Способ выполнения рельефного сварного соединения и устройство
Формула / Реферат
1. Способ выполнения рельефного сварного соединения для плоских частей электропроводящего материала, одна из которых имеет выступающую деформированную часть, включающий
выполнение рельефа в одной из плоских частей, подлежащей сварке,
наложение плоских частей друг на друга,
сжатие плоских частей с одной стороны в месте расположения рельефа с помощью средства сжатия и
выполнение сварки плоских частей (вместе) в месте расположения рельефа с помощью короткого импульса тока, причем ток прикладывают к расположенной сверху плоской части со стороны средства сжатия, а снимают с расположенной снизу плоской части,
при котором на заготовке с другой стороны от расположения рельефа не остается поверхностных дефектов, отличающийся тем, что указанный способ включает проверку без использования разрушающих методов контроля структурной целостности каждого рельефа в отдельности в указанной заготовке до подачи сварочного тока, причем указанную проверку структурной целостности рельефа в указанной заготовке осуществляют путем измерения с помощью одного датчика усилия, расположенного в сварочной головке, который определяет может ли указанный рельеф выдержать заданное механическое давление, обеспечиваемое сварочной головкой, и автоматизированную проверку качества отдельного сварного шва в процессе его выполнения, при этом в случае, если установлено, что указанный рельеф не может выдержать заданное механическое давление, то сварку в месте расположения указанного рельефа не выполняют.
2. Способ по п.1, отличающийся тем, что указанный датчик усилия представляет собой пьезоэлектрический датчик.
3. Способ по п.1 или 2, отличающийся тем, что в ходе выполнения сварки выполняют измерения давления, оказываемого сварочной головкой на заготовку, времени сварки и сварочного тока и запоминают эти измерения для определения показателя качества каждого отдельного рельефного сварного шва.
4. Устройство для осуществления способа по пп.1-3, содержащее, по меньшей мере,
сварочную головку, предназначенную для рельефной сварки;
средства позиционирования, обеспечивающие установку сварочной головки на первой по меньшей мере из двух частей обрабатываемой заготовки, между которыми должен быть выполнен рельефный шов;
привод, механически соединенный со сварочной головкой и выполненный с возможностью приложения с помощью сварочной головки такого вертикального усилия к указанной первой части обрабатываемой заготовки, что эта первая часть оказывает давление на вторую часть этой же заготовки;
силовой трансформатор с низкой индуктивностью, одна клемма вторичной обмотки которого электрически соединена со сварочной головкой, а другая клемма электрически соединена с обрабатываемой заготовкой,
отличающееся тем, что оно дополнительно содержит электронные средства, которые выполняют, по меньшей мере, приведенные ниже функции:
управление указанным приводом с обеспечением регулировки усилия, которое сварочная головка прикладывает к обрабатываемой заготовке;
управление сварочным током путем включения или выключения силового трансформатора;
измерение механического усилия, которое сварочная головка прикладывает к обрабатываемой заготовке, с помощью датчика усилия;
измерение вертикального смещения сварочной головки с помощью датчика смещения;
измерение тока, проходящего через указанные вторичные клеммы силового трансформатора;
считывание, преобразование и сохранение в памяти измерений сварочного тока и механического давления;
сохранение в памяти существующей информации для каждого отдельно выполненного сварного шва;
передачу данных с помощью внешнего оборудования для передачи данных или линий связи либо сетей;
ввод данных и управляющей информации с помощью клавиатуры;
вывод данных и управляющей информации с помощью дисплея.
5. Устройство по п.4, отличающееся тем, что некоторые из указанных электронных средств находятся в дистанционном системном узле, который соединен с остальным устройством с помощью электрического кабеля или других возможных средств передачи данных либо линий связи.
