Армированные стекловолокном цементные листы/плиты
Формула / Реферат
1. Форма для изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования, отличающаяся тем, что она содержит тонкий внутренний поддон (В) матрицы, в котором помещен уплотненный армированный стекловолокном цементный строительный раствор и который зацеплен с верхним пуансоном (F) пресса и выполнен с возможностью немедленного удаления из наружной матрицы пресса вместе с верхним пуансоном пресса, пока уплотненный строительный раствор схватывается и твердеет.
2. Форма по п.1, отличающаяся тем, что тонкий внутренний поддон (В) матрицы, который помещен в наружную матрицу (А) и выполнен с возможностью зацепления с верхним пуансоном (F), изготовлен из жесткого материала, пригодного для изготовления панели большого размера.
3. Форма по любому из предшествующих пунктов, отличающаяся тем, что она содержит отверстия (R), выполненные в верхнем пуансоне пресса для удаления избыточной воды из армированного стекловолокном цементного раствора.
4. Форма по любому из предшествующих пунктов, отличающаяся тем, что уклоны, фасонные части, нахлестки (M, N и L) и ребра (Р) с требуемыми конфигурацией, профилем и детализацией выполнены как на передней, так и на задней поверхностях законченной листовой/стеновой панели/кровли посредством уклонов, фасонных частей, нахлесток и ребер с требуемыми конфигурацией, профилем и детализацией, образованных в виде объемлющей части на внутренней стороне верхнего пуансона (О).
5. Форма по любому из предшествующих пунктов, отличающаяся тем, что она содержит зацепляющее устройство (F) для зацепления боковых поверхностей тонкого внутреннего поддона (В) матрицы на боковых поверхностях пуансона (D), чтобы обеспечить возможность удаления тонкого внутреннего поддона (В и С) матрицы вместе с пуансоном из матрицы (А).
6. Автоматическая установка для изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли, отличающаяся тем, что она содержит форму по любому из пп.1-5.
7. Способ изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования по любому из предшествующих пунктов, отличающийся тем, что он включает в себя размещение тонкого внутреннего поддона (В) матрицы, полученного прессованием с тем же самым профилем/конфигурацией в наружной матрице (А) пресса, помещение армированного стекловолокном цементного строительного раствора внутрь этого тонкого внутреннего поддона матрицы и прессование его, немедленное удаление после процесса прессования тонкого внутреннего поддона (В) матрицы, в котором имеется уплотненный армированный стекловолокном цементный строительный раствор и который зацеплен с верхним пуансоном (F) во время прессования, вместе с верхним пуансоном, с которым он зацеплен, из наружной матрицы и введение в камеру для обработки, вследствие чего уплотненный армированный стекловолокном цементный строительный раствор принимает заданную конфигурацию, схватывается и твердеет внутри тонкого внутреннего поддона матрицы, а автоматическая работа обеспечивается посредством повторения того же самого процесса при размещении нового внутреннего поддона матрицы в опустевшей матрице пресса.
8. Способ изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования по любому из предшествующих пунктов, отличающийся тем, что он включает в себя
подготовку матрицы (А) пресса, чтобы получить листовую/стеновую панель/кровлю с требуемыми конфигурацией, профилем и детализацией, зависящими от архитектурного замысла и проектного решения;
образование тонкого внутреннего поддона (В) матрицы с теми же самыми конфигурациями, профилем и детализацией посредством прессования в наружной матрице;
размещение тонкого внутреннего поддона матрицы внутри наружной матрицы (А и В);
помещение или распыление (С) армированного стекловолокном цементного композиционного строительного раствора в поддон матрицы;
уплотнение армированного стекловолокном цементного композиционного строительного раствора в тонком внутреннем поддоне матрицы посредством пуансона;
удаление избыточной воды (обезвоживание) из бетона во время уплотнения через особые отверстия в верхнем пуансоне (R) и слив ее с помощью особого устройства;
зацепление после прессования тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, к пуансону;
удаление тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, вместе с пуансоном, с которым он зацеплен, из наружной матрицы;
перемещение тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, от матрицы и введение его в камеру для обработки с помощью конвейера;
обработку жестких тонких внутренних поддонов матрицы, введенных в камеру для обработки, путем пропаривания их при использовании особого устройства;
удаление законченной формованной листовой/стеновой панели/кровли (С), образованной из схваченного и затвердевшего армированного стекловолокном цемента в камере для обработки, из тонкого внутреннего поддона (В) матрицы и подготовку к использованию;
обеспечение автоматизации описанных выше процессов путем немедленного размещения другого поддона матрицы в наружной матрице после удаления первого тонкого внутреннего поддона матрицы из матрицы вместе с верхним пуансоном, с которым он зацеплен, и соответствующей для этого установки.

