Штапельные волокна из политриметилентерефталата и способ их получения
Номер патента: 3017
Опубликовано: 26.12.2002
Авторы: Вандель Дитмар, Кордес Инго, Келльнер Кристиан, Мирвальд Ульрих
Формула / Реферат
1. Штапельные волокна из ПТТ, отличающиеся тем, что они обладают характеристической вязкостью в области от 0,70 до 1,3 дл/г, величиной LASE (10%) от 5 до 12 сН/текс, секущим модулем (Rd-45%) от <1,0 сН/текс на 1%, постоянством извитости >75% и окрашиваются дисперсионными красителями без добавления носителей/средств, способствующих окрашиванию.
2. Штапельные волокна, по п.1, отличающиеся тем, что они обладают характеристической вязкостью в области от 0,75 до 1,15 дл/г и титром в области от 0,8 до 20 ден.
3. Способ получения штапельных волокон из ПТТ с характеристической вязкостью, как минимум, 0,70 дл/г при двухстадийном процессе прядения и вытяжки, отличающийся тем, что
а) расплав ПТТ при температуре ТS(шС)=ТM+k, где ТM означает температуру плавления ПТТ и 7_k_63, подают через продуктотрубопровод, нагретый внешним обогревателем с теплоносителем до температуры ТL в интервале от 234 до 290шС, с находящимися в направлении потока, как минимум, одним прядильным насосом, одним пакетом прядильных сопел и одной платой сопел с плотностью отверстий от 0,3 до 20 отверстий/см2, к прядильной балке, нагретой до температуры ТB от 234 до 290шС, и прядут нити из расплава, как минимум, через одну плату сопел, причем среднее время нахождения расплава ПТТ в продуктотрубопроводе меньше 30 мин, в пакете прядильных сопел максимум 4 мин, и вытяжка при прядении составляет от 1:30 до 1:160, а подаваемое количество расплава F составляет в г/мин на одно сопельное отверстие в пересчете на титр волокна в (dтекс от 0,14 до 0,66;
б) нити из расплава охлаждают бестурбулентным потоком охлаждающего воздуха от 5 до 25шС, направленным перпендикулярно к направлению движения нитей со средней скоростью выхода воздуха от 0,5 до 2,0 м/с при длине зоны обдува от 50 до 2000 мм, и охлажденные нити покрывают водно-масляной смесью таким образом, что от 12 до 30 вес.% воды остаются на нитях, и нити собирают в пучки нитей, которые в свою очередь объединяют в прядильные жгуты, которые стягивают со скоростью стягивания от 600 до 2000 м/мин и укладывают в контейнеры;
в) прядильные жгуты стягивают из контейнеров через приемное устройство и рядок и подают на растяжку волокон, где их вытягивают, как минимум, в одну стадию вытяжки при от 20 до 100шС, выборочно при максимально 210шС термофиксируют и релаксируют, причем скорость продукции составляет от 25 до 400 м/мин, в заключение охлаждают ниже температуры стеклования и после укладки, как минимум, в один жгут, в каждой машине для придания извитости с кустовой камерой придают извитость одному жгуту, жгуты выборочно дополнительно обрабатывают масляно-водяной смесью и после этого сушат при от 30 до 200шС в течение от 0,5 до 10 мин и в заключение на непосредственно примыкающей или отдельной рабочей стадии разрезают на штапельные волокна.
4. Способ по п.3, отличающийся тем, что ТL=ТS+15шС лежит в интервале от 234 до 290шС и что скорость сдвига расплава ПТТ у стенок продуктотрубопровода составляет от 2 до 128 с-1.
5. Способ по пп.3 и 4, отличающийся тем, что продуктотрубопровод на стадии а) избирательно содержит, как минимум, по одному(ой) статичному смесительному элементу, бустерному насосу, полимерному фильтру, запорной и распределительной арматуре, и что скорость сдвига расплава ПТТ у стенок свободного продуктотрубопровода составляет от 3,5 до 16 с-1 и внутри статичного смесительного элемента составляет от 12 до 128 с-1.
