от 60000 до 200000 г/моль. Один пример способа вытягивания из расплава описан в публикации ЕР 1350868 посредством ссылки,-3 021297 включенной в настоящий документ. В случае использования для изготовления упомянутых волокон способа вытягивания из геля предпочтительно используют материал СВМПЭ с характеристической вязкостью (ХВ), предпочтительно равной по меньшей мере 3 дл/г, более предпочтительно по меньшей мере 4 дл/г, наиболее предпочтительно по меньшей мере 5 дл/г. Предпочтительно значение ХВ составляет самое большее 40 дл/г, более предпочтительно самое большее 25 дл/г, более предпочтительно самое большее 15 дл/г. Предпочтительно материал СВМПЭ имеет менее чем 1 боковую цепь в расчете на 100 атомов С, более предпочтительно менее чем 1 боковую цепь в расчете на 300 атомов С. Предпочтительно волокна СВМПЭ изготавливают способом вытягивания из геля, описанным в многочисленных публикациях, включающих публикации ЕР 0205960 А, ЕР 0213208 A1, US 4413110, GB 2042414 A, GB-A2051667, ЕР 0200547 В 1, ЕР 0472114 Bl, WO 01/73173 А 1, ЕР 1699954 и "Advanced Fibre Spinning Technology", Ed. Т. Nakajima, Woodhead Publ. Ltd (1994), ISBN 1855731827. Другие нити из волокон, которые могут быть использованы в комбинации с нитями, включающими полиолефиновые волокна, для изготовления тканого материала включают нижеследующие, но не ограничиваются только этими: нити из волокон, изготовленных из полиамидов и полиарамидов, например поли(п-фенилентерефталамида) (известного как Kevlar); поли(тетрафторэтилена) (ПТФЭ); поли 2,6 диимидазо[4,5b-4',5'е]пиридинилен-1,4-(2,5-дигидрокси)фенилена (известного под обозначением М 5); поли(п-фенилен-2,6-бензобисоксазола) (ПБО) (известного под обозначением Zylon); поли(гексаметиленадипамида) (известного под наименованием найлон 6,6), поли(4-аминомасляной кислоты) (известной под наименованием найлон 6); сложных полиэфиров, например поли(этилентерефталата),поли(бутилентерефталата) и поли(1,4-циклогексилидендиметилентерефталата); поливиниловых спиртов; термотропных жидкокристаллических полимеров (ЖКП), известных, например, из публикации US 4384016; а также и других классов полиолефинов, отличных от уже использованных однажды, например,гомополимеров и сополимеров полиэтилена или полипропилена. Для изготовления тканого материала,включенного в гибкий лист изобретения, также могут быть использованы нити, включающие комбинации из волокон, изготовленных из вышеупомянутых полимеров. Однако предпочтительными другими нитями являются те, которые включают волокна полиамида и/или ЖКП. Предпочтительно волокна, использующиеся в изобретении, характеризуются величиной денье в диапазоне от 0,5 до 20, более предпочтительно от 0,7 до 10, наиболее предпочтительно от 1 до 5 денье на одно элементарное волокно. Нити, включающие упомянутые волокна, предпочтительно характеризуются величиной денье в диапазоне от 100 до 3000, более предпочтительно от 200 до 2500, наиболее предпочтительно от 400 до 1000 дтекс. Предел прочности при растяжении у полиолефиновых, в частности полиэтиленовых волокон, использующихся в настоящем изобретении, согласно измерению в соответствии с документом ASTMD2256 предпочтительно составляет по меньшей мере 1,2 ГПа, более предпочтительно по меньшей мере 2,5 ГПа, наиболее предпочтительно по меньшей мере 3,5 ГПа. Гибкий лист, использующий ткань, изготовленную из таких прочных волокон, является более легким и более прочным по сравнению с любым другим гибким листом, обладающим той же самой структурой, в котором используют ткани, изготовленные, например, из волокон сложного полиэфира, нейлона, арамида или стекла. Модуль упругости при растяжении у полиолефиновых, в частности полиэтиленовых, волокон согласно измерению в соответствии с документом ASTM D2256 предпочтительно составляет по меньшей мере 30 ГПа, более предпочтительно по меньшей мере 50 ГПа, наиболее предпочтительно по меньшей мере 60 ГПа. Предпочтительные варианты осуществления тканых материалов, подходящих для использования в способе изобретения, включают полотняное (миткалевое) переплетение, переплетение "рогожка", переплетение "гусиная лапка" и атласное переплетение, хотя возможно использование также и более сложных переплетений, таких как трехосное переплетение. Более предпочтительно тканый материал представляет собой полотняное переплетение, наиболее предпочтительно тканый материал представляет собой переплетение "рогожка". Предпочтительно нити, использующиеся для изготовления тканого материала, состоят из волокон, имеющих округлое поперечное сечение, при этом упомянутое поперечное сечение характеризуется аспектным соотношением, равным самое большее 4:1, более предпочтительно самое большее 2:1. Изобретение будет дополнительно разъяснено при помощи следующих далее примеров, однако изобретение не ограничено ими. Методы измерения(ХВ): характеристическую вязкость для СВМПЭ определяют в соответствии с методом РТС-179(Hercules Inc. Rev. Apr. 29, 1982) при 135 С в декалине, при этом время растворения составляет 16 ч, в качестве антиоксиданта используют ДБПК в количестве, соответствующем раствору при 2 г/л, проводят экстраполирование вязкости, измеренной при различных концентрациях, к нулевой концентрации. Дтекс: у волокна измеряли в результате взвешивания 100 м волокна. Значение дтекс у волокна рассчитывали в результате деления массы в миллиграммах на 10. Совокупный объем полостей Vvoids в процентах для полостей, включенных в гибкий лист, рассчитывают в соответствии с формулой где Tsheet представляет собой толщину гибкого листа; ADfabric и ADcoating представляют собой поверхностные плотности гибкого листа и покрытия соответственно и fiber и coating представляют собой плотности полиэтиленового волокна и покрытия соответственно. Плотность fiber волокна определяют в соответствии с документом ASTM D1505-03. Толщину тканого материала или гибкого листа определяли в результате 10-кратного измерения расстояния между их поверхностями в различных местоположениях и усреднения результатов. Во время проведения измерений были предприняты меры предосторожности для того, чтобы не деформировать образец. Усадка: квадратный образец, имеющий длину 0,4 м и ширину 0,4 м, размещали в барабане стиральной машины и вращали в нем в отсутствие воды при скорости вращения 60 об/мин в течение 72 ч при температуре, равной приблизительно 23 С, и влажности, равной приблизительно 65%, совместно с глиняными шарами в количестве 5 штук. Каждый глиняный шар имел массу 0,22 кг и диаметр, равный приблизительно 50 мм, при этом поверхность каждого шара была покрыта хлопчатобумажной тканью благодаря размещению шара в хлопчатобумажном мешке, который плотно охватывает шар. Размеры образца измеряли до и после проведения обработки и различие между ними (выраженное в %) рассматривали в качестве представительного показателя усадки образца. Примеры и сравнительные эксперименты Пример 1. Ткань, имеющую переплетение "рогожка", характеризующуюся значением AD 0,193 кг/м 2, непрерывной длиной, толщиной, равной приблизительно 0,6 мм, и шириной, равной приблизительно 1,72 м, и включающую полиэтиленовые нити при 880 дтекс, известные под обозначением Dyneema SK 65, непрерывно скатывали с бобины и предварительно нагревали до температуры, равной приблизительно 90 С, в результате приведения ее в контакт с нагретой поверхностью валика, вращающегося со скоростью 15 м/мин. Пластомер расплавляли в экструдере при температуре, равной приблизительно 145 С, и выгружали в зазор между первым и вторым каландрующими валиками, вращающимися в противоположных направлениях с окружной скоростью, равной приблизительно 15 м/мин. Ширина зазора составляла приблизительно 0,2 мм. Поверхность первого каландрующего валика выдерживали при температуре, равной приблизительно 130 С, в то время как поверхность второго валика выдерживали при приблизительно 137 С. Расплавленный пластомер приставал к поверхности второго валика и протягивался через зазор, появляясь на противоположной стороне в виде слоя, приставшего к поверхности второго валика. Использовавшийся пластомер являлся