Дистанционно управляемая система соединения для подводных трубопроводов
Номер патента: 9707
Опубликовано: 28.02.2008
Авторы: Армстронг Майкл, Верлей Ричард, Берге Ян Олаф, Вудвард Нил
Формула / Реферат
1. Дистанционно управляемая система соединения для подводных трубопроводов для соединения двух концов трубопровода или концов труб, которые установлены обращенными друг к другу в линию на некотором расстоянии друг от друга с помощью средства, позволяющего перемещать хотя бы один конец трубопровода в боковых направлениях, отличающаяся тем, что содержит
муфту трубы, имеющую внутренние уплотнители для каждой поверхности трубопровода, для вставки концов труб в положение обращенными друг к другу внутри уплотнителей,
сварочный фиксатор с объединенным с ним сварочным инструментом для дистанционной сварки первого конца муфты трубы с первым трубопроводом и второго конца муфты трубы со вторым трубопроводом, причем сварочный фиксатор может быть дистанционно герметично закреплен вокруг концов труб и муфты и оборудован средством для установления и поддержания газовой среды в зоне сварки в объеме, ограниченном уплотнителями фиксатора и уплотнителями муфты.
2. Система по п.1, отличающаяся тем, что концы муфты трубы свариваются с каждым соответствующим трубопроводом широким угловым сварным швом.
3. Система по п.1, отличающаяся тем, что вся сварка выполняется угловыми сварными швами.
4. Система по п.1, отличающаяся тем, что фиксатор с объединенным с ним сварочным инструментом и средством для установления и поддержания газовой среды в зоне сварки имеет приблизительно нейтральную плавучесть в воде и его относительно легко можно перемещать и устанавливать, используя подводный аппарат дистанционного управления (АДУ).
5. Система по п.1, отличающаяся тем, что сварочный инструмент оборудован так, чтобы производить сварку с небольшим избыточным давлением относительно давления внешней окружающей среды.
6. Система по п.1, отличающаяся тем, что сварочное средство включает транспортные цепи или транспортные рельсы, встроенные в фиксатор, а само сварочное средство должно быть защищено присоединенным к нему кожухом во время транспортировки и установки.
7. Система по п.1, отличающаяся тем, что сварочный инструмент включает оборудование для сварки MIG, т.е. сварка вольфрамовыми электродами в атмосфере инертного газа.
8. Система по п.1, отличающаяся тем, что управление сварочной нитью объединено с управлением наконечником сварочной головки.
9. Система по п.1, отличающаяся тем, что она может быть приспособлена для соединения трубопроводов с разными размерами.
10. Система по п.1, отличающаяся тем, что сварочная муфта имеет пассивные внутренние уплотнители, устанавливаемые на концах трубопровода.
11. Система по п.1, отличающаяся тем, что муфта трубы снабжена маркировочными знаками и оборудованием для установки положения.
12. Система по п.1, отличающаяся тем, что муфта трубы оборудована устройствами катодной защиты.
13. Система по п.1, отличающаяся тем, что допуск до 5 мм может быть принят для каждого сварного шва.

Текст
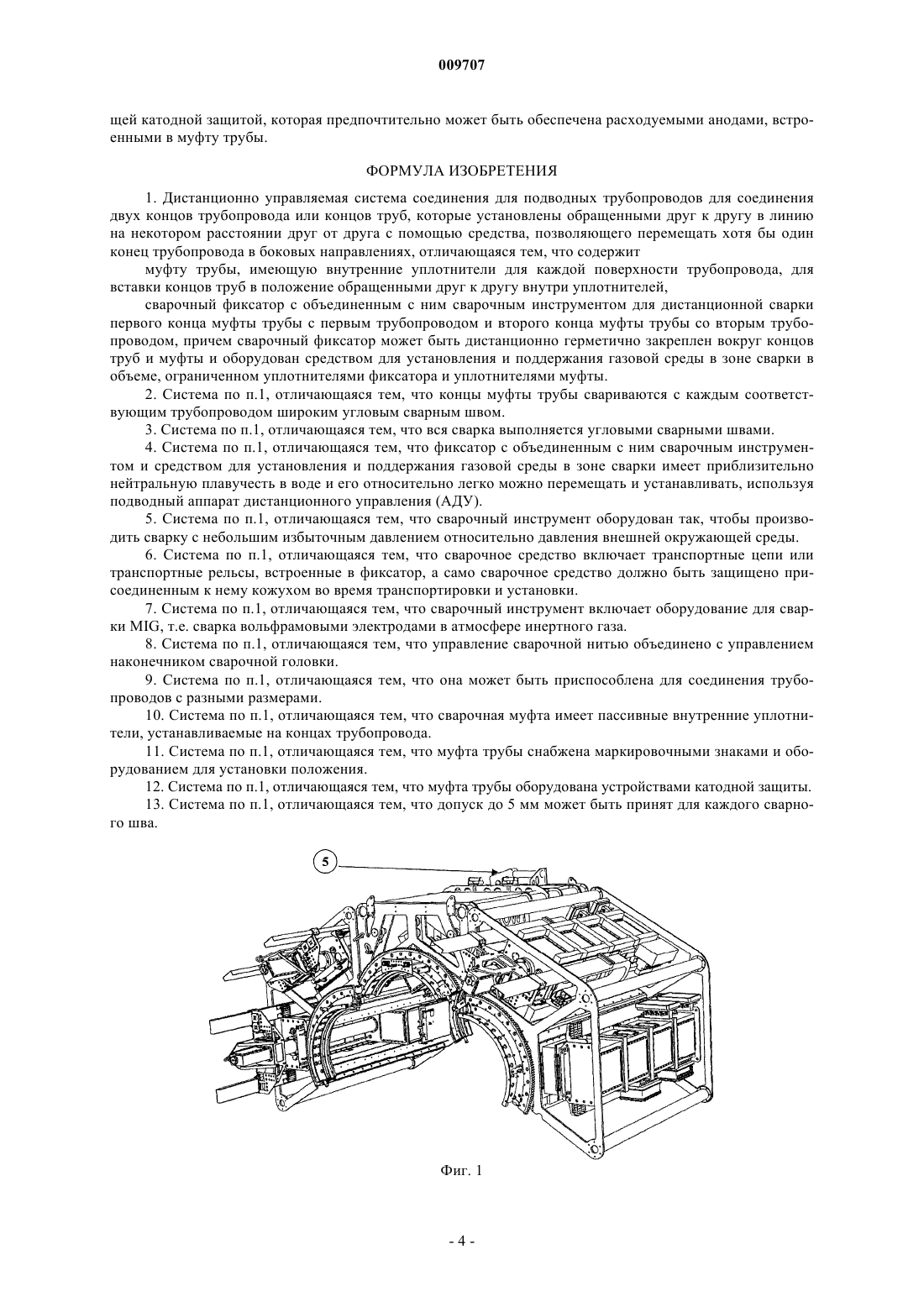
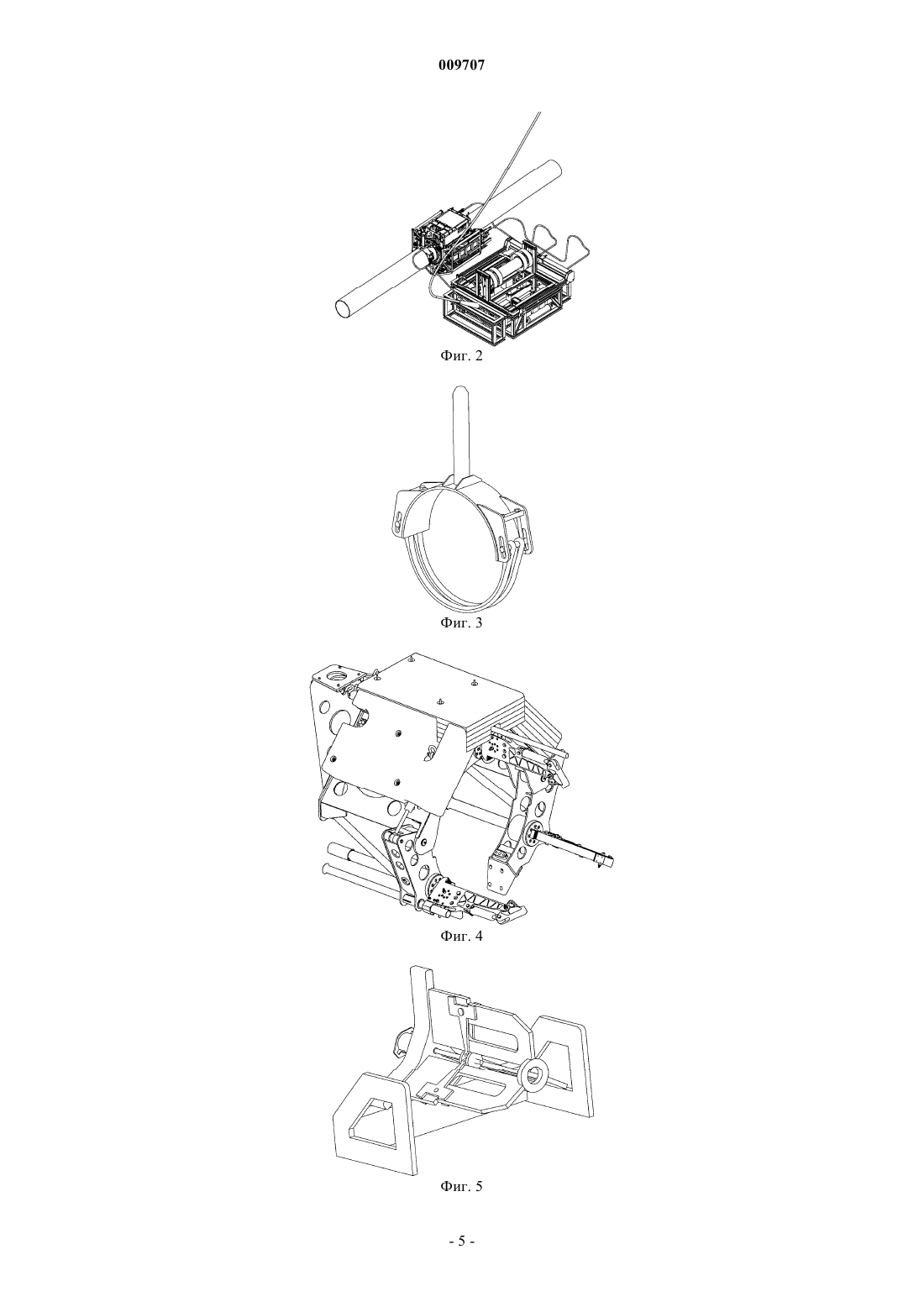
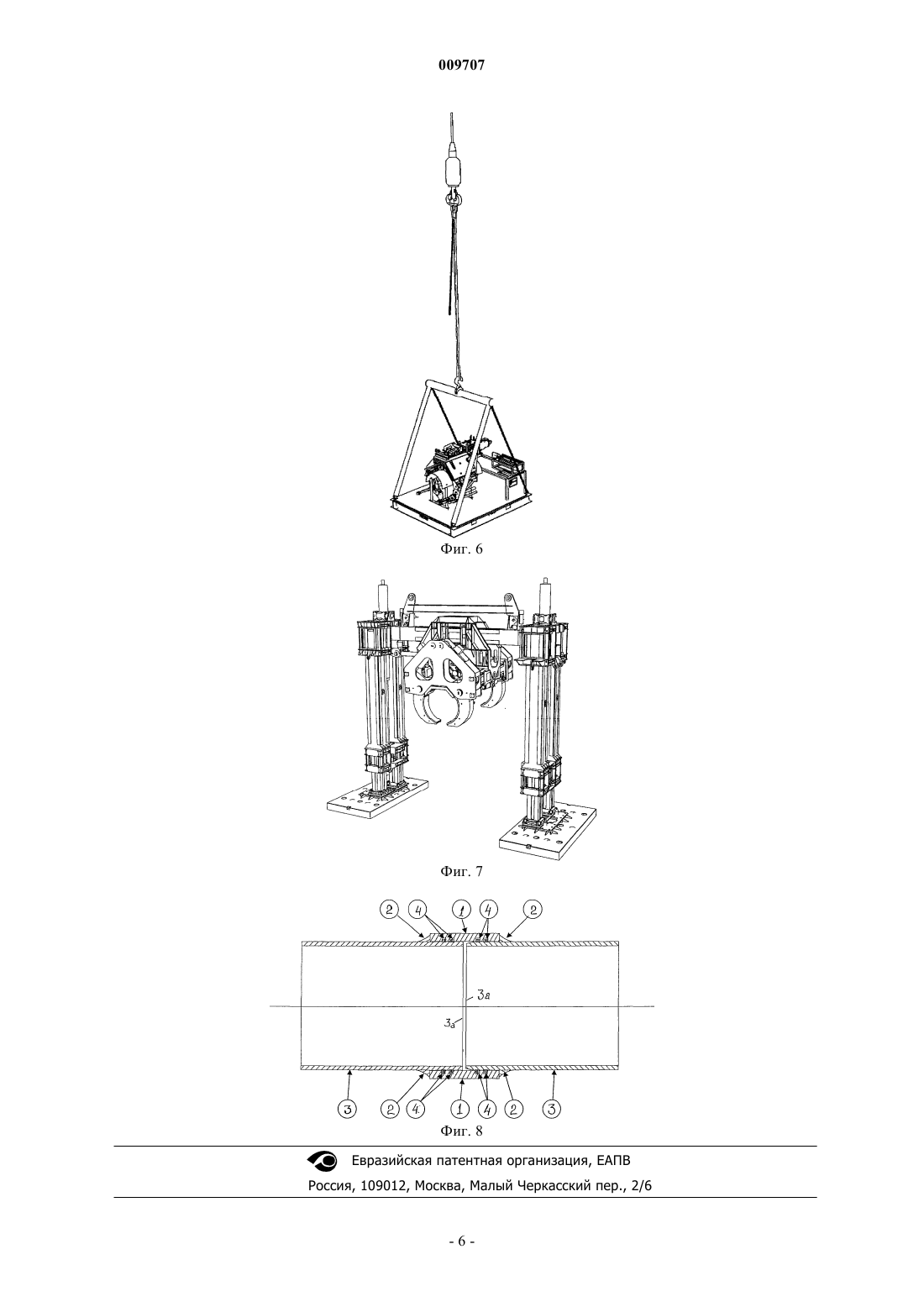