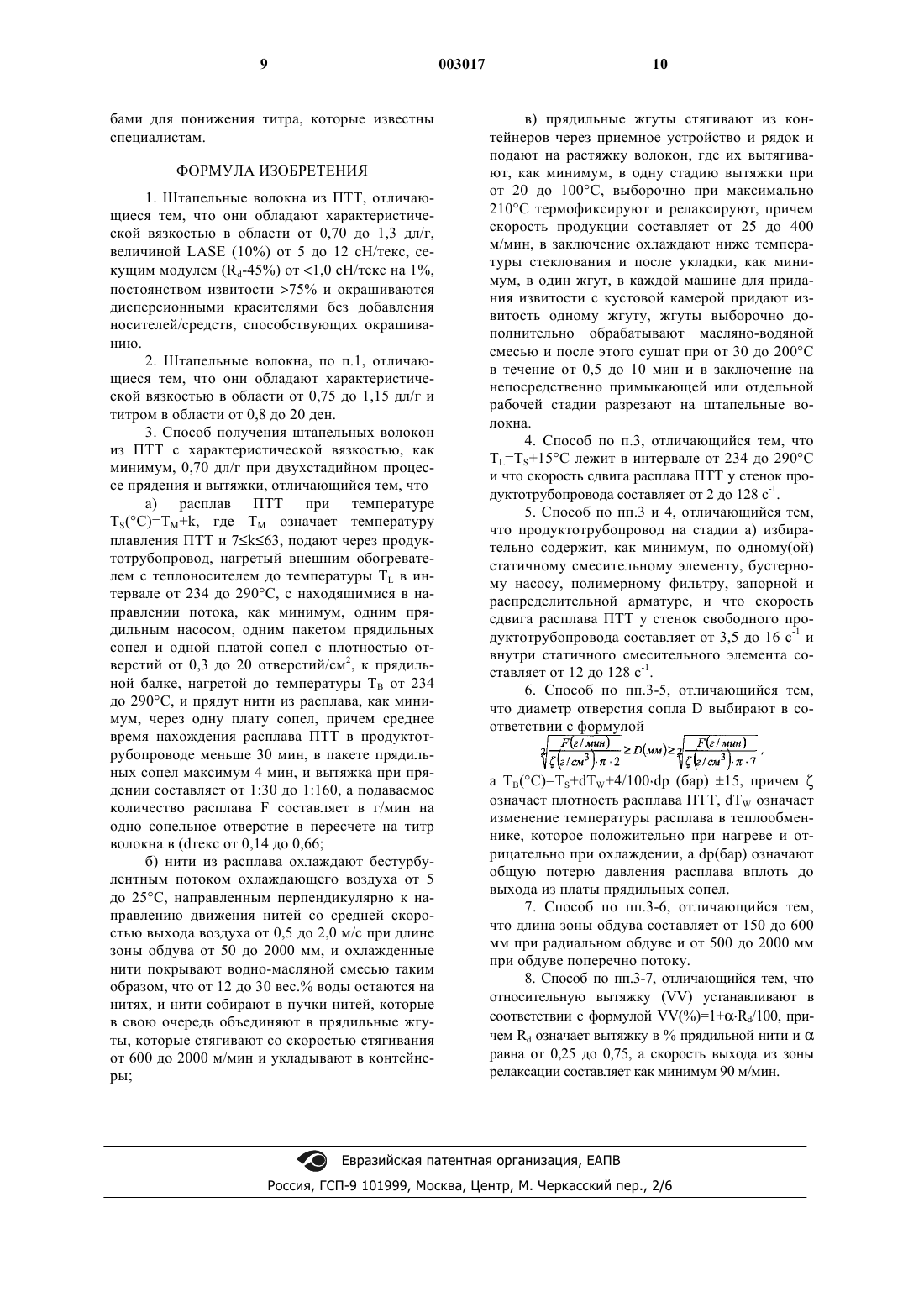
6. Способ по пп.3-5, отличающийся тем, что диаметр отверстия сопла D выбирают в соответствии с формулой

a TB(шC)=TS+dTW+4/100ъdp (бар) +15, причем z означает плотность расплава ПТТ, dTW означает изменение температуры расплава в теплообменнике, которое положительно при нагреве и отрицательно при охлаждении, a dp(бар) означают общую потерю давления расплава вплоть до выхода из платы прядильных сопел.
7. Способ по пп.3-6, отличающийся тем, что длина зоны обдува составляет от 150 до 600 мм при радиальном обдуве и от 500 до 2000 мм при обдуве поперечно потоку.
8. Способ по пп.3-7, отличающийся тем, что относительную вытяжку (VV) устанавливают в соответствии с формулой VV(%)=1+aъRd/100, причем Rd означает вытяжку в % прядильной нити и a равна от 0,25 до 0,75, а скорость выхода из зоны релаксации составляет как минимум 90 м/мин.
