Способ крепления линз в оправах объективов
Номер патента: 4836
Опубликовано: 26.08.2004
Авторы: Ходосевич Владимир Владимирович, Ходосевич Владимир Михайлович
Формула / Реферат
1. Способ крепления линз в оправах объективов, согласно которому
оправу объектива растачивают под линзы за один установ оправы на станке с числовым программным управлением с введением коррекций рабочих перемещений суппорта станка по поперечной и продольной координатам перемещений суппорта станка в зависимости от фактических значений диаметров линз и фактических значений воздушных промежутков объектива,
линзы центрируют по расточенным для них с зазором посадочным диаметрам оправы с устранением зазора посадки линз в оправу путем наклеивания на посадочные диаметры оправы синтетической пленки стабильной толщины с липким слоем;
применяют резьбовое кольцо для крепления линзы;
резьбовое кольцо устанавливают относительно линзы с зазором, для чего на резьбовом кольце выполняют опорный для оправы объектива торец, а в оправе объектива выполняют опорный для резьбового кольца торец на индивидуальном, в зависимости от толщины линзы, расстоянии от опорного для линзы торца оправы, номинальное значение которого определяют для разработки управляющей программы растачивания оправы под линзы по следующей зависимости:
во=(hл+вк)+D,
где во - номинальное расстояние между опорными для линзы и резьбового кольца торцами оправы, мм;
hл - номинальное значение толщины линзы между опорной для линзы плоскостью оправы и плоскостью ближнего к линзе буртика резьбового кольца (при беззазорном креплении линзы), мм;
вк - высота буртика стабильного размера резьбового кольца, крепящего линзу, мм;
D - установленный зазор между сферической поверхностью линзы и торцом ближнего к линзе буртика резьбового кольца, мм,
а опорный для резьбового кольца торец оправы объектива растачивают с введением коррекции продольного перемещения суппорта станка на размер во, которую определяют по следующей зависимости:

где а - величина коррекции продольного перемещения суппорта станка на обработку опорного для резьбового кольца торца оправы относительно опорного для линзы торца оправы, импульсов продольной подачи суппорта станка;
вл.ф - фактическое значение толщины линзы, мм,
вл.н. - номинальное значение толщины линзы, мм;
д - дискретность продольного перемещения суппорта станка (величина продольного перемещения суппорта станка от одного импульса управляющей приставки), мм;
знак "+" берут, если для обработки последующего опорного для линзы или резьбового кольца торца оправы относительно обработанного первым для линзы или резьбового кольца опорного торца оправы суппорт станка перемещается в "+" по оси продольного перемещения суппорта станка,
знак "-" берут, если для обработки последующего опорного для линзы или резьбового кольца торца оправы относительно обработанного первым опорного для линзы или резьбового кольца торца оправы суппорт станка перемещается в "-" по оси продольного перемещения суппорта станка;
зазор между линзой и резьбовым кольцом устраняют нанесением на линзу герметика в зоне между линзой и резьбовым кольцом по крайней мере в трех местах симметрично относительно продольной оси объектива.
2. Способ по п.1, отличающийся тем, что зазор между линзой и резьбовым кольцом устанавливают величиной, на 0,002-0,008 мм превышающей децентричность линзы, заданную чертежом,
3. Способ по п.1, отличающийся тем, что в качестве герметика, устраняющего зазор между линзой и резьбовым кольцом, используют герметик УТ-34, УТ-32.

