Анодный токоподвод электролизера для производства алюминия и способ его изготовления
Номер патента: 15614
Опубликовано: 31.10.2011
Авторы: Янко Эдуард Афанасьевич, Сафиев Хайдар, Бахретдинов Рустам Мухторович, Мирпочаев Хуршед Абдумуминович, Кабиров Шералишо Олимович, Махкамбаев Салимжон, Мухамедиев Надим Пулатович, Азизов Бозорали Сатторович
Формула / Реферат
1. Анодный токоподвод электролизера для производства алюминия, состоящий из анодного блока с трапециевидным пазом по всей длине ниппельной части, в который вставлен стальной кронштейн анододержателя, соединенный посредством биметаллической сталеалюминиевой вставки с силуминовой штангой анододержателя, причем ниппельная часть кронштейна анододержателя выполнена в виде сплошного бруса трапециевидного сечения, соразмерного пазу анодного блока, отличающийся тем, что контактный узел анодный блок - ниппель дополнительно содержит токопроводящую смазку.
2. Способ изготовления анодного токоподвода электролизера для производства алюминия, заключающийся в том, что отливают стальной кронштейн анододержателя, формируют трапециевидный паз в ниппельной части анодного блока, соединяют ниппельную часть анодного блока со стальным кронштейном анододержателя, отличающийся тем, что формирование трапециевидного паза осуществляют на стадии изготовления "зеленого" анода путем прессования анодной массы, "зеленый" анод обжигают в вертикальном положении, соединение анодного блока с кронштейном анододержателя производят с предварительным нанесением токопроводящей смазки на контактный узел анодный блок - ниппель.

Текст
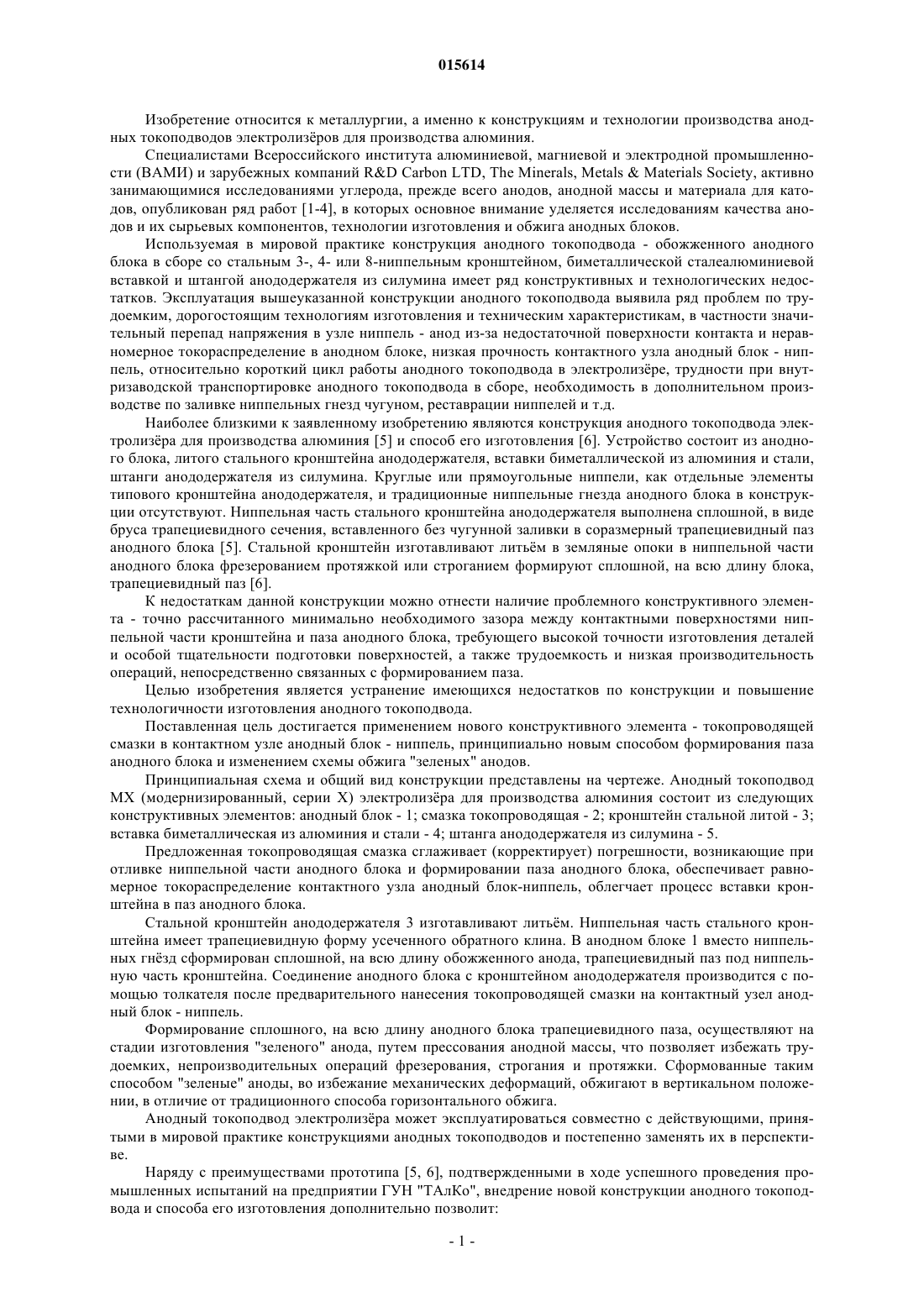
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента АНОДНЫЙ ТОКОПОДВОД ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ Изобретение относится к металлургии, а именно к конструкциям и технологии производства анодных токоподводов электролизров для производства алюминия. Устройство включает силуминовую штангу, биметаллическую сталеалюминевую вставку, стальной кронштейн с трапециевидной ниппельной частью, вставленной в соразмерный паз анодного блока и токопроводящую смазку контактного узла анодный блок - ниппель. Стальной кронштейн изготавливают литьем, анодный блок формуют, обжигают в вертикальном положении, соединение анодного блока с кронштейном анододержателя производят с предварительным нанесением токопроводящей смазки на контактный узел анодный блок - ниппель. Мирпочаев Хуршед Абдумуминович,Сафиев Хайдар, Азизов Бозорали Сатторович, Кабиров Шералишо Олимович (TJ), Янко Эдуард Афанасьевич (RU), Мухамедиев Надим Пулатович, Бахретдинов Рустам Мухторович, Махкамбаев Салимжон (TJ) 015614 Изобретение относится к металлургии, а именно к конструкциям и технологии производства анодных токоподводов электролизров для производства алюминия. Специалистами Всероссийского института алюминиевой, магниевой и электродной промышленности (ВАМИ) и зарубежных компаний RD Carbon LTD, The Minerals, MetalsMaterials Society, активно занимающимися исследованиями углерода, прежде всего анодов, анодной массы и материала для катодов, опубликован ряд работ [1-4], в которых основное внимание уделяется исследованиям качества анодов и их сырьевых компонентов, технологии изготовления и обжига анодных блоков. Используемая в мировой практике конструкция анодного токоподвода - обожженного анодного блока в сборе со стальным 3-, 4- или 8-ниппельным кронштейном, биметаллической сталеалюминиевой вставкой и штангой анододержателя из силумина имеет ряд конструктивных и технологических недостатков. Эксплуатация вышеуказанной конструкции анодного