Текст
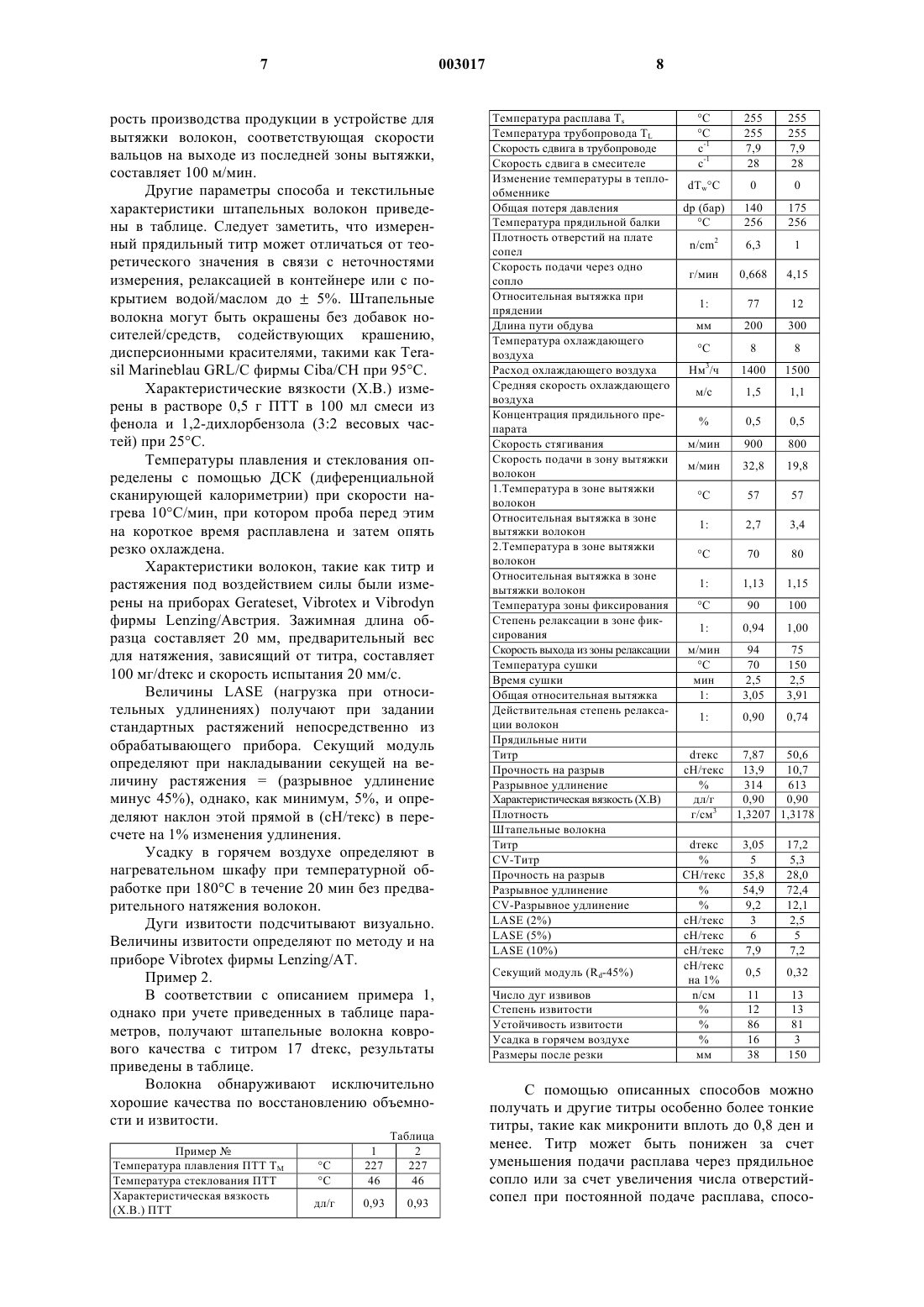
1 Данное изобретение касается штапельных волокон из ПТТ (ПТТ означает политриметилентерефталат) и способа их получения при двухстадийном процессе прядения и вытяжки. Штапельные волокна из полиэтилентерефталата и установки для прядения из расплава для получения этих волокон известны (Fourne,Synthetische Fasern, Hanser Verlag [1995] стр. 460-462). Однако в связи с отличиями в поведении при кристаллизации эти способы нельзя безо всякого перенести на ПТТ. Описаны также способы получения бесконечных нитей из ПТТ. Так в Journal of PolymerScience, Part A-1, Vol.4, 1851-1857 (1966) среди других упомянуты и РТТ-волокна. Приведенные высокие относительные вытяжки указывают на нерентабельную низкую скорость прядения. Приведенные свойства волокон не соответствуют сегодняшним требованиям рынка. В ЕР 0547553 А 1 описано получение мононитей при скорости прядения 20 м/мин и скорости производства продукции 100 м/мин. В ЕР 0754790 А 2 описано получение текстильных нитей, в том числе и из РТТ, при посредстве нагретых до высокой температуры обогревательных поверхностей в качестве средства для содействия вытяжке. Конкретные примеры осуществления отсутствуют. В WO 99/11845 А 1 описаны волокна из ПТТ, причем двойное преломление получают,как минимум, 0,030. Приведенные характеристики указывают на низкие разрывные удлинения 90%, которые при дальнейшей переработке штапельных волокон не дают достаточно высокой относительной вытяжки и поэтому не подходят. В WO 99-27168 A1 предложен высокоскоростной способ прядения с вытяжкой для получения ПТТ-нитей, которые наматывают в мотки пряжи. Однако из этого нельзя сделать вывод о высокой производительности и укладке в жгуты для получения штапельных волокон. СА 86:122866 к JP 52-08124 А относится к обработке мультинитей из ПТТ нагревательными устройствами, причем применяемая вытяжка на 33% не характерна для получения штапельных волокон. В СА 86:122865 к JP 52-08123 А описано применение одной желательной высокой вытяжки в 300% при получении ПТТ-волокон. Практикуемая при этом скорость прядения в 360 м/мин однако настолько низка, что рентабельность способа стоит под сомнением. В СА 86:122856 к JP 52-05320 А описано прядение ПТТ, причем практикуемая относительная вытяжка указывает на низкие скорости прядения, что нерентабельно. Цель настоящего изобретения состоит в получении штапельных волокон из ПТТ, причем эти волокна и полученные из них текстильные изделия, в том числе и для домашнего обихода, 003017 2 особенно ковры, обнаруживают по сравнению с обычно применяемыми волокнами высокую степень эстетических и потребительских свойств, а также свойства при крашении, щадящие окружающую среду. Получение этих штапельных волокон из ПТТ осуществляют при двухстадийном способе прядения из расплава и вытяжки, который обнаруживает более высокую рентабельность по сравнению с ранее названными способами получения бесконечных нитей. Решение этой задачи осуществляют, согласно изобретению, с помощью штапельных волокон из ПТТ и с помощью способа получения штапельных волокон из ПТТ с характеристической вязкостью, как минимум, 0,7 дл/г в соответствии с данными, приведенными в формуле изобретения. Под ПТТ здесь имеют в виду сложный полиэфир, как минимум, с 90 мол.% единиц триметилентерефталата. В качестве сомономеров пригодны изофталевая кислота, 2,6-нафталиндикарбоновая кислота, этиленгликоль, диэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол. Предпочтительным является поли(триметилентерефталат)-гомополимер и особенно предпочтителен такой, который содержит в малом количестве эфирные группы, образованные в процессе получения из 1,3 пропандиола. Характеристическая вязкость штапельных волокон из ПТТ лежит в интервале от 0,7 до 1,3 дл/г и особо предпочтительно от 0,75 до 1,15 дл/г. Исходят из расплава ПТТ, который или отбирают непосредственно из поликонденсационного реактора, где ПТТ получен, или получают при расплавлении гранулята ПТТ. Расплав полимера может содержать обычные добавочные вещества, такие как красители,средства, придающие матовость, стабилизаторы,антистатики, технологические вещества, улучшающие переработку, разветвляющие средства в суммарном количестве от 0 до 5,0 вес.