6. Устройство по п.5, отличающееся тем, что указанный дистанционный системный узел представляет собой портативный терминал.

Текст
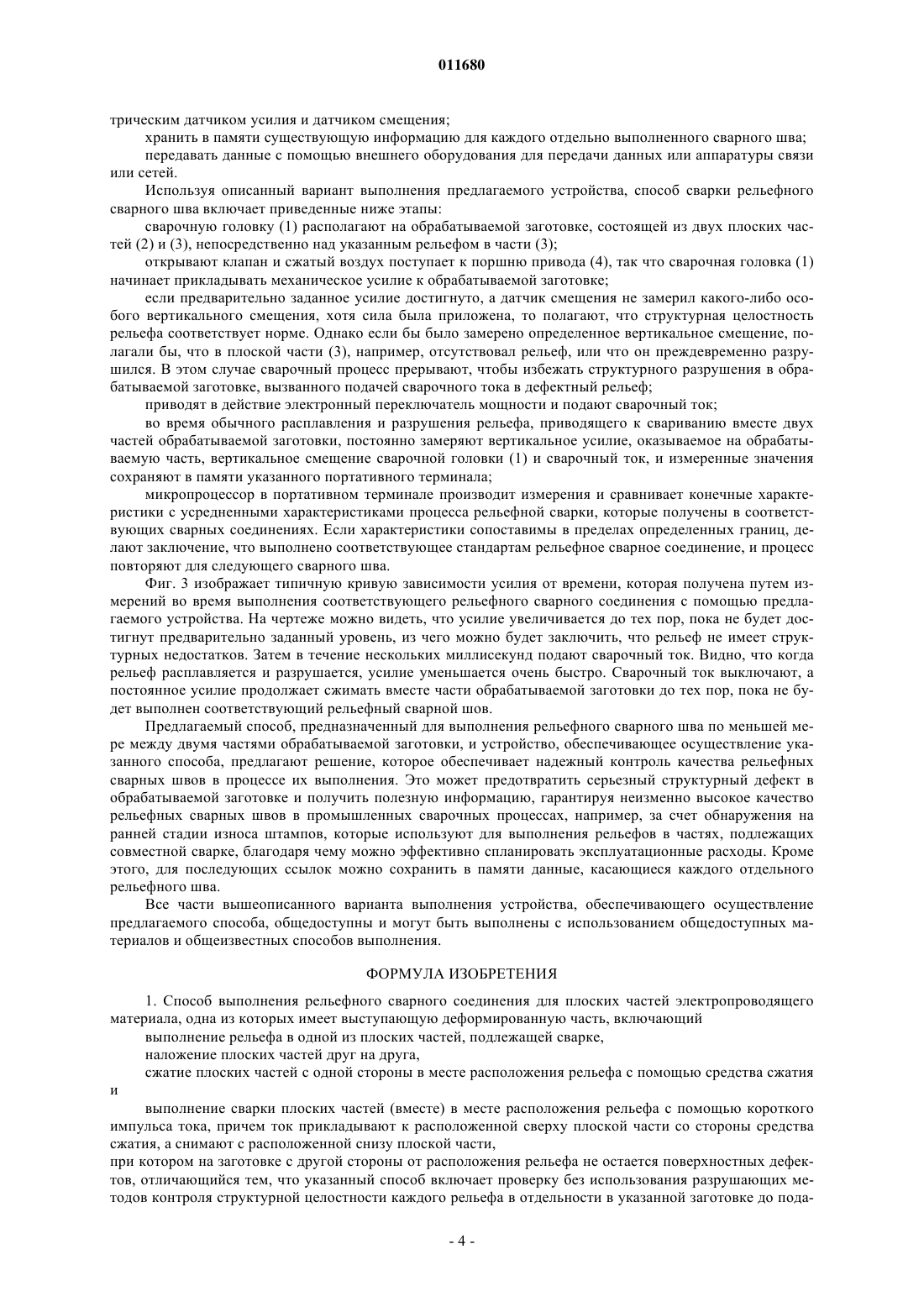
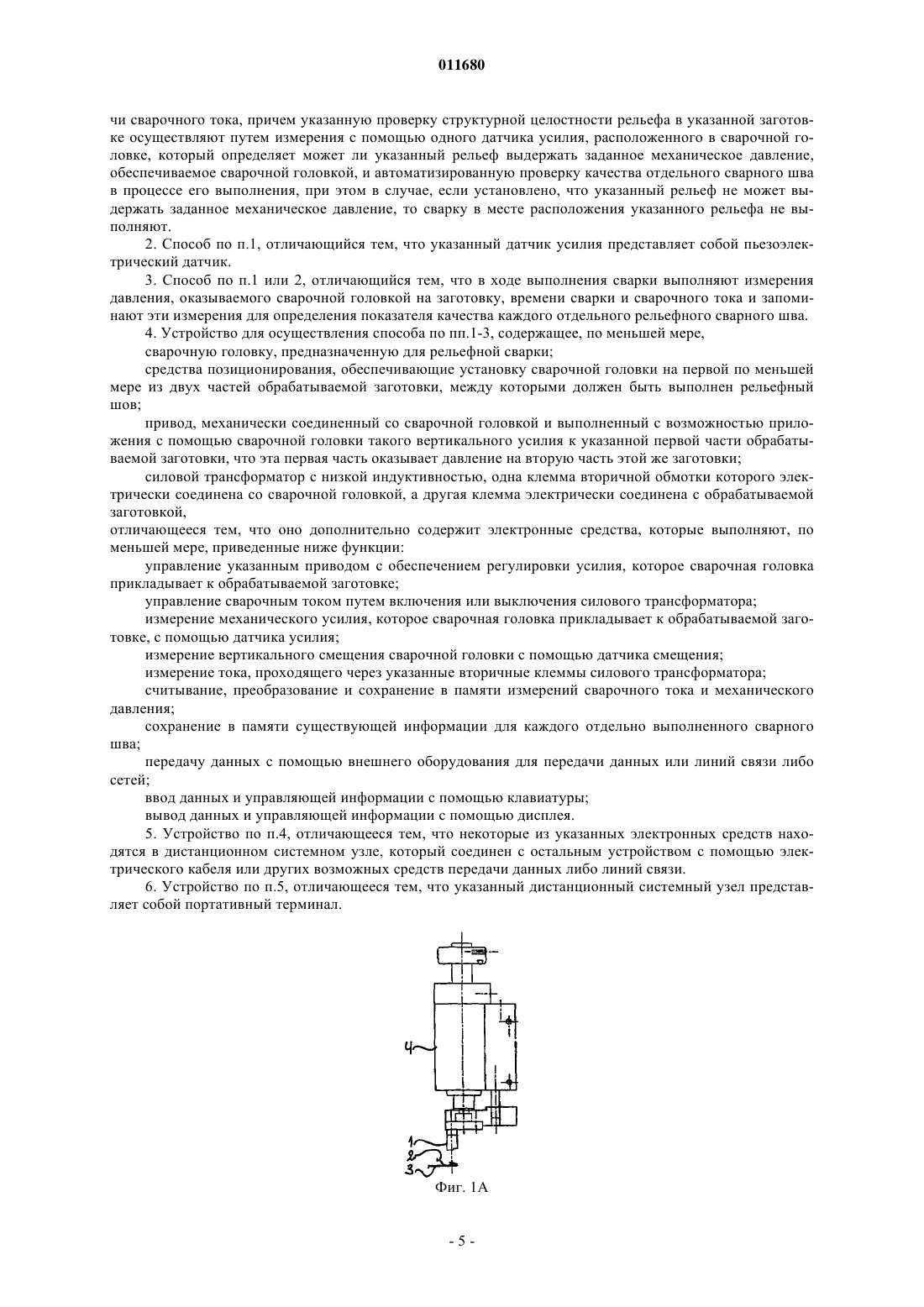
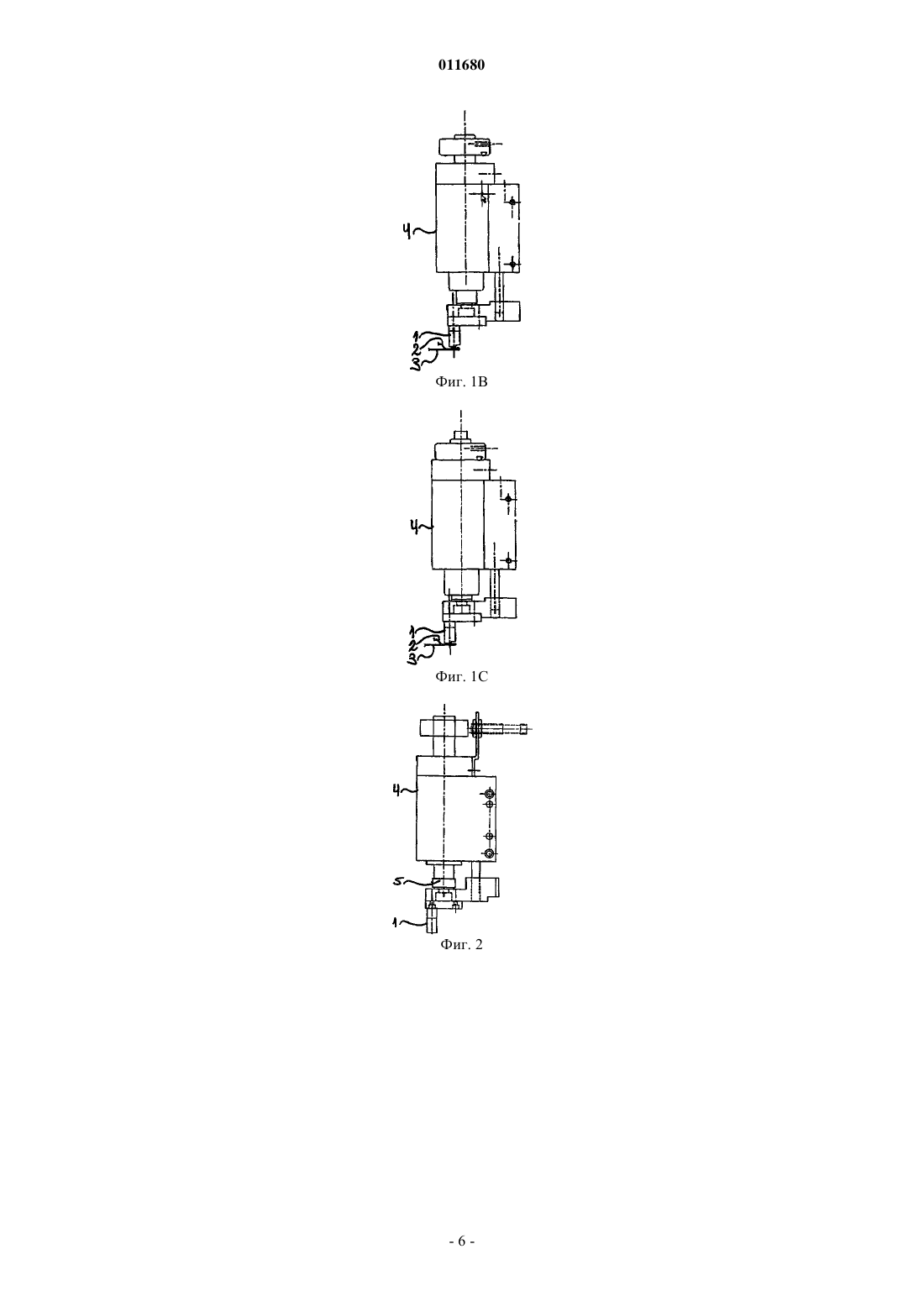
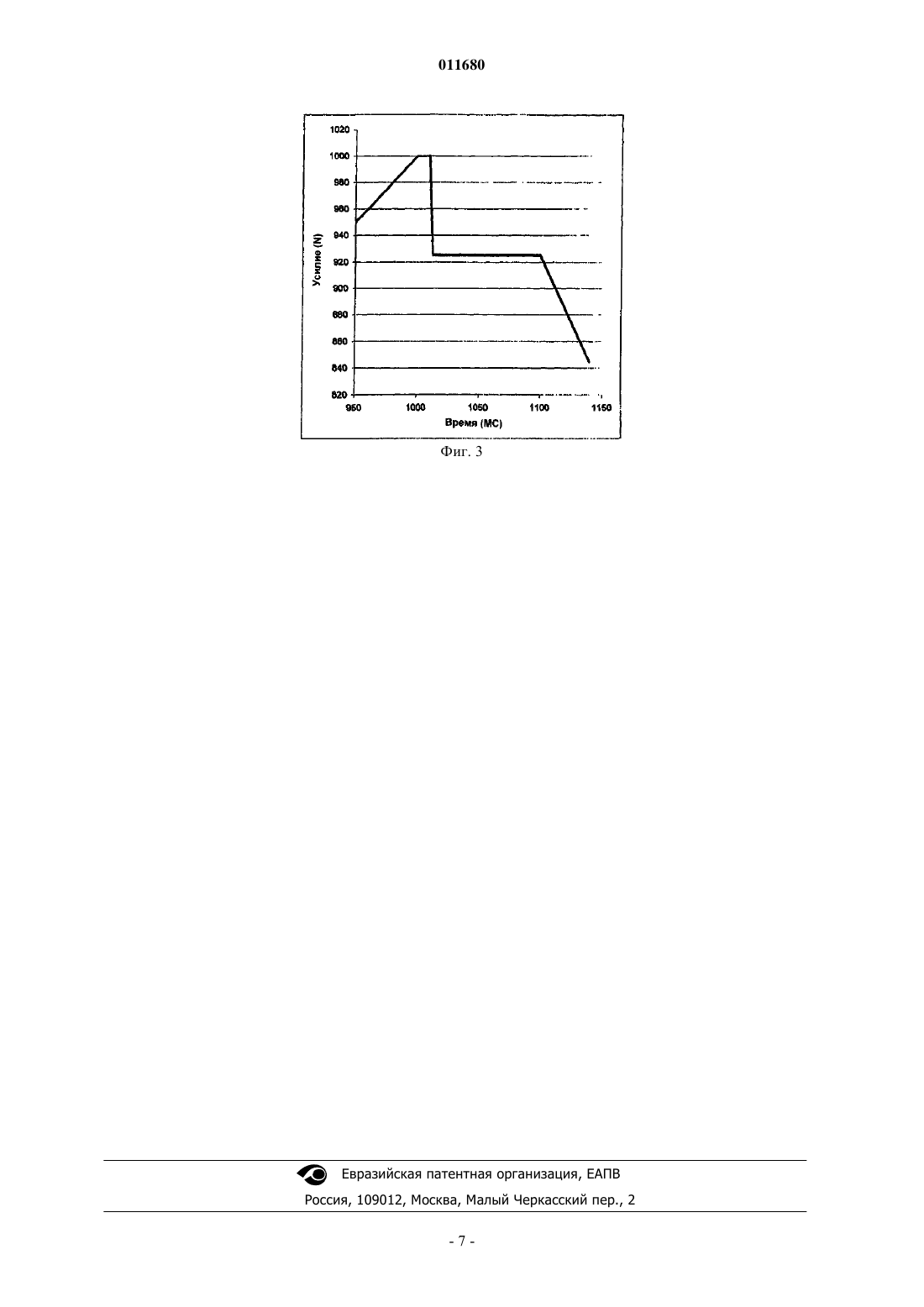
011680 Настоящее изобретение в целом относится к способу выполнения рельефного сварного соединения между по меньшей мере двумя частями заготовки, при котором на обрабатываемой заготовке не остается поверхностных дефектов, отличающемуся тем, что он включает автоматизированную проверку качества отдельного сварного шва в процессе его выполнения без использования разрушающих методов контроля,а также изобретение относится к устройству, предназначенному для осуществления этого способа. Данное изобретение касается хорошо известного процесса рельефной сварки. В данном процессе первая часть обрабатываемой заготовки, например металлическая пластина, имеет выступающую деформированную часть, которую обычно называют рельеф. Если эту часть заготовки необходимо приварить ко второй части заготовки, например также к металлической пластине, то обе части механически сдавливают вместе в месте рельефа и в это место подают короткий импульс тока. Это приводит к свариванию вместе двух частей в месте рельефа. Серьезным недостатком сварочного процесса такого типа является то, что сварочный электрод оставляет видимый поверхностный дефект на наружной поверхности пластины, что требует дополнительной обработки, например, путем шлифования. Патент США 6455801 предлагает решение этой проблемы и позволяет выполнить рельефное сварное соединение, не оставляя поверхностных дефектов на свариваемых частях. Как описано ниже, в данном изобретении используется один из способов, имеющих отношение к известному уровню техники, который позволяет выполнить рельефную сварку, не оставляя видимых поверхностных дефектов на обрабатываемой заготовке. Еще одним серьезным недостатком указанных способов, применяемых для выполнения рельефной сварки, является тот факт, что, например, в промышленной сварке, где в одной обрабатываемой заготовке может быть большое количество сварных швов, очень трудно проконтролировать, соответствует ли отдельный сварной шов требуемым показателям качества. В известных устройствах, имеющих отношение к известному уровню техники, для определения качества выполненных рельефных сварных швов используются системы текущего контроля тока. Эти системы дают только обобщенный показатель среднего уровня качества последовательности сварных швов, но не могут определить качество сварки отдельного сварного шва. В настоящее время единственно доступные системы, позволяющие проверять качество сварки отдельных сварных швов, являются очень сложными и дорогостоящими измерительными системами. Применение таких систем в большинстве промышленных применений рельефной сварки недоступно по экономическим причинам. Третьим важным моментом является тот факт, что качество окончательного сварного шва в рельефной сварке в большой степени зависит от таких факторов, как форма, размеры и структурная целостность рельефов. Если они имеют дефекты, например, высота рельефа не соответствует стандартам, рельеф вообще отсутствует или имеет структурный недостаток, то расплавление рельефа во время сварочного процесса происходит неуправляемым способом, что может привести не только к несоответствующему сварному соединению, но может также вызвать структурный дефект в обрабатываемой заготовке. Если рельеф имеет дефект, то сварочный ток подавать нельзя, чтобы избежать дальнейшее разрушение. Однако для этого необходимо контролировать геометрическую и структурную целостность каждого рельефа непосредственно перед подачей сварочного тока. В настоящее время известные устройства не обеспечивают соответствующее выполнение данного технического требования. Данное изобретение направлено на исправление вышеуказанных недостатков, связанных с известным уровнем техники. Для этой