Текст
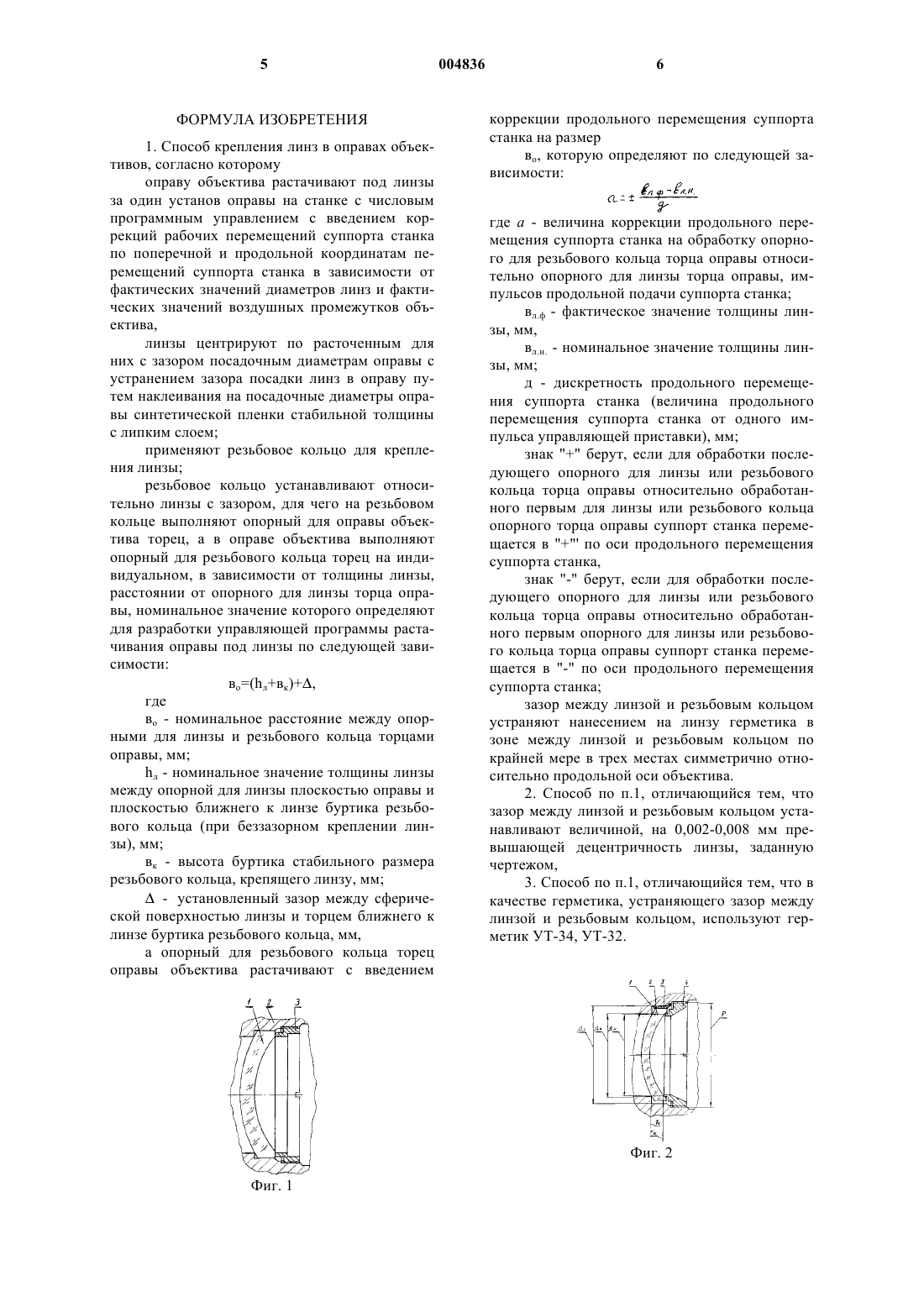
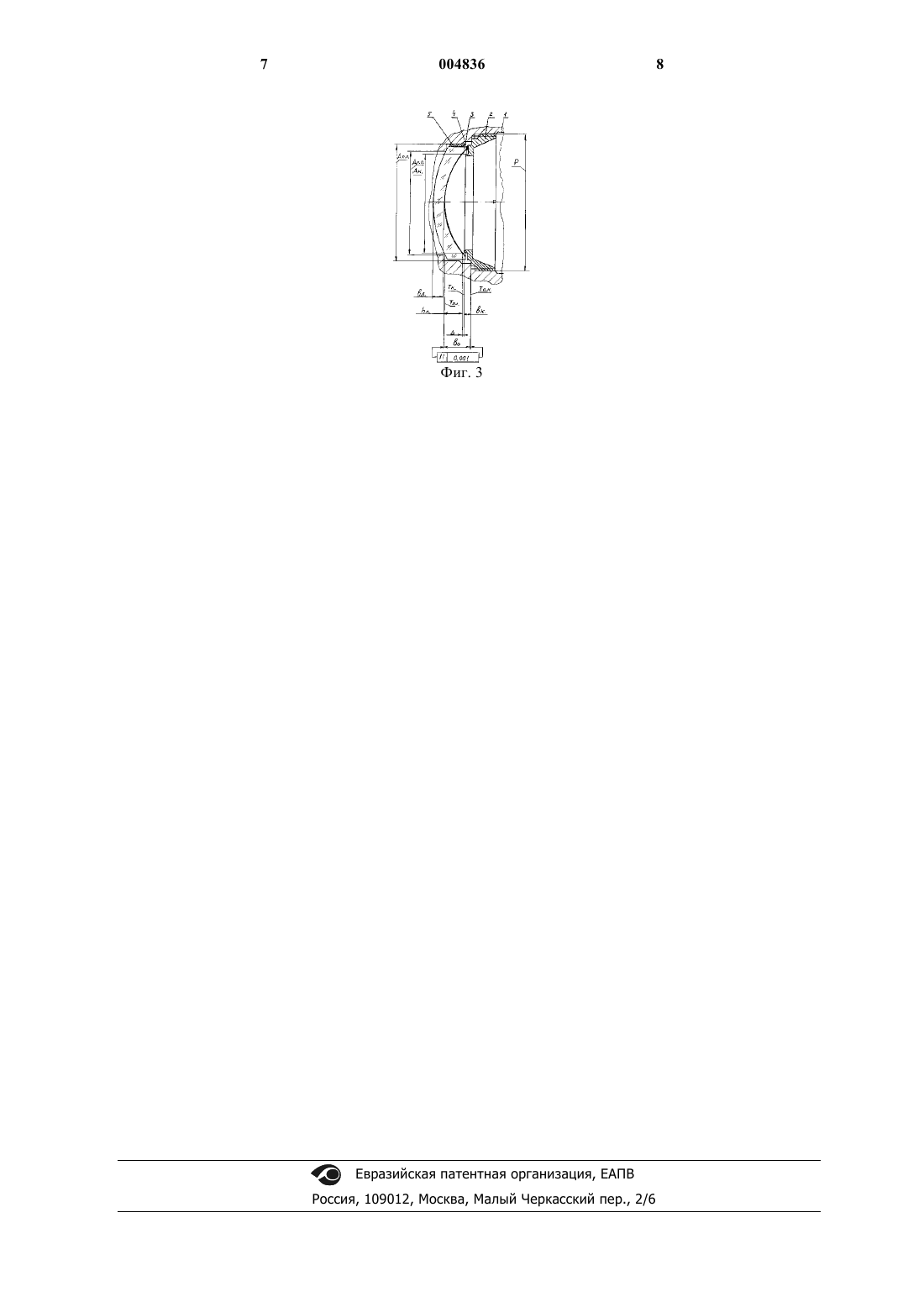
1 Изобретение относится к области приборостроения, в частности к оптическому приборостроению, и может быть использовано при изготовлении объективов высокого качества,прежде всего зеркально-линзовых объективов. Известно несколько способов крепления линз в оправах объективов. Наиболее простым и широко распространенным способом крепления линз в оправах объективов является крепление резьбовыми кольцами (2, стр. 214-217), (3, стр. 312). На фиг. 1 представлена схема крепления линзы поз. 1 в оправе поз. 2 резьбовым кольцом поз. 3. Недостатком такого способа крепления является то, что вследствие различных коэффициентов линейного температурного расширения материала оправы поз. 2 и линзы поз. 1 на отрицательных температурах работы объектива появляются дополнительные напряжения, кроме того, вследствие перекоса резьбы в оправе может возникнуть неравномерность давления торца резьбового кольца на линзу, что ухудшает центрировку линзы В сборе и вызывает дополнительные напряжения в линзе с появлением местной ошибки формы сферической поверхности линзы N и, соответственно, значительно ухудшает качество изображения объектива Известен способ центрирования и крепления линз в оправах, заключающийся в том, что в оправу, расточенную под линзы и резьбовые кольца на станке с числовым программным управлением за один установ оправы на станок в соответствии с (4), устанавливают линзу,предварительно устранив зазор посадки линзы в оправу посредством наклеивания на посадочные для линз диаметры оправы полос синтетической пленки стабильной толщины с липким слоем в соответствии с (5), после чего линзу крепят резьбовым кольцом (см. фиг. 2, на которой представлена схема крепления линзы поз 2, установленной в оправу поз.1 с наклеенными на посадочный под линзу диаметр оправы полосками ленты поз. 3 симметрично относительно оси оправы, по крайней мере, в трех местах, с последующим креплением линзы резьбовым кольцом поз. 4). Поскольку оправа поз. 1 расточена под все линзы объектива за один установ на станке с числовым программным управлением с нарезкой резьб, то точность взаимного расположения поверхностей оправы: торцев To,Tк, диаметров Д 1, Д 0 и резьбы Р обеспечивается исключительно высокой (например, для станка с числовым программным управлением класса точности В типа ТПК - 125 ВН 1), взаимное биение указанных поверхностей не превышает 0,002 мм; в свою очередь резьбовое кольцо поз. 4 изготовлено на станке такого же класса с обеспечением взаимного биения поверхностей тоже не более 0,002 мм. Все это обеспечивает высокую точность центрирования линзы в оправе в сборе. 