пластомером Exact 0203 от компании DexPlastomers, который представляет собой октановый пластомер на этиленовой основе при приблизительно 18% октана,характеризующийся плотностью 902 кг/м 3 и пиковой температурой плавления в методе ДСК 95 С. Предварительно нагретую ткань вводили в зазор, равный приблизительно 0,5 мм, находящийся в промежутке между вторым каландрующим валиком и третьим валиком, вращающимся в противоположном направлении с упомянутым вторым валиком, при этом упомянутый третий валик выдерживали при температуре, равной приблизительно 20 С. Третий валик вращался с окружной скоростью, равной приблизительно 15 м/мин. Одна поверхность ткани примыкала к поверхности третьего валика, в то время как другая находилась в контакте с расплавленным слоем пластомера таким образом, что был получен лист, включающий расплавленный слой пластомера, приставшего к поверхности ткани. Лист выходил на противоположной стороне зазора, и после этого его охлаждали при комнатной температуре (приблизительно 20 С). Вышеупомянутый процесс повторяли для нанесения на обе поверхности тканого материала покрытия в виде слоя пластомера таким образом, чтобы инкапсулировать ткань в пластомере. Во время данного процесса инкапсулирования зазор между вторым каландрующим валиком и третьим валиком составлял 0,7 мм. Полученный лист был гибким и характеризовался толщиной, равной приблизительно 0,8 мм,значением AD 0,550 кг/м 2 и наличием менее чем 40% полостей. Значение AD у листа было на 280% большим, чем значение AD у тканого материала. Слой пластомера подразделяют на первую часть, характеризующуюся значением AD, равным приблизительно 0,175 кг/м 2, и покрывающую одну поверхность; вторую часть, импрегнированную через ткань между ее нитями и волокнами; третью часть, характеризующуюся значением AD, равным приблизительно 0,175 кг/м 2, и покрывающую другую поверхность. Результаты представлены в таблице. Пример 2. Пример 1 повторили с тем отличием, что после последней стадии охлаждения проводили стадию дополнительного прессования. Стадия дополнительного прессования включала процесс последующего каландрования, который проводили между двумя каландрующими валиками при температуре 120 С и давлении 45 бар. Уменьшение толщины во время стадии дополнительного прессования составляло 6%. Сравнительный эксперимент А-С. Ткань из примера 1 в одном эксперименте (А) импрегнировали неопреновым каучуком, а в другом (В) - полиуретаном (от компании Barrday Inc., Канада) способом нанесения покрытия в результате погружения. После этого каучук отверждали. В третьем эксперименте (С) на полиэтиленовую ткань наносили покрытие из ЭВА в соответствии со способом, описанным в примере 2 из публикации US 6280546. Как можно видеть исходя из приведенных выше примеров и сравнительных экспериментов, гибкий лист, изготовленный по способу изобретения, демонстрирует пониженную усадку по сравнению с известными тканями или тканями, изготовленными в соответствии со способами, описанными в различных публикациях. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления малоусадочного гибкого листа, включающего ткань, содержащую полиолефиновые волокна, который включает стадии, на которых:a) осаждают слой расплавленного пластомера по меньшей мере на одну поверхность тканого материала для получения листа, имеющего толщину, приблизительно равную сумме толщин расплавленного слоя пластомера и ткани; иb) импрегнируют ткань по меньшей мере частью слоя расплавленного пластомера в результате протягивания листа в зазор между двумя каландрующими валиками при температуре в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиолефиновых волокон, при этом зазор имеет ширину меньшую, чем толщина листа; и ширину зазора выбирают такой, которая обеспечивает приложение к листу давления импрегнирования, равного по меньшей мере 20 бар, причем пластомер представляет собой полукристаллический сополимер этилена или пропилена и одного или нескольких С 2-С 12 -олефиновых сомономеров и имеет плотность в диапазоне от 880 до 930 кг/м 3. 