Текст
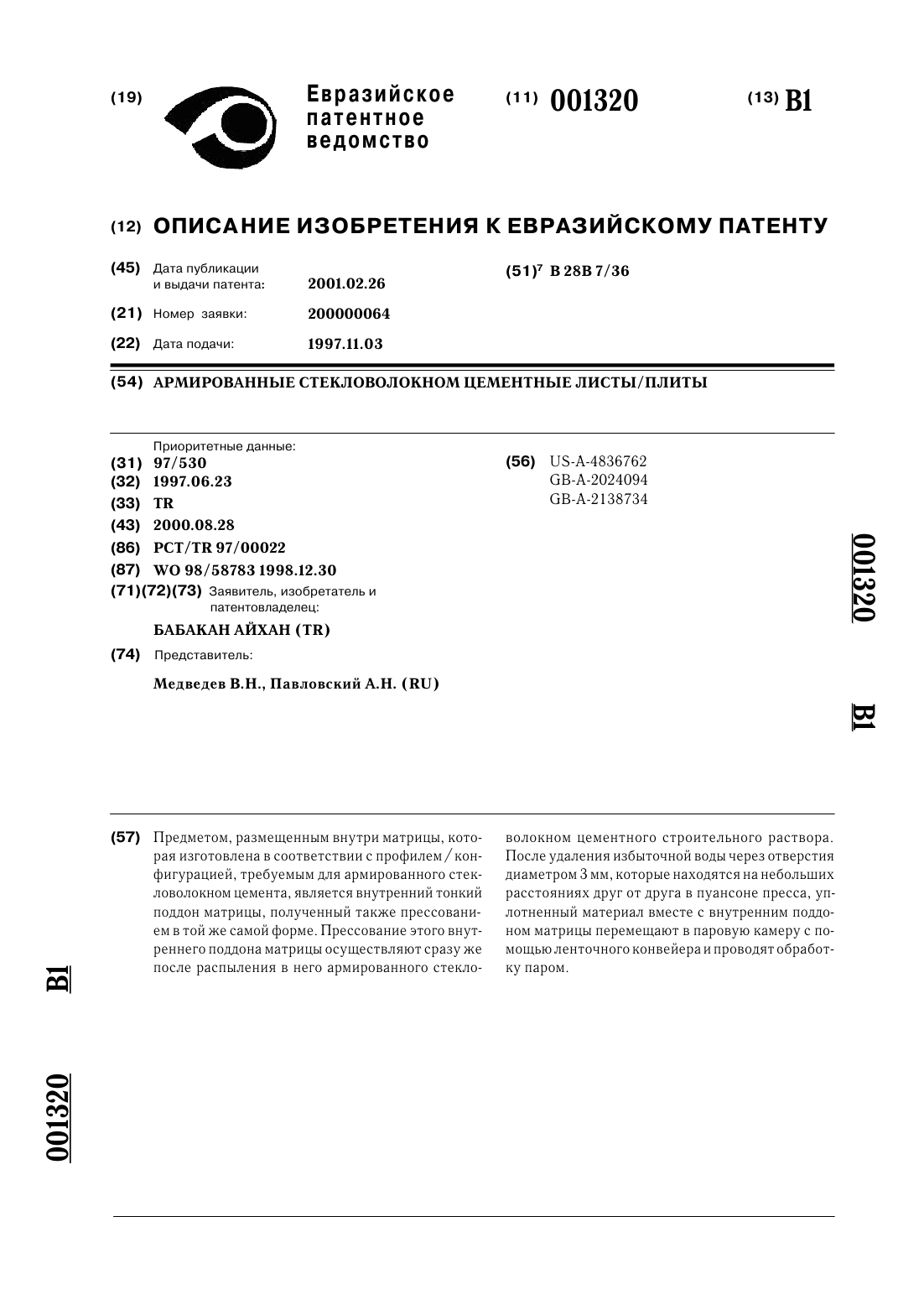
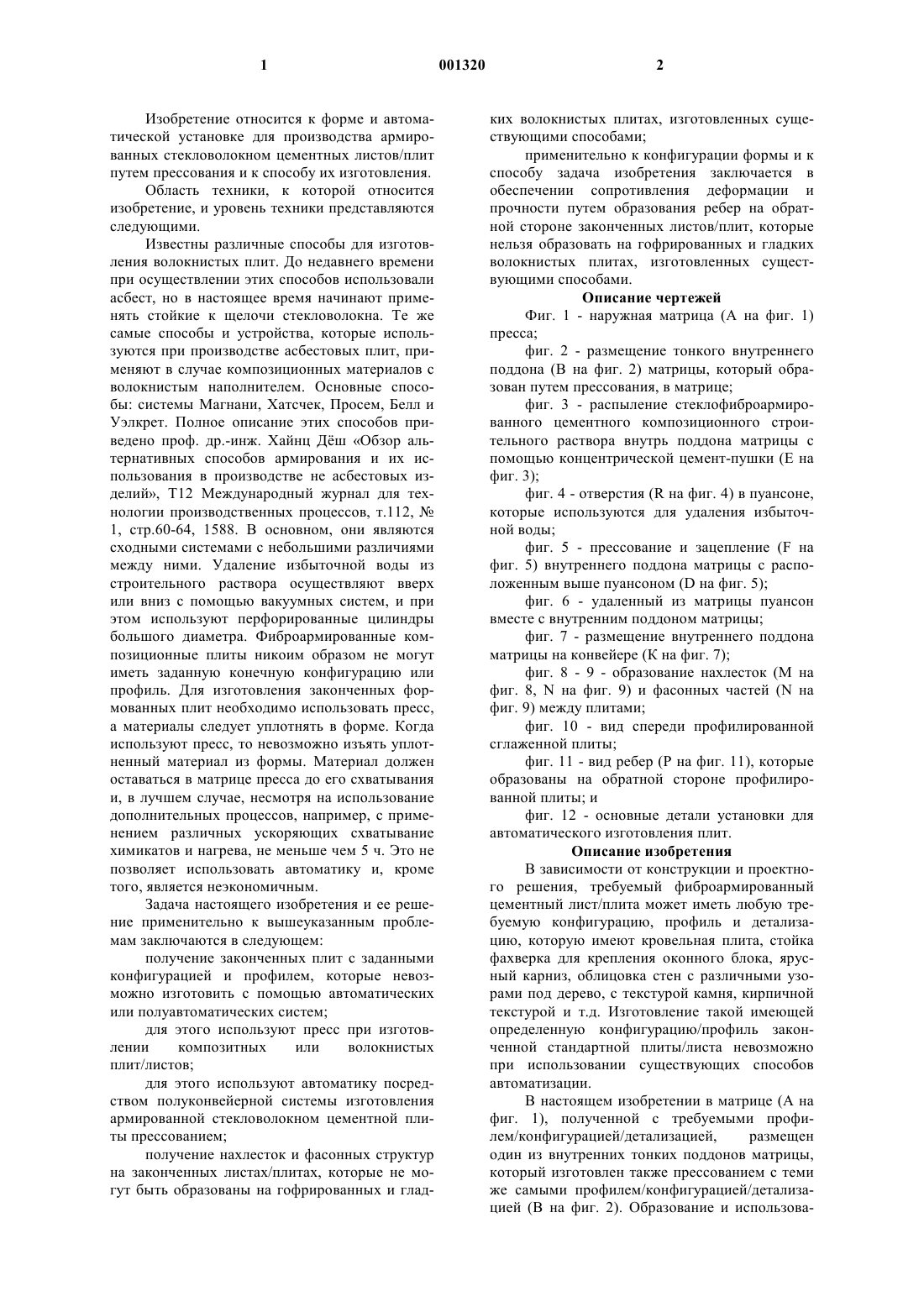
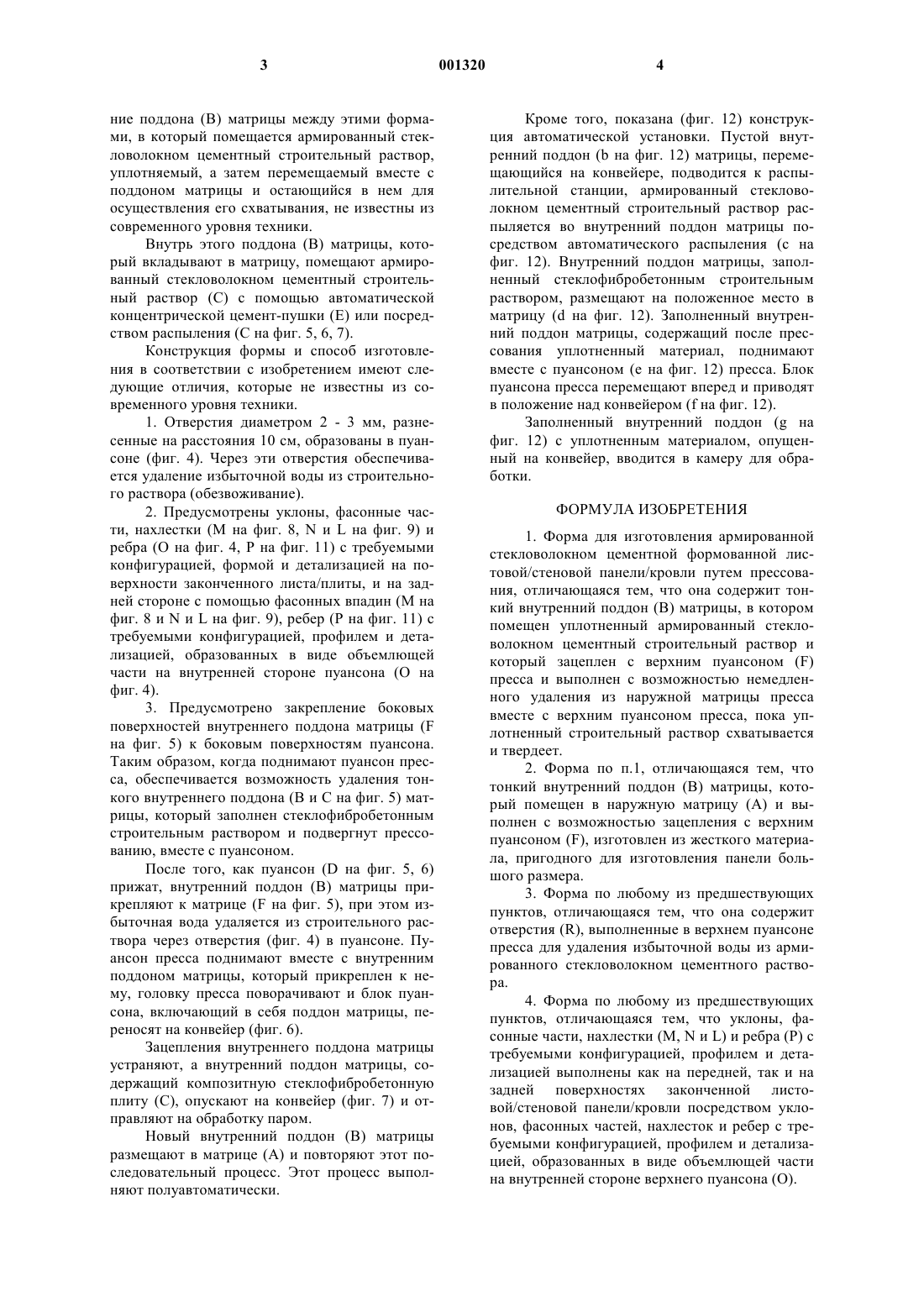
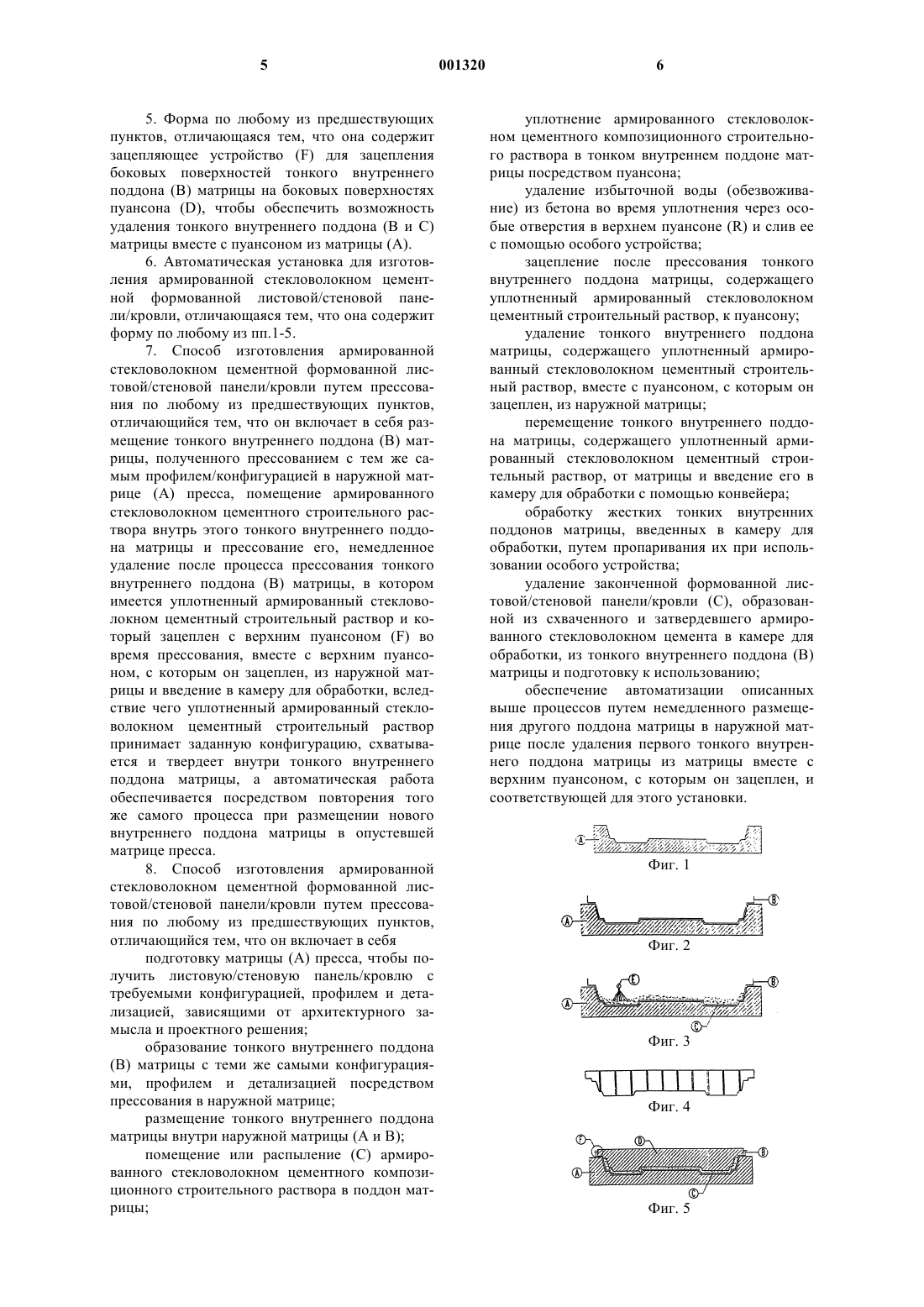
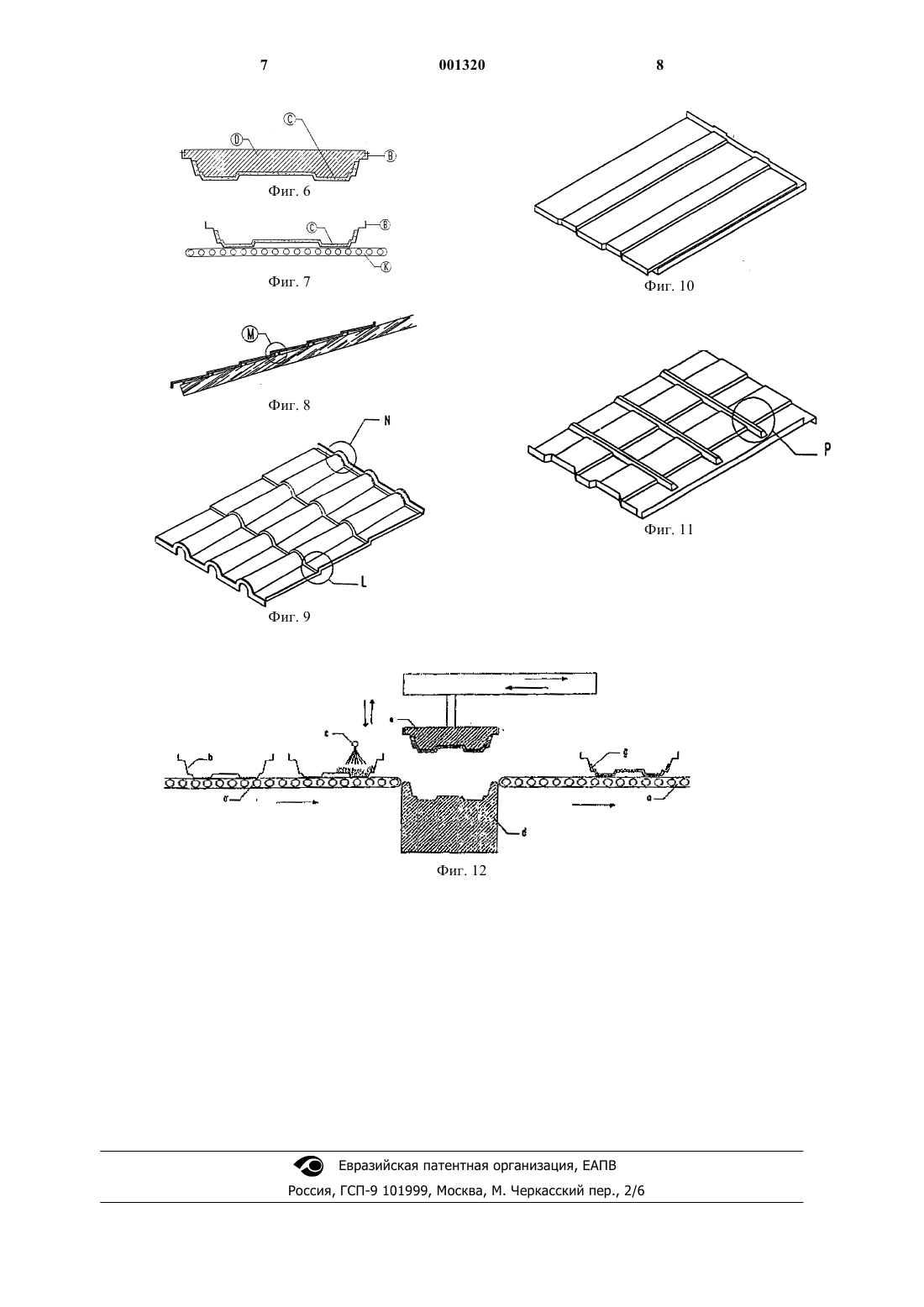
1 Изобретение относится к форме и автоматической установке для производства армированных стекловолокном цементных листов/плит путем прессования и к способу их изготовления. Область техники, к которой относится изобретение, и уровень техники представляются следующими. Известны различные способы для изготовления волокнистых плит. До недавнего времени при осуществлении этих способов использовали асбест, но в настоящее время начинают применять стойкие к щелочи стекловолокна. Те же самые способы и устройства, которые используются при производстве асбестовых плит, применяют в случае композиционных материалов с волокнистым наполнителем. Основные способы: системы Магнани, Хатсчек, Просем, Белл и Уэлкрет. Полное описание этих способов приведено проф. др.-инж. Хайнц Дш Обзор альтернативных способов армирования и их использования в производстве не асбестовых изделий, Т 12 Международный журнал для технологии производственных процессов, т.112,1, стр.60-64, 1588. В основном, они являются сходными системами с небольшими различиями между ними. Удаление избыточной воды из строительного раствора осуществляют вверх или вниз с помощью вакуумных систем, и при этом используют перфорированные цилиндры большого диаметра. Фиброармированные композиционные плиты никоим образом не могут иметь заданную конечную конфигурацию или профиль. Для изготовления законченных формованных плит необходимо использовать пресс,а материалы следует уплотнять в форме. Когда используют пресс, то невозможно изъять уплотненный материал из формы. Материал должен оставаться в матрице пресса до его схватывания и, в лучшем случае, несмотря на использование дополнительных процессов, например, с применением различных ускоряющих схватывание химикатов и нагрева, не меньше чем 5 ч. Это не позволяет использовать