цели предложен способ выполнения рельефного сварного соединения по меньшей мере между двумя частями обрабатываемой заготовки, при котором на указанной заготовке не остается поверхностных дефектов, отличающийся тем, что он включает автоматизированную проверку качества отдельного сварного шва в процессе его выполнения без использования разрушающих методов контроля и без необходимости в сложном дорогостоящем оборудовании. Кроме того, предложено устройство для осуществления предлагаемого способа. Дополнительным преимущественным аспектом предлагаемого способа является то, что характеристику качества каждого отдельного выполненного сварного шва можно рассчитать автоматически по одному или нескольким параметрам сварочного процесса, измеряемым в ходе выполнения сварки. Кроме того, предлагаемый способ выполнения рельефного сварного шва выгодно отличается тем,что включает автоматизированную проверку структурной целостности рельефа в обрабатываемой заготовке до подачи сварочного тока. В дополнение к вышеперечисленным аспектам предлагаемого способа выполнения рельефного сварного шва способ отличается тем, что дополнительно включает автоматизированную проверку геометрической целостности рельефа в обрабатываемой заготовке до подачи сварочного тока. Кроме того, изобретение предлагает устройство, предназначенное для осуществления предлагаемого способа и отличающееся тем, что, по меньшей мере, содержит сварочную головку, предназначенную для рельефной сварки; средства позиционирования, обеспечивающие установку указанной сварочной головки на первой по меньшей мере из двух частей обрабатываемой заготовки, между которыми должен быть выполнен рельефный шов; привод, механически соединенный с указанной сварочной головкой и выполненный с возможно-1 011680 стью приложения с помощью сварочной головки такого вертикального усилия к указанной первой части обрабатываемой заготовки, что эта первая часть оказывает давление на вторую часть той же заготовки. Этот привод может быть любого соответствующего типа, например пневматическим, гидравлическим,электродвигателем, и может быть механически соединен со сварочной головкой с помощью ведущего вала; датчик усилия, выполненный с возможностью измерения механического усилия, которое сварочная головка прикладывает к обрабатываемой заготовке; датчик смещения, выполненный с возможностью измерения вертикального смещения указанной сварочной головки; силовой трансформатор с низкой индуктивностью, одна клемма вторичной обмотки которого электрически соединена со сварочной головкой, а другая клемма электрически соединена с обрабатываемой заготовкой. В предпочтительном варианте выполнения предлагаемого устройства механическое соединение между указанным приводным устройством и сварочной головкой содержит по меньшей мере одну часть,которая выполнена из сжимаемого материала, имеющего постоянное соотношение между механическим усилием, прикладываемым к материалу, и конечным смещением. Данная часть из сжимаемого материала может представлять собой часть ведущего вала, расположенную между поршнем и сварочной головкой. Указанный датчик усилия, применяемый в предлагаемом устройстве, преимущественно может представлять собой пьезоэлектрический датчик усилия. Устройство, предназначенное для осуществления предлагаемого способа, может преимущественно отличаться тем, что оно дополнительно содержит электронные средства, которые выполняют, по меньшей мере, приведенные ниже функциональные назначения: управление указанным приводом с обеспечением регулировки усилия, которое сварочная головка прикладывает к обрабатываемой заготовке; например, это может быть выполнено с помощью всевозможных микроконтроллеров; управление сварочным током путем включения или выключения указанного силового трансформатора; измерение тока, проходящего через указанные вторичные клеммы указанного силового трансформатора; считывание, преобразование и сохранение в памяти сигналов, созданных датчиком давления и датчиком смещения; причем многие из всевозможных известных датчиков