009707 Область техники, к которой относится изобретение Настоящее изобретение относится к соединению трубопроводов, врезке их в магистральный трубопровод или скреплению трубопроводов под водой. В частности, настоящее изобретение относится к соединению трубопроводов под водой или врезке трубопровода в магистральный трубопровод под водой посредством использования сварки без водолаза. В данном контексте сварка без водолаза означает, что помощь водолазов не нужна ни для подготовки, установки оборудования, ни для сварки или обеспечения неподвижности оборудования. Благодаря этому изобретению обеспечивается дистанционно управляемая система соединения без помощи водолаза для подводных трубопроводов. Уровень техники До настоящего времени соединение трубопроводов под водой очень часто требует работы водолазов. С 31 декабря 2004 г. в территориальных водах Норвегии было запланировано ограничить максимально разрешенные для работы водолазов глубины до 250 м для аварийных операций вместо 360 м, разрешенных ранее. Для трубопроводов, имеющих внешние размеры от 8 до 22 дюймов, имеются системы соединения без помощи водолаза с применением внешней муфты для соединения трубопроводов. В частности, можно сослаться на механическую соединительную муфту MORGRIP 3000R, устанавливаемую без сварки, поставляемую компанией Hydrotight Sweeny Ltd., West Midlands, England. Для трубопроводов большего диаметра часто возможно применять сварку без водолаза, однако водолазы должны помогать при подготовке и установке/обеспечении неподвижности требуемого оборудования, поэтому данная система соединения, в целом, не обходится без водолазов. Фактически не имеется доступной технологии для соединения без водолаза трубопроводов с размерами труб 28 дюймов и более, то есть с размерами до 42 или даже 48 дюймов. Для трубопроводов в направлении на норвежский континентальный шельф или от него обычно используется система ремонта трубопровода PRS, поставляемая администрацией PRS, Haugesund, Norway. Система PRS использует автоматическую сварку TIG (tungsten inert-gas welding - сварка вольфрамовым электродом в инертном газе), но требуется работа водолазов для установки оборудования. Имеется потребность в оборудовании для соединения трубопроводов полностью без водолазов на глубинах более 250 м с размерами труб более 28 дюймов. Целью настоящего изобретения является удовлетворение этой потребности. Самой близкой к настоящему изобретению прежней технологией являются указанные выше система PRS и механические соединительные муфты MORGRIP. Соответствующая технология предшествующего уровня техники описана в патентных публикациях US 6131801, NO-B-159,307, US 5437517, GBA-2323907, GB-A-2304394, NO-B1-304753, NO-B1-304954 и NO-B1-149288. Сущность изобретения Настоящим изобретением указанная выше потребность удовлетворяется путем обеспечения дистанционно управляемой системы соединения подводных трубопроводов посредством соединения двух гладких концов трубопровода (концов труб), установленных обращенными друг к другу, в линию на некотором расстоянии друг от друга, с помощью средства, позволяющего перемещать хотя бы один конец трубопровода в боковых и в продольных