токоподвода выявила ряд проблем по трудоемким, дорогостоящим технологиям изготовления и техническим характеристикам, в частности значительный перепад напряжения в узле ниппель - анод из-за недостаточной поверхности контакта и неравномерное токораспределение в анодном блоке, низкая прочность контактного узла анодный блок - ниппель, относительно короткий цикл работы анодного токоподвода в электролизре, трудности при внутризаводской транспортировке анодного токоподвода в сборе, необходимость в дополнительном производстве по заливке ниппельных гнезд чугуном, реставрации ниппелей и т.д. Наиболее близкими к заявленному изобретению являются конструкция анодного токоподвода электролизра для производства алюминия [5] и способ его изготовления [6]. Устройство состоит из анодного блока, литого стального кронштейна анододержателя, вставки биметаллической из алюминия и стали,штанги анододержателя из силумина. Круглые или прямоугольные ниппели, как отдельные элементы типового кронштейна анододержателя, и традиционные ниппельные гнезда анодного блока в конструкции отсутствуют. Ниппельная часть стального кронштейна анододержателя выполнена сплошной, в виде бруса трапециевидного сечения, вставленного без чугунной заливки в соразмерный трапециевидный паз анодного блока [5]. Стальной кронштейн изготавливают литьм в земляные опоки в ниппельной части анодного блока фрезерованием протяжкой или строганием формируют сплошной, на всю длину блока,трапециевидный паз [6]. К недостаткам данной конструкции можно отнести наличие проблемного конструктивного элемента - точно рассчитанного минимально необходимого зазора между контактными поверхностями ниппельной части кронштейна и паза анодного блока, требующего высокой точности изготовления деталей и особой тщательности подготовки поверхностей, а также трудоемкость и низкая производительность операций, непосредственно связанных с формированием паза. Целью изобретения является устранение имеющихся недостатков по конструкции и повышение технологичности изготовления анодного токоподвода. Поставленная цель достигается применением нового конструктивного элемента - токопроводящей смазки в контактном узле анодный блок - ниппель, принципиально новым способом формирования паза анодного блока и изменением схемы обжига "зеленых" анодов. Принципиальная схема и общий вид конструкции представлены на чертеже. Анодный токоподводMX (модернизированный, серии X) электролизра для производства алюминия состоит из следующих конструктивных элементов: анодный блок - 1; смазка токопроводящая - 2; кронштейн стальной литой - 3; вставка биметаллическая из алюминия и стали - 4; штанга анододержателя из силумина - 5. Предложенная токопроводящая смазка сглаживает (корректирует) погрешности, возникающие при отливке ниппельной части анодного блока и формировании паза анодного блока, обеспечивает равномерное токораспределение контактного узла анодный блок-ниппель, облегчает процесс вставки кронштейна в паз анодного блока. Стальной кронштейн анододержателя 3 изготавливают литьм. Ниппельная часть стального кронштейна имеет трапециевидную форму усеченного обратного клина. В анодном блоке 1 вместо ниппельных гнзд сформирован сплошной, на всю длину обожженного анода, трапециевидный паз под ниппельную часть кронштейна. Соединение анодного блока с кронштейном анододержателя производится с помощью толкателя после предварительного нанесения токопроводящей смазки на контактный узел анодный блок - ниппель. Формирование сплошного, на всю длину анодного блока трапециевидного паза, осуществляют на стадии изготовления "зеленого" анода, путем прессования анодной массы, что позволяет избежать трудоемких, непроизводительных операций фрезерования, строгания и протяжки. Сформованные таким способом "зеленые" аноды, во избежание механических деформаций, обжигают в вертикальном положении, в отличие от традиционного способа горизонтального обжига. Анодный токоподвод электролизра может эксплуатироваться совместно с действующими, принятыми в мировой практике конструкциями анодных токоподводов и постепенно заменять их в перспективе. Наряду с преимуществами прототипа [5, 6], подтвержденными в ходе успешного проведения промышленных испытаний на предприятии ГУН "ТАлКо", внедрение новой конструкции анодного токоподвода и способа его изготовления дополнительно позволит:-1 015614 1) повысить прочность и улучшить рабочие характеристики контактного узла анодный блок - ниппель за счет регулирования посредством токопроводящей смазки изменений зазора, вызванных термическим расширением материалов (сталь, углерод) с разными коэффициентами объемного расширения; 2) повысить технологичность и снизить трудоемкость операций по изготовлению конструктивных элементов анодного токоподвода. 3) проводить процесс электролиза даже при наличии в анодном блоке вертикальных трещин, вызванных механическим воздействием или термическим шоком, т.к. предложенная конструкция имеет большую степень свободы перемещения соединяемых (сопрягаемых) элементов системы анодный блок кронштейн. Опытно-промышленные испытания анодного токоподвода MX проводятся на предприятии ГУП"ТАлКо". Источники информации 1. Янко Э.А. Аноды алюминиевых электролизеров. - М.: Издательский дом "Руда и металлы", 2001,с. 470-591. 2. SU А Сборник публикаций независимой компании RD Carbon LTD. Аноды в алюминиевой промышленности. - Switzerland, 1995, с. 7-15, 293-304. 3. Mannweiler U. Новые технологии производства анодов в алюминиевой промышленности. - JOM,1995, с. 15-21. 4. Иенсе Э. Цех обожженных анодов на алюминиевом заводе фирмы Рейнольде в Гамбурге. - Перевод 81/77 ВАМИ - "Всероссийский институт алюминиевой, магниевой и электродной промышленности". 5. Малый патент на изобретение TJ 224 "Анодный токоподвод электролизра для производства алюминия". 6. Малый патент на изобретение TJ 223 "Способ изготовления анодных токоподводов электролизров для производства алюминия". ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Анодный токоподвод электролизра для производства алюминия, состоящий из анодного блока с трапециевидным пазом по всей длине ниппельной части, в который вставлен стальной кронштейн анододержателя, соединенный посредством биметаллической сталеалюминиевой вставки с силуминовой штангой анододержателя, причем ниппельная часть кронштейна анододержателя выполнена в виде сплошного бруса трапециевидного сечения, соразмерного пазу анодного блока, отличающийся тем, что контактный узел анодный блок - ниппель дополнительно содержит токопроводящую смазку. 2. Способ изготовления анодного токоподвода электролизра для производства алюминия, заключающийся в том, что отливают стальной кронштейн анододержателя, формируют трапециевидный паз в ниппельной части анодного блока, соединяют ниппельную часть анодного блока со стальным кронштейном анододержателя, отличающийся тем, что формирование трапециевидного паза осуществляют на стадии изготовления "зеленого" анода путем прессования анодной массы, "зеленый" анод обжигают в вертикальном положении, соединение анодного блока с кронштейном анододержателя производят с предварительным нанесением токопроводящей смазки на контактный узел анодный блок - ниппель.