содержат даже микроэлектронные средства, которые посылают измеренные значения в цифровой форме, что облегчает передачу данных, преобразование и сохранение измерений в памяти; сохранение в памяти существующей информации для каждого отдельно выполненного сварного шва; передачу информации с помощью внешнего оборудования для передачи данных или линий связи или сетей; ввод данных и управляющей информации с помощью клавиатуры; вывод данных и управляющей информации с помощью дисплея; например, это может быть жидкокристаллический (LCD) дисплей или обычный экранный CRT-монитор соответствующего типа. Вышеупомянутые электронные средства предлагаемого устройства могут преимущественно содержать микропроцессор. Почти любой микропроцессор на сегодняшний день будет способен обеспечить большую часть вышеупомянутых функциональных назначений. Поскольку сварочные процессы могут быть опасными для человеческого здоровья и поскольку многие промышленные сварочные процессы являются высокоавтоматизированными, некоторые из указанных электронных средств предлагаемого устройства преимущественно могут быть расположены в дистанционном узле, который соединен с остальным устройством с помощью электрического кабеля или с помощью других подходящих средств передачи данных или аппаратуры связи. Это позволяет управлять устройством, например, из центральной аппаратной. Для некоторых применений может быть выгодно, чтобы указанный дистанционный узел предлагаемого устройства представлял собой портативный терминал. Ниже описан предпочтительный вариант выполнения устройства, обеспечивающего выполнение предлагаемого способа. Приведенное ниже описание и приложенные чертежи покажут читателю более подробно, как изобретение исправляет вышеупомянутые недостатки, связанные с известным уровнем техники. Однако читатель должен понимать, что описание и чертежи предназначены лишь для иллюстрации применения изобретения и не должны рассматриваться как ограничивающие объем правовой охраны данного изобретения. Фиг. 1 А-1 С изображают частный вариант выполнения устройства, обеспечивающего осуществление предлагаемого способа, с частичным разрезом; фиг. 2 изображает слегка измененный вариант выполнения устройства, обеспечивающего осуществление предлагаемого способа, с частичным разрезом; фиг. 3 изображает типичную кривую зависимости силы от времени, которая получена путем изме-2 011680 рений во время выполнения соответствующего рельефного сварного шва с помощью устройства, обеспечивающего осуществление предлагаемого способа. Фиг. 1 А-1 С изображают частный вариант выполнения устройства, обеспечивающего осуществление предлагаемого способа и предназначенного для выполнения рельефного сварного соединения по меньшей мере между двумя частями обрабатываемой заготовки. На фиг. 1 А-1 С две плоские части (2) и(3) обрабатываемой заготовки должны быть сварены вместе путем использования рельефной сварки. Устройство содержит сварочную головку (1), которая предназначена для рельефной сварки. В данном примере предполагается, что верхняя часть (2) обрабатываемой заготовки имеет выступающую вверх деформированную часть (не показана на чертежах), которая ниже обозначается как рельеф. Данный рельеф находится под сварочной головкой (1), там, где пунктирная линия, проходящая через сварочную головку (1), пересекает плоские части (2) и (3) заготовки. Кроме того, нижняя часть (3) загнута вокруг края верхней части (2) таким образом, что загнутый назад участок плоской части проходит над областью,где находится рельеф. Такая особая конфигурация плоских частей (2) и (3) предложена в патенте США 6455801 в качестве способа, предназначенного для выполнения рельефных сварных швов в плоских частях заготовки, не оставляющего поверхностных дефектов на свариваемых частях. В данном примере о нем упоминается только для того, чтобы показать общее состояние уровня техники, и он никоим образом не будет рассматриваться, как ограничивающий применение данного изобретения. Устройство для осуществления предлагаемого способа дополнительно содержит