2. Способ по п.1, в котором на стадии (а) пластомер расплавляют при температуре большей, чем его температура плавления, предпочтительно равной самое большее 180 С, более предпочтительно самое большее 165 С. 3. Способ по п.2, в котором пластомер расплавляют при температуре в диапазоне от 120 до 150 С. 4. Способ по любому из предшествующих пунктов, в котором на стадии (b) ширину зазора выбирают такой, которая обеспечивает приложение давления импрегнирования, равного по меньшей мере 30 бар, более предпочтительно по меньшей мере 40 бар, наиболее предпочтительно по меньшей мере 50 бар. 5. Способ по любому из предшествующих пунктов, в котором тканый материал предварительно нагревают до осаждения на него пластомера. 6. Способ по п.5, в котором тканый материал предварительно нагревают до температуры в диапазоне от 50 до 130 С. 7. Способ по любому из предшествующих пунктов, в котором после проведения стадии импрегнирования (b) проводят стадию дополнительного прессования (с), на которой гибкий лист нагревают до температуры, предпочтительно находящейся в диапазоне от температуры плавления пластомера до определенной по методу ДСК температуры плавления полиэтиленовых волокон, более предпочтительно от 60 до 150 С, и прикладывают давление прессования, предпочтительно равное по меньшей мере 30 бар,более предпочтительно по меньшей мере 40 бар. 8. Способ по п.7, в котором после проведения стадии прессования толщина слоя уменьшается по меньшей мере на 2%. 9. Способ по любому из предшествующих пунктов, в котором пластомер представляет собой термопластичный сополимер этилена или пропилена и содержит в качестве сомономеров один или несколько -олефинов, содержащих 2-12 C-атомов, в частности этилен, изобутен, 1-бутен, 1-гексен, 4-метил-1 пентен и 1-октен. 10. Способ по любому из предшествующих пунктов, в котором количество пластомера выбирают таким образом, чтобы обеспечить изготовление гибкого листа, характеризующегося поверхностной плотностью (AD), которая является по меньшей мере на 20%, более предпочтительно по меньшей мере на 50% большей, чем значение AD использованного в нем тканого материала. 11. Способ по любому из предшествующих пунктов, в котором полиолефиновые волокна представляют собой полиэтиленовые волокна, более предпочтительно волокна высокомолекулярного полиэтилена (ВМПЭ), наиболее предпочтительно волокна сверхвысокомолекулярного полиэтилена (СВМПЭ). 12. Способ по любому из предшествующих пунктов, в котором тканые материалы выбирают из группы, состоящей из полотняного (миткалевого) переплетения, переплетения "рогожка", переплетения"гусиная лапка", атласного переплетения и трехосного переплетения. 13. Способ по любому из предшествующих пунктов, в котором на стадии (b) температура находится в диапазоне от 80 до 160 С.
МПК / Метки
МПК: B32B 27/32, B32B 27/12, D06N 3/00, D06N 3/04
Метки: изготовления, способ, малоусадочного, гибкого, листа
Код ссылки
<a href="https://eas.patents.su/8-21297-sposob-izgotovleniya-malousadochnogo-gibkogo-lista.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления малоусадочного гибкого листа</a>
Устройство, установка и способ изготовления упаковки из листа гибкого материала и заполнения ее порошкообразным или непорошкообразным продуктом

Номер патента: 7256
Опубликовано: 25.08.2006
Авторы: Кестелот Бенуа, Платр Давид, Дэльдале Роже, Ван Канэгем Жаки, Шомей Давид
МПК: B31B 3/32, B31B 17/00
Метки: упаковки, порошкообразным, материала, заполнения, непорошкообразным, изготовления, листа, способ, установка, устройство, гибкого, продуктом
Формула / Реферат:
1. Устройство для формования упаковки из листа гибкого материала, уложенного в накопителе на одной из его сторон (1), содержащее формующий элемент (4), содержащий охватывающую часть, прикрепленную к средству поступательного перемещения вдоль первого направления, а также включающую в себя по меньшей мере один шарнирно присоединенный зажим (15), предназначенный для образования, по меньшей мере частично, заданной формы при приведении этого зажима в...