автоматику и, кроме того, является неэкономичным. Задача настоящего изобретения и ее решение применительно к вышеуказанным проблемам заключаются в следующем: получение законченных плит с заданными конфигурацией и профилем, которые невозможно изготовить с помощью автоматических или полуавтоматических систем; для этого используют пресс при изготовлении композитных или волокнистых плит/листов; для этого используют автоматику посредством полуконвейерной системы изготовления армированной стекловолокном цементной плиты прессованием; получение нахлесток и фасонных структур на законченных листах/плитах, которые не могут быть образованы на гофрированных и глад 001320 2 ких волокнистых плитах, изготовленных существующими способами; применительно к конфигурации формы и к способу задача изобретения заключается в обеспечении сопротивления деформации и прочности путем образования ребер на обратной стороне законченных листов/плит, которые нельзя образовать на гофрированных и гладких волокнистых плитах, изготовленных существующими способами. Описание чертежей Фиг. 1 - наружная матрица (А на фиг. 1) пресса; фиг. 2 - размещение тонкого внутреннего поддона (В на фиг. 2) матрицы, который образован путем прессования, в матрице; фиг. 3 - распыление стеклофиброармированного цементного композиционного строительного раствора внутрь поддона матрицы с помощью концентрической цемент-пушки (Е на фиг. 3); фиг. 4 - отверстия (R на фиг. 4) в пуансоне,которые используются для удаления избыточной воды; фиг. 5 - прессование и зацепление (F на фиг. 5) внутреннего поддона матрицы с расположенным выше пуансоном (D на фиг. 5); фиг. 6 - удаленный из матрицы пуансон вместе с внутренним поддоном матрицы; фиг. 7 - размещение внутреннего поддона матрицы на конвейере (К на фиг. 7); фиг. 8 - 9 - образование нахлесток (М на фиг. 8, N на фиг. 9) и фасонных частей (N на фиг. 9) между плитами; фиг. 10 - вид спереди профилированной сглаженной плиты; фиг. 11 - вид ребер (Р на фиг. 11), которые образованы на обратной