привод (4), механически соединенный со сварочной головкой (1) и выполненный с возможностью приложения к сварочной головке такого вертикального усилия, что плоские части (2) и (3) заготовки и отогнутый участок части (3) прижимаются вместе в зоне расположения рельефа. В данном примере предполагается поршневой привод, который работает пневматически. Устройство также содержит силовой трансформатор (не показан на чертежах) с низкой индуктивностью, одна клемма вторичной обмотки которого электрически соединена со сварочной головкой, а другая клемма электрически соединена с обрабатываемой заготовкой. Механическое соединение между приводом и сварочной головкой (1) дополнительно содержит часть (не показана на чертежах), которая выполнена из сжимаемого материала, имеющего постоянное соотношение между механической силой, приложенной к материалу, и конечным смещением. Роль указанной сжимаемой части в данном частном варианте выполнения предлагаемого устройства играет механическая пружина (не показанная на чертежах), расположенная внутри привода (4). Тогда, если бы данное устройство использовалось при обычной рельефной сварке, как показано на фиг. 1 А-1 С, то привод при приведении в действие опускал бы вниз сварочную головку (1) на отогнутый участок плоской части (3), и указанный отогнутый участок и плоские части (2) и (3) заготовки были бы прижаты вместе в месте рельефа. Затем короткий импульс тока был бы подан через сварочную головку (1), и плоские части (2) и (3) заготовки были бы сварены в месте рельефа. Как упомянуто выше, на сегодняшний день обычные способы и устройства для рельефной сварки не предлагают соответствующих и экономически выгодных решений для надежного контроля качества сварки отдельных рельефных сварных швов в процессе их выполнения, что может иметь такие серьезные последствия, как, например, сварные соединения, не соответствующие стандартам, или серьезный структурный дефект в обрабатываемой заготовке. Для того чтобы обеспечить надежную проверку отдельных рельефных сварных швов, устройство, предназначенное для осуществления предлагаемого способа, дополнительно содержит датчик усилия, который позволяет измерять механическое усилие, с которым сварочная головка (1) давит на плоские части (2) и (3) обрабатываемой заготовки,и датчик сдвига, позволяющий измерять вертикальное смещение сварочной головки. Датчик усилия преимущественно может представлять собой пьезоэлектрический датчик усилия. Фиг. 2 изображает вариант выполнения предлагаемого устройства с пьезоэлектрическим датчиком усилия, расположенным механически присоединенным между приводом (4) и сварочной головкой (1). С помощью предлагаемого устройства также можно измерять ток, проходящий через вторичные клеммы силового трансформатора,которые электрически соединены со сварочной головкой (1) и, соответственно, с обрабатываемой заготовкой, состоящей из плоских частей (2) и (3). Для ясности данного описания сделано следующее допущение: чтобы обеспечить контроль структурной целостности рельефа, известна средняя величина давления, которое может выдержать рельеф до подачи сварочного тока, находясь в неповрежденном состоянии и не имея структурных недостатков. В данном частном варианте выполнения предлагаемое устройство работает с помощью портативноготерминала, соединенного с остальным устройством общеизвестными средствами и способами соединения, и оборудовано микропроцессором и соответствующими средствами программного обеспечения,клавиатурой и жидкокристаллическим (LCD) дисплеем. Более того, портативный терминал оборудован общеизвестными электронными средствами, способными управлять приводом (4) для регулирования усилия, которое сварочная головка оказывает на обрабатываемую заготовку; управлять сварочным током, проходящим через указанные вторичные клеммы силового трансформатора; измерять ток, проходящий через указанные вторичные клеммы силового трансформатора; считывать, преобразовывать и хранить в памяти измерительные сигналы, полученные пьезоэлек-3 011680 трическим датчиком усилия и