Способ соединения толстостенных металлических деталей сваркой
Номер патента: 17455
Опубликовано: 28.12.2012
Авторы: Лидтке Маркус, Нойберт Ян, Кайтель Штеффен, Кезар Кристиан, Шеллер Вольфганг
Формула / Реферат
1. Способ соединения толстостенных металлических деталей сваркой, которые соединяют лазерной сваркой и/или дуговой сваркой по меньшей мере в два слоя, причем свариваемые сечения для примыкания всей поверхностью снабжают перед сваркой по меньшей мере в двух сварочных зонах разделкой кромок, отличающийся тем, что для изготовления сварного соединения количество сварочных зон сечения выбирают в зависимости от толщины стенок, но не более трех, а сварка состоит из комбинированного применения способов сварки, причем в отношении высоких требований к качеству сварного соединения и высокой производительности сварки первую сварочную зону (корень) сваривают лазерной или гибридной лазерно-дуговой сваркой, вторую сварочную зону сваривают гибридной лазерно-дуговой сваркой, а необходимую в отдельных случаях в зависимости от толщины листов третью сварочную зону сваривают гибридной лазерно-дуговой сваркой или только дуговой сваркой и сварочные зоны соответственно с одним слоем или несколькими слоями выполняют в одно- или многоголовочной технике, причем согласованную с соответствующим применяемым способом сварки разделку осуществляют так, что для первой сварочной зоны предусматривают стыковое соединение без скоса кромок с максимальным зазором 3 мм, для второй сварочной зоны - V- или тюльпанообразную разделку, а для третьей сварочной зоны - V- или тюльпанообразную разделку с углом в случае V-образной разделки, который меньше по сравнению с V-образной разделкой второй сварочной зоны, причем при применении гибридной лазерно-дуговой сварки доля мощности лазера в мгновенной мощности сварки составляет по меньшей мере 10%.
2. Способ по п.1, отличающийся тем, что толстостенные металлические детали являются трубами из стали с толщиной стенок более 8 мм.
3. Способ по п.1, отличающийся тем, что толстостенные металлические детали являются трубами из стали с толщиной стенок более 15 мм.
4. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют сварку металлов в защитном газе (MSG).
5. Способ по п.4, отличающийся тем, что MSG сварку выполняют посредством техники импульсной дуги.
6. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют сварку вольфрамовым электродом в инертном газе (WIG).
7. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют плазменную сварку.
8. Способ по любому из пп.1-5, отличающийся тем, что соответственно последнюю свариваемую зону сваривают MSG сваркой или гибридной лазерно-дуговой сваркой.
9. Способ по любому из пп.1-8, отличающийся тем, что скорость сварки следующего за корневым слоем слоя/слоев регулируют так, что достигают эффекта отпуска предыдущего сварного слоя/слоев.
10. Способ по любому из пп.1-9, отличающийся тем, что для зазора в зоне стыкового соединения соблюдают максимальное значение 1,5 мм.
11. Способ по любому из пп.1-10, отличающийся тем, что в качестве источника лазерного излучения используют твердотельный или волоконный лазер с мощностью излучения в мультикиловаттном диапазоне.
12. Способ по любому из пп.1-11, отличающийся тем, что на этапах процесса лазерной сварки используют скорости сварки более 0,5 м/мин.
13. Способ по любому из пп.1-12, отличающийся тем, что перед лазерной или гибридной лазерно-дуговой сваркой корневого слоя для защиты ванны используют формирующее корень, однако не контактирующее с ним устройство, выполненное с возможностью отражения проникающего при лазерной сварке через корень лазерного излучения от предусмотренной в устройстве выемки в направлении образующейся зоны корня шва.
14. Способ по п.13, отличающийся тем, что во время сварки выемку продувают технологическим газом.
15. Способ по п.14, отличающийся тем, что технологический газ обладает инертными, активными и/или восстановительными свойствами.
16. Способ по п.1, отличающийся тем, что при V-образной разделке кромок второго сварочного участка угол раскрытия составляет максимум 70°.
17. Способ по п.1, отличающийся тем, что при V-образной разделке кромок третьего сварочного участка угол скоса кромок составляет максимум 30° на каждую сторону.
18. Способ по п.17, отличающийся тем, что углы скоса кромок свариваемых концов труб разные.
19. Способ по любому из пп.1-18, отличающийся тем, что в случае гибридной лазерно-дуговой сварки доля введенного в сварное соединение мощности лазера во введенной общей мощности в первой сварочной зоне выше, чем во второй и/или третьей сварочной зоне.