стороне профилированной плиты; и фиг. 12 - основные детали установки для автоматического изготовления плит. Описание изобретения В зависимости от конструкции и проектного решения, требуемый фиброармированный цементный лист/плита может иметь любую требуемую конфигурацию, профиль и детализацию, которую имеют кровельная плита, стойка фахверка для крепления оконного блока, ярусный карниз, облицовка стен с различными узорами под дерево, с текстурой камня, кирпичной текстурой и т.д. Изготовление такой имеющей определенную конфигурацию/профиль законченной стандартной плиты/листа невозможно при использовании существующих способов автоматизации. В настоящем изобретении в матрице (А на фиг. 1), полученной с требуемыми профилем/конфигурацией/детализацией,размещен один из внутренних тонких поддонов матрицы,который изготовлен также прессованием с теми же самыми профилем/конфигурацией/детализацией (В на фиг. 2). Образование и использова 3 ние поддона (В) матрицы между этими формами, в который помещается армированный стекловолокном цементный строительный раствор,уплотняемый, а затем перемещаемый вместе с поддоном матрицы и остающийся в нем для осуществления его схватывания, не известны из современного уровня техники. Внутрь этого поддона (В) матрицы, который вкладывают в матрицу, помещают армированный стекловолокном цементный строительный раствор (С) с помощью автоматической концентрической цемент-пушки (Е) или посредством распыления (С на фиг. 5, 6, 7). Конструкция формы и способ изготовления в соответствии с изобретением имеют следующие отличия, которые не известны из современного уровня техники. 1. Отверстия диаметром 2 - 3 мм, разнесенные на расстояния 10 см, образованы в пуансоне (фиг. 4). Через эти отверстия обеспечивается удаление избыточной воды из строительного раствора (обезвоживание). 