2 Недостатком данного способа крепления линз в оправах объективов является то, что представляет существенную сложность обеспечить оптимальное (минимально необходимое) усилие зажатия линзы резьбовым кольцом, особенно линзы Манжена в зеркально-линзовых объективах, которые (линзы) под воздействием очень малых усилий зажатия деформируются и значительно ухудшают качество изображения объективов Учитывая то, что объектив состоит,как правило, из нескольких линз, такой способ крепления линз требует высокой квалификации сборщика объективов, высокой трудоемкости сборки, не всегда обеспечивает стабильное максимально высокое качество изображения объектива. Задачей изобретения является создание способа крепления линз в оправах объективов,исключающего возможность давления торца резьбового кольца на линзу и, соответственно,исключающего появление деформации сферических поверхностей линз и натяжений в стеклах линз и, как следствие, обеспечивающего стабильно высокое инженерно управляемое качество сборки объективов при одновременном снижении требований к квалификации сборщика, упрощении конструкции зеркально-линзовых объективов,снижении трудоемкости сборки. Поставленная задача достигается тем, что в способе крепления линз в оправах объективов резьбовыми кольцами отличием является то, что в оправе объектива выполнен опорный для резьбового кольца торец, а в кольце резьбовом также выполнен опорный торец, которым резьбовое кольцо контактирует с опорным торцем оправы объектива. Расстояние указанного опорного для резьбового кольца опорного торца оправы от опорного для линзы торца оправы выполняют индивидуальным для каждой линзы в зависимости от толщины линзы, причем это расстояние выбирают таким образом, чтобы обеспечить зазор между оптической поверхностью линзы и резьбовым кольцом, а линзу в оправе центрируют расточенными для нее за один установ оправы на токарный станок с числовым программным управлением посадочными диаметрами оправы с наклеенными на диаметры полосками синтетической пленки стабильной толщины с липким слоем, по крайней мере в трех местах симметрично относительно оси объектива (т.е. оправу растачивают в соответствии со способом (4), а линзы центрируют в соответствии со способом (5. 3 азор между сферической поверхностью линзы и резьбовым кольцом выбирают несколько большим (например, на 0,002-0,004 мм) значения децентрировки линзы, чтобы исключить давление резьбового кольца на линзу в сборе. Такое решение не позволяет линзе произвольно заклониться в оправе и не позволяет создать на линзу давление резьбовым кольцом. 