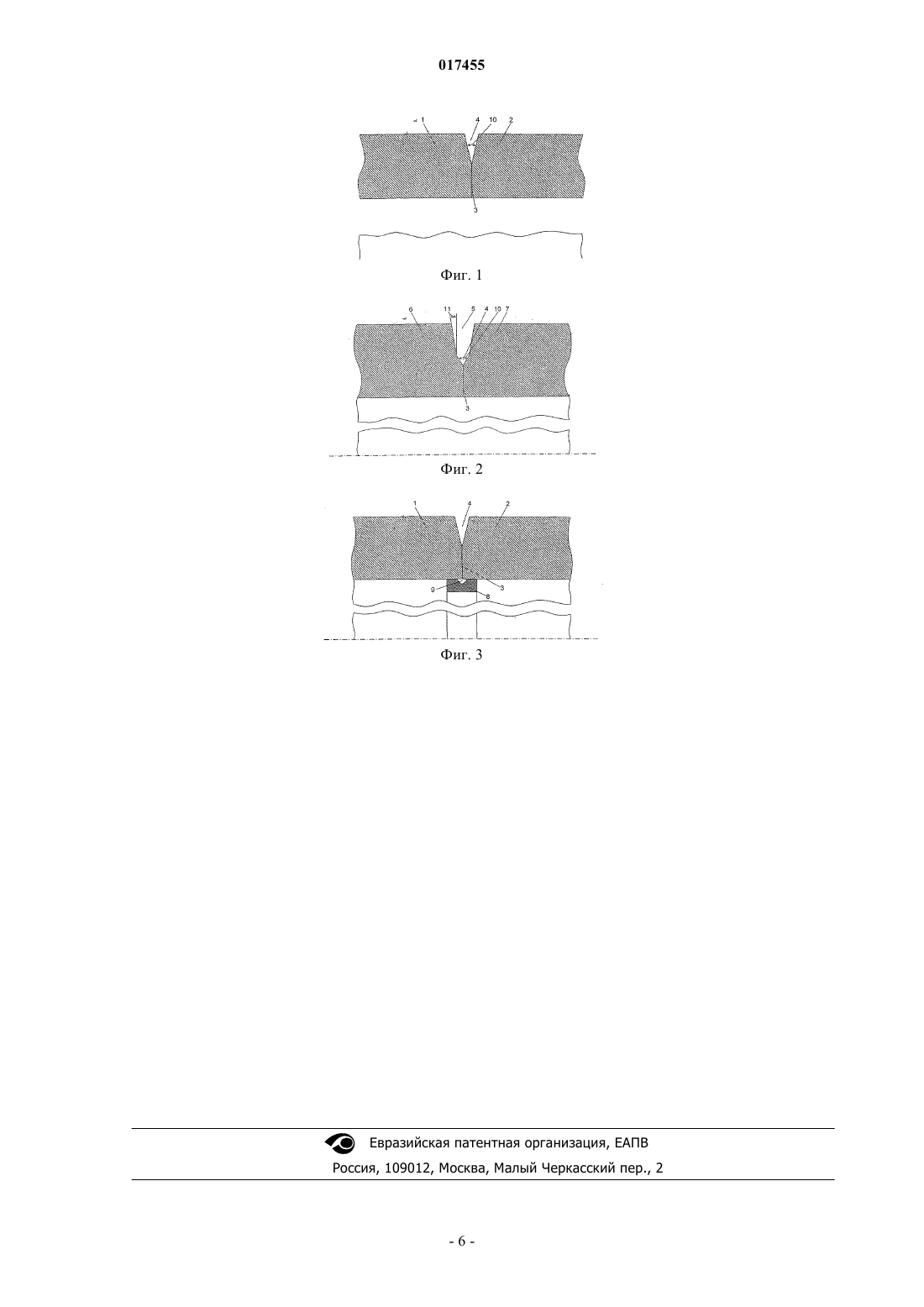
Текст
СПОСОБ СОЕДИНЕНИЯ ТОЛСТОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ СВАРКОЙ Изобретение относится к способу соединения толстостенных металлических деталей сваркой. При этом для изготовления сварного соединения сечения снабжаются в зависимости от толщины стенок самое большее тремя сварочными зонами, причем сварка состоит из комбинированного применения способов сварки, а именно первая сварочная зона (корень) сваривается лазерной или гибридной лазерно-дуговой сваркой, вторая сварочная зона сваривается гибридной лазернодуговой сваркой, а необходимая в отдельных случаях в зависимости от толщины листов третья сварочная зона сваривается гибридной лазерно-дуговой сваркой или только дуговой сваркой. К изобретению относится также согласованная с соответствующим применяемым способом сварки разделка кромок. 017455 Изобретение относится к способу соединения толстостенных металлических деталей, в частности труб из стали, сваркой в соответствии с ограничительной частью п.1. Помимо соединения труб предложенный способ применим также, например, для соединения толстостенных листов или полых профилей разных толщин и сечений или для соединения пересечений труб или полых профилей. Изобретение относится, в частности, к трубам с толщиной стенок более 8 или 15 мм, которые соединяются между собой, например, в трубопроводы различными способами сварки, например лазерной и дуговой сваркой. Лазерная сварка труб общеизвестна, и постоянно существовало стремление заметно уменьшить сечение шва по сравнению с традиционными способами сварки, такими как ручная дуговая сварка или сварка металлов в защитном газе (MSG), и сократить время сварки за счет более высоких скоростей сварки, чтобы, таким образом, повысить рентабельность. Однако недостаток заключается в том, что необходимые для лазерной сварки разделку и допуски до сих пор не удавалось привести в соответствие с краевыми условиями при изготовлении ниток труб для прокладки трубопроводов. Известно также, что посредством лазерной сварки в разных положениях хорошие результаты могут достигаться без сложного согласования параметров, поскольку сварные швы при такой сварке отличаются большим отношением глубины к ширине шва. Однако это не удавалось до сих пор использовать вследствие требований к допускам при изготовлении трубопроводов. Способ лазерной сварки для изготовления соединений толстостенных труб известен, например, из публикации DE 19950437 С 2. В ней описан способ, при котором соединяемые концы труб снабжены двумя сварочными зонами. В первой сварочной зоне концы взаимостыкуются встык, а вторая, примыкающая к ней сварочная зона, выполнена V-образной. Взаимостыкующиеся концы соединяются между собой лазерной сваркой, а во второй V-образной зоне вкладывается, по меньшей мере, одна дополнительная деталь, которая соединяется с противоположными сторонами взаимостыкующихся концов деталей сварными швами, а частично взаимостыкующиеся участки концов деталей соединяются дополнительным сварным швом. Недостаток этого способа заключается в том, что требуется дополнительная деталь, которую приходится согласовывать с формой разделки. Из-за этих затрат возрастают технологическое время и, тем самым, расходы на изготовление трубного соединения. Кроме того, из WO 2005/056230 A1 известна орбитальная сварка труб в трубопроводы, при которой лазерная сварка на выбор комбинируется с MSG сваркой в гибридную лазерно-дуговую сварку. В процессе такой гибридной сварки на место сварки воздействуют одновременно лазерный луч и дуга. Как эти способы сварки применяются в отношении соблюдения высоких требований к качеству и рентабельности сварных соединений ниток труб для их прокладки и какая разделка для этого требуется,не сказано. Общеизвестно использование при сварке толстостенных деталей одной или нескольких сварочных головок одновременно или же со смещением по времени. Чтобы заполнить все сечение шва, сварка производится в несколько слоев. Кроме того, в отдельных случаях необходимо в процессе сварки согласовывать параметры сварки с соответствующими положениями сварки. Из-за величины сварочных ванн при MSG сварке ее параметры приходится согласовывать в зависимости от положений сварки. В отдельных случаях следует