2. Предусмотрены уклоны, фасонные части, нахлестки (М на фиг. 8, N и L на фиг. 9) и ребра (О на фиг. 4, Р на фиг. 11) с требуемыми конфигурацией, формой и детализацией на поверхности законченного листа/плиты, и на задней стороне с помощью фасонных впадин (М на фиг. 8 и N и L на фиг. 9), ребер (Р на фиг. 11) с требуемыми конфигурацией, профилем и детализацией, образованных в виде объемлющей части на внутренней стороне пуансона (О на фиг. 4). 3. Предусмотрено закрепление боковых поверхностей внутреннего поддона матрицы (F на фиг. 5) к боковым поверхностям пуансона. Таким образом, когда поднимают пуансон пресса, обеспечивается возможность удаления тонкого внутреннего поддона (В и С на фиг. 5) матрицы, который заполнен стеклофибробетонным строительным раствором и подвергнут прессованию, вместе с пуансоном. После того, как пуансон (D на фиг. 5, 6) прижат, внутренний поддон (В) матрицы прикрепляют к матрице (F на фиг. 5), при этом избыточная вода удаляется из строительного раствора через отверстия (фиг. 4) в пуансоне. Пуансон пресса поднимают вместе с внутренним поддоном матрицы, который прикреплен к нему, головку пресса поворачивают и блок пуансона, включающий в себя поддон матрицы, переносят на конвейер (фиг. 6). Зацепления внутреннего поддона матрицы устраняют, а внутренний поддон матрицы, содержащий композитную стеклофибробетонную плиту (С), опускают на конвейер (фиг. 7) и отправляют на обработку паром. Новый внутренний поддон (В) матрицы размещают в матрице (А) и повторяют этот последовательный процесс. Этот процесс выполняют полуавтоматически. 4 Кроме того, показана (фиг. 12) конструкция автоматической установки. Пустой внутренний поддон (b на фиг. 12) матрицы, перемещающийся на конвейере, подводится к распылительной станции, армированный стекловолокном цементный строительный раствор распыляется во внутренний поддон матрицы посредством автоматического распыления (c на фиг. 12). Внутренний поддон матрицы, заполненный стеклофибробетонным строительным раствором, размещают на положенное место в матрицу (d на фиг. 12). Заполненный внутренний поддон матрицы, содержащий после прессования уплотненный материал, поднимают вместе с пуансоном (е на