3 Для исключения вибрации линзы в процессе эксплуатации объектива зазор между линзой и резьбовым кольцом устраняют герметиком, который наносят на линзу по крайней мере в трех местах ( например, в местах наклеивания пленки синтетической на оправу), после чего резьбовое кольцо завинчивают до упора в торец оправы объектива. Сущность изобретения поясняется чертежом. На фиг. 3 представлена схема крепления линзы поз. 3 в оправе поз. 1 объектива предлагаемым способом. Для этого растачивают оправу поз. 1 под линзы на токарном станке с числовым программным управлением класса точности В или А по способу (4), выполнив опору для линзы, поз. 3, торец T0 как окружность пересечения опорного диаметра оправы Д 0 и торца Тол оправы, посадочный для линзы диаметр Дпо оправы, опорный для кольца резьбового поз. 2 торец Ток оправы поз. 1 и резьбу Р в оправе. Расстояние во между опорным для линзы торцем оправы Тол и опорным для кольца резьбового торцем оправы Ток рассчитывают по зависимости: во=(hл+вк)+,где hл- толщина линзы между оправой и резьбовым кольцом, мм,вк - высота буртика резьбового кольца стабильного размера, мм:- установленный зазор между сферической поверхностью линзы и торцем буртика резьбового кольца. Децентрировка линзы, заданная чертежом, составляетR0,004. Устанавливаем значение= 0,008 мм. Расстояние hл рассчитывают, исходя из номинального значения толщины линзы вл, номинальных значений Доо, Дк. При правильно выбранной схеме растачивания оправы под линзы ( подход резца внатяг с одной стороны, в данном случае справа налево для устранения влияния на размер во возможного люфта шариковой винтовой пары перемещения суппорта станка) ожидаемое отклонение фактического значения размера во от расчетного значения составит не более 0,002 мм. С учетом того, что в оптико-механической промышленности имеются современные станки с числовым программным управлением классов точности В и А (мод.ТВС-100 К, мод. ТПК 125 ВН 1 и др) с точностью позиционирования суппорта, равной 0,001 мм, и дискретностью поперечной и продольной подач суппорта, равной 0,001 и 0,002 мм, соответственно, при правильно построенной схеме обработки деталей обеспечивается высокая точность обработки. Кроме того, систематическую погрешность станков с числовым программным управлением можно устранить, вводя коррекции на перемещение суппорта станка, компенсирующие эту погрешность. Это подтверждено практикой производства нескольких тысяч объективов по 4 способу (4) на одном из заводов оптикомеханического профиля. Поскольку толщина линз вл, как правило,разная для разных линз (в пределах поля допуска на толщину линзы), то для выполнения индивидуального значения размера во (расстояние между опорными для линзы и резьбового кольца торцами оправы) на величину размера во вводят коррекцию продольного перемещения суппорта станка, которую определяют по следующей зависимости: а - величина коррекции продольного перемещения суппорта станка на обработку опорного для резьбового кольца торца оправы относительно опорного для линзы торца оправы, импульсов продольной подачи суппорта станка вл.