предусмотреть маятниковые движения сварочной горелки. Поскольку корень и первый слой шва должны отвечать особенно высоким требованиям к качеству, эти участки шва часто изготавливаются также посредством ручной дуговой сварки или сварки вольфрамовым электродом в инертном газе (WIG). Недостатком этих способов сварки является очень низкая скорость сварки. Из-за описанных, предъявляемых в отношении допусков требований к выполненному лазерной сваркой сварному соединению толстостенных труб и из-за не решенной до сих пор проблемы изготовления с помощью технически контролируемых и рентабельно реализуемых мощностей лазера качественно безупречного и рентабельного сварного соединения при минимальном числе сварочных зон и сварных слоев сварка толстостенных деталей, например труб, лазерными или гибридными лазерными способами пока не имеет никакого значения. В качестве экономического недостатка при применении лазерной сварки также оказалось, что около 15-20% введенной мощности лазера теряется для собственно процесса сварки из-за проникающего через стык лазерного излучения. Другим важным фактором внедрения инновационных процессов, таких как лазерная сварка в области прокладки труб, является качество и стабильность образования корня сварного шва, причем известные способы лазерной сварки до сих пор не могли удовлетворить этим требованиям. Образование корня оказывает существенное влияние на механико-технологические свойства, в частности на усталостную прочность и вибропрочность сварного соединения. Целью здесь является реализация как можно более свободного от подрезов корня с небольшим усилением шва и равномерным выполнением.-1 017455 Задачей изобретения является усовершенствование лазерной или гибридной лазерно-дуговой сварки для соединения толстостенных деталей, в частности труб с толщиной стенок более 8 мм, в частности более 15 мм, так, чтобы с учетом требований к качеству сварного соединения достигалась высокая рентабельность процесса сварки с минимальным числом сварочных зон и сварных слоев. Эта задача решается, исходя из ограничительной части в сочетании с отличительными признаками п.1 формулы изобретения. Предпочтительные варианты осуществления изобретения являются составными частями зависимых пунктов формулы. Согласно изобретению сварное соединение изготавливается за счет комбинации двух или более различных способов сварки в зависимости от толщины стенок самое большее с тремя сварочными зонами, причем в отношении высоких требований к качеству сварного соединения и высокой мощности лазера первая сварочная зона (корень) изготавливается лазерной или лазерно-дуговой сваркой, вторая сварочная зона изготавливается гибридной лазерно-дуговой сваркой, а необходимая в отдельных случаях в зависимости от толщины листов третья сварочная зона изготавливается гибридной лазерно-дуговой сваркой или только дуговой сваркой, причем в случае трех сварочных зон вторая сварочная зона сваривается в качестве альтернативы также только дуговой сваркой. Сварочные зоны заполняются при этом соответственно одним или несколькими сварными слоями, причем применяется одно- или многоголовочная техника. При использовании многоголовочной техники сварочные головки используются одновременно или со смещением по времени. Согласованная с применяемым способом сварки разделка осуществляется так, что для первой сварочной зоны предусматривается соединение встык без скоса кромок с максимальным зазором 3 мм, для второй сварочной зоны - V- или тюльпанообразная разделка, а для третьей сварочной зоны - V- или тюльпанообразная разделка с углом в случае V-образной разделки, который меньше по сравнению с Vобразной разделкой второй сварочной зоны. При применении гибридной лазерно-дуговой сварки доля мощности лазера в мощности сварки в данный момент составляет по меньшей мере 10%. После многочисленных исследований предложенным способом впервые удалось использовать преимущества лазерной сварки для изготовления трубных соединений и с технически контролируемыми и рентабельно реализуемыми мощностями лазера изготовить трубное соединение при минимальном числе сварочных зон и сварных слоев. Разделка оптимизирована в отношении требования лазерной и гибридной лазерно-дуговой сварки так, что при использовании экономических преимуществ этих способов достигаются оптимальные результаты сварки. В качестве важного шага реализации инновационных процессов сварки, таких как лазерная или гибридная лазерно-дуговая сварка, например в области прокладки труб, благодаря оптимизации геометрии зазора под сварку в отношении требований лазерной и гибридной лазерно-дуговой сварки также удалось оптимизировать качество и стабильность образования корня так, что одновременное использование высокого потенциала мощности процесса лазерной сварки отвечает самым высоким требованиям. В отдельных случаях может быть также предпочтительным осциллирующее перемещение лазерного луча при сварке, что способствует равномерному формированию корня. Точно так же для соответственно оптимизированного в отношении предъявляемых требований процесса сварки возможно изменение мощности лазера в процессе сварки. Кроме того, предложенный способ предоставляет для оптимизации процесса предпочтительную возможность изменения фокуса и положения лазерного луча по отношению к свариваемым стыковым поверхностям сварочных зон. При этом варианты разделки характеризуются свойствами, которые учитывают как типичные свойства чисто лазерной сварки, так и связь между лазерным лучом и дугой в дальнейшем построении слоев. Таким образом, минимизируются зоны необходимой механической или термической обработки, и соответственно уменьшаются затраты на такой этап обработки. Результирующую на основе этого геометрию разделки кромок под сварку можно обозначить как отвечающий лазерному лучу наименьший зазор. Геометрия разделки кромок под сварку отличается, в частности, тем, что в случае соединяемых толстостенных деталей теперь значительный участок сечения свариваемого шва может быть соединен только за счет непосредственного воздействия лазерного луча в зоне сварки. Благодаря этому могут быть оптимально использованы специфические преимущества процесса лазерной сварки, такие как высокая скорость сварки, эффект глубокого проплавления и небольшое тепловое воздействие. Например, достигаются зависимые от толщины листов скорости сварки заметно более 0,5 м/мин. Эти преимущества реализуются за счет предложенной комбинации различных способов сварки с отвечающей требованиям качества и согласованной с данным способом сварки разделкой. Для первой сварочной зоны слоя корня в зависимости от зазора, прежде всего, применяется лазерная сварка или гибридная лазерно-дуговая сварка, причем при гибридной лазерно-дуговой сварке помимо лазерной сварки применяется преимущественно MSG сварка. Благоприятным для разделки оказалось соединение встык с максимальными зазорами 3 мм, предпочтительно менее 1,5 мм. Металлургически благоприятный в отношении механических требований к сварному соединению-2 017455 эффект достигается тогда, когда скорость сварки следующего за корневым слоем сварного слоя/слоев регулируется так, что достигается эффект отпуска предыдущего сварного слоя/слоев. При толщине стенок от 8 до 15 мм сварное соединение изготавливается преимущественно только с двумя сварочными зонами и соответственно одним сварным швом. Чтобы достичь полного примыкания сечения с высокой скоростью сварки, разделка для второй сварочной зоны предусмотрена V-образной с углом максимум 70 или тюльпанообразной, причем выполняется предпочтительно гибридная лазернодуговая сварка. В отдельных случаях может быть также предпочтительным применение вместо части процесса MSG сварки в качестве альтернативы WIG сварки или плазменной сварки. При толщине стенок более 15 мм сварное соединение изготавливается предпочтительно с тремя сварочными зонами, причем для первой и второй сварочных зон предусматривается такая же разделка,что и при меньших толщинах стенок, и применяется гибридная лазерно-дуговая сварка. Третья сварочная зона также имеет тюльпано- или V-образную разделку. Угол раскрытия шва стыкового соединения со скосом кромок (V-образный шов) этой сварочной зоны меньше, чем угол раскрытия V-образного шва второй сварочной зоны. Угол раскрытия составляет для этого предпочтительно максимум 60 или на каждой кромке шва максимум 30 (угол скоса кромок). Однако возможно также,чтобы кромки шва имели разные углы скоса, которые дают тогда асимметричное раскрытие V-образного шва. Эта сварочная зона сваривается предпочтительно