фиг. 12) пресса. Блок пуансона пресса перемещают вперед и приводят в положение над конвейером (f на фиг. 12). Заполненный внутренний поддон (g на фиг. 12) с уплотненным материалом, опущенный на конвейер, вводится в камеру для обработки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Форма для изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования, отличающаяся тем, что она содержит тонкий внутренний поддон (В) матрицы, в котором помещен уплотненный армированный стекловолокном цементный строительный раствор и который зацеплен с верхним пуансоном (F) пресса и выполнен с возможностью немедленного удаления из наружной матрицы пресса вместе с верхним пуансоном пресса, пока уплотненный строительный раствор схватывается и твердеет. 2. Форма по п.1, отличающаяся тем, что тонкий внутренний поддон (В) матрицы, который помещен в наружную матрицу (А) и выполнен с возможностью зацепления с верхним пуансоном (F), изготовлен из жесткого материала, пригодного для изготовления панели большого размера. 3. Форма по любому из предшествующих пунктов, отличающаяся тем, что она содержит отверстия (R), выполненные в верхнем пуансоне пресса для удаления избыточной воды из армированного стекловолокном цементного раствора. 4. Форма по любому из предшествующих пунктов, отличающаяся тем, что уклоны, фасонные части, нахлестки (M, N и L) и ребра (Р) с требуемыми конфигурацией, профилем и детализацией выполнены как на передней, так и на задней поверхностях законченной листовой/стеновой панели/кровли посредством уклонов, фасонных частей, нахлесток и ребер с требуемыми конфигурацией, профилем и детализацией, образованных в виде объемлющей части на внутренней стороне верхнего пуансона (О). 5 5. Форма по любому из предшествующих пунктов, отличающаяся тем, что она содержит зацепляющее устройство (F) для зацепления боковых поверхностей тонкого внутреннего поддона (В) матрицы на боковых поверхностях пуансона (D), чтобы обеспечить возможность удаления тонкого внутреннего поддона (В и С) матрицы вместе с пуансоном из матрицы (А). 