МПК / Метки
Метки: изготовления, производства, электролизера, анодный, алюминия, токоподвод, способ
Код ссылки
<a href="https://eas.patents.su/3-15614-anodnyjj-tokopodvod-elektrolizera-dlya-proizvodstva-alyuminiya-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Анодный токоподвод электролизера для производства алюминия и способ его изготовления</a>
Электрическая цепь электролизера и способ уменьшения электромагнитных полей поблизости от электролизера
Номер патента: 11017
Опубликовано: 30.12.2008
Автор: Ланге Йоахим
МПК: H05K 9/00
Метки: электромагнитных, цепь, способ, уменьшения, поблизости, полей, электрическая, электролизера
Формула / Реферат:
1. Электрическая цепь электролизера (1, 2, 3), содержащая первичную электрическую цепь, включающую в себя сам электролизер и электрическую линию (7), содержащую по меньшей мере одну шину (9, 10, 14) для возврата тока, протекающего в электролизере, отличающаяся тем, что она содержит дополнительно вторичную электрическую цепь (17а, 17b), по меньшей мере, частично расположенную поблизости от первичной цепи, для протекания тока в направлении,...
Электрическая цепь электролизера и способ снижения электромагнитных полей вблизи электролизера
Номер патента: 13978
Опубликовано: 30.08.2010
Автор: Ланге Йоахим
Метки: вблизи, способ, цепь, электрическая, полей, электролизера, электромагнитных, снижения
Формула / Реферат:
1. Электрическая цепь для снижения электромагнитных полей поблизости от электролизера (1, 2, 3), содержащая этот электролизер и электрическую линию (7), содержащую по меньшей мере одну шину для возврата тока, протекающего через электролизер, отличающаяся тем, что она содержит источник питания в виде источника трехфазного переменного тока и по меньшей мере двух трехфазных выпрямителей (5а, 5b) для подачи токов, формы волн которых на выходе...
Перемещающее захватывающее устройство машины обслуживания электролитического элемента для производства алюминия
Номер патента: 7259
Опубликовано: 25.08.2006
Автор: Делесклюз Патрик
МПК: B66C 1/66
Метки: машины, обслуживания, производства, электролитического, алюминия, захватывающее, элемента, перемещающее, устройство
Формула / Реферат:
1. Перемещающее захватывающее устройство (10), предназначенное для захвата стержня (4), крепящегося к грузу (3), содержащее средства соединения (5, 5а, 5b), включающее в себя по меньшей мере один подвижный захватывающий механизм (100а, 100b), как правило, захватывающее приспособление, имеющее открытое положение для открытия, как правило, повернутое вниз при работе, в которое может вставляться стержень (4), и закрытое положение для удержания...
Обработка сырья для усовершенствования процесса производства оксида алюминия
Номер патента: 2531
Опубликовано: 27.06.2002
Авторы: Грокотт Стефен, Холлитт Майкл, Ро Джерард
МПК: F26B 3/06, C01F 7/44, C22B 1/02...
Метки: усовершенствования, обработка, процесса, производства, алюминия, сырья, оксида
Формула / Реферат:
1. Способ обработки сырья для процесса Байера перед подачей обработанного сырья в процесс Байера, предназначенный для экстрагирования очищенного оксида алюминия из обработанного сырья, включающий следующие стадии: (a) нагревание сырья для процесса Байера до температуры 400-650шС в результате прямого контакта с газообразными продуктами сгорания и (b) охлаждение нагретого сырья до температуры, обеспечивающей возможность совершения с ним ручных...
Способ обработки оксида алюминия (варианты), способ байера с использованием способа обработки оксида алюминия и сырье для получения оксида алюминия, обработанное этим способом
Номер патента: 2862
Опубликовано: 31.10.2002
Авторы: Кислер Джон Питер, Холлитт Майкл Джон, Грокотт Стефен, Биби Колин Джон
МПК: C22B 1/02, F26B 3/06, C01F 7/44...
Метки: сырье, обработанное, способом, байера, использованием, получения, этим, оксида, способ, обработки, способа, алюминия, варианты
Формула / Реферат:
1. Способ обработки оксида алюминия, являющегося перерабатываемым сырьем, перед переносом обработанного сырья в процесс экстрагирования из него очищенного оксида алюминия, включающий стадию нагревания перерабатываемого сырья оксида алюминия до температуры от 400 до 650шС при непосредственном контакте с газом-продуктом сгорания и стадию охлаждения нагретого сырья до температуры, при которой с ним можно работать и вводить в процесс получения...
Предыдущий патент: Тележка с разделенной на две части рамой
Следующий патент: Устойчивые к спиртам лекарственные формы
Случайный патент: Безопасная электрическая инициирующая свеча для электрических детонаторов