ф - фактическая толщина линзы, мм; вл.н - номинальная (заданная чертежем) толщина линзы, мм д - дискретность продольного перемещения суппорта станка (величина продольного перемещения суппорта станка от одного импульса управляющей приставки), мм Знак "+" или "-" берут в соответствии с (4) в зависимости от того, по какой схеме обрабатываются торцы оправы. По способу (5) на центрирующий линзу диаметр оправы наклеивают синтетическую пленку поз. 5 и устанавливают в оправу линзу поз. 3, затем на линзу в зоне пленки синтетической (в трех местах) наносят герметик УТ-34(УТ-32) поз. 4 и завинчивают резьбовое кольцо поз. 2 до упора. Таким образом, исключается напряжение в стекле линзы, обеспечивается высокая точность центрирования линзы, обеспечивается возможность изготовления сложных высококачественных объективов, включая зеркально-линзовые, с максимально достижимым инженерно управляемым качеством изображения Использованные источники информации 1. Объектив Гелиос-ПА. Рабочие чертежи БЛЗ 877 044 СБ. 2. Проектирование оптико-электронных приборов. Под общей редакцией д-ра техн. наук проф. Ю.Г. Якушенкова, Москва, Машиностроение, 1990 г., (стр. 214-217). 3. Справочник конструктора оптикомеханических приборов, второе издание, переработанное и дополненное. Под редакцией М.Я. Кругера и В.А. Панова, Ленинград, Машиностроение, 1988 г., (стр.312-316). 4. Патент Республики Беларусь 13 Способ растачивания оправ объективов с расчетными воздушными промежутками В 23 В 35/00,заявка 3056316 5. Патент Республики Беларусь 12 Способ беззазорного центрирования линз в оправах G 02 В 7/00, заявка 3064559. 5 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ крепления линз в оправах объективов, согласно которому оправу объектива растачивают под линзы за один установ оправы на станке с числовым программным управлением с введением коррекций рабочих перемещений суппорта станка по поперечной и продольной координатам перемещений суппорта станка в зависимости от фактических значений диаметров линз и фактических значений воздушных промежутков объектива,линзы центрируют по расточенным для них с зазором посадочным диаметрам оправы с устранением зазора посадки линз в оправу путем наклеивания на посадочные диаметры оправы синтетической пленки стабильной толщины с липким слоем; применяют резьбовое кольцо для