6. Автоматическая установка для изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли, отличающаяся тем, что она содержит форму по любому из пп.1-5. 7. Способ изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования по любому из предшествующих пунктов,отличающийся тем, что он включает в себя размещение тонкого внутреннего поддона (В) матрицы, полученного прессованием с тем же самым профилем/конфигурацией в наружной матрице (А) пресса, помещение армированного стекловолокном цементного строительного раствора внутрь этого тонкого внутреннего поддона матрицы и прессование его, немедленное удаление после процесса прессования тонкого внутреннего поддона (В) матрицы, в котором имеется уплотненный армированный стекловолокном цементный строительный раствор и который зацеплен с верхним пуансоном (F) во время прессования, вместе с верхним пуансоном, с которым он зацеплен, из наружной матрицы и введение в камеру для обработки, вследствие чего уплотненный армированный стекловолокном цементный строительный раствор принимает заданную конфигурацию, схватывается и твердеет внутри тонкого внутреннего поддона матрицы, а автоматическая работа обеспечивается посредством повторения того же самого процесса при размещении нового внутреннего поддона матрицы в опустевшей матрице пресса. 8. Способ изготовления армированной стекловолокном цементной формованной листовой/стеновой панели/кровли путем прессования по любому из предшествующих пунктов,отличающийся тем, что он включает в себя подготовку матрицы (А) пресса, чтобы получить листовую/стеновую панель/кровлю с требуемыми конфигурацией, профилем и детализацией, зависящими от архитектурного замысла и проектного решения; образование тонкого внутреннего поддона(В) матрицы с теми же самыми конфигурациями, профилем и детализацией посредством прессования в наружной матрице; размещение тонкого внутреннего поддона матрицы внутри наружной матрицы (А и В); помещение или распыление (С) армированного