направлениях, причем указанная система соединения отличается тем, что содержит муфту трубы, имеющую внутренние уплотнители для каждой поверхности трубы, для вставки концов труб в положение обращенными друг к другу внутри уплотнителей, и сварочный фиксатор с объединенным с ним сварочным инструментом для дистанционной сварки первого конца муфты трубы с первым трубопроводом и второго конца муфты трубы со вторым трубопроводом, причем сварочный фиксатор может быть дистанционно герметично закреплен вокруг концов труб и муфты и оборудован средством для установления и поддержания газовой среды в зоне сварки в объеме, ограниченном уплотнителями фиксатора и уплотнителями муфты. Муфта трубы предпочтительно представляет собой часть цилиндрической трубы, в то время как сварные швы следует рассматривать как элементы адаптации и герметизации между муфтой трубы и гладкими концами труб. Сварной шов должен быть такого размера, чтобы быть способным принять на себя и перенести в период полного срока службы все нагрузки, являющиеся результатом внутренних и внешних нагрузок, колебаний давления и температуры. Запрессовка концов труб означает, что муфта трубы покрывает концы труб таким образом, что концы труб обращены друг к другу в пределах внутренних уплотнителей в муфте трубы. Сварка каждого трубопровода означает соединение муфты с поверхностью соответствующих трубопроводов угловым сварным швом, причем каждый конец трубы вставлен в муфту трубы до пределов уплотнителя, установленного для герметизации всей соответствующей поверхности трубопровода. Каждый трубопровод предпочтительно может быть сварен с определенным концом муфты для каждого конца трубы, что является предпочтительным, поскольку обеспечивает возможность работать с большим допуском, потому что несоответствие может быть распределено на большее количество сварных швов. Вся дистанционно контролируемая сварка должна предпочтительно выполняться в виде углового сварного шва, чтобы обеспечить больший допуск и исключить необходимость тонкой обработки концов трубы. Допуск до приблизительно 5 мм может быть принят для каждого сварного шва.-1 009707 Фиксатор с объединенным с ним сварочным инструментом и средством для установления и поддержания газовой среды в зоне сварки должен, как правило, иметь приблизительно нейтральную плавучесть в воде, такую, чтобы его относительно легко можно было перемещать и устанавливать, используя подводный аппарат дистанционного управления (АДУ, ROV). Сварочный инструмент, предпочтительно аппарат, должен быть оборудован так, чтобы производить сварку с небольшим избыточным давлением по сравнению с давлением внешней окружающей среды, таким образом, чтобы проникновение элементов и газов, снижающих качество сварки, было ограничено. Газ должен улавливаться и очищаться через отдельный улавливающий модуль, объединенный со сварочным фиксатором. Средство для сварки, как правило, включает транспортные цепи или транспортные рельсы, встроенные в фиксатор, а сами сварочные устройства предпочтительно защищены присоединенным к ним кожухом во время транспортировки и установки. Сварочные устройства как таковые должны включать, как правило, оборудование для сварки