%, соответственно, добавочные вещества могут вводиться в расплав на его пути до прядильных сопел. Исключаются такие добавочные вещества, которые существенно влияют на структурные характеристики (например, разрывное удлинение прядильного волокна). В соответствии с изобретением получение штапельных волокон из ПТТ осуществляют,предпочтительно при титре от 0,8 до 20 ден, при двухстадийном процессе прядения и вытяжки,который включает следующие стадии: 1. Расплав ПТТ с температурой плавления полимера Тm подают в прядильную систему при температуре расплава Ts=Tm+k(C), причем 7k63, предпочтительно, 23k41. При этом проводку и распределение расплава вплоть до прядильной балки осуществляют в продуктотрубопроводах, окруженных рубашкой, в которой находится жидкий и/или парообразный теп 3 лоноситель, нагревающий трубопроводы в интервале температур от 234 до 290 С. Возможны и другие виды нагревания. Скорость сдвига у стенок расплава в трубопроводной системе составляет от 2 до 128 с-1, предпочтительно от 3,5 до 16 с-1 в трубопроводах и от 12 до 128 с-1 в статичных перемешивающих устройствах, которые установлены внутри определенных участков трубопровода. При этом скорость сдвигаопределяется через скорость сдвига в пустом трубопроводе, умноженную на коэффициент перемешивания m, причем коэффициент перемешивания представляет собой характеристическую для типа смесителя величину и для SulzerSMXL - типов составляет 3,5-4. Скорость сдвигав с-1 рассчитывается согласно уравнению где G - количество подаваемого полимера(г/см 3),R - радиус пустого трубопровода (мм). Среднее время нахождения расплава в продуктотрубопроводе до поступления на прядильную балку составляет максимум 30 мин,предпочтительно, максимально 25 мин. Предпочтительно температуру трубопровода ТL в верхних границах устанавливают так, чтобы она была в интервале ТL=Тs15 С. В продуктопроводе при необходимости обычно находятся, как минимум, один бустерный насос, как минимум,один полимерный фильтр, как минимум, один полимерный теплообменник и, как минимум,одна запорная и делительная арматура. 2. Расплав ПТТ к прядильной балке подводят, как минимум, одним прядильным насосом,с помощью давления, создаваемого этим насосом и при постоянном количестве подачи, задаваемом числом оборотов насоса, подают, как минимум, к одному пакету прядильных сопел,внутри этого пакета прядильных сопел продавливают через распределительные устройства,пространство фильтрования и резки и через отверстия в плате прядильных сопел прядутся плавленные нити. Отверстия сопел могут быть круглыми или любой другой геометрии. Пакет прядильных сопел может быть вставлен снизу в прядильную балку и иметь цилиндрическую геометрию, причем отверстия сопел в плате сопел распределены симметрично по плоскости, имеющей форму круга. Плотность отверстий на плате сопел составляет от 0,3 до 20 отверстий/см 2. Диаметр отверстия сопла D выбирают как функцию пропускной способности отверстия сопла, соответственно формуле причемозначает плотность расплава и для гомо-ПТТ равна 1,11 г/см 3. 4 Подаваемое через одно сопло количество расплава F в пересчете на титр волокна находится в интервале F(г/мин)/Титр(dтекc) = (0,14 до 0,66). Время нахождения расплава в пакете сопел составляет максимально 4 мин. Вытяжку при прядении выбирают между 1:30 и 1:160 и определяют известным способом из отношения скорости стягивания к скорости впрыска из отверстий сопел. Обогрев прядильной балки ТB выбирают в интервале от 234 до 290 С таким образом, что выполняется следующее уравнение:TB(C)=Ts+dTw+4/100dp (бар) 15,где dTw означает изменение температуры расплава в теплообменнике, которое устанавливают положительно для нагрева и отрицательно для охлаждения и равно 0 у установок без теплообменника,dp(бар) означает общую потерю давления расплава до выхода из платы прядильных сопел. 3. Охлаждение плавленных нитей осуществляют потоком охлаждающего воздуха с температурой от 5 до 25 С, предпочтительно от 8 до 18 С, в котором нет турбулентности, направленным перпендикулярно направлению движения нитей. Средняя скорость истечения охлаждающего воздуха из выравнивателя потока составляет от 0,5 до 2,0 м/с. Длины зон обдува составляют от 50 до 2000 мм, предпочтительно от 150 до 600 мм, у воздушных охлаждающих систем, концентричных к направлению движения нитей (радиальный обдув), и от 500 до 2000 мм при обдувных шахтах с обдувом поперек потока и особенно предпочтительны 150-300 мм для титров волокон 5 ден/нить и от 300 до 600 мм для титров волокон 12-20 ден/нить. 4. Обработку охлажденных пряденных нитей осуществляют масляно-водной смесью. Для нитей устанавливают количество воды на них от 12 до 30 вес.%, предпочтительно от 18 до 25%. Непосредственно после этого или через небольшой промежуток времени нити объединяют в пучок для прядения. В заключение осуществляют объединение пучков нитей отдельных позиций в прядильный жгут предпочтительно на прядильной стенке. Стягивание прядильного жгута осуществляют при скоростях от 600 до 2000 м/мин с помощью стягивающего устройства, а затем следует укладка прядильного жгута в контейнер. 