датчиком смещения; хранить в памяти существующую информацию для каждого отдельно выполненного сварного шва; передавать данные с помощью внешнего оборудования для передачи данных или аппаратуры связи или сетей. Используя описанный вариант выполнения предлагаемого устройства, способ сварки рельефного сварного шва включает приведенные ниже этапы: сварочную головку (1) располагают на обрабатываемой заготовке, состоящей из двух плоских частей (2) и (3), непосредственно над указанным рельефом в части (3); открывают клапан и сжатый воздух поступает к поршню привода (4), так что сварочная головка (1) начинает прикладывать механическое усилие к обрабатываемой заготовке; если предварительно заданное усилие достигнуто, а датчик смещения не замерил какого-либо особого вертикального смещения, хотя сила была приложена, то полагают, что структурная целостность рельефа соответствует норме. Однако если бы было замерено определенное вертикальное смещение, полагали бы, что в плоской части (3), например, отсутствовал рельеф, или что он преждевременно разрушился. В этом случае сварочный процесс прерывают, чтобы избежать структурного разрушения в обрабатываемой заготовке, вызванного подачей сварочного тока в дефектный рельеф; приводят в действие электронный переключатель мощности и подают сварочный ток; во время обычного расплавления и разрушения рельефа, приводящего к свариванию вместе двух частей обрабатываемой заготовки, постоянно замеряют вертикальное усилие, оказываемое на обрабатываемую часть, вертикальное смещение сварочной головки (1) и сварочный ток, и измеренные значения сохраняют в памяти указанного портативного терминала; микропроцессор в портативном терминале производит измерения и сравнивает конечные характеристики с усредненными характеристиками процесса рельефной сварки, которые получены в соответствующих сварных соединениях. Если характеристики сопоставимы в пределах определенных границ, делают заключение, что выполнено соответствующее стандартам рельефное сварное соединение, и процесс повторяют для следующего сварного шва. Фиг. 3 изображает типичную кривую зависимости усилия от времени, которая получена путем измерений во время выполнения соответствующего рельефного сварного соединения с помощью предлагаемого устройства. На чертеже можно видеть, что усилие увеличивается до тех пор, пока не будет достигнут предварительно заданный уровень, из чего можно будет заключить, что рельеф не имеет структурных недостатков. Затем в течение нескольких миллисекунд подают сварочный ток. Видно, что когда рельеф расплавляется и разрушается, усилие уменьшается очень быстро. Сварочный ток выключают, а постоянное усилие продолжает сжимать вместе части обрабатываемой заготовки до тех пор, пока не будет выполнен соответствующий рельефный сварной шов. Предлагаемый способ, предназначенный для выполнения рельефного сварного шва по меньшей мере между двумя частями обрабатываемой заготовки, и устройство, обеспечивающее осуществление указанного способа, предлагают решение, которое обеспечивает надежный контроль качества рельефных сварных швов в процессе их выполнения. Это может предотвратить серьезный структурный дефект в обрабатываемой заготовке и получить полезную информацию, гарантируя неизменно высокое качество рельефных сварных швов в промышленных сварочных процессах, например, за счет обнаружения на ранней стадии износа штампов, которые используют для выполнения рельефов в частях, подлежащих совместной сварке, благодаря чему можно эффективно спланировать эксплуатационные расходы. Кроме этого, для последующих ссылок можно сохранить в памяти данные, касающиеся каждого отдельного рельефного шва. Все части вышеописанного варианта выполнения устройства, обеспечивающего осуществление предлагаемого способа, общедоступны и могут быть выполнены с использованием общедоступных материалов и общеизвестных способов выполнения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ выполнения рельефного сварного соединения для плоских частей электропроводящего материала, одна из