гибридной лазерно-дуговой сваркой или толькоMSG сваркой с одним или несколькими слоями. Также предпочтительным может быть маятниковое движение сварочной головки или головок при сварке, чтобы обеспечить надежное и бездефектное проплавление кромок шва. В качестве особенно благоприятного фактора в отношении проведения процесса, например управления лучом, зарекомендовало себя применение волоконной доставки лазерного излучения. Особенно предпочтительной оказалась адаптация мощности лазера при сварке заполняющих и облицовочных слоев. Известным эффектом, в частности при гибридной лазерно-дуговой сварке, является стабилизирующее действие, которое лазерный луч может оказывать на дугу. За счет комбинации лазерного луча с дугой возможно применение некоторых комбинаций параметров, с помощью которых нельзя достичь стабильного процесса только традиционной MSG сварки. Этот эффект можно использовать для всех сварочных зон в целях направленной на рентабельность и качество сварки оптимизации параметров. Заполняющие и облицовочные слои могут выполняться в соответствии с этим гибридной лазернодуговой сваркой, причем для стабилизации дуги используется мощность лазера, составляющая по меньшей мере 10% всей мощности процесса. Другой положительный эффект в отношении предотвращения дефектов сварного шва может быть достигнут посредством манипулирования лазерным лучом. Существенное преимущество лазерного луча в комбинации с дугой MSG сварки заключается в целенаправленно подводимой к сварочной ванне или вводимой в процесс сварки энергии лазерного луча. За счет этого возникает возможность предотвращения дефектов сварного шва, например непроваров, из-за неблагоприятных распределений температуры. Это может быть важным, в частности, при выполнении заполняющих слоев в связи с соответственно неблагоприятными углами скоса кромок шва. За счет временного и локального изменения мощности лазера во время гибридной лазерно-дуговой сварки можно повысить надежность процесса и производительности. В частности, при изготовлении заполняющих слоев можно за счет манипулирования лазерным лучом достичь временного и локального изменения вводимой в процесс мощности лазерного луча, благодаря чему можно уменьшить возникновение дефектов сварного шва, например непроваров, в зоне кромок шва. Другого положительного эффекта при гибридной лазерно-дуговой сварке в отношении уменьшения дефектов можно достичь, если доля введенной в сварное соединение мощности лазера в общей введенной мощности в первой сварочной зоне выше, чем во второй и/или третьей сварочной зоне. Как правило, трубы перед сваркой позиционируются и зажимаются с помощью внутреннего центрирующего устройства для достижения определенного положения сварки и, тем самым, воспроизводимого, качественно безупречного сварного соединения. В случае используемой при известной MSG сварке традиционной защите сварочной ванны со стороны корня посредством выполненного в виде медного башмака устройства корень формируется через выемку в башмаке за счет непосредственного контакта со сварочной ванной. Однако медный башмак непригоден для формирования образованного лазерной сваркой корня, поскольку из-за проникающего через зазор лазерного излучения около 15-20% введенной мощности лазера произошло бы металлургически неблагоприятное оплавление меди в результате контакта корня с медным башмаком. Согласно изобретению медный башмак видоизменен поэтому таким образом, что формирование корня происходит бесконтактным путем и, тем самым, предотвращается поглощение меди расплавом. При этом выемка выполнена в медном башмаке так, что проникающее лазерное излучение отражается от-3 017455 выемки обратно к образующемуся корню, причем корень и примыкающие зоны материала расплавляются, в результате чего достигается равномерный, свободный от подрезов контур шва. Кроме того, может быть предпочтительной продувка выемки медного башмака во время сварки технологическим газом. Технологические газы могут обладать инертными, активными и/или восстановительными свойствами, что оказывает благоприятное влияние на теплопередачу и способствует равномерному формированию корня. При этом медный башмак может не иметь активного охлаждения или иметь преимущественно водяное охлаждение. Отраженное от медного башмака лазерное