MIG(дуговая сварка металлическим плавящимся электродом в среде инертного газа), и особенно предпочтительным является управление сварочной нитью, подаваемой через шланг от вспомогательного модуля. Система может быть соответственно приспособлена для соединения трубопроводов различных размеров. Муфта трубы, как правило, должна быть оборудована сварными уплотнителями низкого давления из эластомера, причем указанные выше уплотнители должны выдерживать условия сварочных работ, но они должны обеспечивать только относительно небольшой перепад давления (1 бар), чтобы препятствовать проникновению воды изнутри трубопровода в сварочный фиксатор. Муфта трубы, как правило, должна быть снабжена маркировочными знаками и оборудованием для установки, а в дополнение средствами для катодной защиты, такими как соответствующие протекторные аноды. Перечень фигур чертежей Настоящее изобретение представлено несколькими чертежами, на которых показано: на фиг. 1 - сварочный фиксатор, представляющий собой фиксатор с объединенным с ним сварочным аппаратом и средством для установления и поддержания газовой среды; на фиг. 2 - сварочный опорный модуль, используемый совместно с изобретением; на фиг. 3 - устройство обратного действия, используемое с настоящим изобретением; на фиг. 4 - устройство для поддомкрачивания, используемое совместно с настоящим изобретением; на фиг. 5 - устройство маневрирования, используемое совместно с настоящим изобретением; на фиг. 6 - вспомогательный инструментальный модуль, используемый совместно с настоящим изобретением; на фиг. 7 - одна из нескольких различных стоек для маневрирования трубы, используемая совместно с настоящим изобретением; на фиг. 8 - муфта трубы с угловым сварным швом в соответствии с настоящим изобретением. Сведения, подтверждающие возможность осуществления изобретения Далее представлено описание изобретения, прежде всего, со ссылкой на фиг. 8, на которой показана муфта трубы 1 с угловым сварным швом 2 на каждом конце. На фиг. 8 концы трубы 3 а на трубопроводах 3, которые должны быть соединены, показаны пунктирными линиями. Между муфтой трубы 1 и концами трубы 3 а установлены уплотнители 4, по одному уплотнителю вокруг каждого конца трубы, таким образом, что зазор между концом трубы и муфтой трубы закрыт. Во время сварки уплотнители 4 создают герметизацию против воды, находящейся в наполненных водой трубопроводах. Каждый угловой сварной шов 2 должен быть сварен между трубопроводом 3 и муфтой трубы 1 с одним угловым сварным швом на каждом конце муфты в направлении ее соответствующего трубопровода. Перед сваркой сварочный инструмент, который объединен с фиксатором, размещается над муфтой трубы, при этом уплотнители фиксатора создают герметизацию каждого соответствующего трубопровода таким образом, чтобы обеспечить сухое пространство между уплотнителями фиксаторов и уплотнителями внутренней части муфты трубы. Фиксатор 5 показан на фиг. 1, и он сконструирован с приблизительно нейтральной плавучестью в воде и со стойкой для бесконтактного управления с использованием подводного аппарата дистанционного управления (АДУ). На фиг. 1 не все элементы представлены ясно, в частности сварочный