крепления линзы; резьбовое кольцо устанавливают относительно линзы с зазором, для чего на резьбовом кольце выполняют опорный для оправы объектива торец, а в оправе объектива выполняют опорный для резьбового кольца торец на индивидуальном, в зависимости от толщины линзы,расстоянии от опорного для линзы торца оправы, номинальное значение которого определяют для разработки управляющей программы растачивания оправы под линзы по следующей зависимости: во=(hл+вк)+,где во - номинальное расстояние между опорными для линзы и резьбового кольца торцами оправы, мм;hл - номинальное значение толщины линзы между опорной для линзы плоскостью оправы и плоскостью ближнего к линзе буртика резьбового кольца (при беззазорном креплении линзы), мм; вк - высота буртика стабильного размера резьбового кольца, крепящего линзу, мм;- установленный зазор между сферической поверхностью линзы и торцем ближнего к линзе буртика резьбового кольца, мм,а опорный для резьбового кольца торец оправы объектива растачивают с введением 6 коррекции продольного перемещения суппорта станка на размер во, которую определяют по следующей зависимости: где а - величина коррекции продольного перемещения суппорта станка на обработку опорного для резьбового кольца торца оправы относительно опорного для линзы торца оправы, импульсов продольной подачи суппорта станка; вл.ф - фактическое значение толщины линзы, мм,вл.н. - номинальное значение толщины линзы, мм; д - дискретность продольного перемещения суппорта станка (величина продольного перемещения суппорта станка от одного импульса управляющей приставки), мм; знак "+" берут, если для обработки последующего опорного для линзы или резьбового кольца торца оправы относительно обработанного первым для линзы или резьбового кольца опорного торца оправы суппорт станка перемещается в "+"' по оси продольного перемещения суппорта станка,знак "-" берут, если для обработки последующего опорного для линзы или резьбового кольца торца оправы относительно обработанного первым опорного для линзы или резьбового кольца торца оправы суппорт станка перемещается в "-" по оси продольного перемещения суппорта станка; зазор между линзой и резьбовым кольцом устраняют нанесением на линзу герметика в зоне между линзой и резьбовым кольцом по крайней мере в трех местах симметрично относительно продольной оси объектива. 2. Способ по п.1, отличающийся тем, что зазор между линзой и резьбовым кольцом устанавливают величиной, на 0,002-0,008 мм превышающей децентричность линзы, заданную чертежом,3. Способ по п.1, отличающийся тем, что в качестве герметика, устраняющего зазор между линзой и резьбовым кольцом, используют герметик УТ-34, УТ-32.