излучение приводит, тем самым, не только к качественному улучшению корня шва, но и к дополнительному повышению производительности процесса сварки. Особенно благоприятным оказалось, если выемка имеет сильно отражающую лазерное излучение поверхность, например, за счет ее полировки или нанесения соответствующего покрытия. Другие признаки, преимущества и подробности изобретения приведены в нижеследующем описании со ссылкой на прилагаемые чертежи, на которых изображают: фиг. 1 - принципиальное строение сварочных зон для труб с толщиной стенок от 8 до 15 мм; фиг. 2 - то же, что и на фиг. 1, однако с толщиной стенок более 15 мм; фиг. 3 - предложенное устройство для защиты ванны, выполненное в виде медного башмака. На фиг. 1 изображены принципиальное строение сварочных зон и разделка в виде стыкового шва со скосом двух кромок с увеличенным притуплением (Y-образный шов) для предложенного способа сварки толстостенных труб в диапазоне толщины стенок 8-15 мм с двумя сварочными зонами. Отрезки труб 1, 2 снабжены в первой сварочной зоне (корневой шов) соединением встык без скоса кромок в качестве разделки 3, причем в этом случае зазор равен приблизительно нулю. Для выполнения корневого шва в зависимости от зазора применяется, прежде всего, лазерная или гибридная лазерно-дуговая сварка, причем в случае гибридной лазерно-дуговой сварки помимо лазерной сварки в качестве части процесса применяется преимущественно MSG сварка. При толщине стенок от 8 до 15 мм сварное соединение выполняется преимущественно только с двумя сварочными зонами соответственно с одним сварным слоем, причем второй слой служит заполняющим слоем. Для достижения полного присоединения сечения трубы с высокой скоростью сварки, для второй сварочной зоны в качестве разделки 4 предусмотрен шов стыкового соединения со скосом кромок(V-образный шов) с углом раскрытия 10 в этом случае около 30, причем выполняется предпочтительно гибридная лазерно-дуговая сварка. В случае толщины стенок более 15 мм сварное соединение труб 6, 7 изготавливается предпочтительно с тремя сварочными зонами (фиг. 2). Разделкой 3 для первой сварочной зоны также является стыковое соединение без скоса кромок с зазором, равным приблизительно нулю. Для второй сварочной зоны в качестве разделки 4 предусмотрен V-образный шов с углом 10 раскрытия около 45, причем в качестве способа сварки применяется также предпочтительно гибридная лазерно-дуговая сварка или только дуговая сварка. Разделка 5 для третьей сварочной зоны выполнена также V-образной с углом скоса кромок максимум 20. Сварка осуществляется предпочтительно также посредством гибридной лазерно-дуговой сварки или только MSG сварки в один или несколько слоев. Хотя на фиг. 1 и 2 для второй и третьей сварочных зон предусмотрены V-образные разделки 4, 5, в качестве альтернативы этому может использоваться также тюльпанообразная разделка или комбинация из V- и тюльпанообразной разделок. Предложенное устройство для защиты ванны изображено на фиг. 3. Одинаковые детали обозначены одинаковыми ссылочными позициями. Разделка и сварка труб 1, 2 осуществляются, как это описано со ссылкой на фиг. 1, так что здесь подробности опущены. Для поддержания и формирования сварочной ванны (не показана) при сварке корня в зоне свариваемого стыка на внутренней стороне труб 1, 2 предусмотрено устройство 8 для защиты ванны, снабженное выемкой 9 для бесконтактного размещения направленного внутрь труб корня сварного шва. Выемка 9 выполнена так, что проникающее при лазерной сварке через корень лазерное излучение отражается от выемки 9 в направлении образующегося корня шва и, тем самым, воздействует непосредственно на внешнюю форму и металлургическое образование корня. Перечень ссылочных позиций 1, 2 - трубы с толщиной стенок 8-15 мм; 3 - разделка кромок в первой сварочной зоне; 4 - разделка кромок во второй сварочной зоне; 5 - разделка кромок в третьей сварочной зоне; 6, 7 - трубы с толщиной стенок более 15 мм; 8 - устройство для защиты ванны; 9 - выемка; 10 - угол раскрытия во второй сварочной зоне; 11 - угол раскрытия в третьей сварочной зоне.