инструмент. Фиксатор с объединенным с ним сварочным инструментом связан со сварочным опорным модулем 2,который показан на фиг. 2. Путем использования средств сварочного опорного модуля и фиксатора со сварочным инструментом и соединения от сварочного опорного модуля до надводного судна обеспечиваются вся мощность, сварочная нить, оборудование для системы обработки газов и другое требуемое оборудование для сварки. Система газов должна быть приспособлена к любой ситуации, но в основном варианте выполнения используется относительно инертный газ при давлении окружающей среды. Газ очищают и высушивают в соответствующей кассете (х) для обработки газов, через которую циркулирует объем газа. Сварочный опорный модуль имеет сильно отрицательную плавучесть, в то время как фиксатор с объединенным с ним сварочным инструментом имеет приблизительно нейтральную плавучесть. Оба устройства, как правило, разворачивают совместно, таким образом, чтобы сварочный опорный мо-2 009707 дуль обеспечивал достаточную массу для работы на месте сварки, в то время как фиксатор со сварочным инструментом мог бы быть изъят или размещен на месте сварки путем использования АДУ. На фиг. 3 показан один из нескольких возможных вариантов конструкции устройства обратного действия, функционирующего как точка приложения реакции, когда муфту трубы надевают или снимают, в дополнение к функции в качестве объекта-ориентира, когда сварочный аппарат в фиксаторе следует установить на линии трубы. Обычно новая часть трубы должна иметь муфты в виде частей трубы,смонтированные на ней до ее установки в море. На фиг. 4 показано устройство для поддомкрачивания, которое используется для приложения усилий к муфте трубы в продольном направлении трубопроводов. На фиг. 5 показано устройство для последующего маневрирования, которое может быть использовано для управления муфтой трубы. На фиг. 6 показан вспомогательный инструментальный модуль, который, в основном, включает все последующие необходимые инструментальные средства, требующиеся для соответствующей соединительной операции. Он может включать большое количество инструментов для подготовки трубопровода перед соединительной операцией, видеооборудование, датчики и источник света, такие инструментальные средства, в основном, связаны короткими кабелями/шлангами со вспомогательным инструментальным модулем. АДУ используется для перемещения инструментальных средств или для их установки в определенную позицию, в то время как эта операция контролируется с надводного судна. На фиг. 7 показан пример одной из стоек для маневрирования трубы, используемой для подъема трубопровода со дна моря, предназначенной для обеспечения возможности подготовки и выравнивания обоих концов трубопровода. Большинство из указанного выше оборудования ранее известно. Отличительными особенностями настоящего изобретения являются муфта трубы с уплотнителями и сварочный инструмент, объединенный с фиксатором, со средством для герметичного закрепления муфты вокруг трубы и средством для установления и поддержания газовой среды в сухом объеме, ограниченном уплотнителями фиксаторов и уплотнителями муфты трубы. Система соединения в соответствии с настоящим