которых имеет выступающую деформированную часть, включающий выполнение рельефа в одной из плоских частей, подлежащей сварке,наложение плоских частей друг на друга,сжатие плоских частей с одной стороны в месте расположения рельефа с помощью средства сжатия и выполнение сварки плоских частей (вместе) в месте расположения рельефа с помощью короткого импульса тока, причем ток прикладывают к расположенной сверху плоской части со стороны средства сжатия, а снимают с расположенной снизу плоской части,при котором на заготовке с другой стороны от расположения рельефа не остается поверхностных дефектов, отличающийся тем, что указанный способ включает проверку без использования разрушающих методов контроля структурной целостности каждого рельефа в отдельности в указанной заготовке до пода-4 011680 чи сварочного тока, причем указанную проверку структурной целостности рельефа в указанной заготовке осуществляют путем измерения с помощью одного датчика усилия, расположенного в сварочной головке, который определяет может ли указанный рельеф выдержать заданное механическое давление,обеспечиваемое сварочной головкой, и автоматизированную проверку качества отдельного сварного шва в процессе его выполнения, при этом в случае, если установлено, что указанный рельеф не может выдержать заданное механическое давление, то сварку в месте расположения указанного рельефа не выполняют. 2. Способ по п.1, отличающийся тем, что указанный датчик усилия представляет собой пьезоэлектрический датчик. 3. Способ по п.1 или 2, отличающийся тем, что в ходе выполнения сварки выполняют измерения давления, оказываемого сварочной головкой на заготовку, времени сварки и сварочного тока и запоминают эти измерения для определения показателя качества каждого отдельного рельефного сварного шва. 4. Устройство для осуществления способа по пп.1-3, содержащее, по меньшей мере,сварочную головку, предназначенную для рельефной сварки; средства позиционирования, обеспечивающие установку сварочной головки на первой по меньшей мере из двух частей обрабатываемой заготовки, между которыми должен быть выполнен рельефный шов; привод, механически соединенный со сварочной головкой и выполненный с возможностью приложения с помощью сварочной головки такого вертикального усилия к указанной первой части обрабатываемой заготовки, что эта первая часть оказывает давление на вторую часть этой же заготовки; силовой трансформатор с низкой индуктивностью, одна клемма вторичной обмотки которого электрически соединена со сварочной головкой, а другая клемма электрически соединена с обрабатываемой заготовкой,отличающееся тем, что оно дополнительно содержит электронные средства, которые выполняют, по меньшей мере, приведенные ниже функции: управление указанным приводом с обеспечением регулировки усилия, которое сварочная головка прикладывает к обрабатываемой заготовке; управление сварочным током путем включения или выключения силового трансформатора; измерение механического усилия, которое сварочная головка прикладывает к обрабатываемой заготовке, с помощью датчика усилия; измерение вертикального смещения сварочной головки с помощью датчика смещения; измерение тока, проходящего через указанные вторичные клеммы силового трансформатора; считывание, преобразование и сохранение в памяти измерений сварочного тока и механического давления; сохранение в памяти существующей информации для каждого отдельно выполненного сварного шва; передачу данных с помощью внешнего оборудования для передачи данных или линий связи либо сетей; ввод данных и управляющей информации с помощью клавиатуры; вывод данных и управляющей информации с помощью дисплея. 5. Устройство по п.4, отличающееся тем, что некоторые из указанных электронных средств находятся в дистанционном системном узле, который соединен с остальным устройством с помощью электрического кабеля или других возможных средств передачи данных либо линий связи. 6. Устройство по п.5, отличающееся тем, что указанный дистанционный системный узел представляет собой портативный терминал.