-4 017455 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ соединения толстостенных металлических деталей сваркой, которые соединяют лазерной сваркой и/или дуговой сваркой по меньшей мере в два слоя, причем свариваемые сечения для примыкания всей поверхностью снабжают перед сваркой по меньшей мере в двух сварочных зонах разделкой кромок, отличающийся тем, что для изготовления сварного соединения количество сварочных зон сечения выбирают в зависимости от толщины стенок, но не более трех, а сварка состоит из комбинированного применения способов сварки, причем в отношении высоких требований к качеству сварного соединения и высокой производительности сварки первую сварочную зону (корень) сваривают лазерной или гибридной лазерно-дуговой сваркой, вторую сварочную зону сваривают гибридной лазерно-дуговой сваркой, а необходимую в отдельных случаях в зависимости от толщины листов третью сварочную зону сваривают гибридной лазерно-дуговой сваркой или только дуговой сваркой и сварочные зоны соответственно с одним слоем или несколькими слоями выполняют в одно- или многоголовочной технике, причем согласованную с соответствующим применяемым способом сварки разделку осуществляют так, что для первой сварочной зоны предусматривают стыковое соединение без скоса кромок с максимальным зазором 3 мм, для второй сварочной зоны - V- или тюльпанообразную разделку, а для третьей сварочной зоны - V- или тюльпанообразную разделку с углом в случае V-образной разделки, который меньше по сравнению с V-образной разделкой второй сварочной зоны, причем при применении гибридной лазернодуговой сварки доля мощности лазера в мгновенной мощности сварки составляет по меньшей мере 10%. 2. Способ по п.1, отличающийся тем, что толстостенные металлические детали являются трубами из стали с толщиной стенок более 8 мм. 3. Способ по п.1, отличающийся тем, что толстостенные металлические детали являются трубами из стали с толщиной стенок более 15 мм. 4. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют сварку металлов в защитном газе (MSG). 5. Способ по п.4, отличающийся тем, что MSG сварку выполняют посредством техники импульсной дуги. 6. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют сварку вольфрамовым электродом в инертном газе (WIG). 7. Способ по п.1, отличающийся тем, что в качестве дуговой сварки применяют плазменную сварку. 8. Способ по любому из пп.1-5, отличающийся тем, что соответственно последнюю свариваемую зону сваривают MSG сваркой или гибридной лазерно-дуговой сваркой. 9. Способ по любому из пп.1-8, отличающийся тем, что скорость сварки следующего за корневым слоем слоя/слоев регулируют так, что достигают эффекта отпуска предыдущего сварного слоя/слоев. 10. Способ по любому из пп.1-9, отличающийся тем, что для зазора в зоне стыкового соединения соблюдают максимальное значение 1,5 мм. 11. Способ по любому из пп.1-10, отличающийся тем, что в качестве источника лазерного излучения используют твердотельный или волоконный лазер с мощностью излучения в мультикиловаттном диапазоне. 12. Способ по любому из пп.1-11, отличающийся тем, что на этапах процесса лазерной сварки используют скорости сварки более 0,5 м/мин. 13. Способ по любому из пп.1-12, отличающийся тем, что перед лазерной или гибридной лазернодуговой сваркой корневого слоя для защиты ванны используют формирующее корень, однако не контактирующее с ним устройство, выполненное с возможностью отражения проникающего при лазерной сварке через корень лазерного излучения от предусмотренной в устройстве выемки в направлении образующейся зоны корня шва. 14. Способ по п.13, отличающийся тем, что во время сварки выемку продувают технологическим газом. 15. Способ по п.14, отличающийся тем, что технологический газ обладает инертными, активными и/или восстановительными свойствами. 16. Способ по п.1, отличающийся тем, что при V-образной разделке кромок второго сварочного участка угол раскрытия составляет максимум 70. 17. Способ по п.1, отличающийся тем, что при V-образной разделке кромок третьего сварочного участка угол скоса кромок составляет максимум 30 на каждую сторону. 18. Способ по п.17, отличающийся тем, что углы скоса кромок свариваемых концов труб разные. 19. Способ по любому из пп.1-18, отличающийся тем, что в случае гибридной лазерно-дуговой сварки доля введенного в сварное соединение мощности лазера во введенной общей мощности в первой сварочной зоне выше, чем во второй и/или третьей сварочной зоне.