изобретением может быть использована для соединения трубопроводов или для ремонта трубопроводов посредством вырезания поврежденной части трубопроводов, эта система может быть использована для соединения концов. Перед тем как непосредственно начнется операция соединения, следует проделать тщательную работу по проверке зоны работ с целью выявления деталей, определяющих объем работы и способ ее проведения. Трубопровод должен быть по возможности высвобожден из земли и поднят в нужное положение, поверхность должна быть тщательно очищена, и, если требуется, трубопровод или концы должны быть обрезаны после наполнения трубопровода водой. Вся подготовительная работа должна быть проведена с ранее известным оборудованием, например с оборудованием, поставляемым ранее упомянутой компанией Pipeline Repare System. Концы устанавливают на соответствующем расстоянии относительно используемой муфты трубы, и предпочтительно в трубопроводе предусматривается незначительная кривизна для снятия ожидаемого сжатия после сварки, чтобы соединение, опущенное на дно моря, не испытывало больших сварочных напряжений. Перед спуском сварочного оборудования муфта трубы должна быть, как правило, маркирована и максимально возможно очищена, например, на надводном судне. Это включает маркирование,установку в заданном положении и, если необходимо, сварку муфты трубы на одном конце. Считается,однако, возможным установить все указанные выше устройства дистанционно с поверхности, но это относительно сложно и трудоемко. На стойках для маневрирования трубы и на устройстве обратного действия установлены транспондеры, которые используются для создания базовой линии для монтажа. Муфта трубы может быть легче всего установлена на трубопроводе путем отклонения одного конца первого трубопровода от базовой линии, установки муфты на один конец трубы, после чего первый конец трубы устанавливается обратно в базовую линию и муфта закрепляется в правильном положении. Когда муфта установлена в заданном положении путем использования ранее упомянутого оборудования и дополнительных инструментов с концами трубы в пределах уплотнителей в муфте трубы и после необязательной активации уплотнителей, может начаться подготовка к сварке. АДУ используется для установки сварочного фиксатора на трубопроводе и над муфтой трубы таким образом, чтобы фиксатор можно было гидравлически блокировать для охвата, таким образом, муфты. Предпочтительно использовать оборудование для тестирования функции уплотнителей, например, путем использования испытания под давлением объема, предназначенного для удаления морской воды. Газовая среда в зоне сварки устанавливается путем использования соответствующего газа для вытеснения морской воды в объеме, где будет производиться сварка. Газовая среда должна быть предпочтительно такой, чтобы можно было установить и поддерживать такое относительно низкое парциальное давление влажности и вредных газов, которое определено для каждой ситуации. После выполнения приемлемой сварки оборудование может быть установлено полностью неподвижно в противоположном направлении монтажа. Концы трубы остаются соединенными путем использования соединительной сварки