Способ изготовления листа с водяными знаками
Номер патента: 20337
Опубликовано: 30.10.2014
Авторы: Эш Эдриан Дональд, Бейкер Малькольм Пол, Мейси Эндрю Малькольм
МПК: D21F 11/00, B24D 15/00, D21F 13/00...
Метки: водяными, способ, листа, знаками, изготовления
Формула / Реферат:
1. Способ изготовления листа с водяными знаками, включающий этап образования волокнистого основания посредством нанесения волокон на опорную поверхность, этап образования по меньшей мере одного упрочняющего водяного знака в волокнистом основании посредством осаждения волокон на опорной поверхности, которая содержит участки, которые являются вдавленными относительно смежных участков поверхности, чтобы образовать по меньшей мере две расположенные...
Тисненый лист, содержащий слой водорастворимого материала, и способ изготовления такого листа
Номер патента: 17969
Опубликовано: 30.04.2013
Авторы: Дени Иоанн, Пфистер Юбер
МПК: B31F 5/02, B32B 29/06, D21H 27/40...
Метки: листа, материала, водорастворимого, содержащий, изготовления, лист, слой, тисненый, способ, такого
Формула / Реферат:
1. Тисненый лист (10), содержащий по меньшей мере один слой (12) из абсорбирующего материала с тисненым узором, содержащим по меньшей мере одну последовательность выступов (18), образованных на поверхности упомянутого слоя (12) из абсорбирующего материала и выступающих над ней, и по меньшей мере один слой (14) из водорастворимого материала, соединенный с упомянутым слоем (12) из абсорбирующего материала в вершинах (18а) по меньшей мере части...
Производственное оборудование для изготовления композитного листа абсорбирующего изделия
Номер патента: 20516
Опубликовано: 28.11.2014
Авторы: Исикава Синити, Накамура Таиси, Окуда Дзюн
МПК: A61F 13/15, A61F 13/49
Метки: композитного, листа, производственное, оборудование, изготовления, изделия, абсорбирующего
Формула / Реферат:
1. Оборудование для изготовления композитного листа абсорбирующего изделия, где непрерывный эластичный элемент присоединяется по заданной меандровой схеме к непрерывному листу, непрерывно транспортируемому в направлении подачи, включающеетранспортирующий ролик, который выполнен с возможностью вращения в направлении, проходящем по направлению подачи для транспортирования непрерывного листа, который проходит вокруг внешней периферийной поверхности...
Способ получения поддающегося растяжению листа
Номер патента: 15471
Опубликовано: 31.08.2011
Авторы: Матсумото Йошихико, Акаки Кеничи, Ишикава Шиничи
МПК: B29C 53/28, B29C 53/24, B29C 55/18...
Метки: листа, растяжению, поддающегося, получения, способ
Формула / Реферат:
1. Способ получения поддающегося растяжению листа из нетканого материала, содержащего множество типов волокон, причем нетканый материал имеет продольное направление, направление ширины и направление толщины, предусматривающийпервый этап вытягивания нетканого материала в продольном направлении посредством приложения растягивающего усилия в продольном направлении ивторой этап вытягивания в продольном направлении нетканого материала, который был...
Предыдущий патент: Гербицидная композиция
Следующий патент: Ингибиторы cxcr1/2 в качестве адъювантов трансплантата островковых клеток поджелудочной железы
Случайный патент: Преобразователь электромагнитного излучения