МПК / Метки
МПК: B23K 26/26, B23K 26/30, B23K 26/14
Метки: соединения, способ, сваркой, толстостенных, деталей, металлических
Код ссылки
<a href="https://eas.patents.su/7-17455-sposob-soedineniya-tolstostennyh-metallicheskih-detalejj-svarkojj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ соединения толстостенных металлических деталей сваркой</a>
Способ соединения трубчатых деталей кузнечной сваркой
Номер патента: 9297
Опубликовано: 28.12.2007
Авторы: Димитриадис Клистенис, Коул Энтони Томас, Олфорд Роберт Эндрю
МПК: B23K 20/02, B23K 11/02, B23K 20/14...
Метки: кузнечной, соединения, способ, деталей, сваркой, трубчатых
Формула / Реферат:
1. Способ соединения трубчатых деталей кузнечной сваркой, содержащий размещение концов соединяемых трубчатых деталей на выбранном расстоянии друг от друга в пространстве, которое, по существу, заполнено продувочной смесью текучих сред; нагрев конца каждой трубчатой детали в указанном пространстве посредством высокочастотного электрического нагрева, причем используют по меньшей мере три электрода, которые прижимают с разнесенными по окружности...
Способ подготовки металлических деталей для холодной обработки давлением
Номер патента: 12533
Опубликовано: 30.10.2009
Авторы: Ниттель Клаус-Дитер, Шнайдер Ральф, Ланг Андреас
МПК: C23C 22/18, C23C 22/17, C23C 22/22...
Метки: подготовки, холодной, обработки, способ, давлением, металлических, деталей
Формула / Реферат:
1. Способ подготовки металлических изделий для холодной обработки давлением путем контактирования их металлических поверхностей с водным кислым фосфатирующим раствором для образования по крайней мере одного фосфатного покрытия и последующего нанесения на покрытые фосфатом поверхности по крайней мере одного смазочного вещества для образования по крайней мере одного слоя смазочного вещества, отличающийся тем, что фосфатирование осуществляют...
Способ управления дуговой сваркой путём определения мгновенных тока и напряжения
Номер патента: 7522
Опубликовано: 27.10.2006
Авторы: Ришар Жилль, Ришар Клод
МПК: B23K 9/028, B23K 9/095
Метки: мгновенных, определения, управления, дуговой, способ, путём, сваркой, напряжения, тока
Формула / Реферат:
1. Способ управления проникающей способностью сварочной дуги при выполнении проникающего шва между двумя соединяемыми вместе деталями, включающий в себя следующие стадии: (a) измерение изменений мгновенного напряжения и тока горелки в течение по меньшей мере одного из сварочных импульсов; (b) определение по измеренным изменениям мгновенного напряжения и тока характеристики проникающей способности сварочной дуги в ходе сварочного импульса; и (c)...
Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения, и трубы, используемые для реализации этого способа
Номер патента: 3339
Опубликовано: 24.04.2003
МПК: F16L 59/18
Метки: труб, зоны, этого, трубы, трубопровода, металлических, соединения, площадке, барже, укладываемого, монтажной, реализации, двух, способа, море, способ, изоляции, используемые
Формула / Реферат:
1. Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения посредством нанесения наружного теплоизолирующего покрытия, непроницаемого для воды, устойчивого к внешнему давлению и полученного путем отверждения материала, нанесенного на эти трубы, в соответствии с которым используют металлические трубы (T1, T2), подлежащие механическому соединению в...
Способ и устройство для изготовления формованных деталей, а также применение формованных деталей в качестве теплоизолирующих и/или звукопоглощающих элементов
Номер патента: 17247
Опубликовано: 30.11.2012
Автор: Дашкайт Аксель
МПК: B60R 13/08
Метки: применение, способ, изготовления, также, элементов, теплоизолирующих, качестве, деталей, формованных, устройство, звукопоглощающих
Формула / Реферат:
1. Способ изготовления формованных деталей из минеральных волокон, при котором минеральные волокна, агломерированные в виде хлопьев и/или гранул, помещают в пресс-форму со связующими веществами или без них с заданной объемной плотностью 20-1000 кг/м3 и/или заданным отношением массы к единице площади 200-7500 г/м2 с последующим прессованием в формованную деталь.2. Способ изготовления формованных деталей из минеральных волокон, при котором...
Предыдущий патент: Электрическая схема для обеспечения работы зарядных устройств в параллельном режиме
Следующий патент: Новые конструкты для экспрессии вируса гриппа
Случайный патент: Модифицированные полипропилениминовые дендримеры, содержащая их фармацевтическая композиция и их применение для лечения злокачественных опухолей