МПК / Метки
МПК: B23K 11/25, B23K 11/14, B23K 11/00
Метки: рельефного, устройство, способ, соединения, сварного, выполнения
Код ссылки
<a href="https://eas.patents.su/8-11680-sposob-vypolneniya-relefnogo-svarnogo-soedineniya-i-ustrojjstvo.html" rel="bookmark" title="База патентов Евразийского Союза">Способ выполнения рельефного сварного соединения и устройство</a>
Устройство для электрического соединения дифференциального блока со средством автоматического выключения, способ выполнения этого устройства (варианты) и дифференциальный блок
Номер патента: 2287
Опубликовано: 28.02.2002
Авторы: Дорнье Жан, Гиллон Патрик, Лебо Бернар, Бюрно Клод
МПК: H01H 83/14
Метки: выключения, выполнения, варианты, блока, электрического, устройства, соединения, средством, способ, этого, устройство, блок, дифференциального, автоматического, дифференциальный
Формула / Реферат:
1. Дифференциальный блок, имеющий устройство для электрического соединения его со средством автоматического выключения, содержащий проводники, предназначенные для электрического соединения выходных зажимов автоматического выключателя с выходными зажимами дифференциального блока, причем эти проводники проходят через тороид, причем, по меньшей мере, один из проводников (6-9, 19) является жестким проводником с твердой внутренней частью,...
Способ грубой шлифовки сварного стыка железнодорожных рельсов
Номер патента: 9583
Опубликовано: 28.02.2008
Авторы: Никончук Михаил Олегович, Алексеев Владимир Алексеевич, Озеров Николай Николаевич, Ковалев Григорий Григорьевич, Николин Аркадий Игоревич, Чвоков Владимир Дмитриевич, Логинов Михаил Аркадьевич
МПК: B24B 1/00, B23K 37/08, E01B 31/17...
Метки: сварного, железнодорожных, стыка, шлифовки, способ, грубой, рельсов
Формула / Реферат:
Способ грубой шлифовки сварного стыка железнодорожных рельсов, включающий обработку сварного стыка рельсов по периметру обдирочными абразивными кругами после сварки, осуществляемую в ручном механизированном режиме с использованием приточно-вытяжной вентиляции и средств для отсоса выбросов шлифования, отличающийся тем, что сварной стык рельсов обрабатывают в режиме силового шлифования с окружной скоростью вращения абразивных кругов до 75 м/с, при...
Способ выполнения герметичного уплотнительного соединения труб с пластичным расширением
Номер патента: 5874
Опубликовано: 30.06.2005
Авторы: Брюно Альбер, Дюран Антуан, Верже Эрик
МПК: F16L 15/06
Метки: способ, пластичным, расширением, уплотнительного, соединения, выполнения, труб, герметичного
Формула / Реферат:
1. Способ выполнения высокоэффективного герметичного уплотнительного соединения труб, в котором исходным является первоначальное соединение труб, содержащее первый охватываемый трубный элемент (1), содержащий первую наружную резьбу (3) и кольцевую кромку (5) с первой осевой опорной поверхностью (9) на свободном конце первого элемента, и второй охватывающий трубный элемент (2), содержащий вторую внутреннюю резьбу (4), соответствующую первой...
Способ и устройство для выполнения химической обработки вскрытых геологических пластов
Номер патента: 9859
Опубликовано: 28.04.2008
Автор: Коуэн Кеннет Майкл
МПК: E21B 43/02, E21B 33/138
Метки: геологических, химической, устройство, обработки, способ, пластов, вскрытых, выполнения
Формула / Реферат:
1. Способ укрепления ствола скважины во вскрытом геологическом пласте, который включает в себя стадии, на которых измеряют или оценивают свойства материалов вскрытого геологического пласта; определяют изменения, которые необходимо внести в свойства материала вскрытого геологического пласта для того, чтобы достичь желаемых улучшений материала указанного вскрытого геологического пласта; обрабатывают геологический пласт с целью получения улучшенных...
Теплообменник и способ его выполнения
Номер патента: 9344
Опубликовано: 28.12.2007
Автор: Раиндерс Йоханнес Антониус Мария
МПК: F28F 3/02, F28F 21/06, F28D 9/00...
Метки: теплообменник, способ, выполнения
Формула / Реферат:
1. Теплообменный элемент, содержащий по меньшей мере один формуемый ламинат, включающий металлический слой и по меньшей мере один термосвариваемый слой, причем ламинат снабжен на обеих поверхностях множеством, в общем, гофрированных ребер, имеющих водоудерживающий слой и имеющих несколько подошв, причем ребра соединены в подошвах при нагреве и под давлением с ламинатом и находятся в теплопроводной связи с ним для увеличения эффективной площади...
Предыдущий патент: Наполнитель, способ и устройство для изготовления наполнителя
Следующий патент: Низколегированная сталь для скважинных нефтяных труб, обладающая высоким сопротивлением растрескиванию под действием напряжений в сульфидосодержащей среде
Случайный патент: Способ и система для построения сейсмических изображений и моделей геологической среды путем томографии с использованием пучков