5. Контейнеры составляют на катушечные рамки и помещают в шпулярник, в котором поддерживается температура от 15 до 35 С,предпочтительно от 20 до 27 С, и подводят к месту для вытяжки волокон. Стягивание прядильного кабеля из контейнеров осуществляют с помощью впускного устройства, после которого формируют с помощью рядка, как минимум, один общий жгут из отдельных прядильных жгутов. 5 Общие жгуты вытягивают, как минимум, в одной стадии вытяжки, при желании с подводом нагретой масляно-водной смеси. При этом должен выдерживаться температурный интервал от 20 до 100 С. Относительную вытяжку (VV) выбирают соответственно растяжению прядильной нитиVV(%)=1+Rd/100 при =0,25 до 0,75, причем меньшие значенияпредпочтительны для сильных титров, а большие значениядля меньших титров. В заключение избирательно, в зависимости от примененной температуры, максимально при 210 С, осуществляют термофиксацию и релаксацию, как минимум, в одной стадии. Вытяжку,термофиксацию и релаксацию осуществляют при скоростях от 25 до 400 м/мин. Скорость выбега из релаксационной зоны составляет предпочтительно, как минимум, 90 м/мин, особо предпочтительно 180 м/мин при титрах 5 dтекс. Охлаждение общего жгута до температуры ниже температуры стеклования проводят предпочтительно масляно-водяной смесью, соответственно, чистой водой. 6. В заключение, частичные жгуты складывают, как минимум, в один жгут и каждой гофрировочной машине направляют по одному жгуту. При неоходимости осуществляют последующий авиваж масляно-водяной смесью и/или пропаривание жгута для содействия в придании извитости. Последующую сушку жгута при, как минимум, на одной стадии сушки осуществляют со временем от 0,5 до 10 мин при температурах от 30 до 200 С, предпочтительно от 60 до 165 С. Разрезание полученного жгута(ов) на длину штапеля предпочтительно от 6 до 200 мм может следовать за этим. Альтернативно этому существует возможность того, что жгут(ы) упаковывают и позднее на отдельном этапе обработки перерабатывают в штапельные волокна. Таким путем получают штапельные волокна из ПТТ, при котором у штапельных волокон обнаруживаются до сих пор неизвестные новые комбинации свойств, которые состоят в следующем: высокая перманентная эластичность и объемность волокон, новая комбинация высокой вязкости в сочетании с механическими характеристиками, описываемыми диаграммой сила-растяжение, модульными величинами и термической стабильностью к усадке, причем возможно окрашивание дисперсионными красителями без добавления носителей/средств, способствующих крашению, и волокна перманентно обнаруживают свойства, препятствующие образованию пятен. Для штапельных волокон из ПТТ, соответствующих изобретению, характерно значениеLASE (нагрузка при относительном удлинении) от 5 до 12 сН/текс при 10% растяжении, секущий модуль при величине растяжения, равной 6 разрывному удлинению минус 45% (однако, как минимум, 5%), меньший чем 1,0 сН/текс на 1% изменения растяжения и постоянство извитости выше 75%. Эта комбинация свойств дает по сравнению с обычными волокнами высокие заданные эстетические и потребительские качества. Красильные свойства позволяют осуществлять процесс дальнейшей обработки в значительно более благоприятных для окружающей среды условиях. Области применения - текстильные изделия и текстильные изделия для домашнего обихода, особенно ковры. Изобретение уточнено ниже на отдельных примерах, однако оно не ограничивается этими примерами. Пример 1. Стружки ПТТ с характеристической вязкостью (Х.В.), равной 0,93 дл/г, температурой плавления TМ=227C и содержанием воды 20 млн. долей расплавляют в экструдере при 255 С и этот расплав продавливают через продуктотрубопровод той же температуры в прядильную систему. В продуктотрубопроводе установлены три смесителя типаSulzer/Швейцария, причем скорость сдвига в смесителях равна 28 с-1 при расходе полимера 2500 г/мин. Диаметр трубопровода выбирают так, чтобы скорость сдвига в свободном трубопроводе составляла 7,9 с-1. Среднее время нахождения в продуктотрубопроводе составляет около 3 мин. Прядение расплава ПТТ осуществляют на прядильной системе BN 100 фирмы Lurgi Zimmer AG с круглыми соплами и радиальной охлаждающей шахтой. Плотность отверстий на плате прядильных сопел составляет 6,3 отверстия/см 2. Температура прядильной балки составляет 256 С, причем общая потеря давления расплава при выходе из прядильного сопла составляет 140 бар. Теплообменники не были установлены. Время нахождения в пакете сопел составляет около 0,5 мин. Расплавленные нити, выходящие из платы сопел, охлаждают с помощью охлаждающего воздуха, подаваемого аксиально извне вовнутрь в количестве 1400 Нм 3/ч при температуре 8 С. Затвердевшие пряденные нити на расстоянии 850 мм от нижней части платы сопел накладывают на круглый смазыватель и покрывают водно-масляной смесью, так что количество воды на пряденных нитях составляет около 25 вес.