стекловолокном цементного композиционного строительного раствора в поддон матрицы; 6 уплотнение армированного стекловолокном цементного композиционного строительного раствора в тонком внутреннем поддоне матрицы посредством пуансона; удаление избыточной воды (обезвоживание) из бетона во время уплотнения через особые отверстия в верхнем пуансоне (R) и слив ее с помощью особого устройства; зацепление после прессования тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, к пуансону; удаление тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, вместе с пуансоном, с которым он зацеплен, из наружной матрицы; перемещение тонкого внутреннего поддона матрицы, содержащего уплотненный армированный стекловолокном цементный строительный раствор, от матрицы и введение его в камеру для обработки с помощью конвейера; обработку жестких тонких внутренних поддонов матрицы, введенных в камеру для обработки, путем пропаривания их при использовании особого устройства; удаление законченной формованной листовой/стеновой панели/кровли (С), образованной из схваченного и затвердевшего армированного стекловолокном цемента в камере для обработки, из тонкого внутреннего поддона (В) матрицы и подготовку к использованию; обеспечение автоматизации описанных выше процессов путем немедленного размещения другого поддона матрицы в наружной матрице после удаления первого тонкого внутреннего поддона матрицы из матрицы вместе с верхним пуансоном, с которым он зацеплен, и соответствующей для этого установки.
МПК / Метки
МПК: B28B 7/36
Метки: цементные, стекловолокном, армированные
Код ссылки
<a href="https://eas.patents.su/5-1320-armirovannye-steklovoloknom-cementnye-listy-plity.html" rel="bookmark" title="База патентов Евразийского Союза">Армированные стекловолокном цементные листы/плиты</a>
Предыдущий патент: Разъемный зубной имплантат (его варианты)
Следующий патент: Производные бензоила, обладающие гербицидным действием
Случайный патент: Способ пуска реактора гидрирования лигроиновой фракции