МПК / Метки
МПК: G02B 7/02
Метки: способ, оправах, объективов, линз, крепления
Код ссылки
<a href="https://eas.patents.su/5-4836-sposob-krepleniya-linz-v-opravah-obektivov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ крепления линз в оправах объективов</a>
Усовершенствования, касающиеся линз с переменным фокусным расстоянием
Номер патента: 2927
Опубликовано: 31.10.2002
Автор: Силвер Джошуа Дейвид
Метки: переменным, фокусным, усовершенствования, расстоянием, касающиеся, линз
Формула / Реферат:
1. Способ изготовления линзы с переменным фокусным расстоянием, при котором зажимают первую прозрачную гибкую мембрану между центральным и одним из периферийных колец, вторую прозрачную гибкую мембрану зажимают между центральным и вторым периферийным кольцами, в результате чего между первой и второй гибкими мембранами образуется полость, при этом положение первого периферийного и центрального колец фиксируют с помощью второго периферийного...
Способ отливки линз без использования уплотнительной прокладки
Номер патента: 3170
Опубликовано: 27.02.2003
МПК: B29D 11/00
Метки: отливки, использования, способ, прокладки, линз, уплотнительной
Формула / Реферат:
1. Способ отливки оптической линзы без использования уплотнительной прокладки, содержащий следующие операции: а) устанавливают переднюю матрицу и заднюю матрицу на заданном расстоянии друг от друга, так что обращенные внутрь поверхности матриц образуют собой обратное изображение поверхностей оптической линзы и обеспечивают ориентацию по углу поворота относительно друг друга, б) вокруг ребер передней матрицы и задней матрицы обертывают ленту,...
Система и способ для бесконтактного измерения длины оси, и/или кривизны роговицы, и/или глубины передней камеры глаза предпочтительно для расчета внутриглазных линз (вгл)
Номер патента: 4236
Опубликовано: 26.02.2004
Авторы: Барт Роланд, Фойгт Клаус-Дитмар, Берендт Франк, Бергнер Роланд, Дёринг Аксель, Дитцель Буркхард, Мюллер Лотар, Штайнметц Дитмар, Шуберт Зигфрид
Метки: глаза, линз, камеры, предпочтительно, бесконтактного, система, измерения, кривизны, оси, длины, расчета, внутриглазных, способ, роговицы, глубины, передней, вгл
Формула / Реферат:
1. Комбинированный прибор для бесконтактного измерения длины оси и радиуса кривизны роговицы глаза (14), имеющий а) интерферометрическую систему (1-6) с регулируемой оптической разностью хода, б) первый светоделительный кубик (8), проецирующий излучение интерферометрической системы (1-6) на глаз (14), в) фотодиод (17), на который при измерении длины оси через второй светоделительный кубик (15) и фокусирующий элемент (16) выводятся отраженные от...
Фотоотверждаемые силоксановые сополимеры для изготовления внутриглазных линз
Номер патента: 4653
Опубликовано: 24.06.2004
Авторы: Ходд Кеннет А., Норрбю Сверкер
МПК: A61L 27/00, C08G 77/20, G02B 1/04...
Метки: силоксановые, фотоотверждаемые, внутриглазных, изготовления, сополимеры, линз
Формула / Реферат:
1. Полисилоксановый сополимер, имеющий функциональные акрильные группы на концах, способный к фотополимеризации в твердую внутриглазную линзу, имеющую плотность более 1,0, показатель преломления, подходящий для восстановления преломляющей способности естественного хрусталика глаза, при этом указанный полисилоксановый сополимер имеет силоксановые мономерные звенья, выбранные из замещенных или незамещенных арилсилоксанов, арилалкилсилоксанов и...
Устройство для имплантации глазных линз
Номер патента: 3591
Опубликовано: 26.06.2003
Авторы: Крафорд Карл-Йеран, Химберт Ханс, Йертман Биргер, Фридхольм Йонас
МПК: A61F 2/16
Метки: имплантации, устройство, глазных, линз
Формула / Реферат:
1. Устройство для деформации и выталкивания деформируемой внутриглазной линзы для вставки в малый надрез внутри глаза, причем устройство содержит a) корпус, b) канал транспортировки линзы в переднюю часть корпуса, определяющего ось канала, причем канал имеет передний конец с поперечным сечением, адаптированным к линзе в деформируемом состоянии с малыми максимальными размерами, поперечными по отношению к оси канала, задний конец для приема линзы...