% и происходит очень стабильный проход нитей. Скорость стягивания нитей составляет 900 м/мин. После стягивания пряденные нити с помощью моточно-мотальной машины сматывают в прядильные кабели и укладывают в контейнеры. Отдельную вытяжку прядильных кабелей осуществляют в устройстве для вытяжки волокон в две стадии. После этого прядильный кабель термофиксируют при незначительной релаксации, охлаждают, придают извитость, сушат и разрезают на штапельные волокна. Ско 7 рость производства продукции в устройстве для вытяжки волокон, соответствующая скорости вальцов на выходе из последней зоны вытяжки,составляет 100 м/мин. Другие параметры способа и текстильные характеристики штапельных волокон приведены в таблице. Следует заметить, что измеренный прядильный титр может отличаться от теоретического значения в связи с неточностями измерения, релаксацией в контейнере или с покрытием водой/маслом до 5%. Штапельные волокна могут быть окрашены без добавок носителей/средств, содействующих крашению,дисперсионными красителями, такими как Terasil Marineblau GRL/C фирмы Ciba/CH при 95 С. Характеристические вязкости (Х.В.) измерены в растворе 0,5 г ПТТ в 100 мл смеси из фенола и 1,2-дихлорбензола (3:2 весовых частей) при 25 С. Температуры плавления и стеклования определены с помощью ДСК (диференциальной сканирующей калориметрии) при скорости нагрева 10 С/мин, при котором проба перед этим на короткое время расплавлена и затем опять резко охлаждена. Характеристики волокон, такие как титр и растяжения под воздействием силы были измерены на приборах Gerateset, Vibrotex и Vibrodyn фирмы Lenzing/Австрия. Зажимная длина образца составляет 20 мм, предварительный вес для натяжения, зависящий от титра, составляет 100 мг/dтекс и скорость испытания 20 мм/с. Величины LASE (нагрузка при относительных удлинениях) получают при задании стандартных растяжений непосредственно из обрабатывающего прибора. Секущий модуль определяют при накладывании секущей на величину растяжения = (разрывное удлинение минус 45%), однако, как минимум, 5%, и определяют наклон этой прямой в (сН/текс) в пересчете на 1% изменения удлинения. Усадку в горячем воздухе определяют в нагревательном шкафу при температурной обработке при 180 С в течение 20 мин без предварительного натяжения волокон. Дуги извитости подсчитывают визуально. Величины извитости определяют по методу и на приборе Vibrotex фирмы Lenzing/AT. Пример 2. В соответствии с описанием примера 1,однако при учете приведенных в таблице параметров, получают штапельные волокна коврового качества с титром 17 dтекс, результаты приведены в таблице. Волокна обнаруживают исключительно хорошие качества по восстановлению объемности и извитости. ПримерТемпература плавления ПТТ ТM Температура стеклования ПТТ Характеристическая вязкостьdTwC обменнике Общая потеря давленияdp (бар) 140 175 Температура прядильной балки С 256 256 Плотность отверстий на плате 2 6,3 1n/cm сопел Скорость подачи через одно г/мин 0,668 4,15 сопло Относительная вытяжка при 1: 77 12 прядении Длина пути обдува мм 200 300 Температура охлаждающего С 8 8 воздуха 3 Расход охлаждающего воздуха Нм /ч 1400 1500 Средняя скорость охлаждающего м/с 1,5 1,1 воздуха Концентрация прядильного пре% 0,5 0,5 парата Скорость стягивания м/мин 900 800 Скорость подачи в зону вытяжки м/мин 32,8 19,8 волокон 1.Температура в зоне вытяжки С 57 57 волокон Относительная вытяжка в зоне 1: 2,7 3,4 вытяжки волокон 2.Температура в зоне вытяжки С 70 80 волокон Относительная вытяжка в зоне 1: 1,13 1,15 вытяжки волокон Температура зоны фиксирования С 90 100 Степень релаксации в зоне фик 1: 0,94 1,00 сирования Скорость выхода из зоны релаксации м/мин 94 75 Температура сушкиC 70 150 Время сушки мин 2,5 2,5 Общая относительная вытяжка 1: 3,05 3,91 Действительная степень релакса 1: 0,90 0,74 ции волокон Прядильные нити Титрdтекс 7,87 50,6 Прочность на разрыв сН/текс 13,9 10,7 Разрывное удлинение% 5 5,3 Прочность на разрыв СН/текс 35,8 28,0 Разрывное удлинение% 16 3 Размеры после резки мм 38 150 С помощью описанных способов можно получать и другие титры особенно более тонкие титры, такие как микронити вплоть до 0,8 ден и менее. Титр может быть понижен за счет уменьшения подачи расплава через прядильное сопло или за счет увеличения числа отверстийсопел при постоянной подаче расплава, спосо 9 бами для понижения титра, которые известны специалистам. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Штапельные волокна из ПТТ, отличающиеся тем, что они обладают характеристической вязкостью в области от 0,70 до 1,3 дл/г,величиной LASE (10%) от 5 до 12 сН/текс, секущим модулем (Rd-45%) от 1,0 сН/текс на 1%,постоянством извитости 75% и окрашиваются дисперсионными красителями без добавления носителей/средств, способствующих окрашиванию. 2. Штапельные волокна, по п.1, отличающиеся тем, что они обладают характеристической вязкостью в области от 0,75 до 1,15 дл/г и титром в области от 0,8 до 20 ден. 3. Способ получения штапельных волокон из ПТТ с характеристической вязкостью, как минимум, 0,70 дл/г при двухстадийном процессе прядения и вытяжки, отличающийся тем, что а) расплав ПТТ при температуре ТS(С)=ТM+k, где ТM означает температуру плавления ПТТ и 7k63, подают через продуктотрубопровод, нагретый внешним обогревателем с теплоносителем до температуры ТL в интервале от 234 до 290 С, с находящимися в направлении потока, как минимум, одним прядильным насосом, одним пакетом прядильных сопел и одной платой сопел с плотностью отверстий от 0,3 до 20 отверстий/см 2, к прядильной балке, нагретой до температуры ТB от 234 до 290 С, и прядут нити из расплава, как минимум, через одну плату сопел, причем среднее время нахождения расплава ПТТ в продуктотрубопроводе меньше 30 мин, в пакете прядильных сопел максимум 4 мин, и вытяжка при прядении составляет от 1:30 до 1:160, а подаваемое количество расплава F составляет в г/мин на одно сопельное отверстие в пересчете на титр волокна в (dтекс от 0,14 до 0,66; б) нити из расплава охлаждают бестурбулентным потоком охлаждающего воздуха от 5 до 25 С, направленным перпендикулярно к направлению движения нитей со средней скоростью выхода воздуха от 0,5 до 2,0 м/с при длине зоны обдува от 50 до 2000 мм, и охлажденные нити покрывают водно-масляной смесью таким образом, что от 12 до 30 вес.% воды остаются на нитях, и нити собирают в пучки нитей, которые в свою очередь объединяют в прядильные жгуты, которые стягивают со скоростью стягивания от 600 до 2000 м/мин и укладывают в контейнеры; 10 в) прядильные жгуты стягивают из контейнеров через приемное устройство и рядок и подают на растяжку волокон, где их вытягивают, как минимум, в одну стадию вытяжки при от 20 до 100 С, выборочно при максимально 210 С термофиксируют и релаксируют, причем скорость продукции составляет от 25 до 400 м/мин, в заключение охлаждают ниже температуры стеклования и после укладки, как минимум, в один жгут, в каждой машине для придания извитости с кустовой камерой придают извитость одному жгуту, жгуты выборочно дополнительно обрабатывают масляно-водяной смесью и после этого сушат при от 30 до 200 С в течение от 0,5 до 10 мин и в заключение на непосредственно примыкающей или отдельной рабочей стадии разрезают на штапельные волокна. 4. Способ по п.3, отличающийся тем, что ТL=ТS+15 С лежит в интервале от 234 до 290 С и что скорость сдвига расплава ПТТ у стенок продуктотрубопровода составляет от 2 до 128 с-1. 5. Способ по пп.3 и 4, отличающийся тем,что продуктотрубопровод на стадии а) избирательно содержит, как минимум, по одному(ой) статичному смесительному элементу, бустерному насосу, полимерному фильтру, запорной и распределительной арматуре, и что скорость сдвига расплава ПТТ у стенок свободного продуктотрубопровода составляет от 3,5 до 16 с-1 и внутри статичного смесительного элемента составляет от 12 до 128 с-1. 6. Способ по пп.3-5, отличающийся тем,что диаметр отверстия сопла D выбирают в соответствии с формулойa TB(C)=TS+dTW+4/100dp (бар) 15, причемозначает плотность расплава ПТТ, dTW означает изменение температуры расплава в теплообменнике, которое положительно при нагреве и отрицательно при охлаждении, a dp(бар) означают общую потерю давления расплава вплоть до выхода из платы прядильных сопел. 7. Способ по пп.3-6, отличающийся тем,что длина зоны обдува составляет от 150 до 600 мм при радиальном обдуве и от 500 до 2000 мм при обдуве поперечно потоку. 8. Способ по пп.3-7, отличающийся тем, что относительную вытяжку (VV) устанавливают в соответствии с формулой VV(%)=1+Rd/100, причем Rd означает вытяжку в % прядильной нити иравна от 0,25 до 0,75, а скорость выхода из зоны релаксации составляет как минимум 90 м/мин.