муфты трубы, которая приваривается к каждому трубопроводу относительно широким угловым сварным швом. Открытые участки трубопровода оставляют с соответствую-3 009707 щей катодной защитой, которая предпочтительно может быть обеспечена расходуемыми анодами, встроенными в муфту трубы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Дистанционно управляемая система соединения для подводных трубопроводов для соединения двух концов трубопровода или концов труб, которые установлены обращенными друг к другу в линию на некотором расстоянии друг от друга с помощью средства, позволяющего перемещать хотя бы один конец трубопровода в боковых направлениях, отличающаяся тем, что содержит муфту трубы, имеющую внутренние уплотнители для каждой поверхности трубопровода, для вставки концов труб в положение обращенными друг к другу внутри уплотнителей,сварочный фиксатор с объединенным с ним сварочным инструментом для дистанционной сварки первого конца муфты трубы с первым трубопроводом и второго конца муфты трубы со вторым трубопроводом, причем сварочный фиксатор может быть дистанционно герметично закреплен вокруг концов труб и муфты и оборудован средством для установления и поддержания газовой среды в зоне сварки в объеме, ограниченном уплотнителями фиксатора и уплотнителями муфты. 2. Система по п.1, отличающаяся тем, что концы муфты трубы свариваются с каждым соответствующим трубопроводом широким угловым сварным швом. 3. Система по п.1, отличающаяся тем, что вся сварка выполняется угловыми сварными швами. 4. Система по п.1, отличающаяся тем, что фиксатор с объединенным с ним сварочным инструментом и средством для установления и поддержания газовой среды в зоне сварки имеет приблизительно нейтральную плавучесть в воде и его относительно легко можно перемещать и устанавливать, используя подводный аппарат дистанционного управления (АДУ). 5. Система по п.1, отличающаяся тем, что сварочный инструмент оборудован так, чтобы производить сварку с небольшим избыточным давлением относительно давления внешней окружающей среды. 6. Система по п.1, отличающаяся тем, что сварочное средство включает транспортные цепи или транспортные рельсы, встроенные в фиксатор, а само сварочное средство должно быть защищено присоединенным к нему кожухом во время транспортировки и установки. 7. Система по п.1, отличающаяся тем, что сварочный инструмент включает оборудование для сварки MIG, т.е. сварка вольфрамовыми электродами в атмосфере инертного газа. 8. Система по п.1, отличающаяся тем, что управление сварочной нитью объединено с управлением наконечником сварочной головки. 9. Система по п.1, отличающаяся тем, что она может быть приспособлена для соединения трубопроводов с разными размерами. 10. Система по п.1, отличающаяся тем, что сварочная муфта имеет пассивные внутренние уплотнители, устанавливаемые на концах трубопровода. 11. Система по п.1, отличающаяся тем, что муфта трубы снабжена маркировочными знаками и оборудованием для установки положения. 12. Система по п.1, отличающаяся тем, что муфта трубы оборудована устройствами катодной защиты. 13. Система по п.1, отличающаяся тем, что допуск до 5 мм может быть принят для каждого сварного шва.