МПК / Метки
МПК: D01F 6/62
Метки: политриметилентерефталата, штапельные, получения, способ, волокна
Код ссылки
<a href="https://eas.patents.su/6-3017-shtapelnye-volokna-iz-politrimetilentereftalata-i-sposob-ih-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Штапельные волокна из политриметилентерефталата и способ их получения</a>
Способ увеличения упругости и уменьшения ломкости минерального волокна
Номер патента: 2551
Опубликовано: 27.06.2002
Авторы: Перандер Михаель, Хакала Ян
МПК: C03C 13/00
Метки: ломкости, уменьшения, волокна, минерального, упругости, способ, увеличения
Формула / Реферат:
1. Способ увеличения упругости и уменьшения ломкости минерального волокна, отличающийся тем, что к минеральному составу, содержащему оксиды SiO2, MgO и СаО и, кроме того, оксид алюминия в количестве 16-20 мас.% и оксиды железа в количестве 3-10 мас.%, добавляют фосфор в форме фосфорсодержащего соединения в количестве 0,5-4 мас.%, вычисленного по P2O5, из состава получают расплав, из которого образуют волокна с увеличенной упругостью и...
Устройство и способ для отделения хлопкового волокна
Номер патента: 453
Опубликовано: 26.08.1999
Автор: Пэйн Тревор
МПК: D01B 1/04
Метки: устройство, способ, волокна, отделения, хлопкового
Формула / Реферат:
1. Устройство для отделения хлопкового волокна, в состав которого входят верхняя неподвижно установленная пластина и установленная параллельно в горизонтальной плоскости внахлест с зазором по отношению к ней нижняя вращающаяся пластина, отличающееся тем, что верхняя пластина снабжена средствами для подачи хлопка-сырца с пухом и семенами, который поступает на ее верхнюю поверхность, в зазор между пластинами; при этом верхняя пластина снабжена...
Фильеры с мундштуками для улучшения поперечных сечений волокна
Номер патента: 919
Опубликовано: 26.06.2000
Авторы: Руп Роберт Кеннет, Анеджа Арун Пал
МПК: D01D 4/02
Метки: мундштуками, поперечных, фильеры, улучшения, сечений, волокна
Формула / Реферат:
1. Фильера для изготовления волокон с множеством канавок, содержащая пластину, имеющую верхнюю и нижнюю поверхности, соединенные капилляром, образованным на нижней поверхности составным мундштуком, который включает множество апертур, имеющих площади проходного сечения (А), расположенных в ряд, имеющих ширину (Н) в направлении, перпендикулярном ряду, и соединенных пазами, которые также расположены в этом ряду, имеют площади проходного сечения (а)...
Усовершенствование поперечных сечений волокна
Номер патента: 918
Опубликовано: 26.06.2000
Автор: Руп Роберт Кеннет
МПК: D01D 5/253
Метки: поперечных, сечений, волокна, усовершенствование
Формула / Реферат:
Элементарное волокно, имеющее зубчато-овальное по периферии поперечное сечение с отношением длины к ширине (А:В) примерно от 3:1 до 1,1:1, где В - максимальная ширина, и А измеряется вдоль главной оси зубчато-овального по периферии поперечного сечения, и имеющее 8 канавок, идущих вдоль элементарного волокна, 4 из 8 канавок расположены на каждой стороне от главной оси, 4 из 8 канавок расположены в направлении к концам главной оси и являются...
Волокна из сильноразветвленного полиамида.
Номер патента: 1451
Опубликовано: 23.04.2001
Авторы: Верслейс Корнелис, Серне Мартин, Нейенхейс Атзе Ян, Арно Ян Эген Фредерик, Де Брабандер-Ван Ден Берг Эллен Марлен Моник
МПК: D01F 6/60, C08G 69/16
Метки: сильноразветвленного, волокна, полиамида
Формула / Реферат:
1. Полиамидное волокно, полученное способом высокоскоростного формования, отличающееся тем, что полиамид, из которого изготовлено волокно, является разветвленным звездообразным полиамидом, содержащим молекулу сердечника и ряд ответвлений, и с молекулярно-массовым распределением Mz/Mw, меньшим чем 1,5. 2. Полиамидное волокно по п.1, отличающееся тем, что число ответвлений полиамида составляет 3-20. 3. Полиамидное волокно по п.2, отличающееся тем,...
Предыдущий патент: Способ очистки клапанов или трубопроводов
Следующий патент: Зубная щетка
Случайный патент: Способ сжатия и восстановления данных видеоизображения