МПК / Метки
МПК: B23K 37/053, B23K 9/00, F16L 1/26
Метки: подводных, соединения, трубопроводов, дистанционно, система, управляемая
Код ссылки
<a href="https://eas.patents.su/7-9707-distancionno-upravlyaemaya-sistema-soedineniya-dlya-podvodnyh-truboprovodov.html" rel="bookmark" title="База патентов Евразийского Союза">Дистанционно управляемая система соединения для подводных трубопроводов</a>
Система для проверки состояния трубопроводов
Номер патента: 1491
Опубликовано: 23.04.2001
Авторы: Холен Свейн Оге, Доланн Альф
МПК: G01M 3/22, G01N 23/04
Метки: состояния, система, трубопроводов, проверки
Формула / Реферат:
1. Способ проверки состояния подвижных или деформируемых слоев в трубопроводе (1), в частности, в местах соединений между частями труб, при котором индикаторы или метки (11, 12) устанавливают, по меньшей мере, в один подвижный или деформируемый слой (5), например, из полимерного материала, который расположен между, по меньшей мере, двумя слоями (8, 9) из относительно твердого материала, например, стали, при этом индикаторы или метки (11, 12)...
Система вытяжных труб или трубопроводов из готовых модулей
Номер патента: 8079
Опубликовано: 27.02.2007
Автор: Перейро Сантос Хуан Рамон
МПК: F23J 13/04, F16L 25/00, E04F 17/02...
Метки: модулей, труб, трубопроводов, вытяжных, готовых, система
Формула / Реферат:
1. Система вытяжных труб или трубопроводов, собираемых из готовых плотно соединяемых модулей, один из которых имеет охватывающий конец, а другой - охватываемый конец, отличающаяся тем, что по меньшей мере один из указанных охватываемого и охватывающего концов снабжен участком (3, 6), имеющим форму усеченного конуса с удлинением в виде цилиндрического участка, расположенного с возможностью коаксиального соединения с соответствующим концом другого...
Система вытяжных труб или трубопроводов из готовых металлических трубчатых модулей
Номер патента: 6572
Опубликовано: 24.02.2006
Автор: Перейро Сантос Хуан Рамон
МПК: E04F 17/02, F23J 13/04, F16L 25/00...
Метки: система, модулей, металлических, готовых, трубопроводов, труб, трубчатых, вытяжных
Формула / Реферат:
1. Система вытяжных труб или трубопроводов, собираемых из готовых металлических трубчатых модулей, первый из которых содержит охватывающий конец (1, 7, 8), а второй - охватываемый конец (2, 5, 9), отличающаяся тем, что по крайней мере один из упомянутых охватываемого и охватывающего концов (1, 2) выполнен в форме усеченного конуса и установлен с возможностью плотной посадки упомянутого охватываемого конца в упомянутом охватывающем конце с...
Система для обмена данными путем бесконтактной связи между терминалом и дистанционно запитываемыми портативными объектами.
Номер патента: 1127
Опубликовано: 30.10.2000
Автор: Веовски Фредерик
МПК: G06K 19/07
Метки: между, дистанционно, бесконтактной, запитываемыми, данными, обмена, связи, система, портативными, терминалом, объектами, путем
Формула / Реферат:
1. Система для обмена данных, содержащая, по меньшей мере, один терминал и множество портативных объектов для взаимодействия с терминалом путем бесконтактной связи, содержащая терминал (100), содержащий катушку (102) для излучения магнитного поля, средство для передачи данных, взаимодействующее с катушкой и содержащее средство (108) формирования переменного сигнала и средство (110) амплитудной модуляции, и средство (118, 116) для приема...
Способ и система для прокладки и технического обслуживания трубопроводов с минимальным повреждением грунта
Номер патента: 7197
Опубликовано: 25.08.2006
Авторы: Миллхейм Кейт, Кадастер Али Г.
Метки: повреждением, способ, технического, прокладки, грунта, обслуживания, трубопроводов, система, минимальным
Формула / Реферат:
1. Система для прокладки и технического обслуживания трубопровода, содержащая первую исходную платформу, установленную в первой точке бурения; первую принимающую платформу, установленную во второй точке бурения; первую установку направленного бурения, размещенную на первой исходной платформе; и первые бурильные средства, размещенные на первой исходной платформе, причем первая установка направленного бурения выполнена с возможностью проталкивания...
Предыдущий патент: Защитное средство
Следующий патент: Устройство для очистки внутренней поверхности труб
Случайный патент: Способ удаления жильного сердечника из наружной оболочки кабеля