Способ контроля конической резьбы и соответствующие устройства для его осуществления

Формула / Реферат
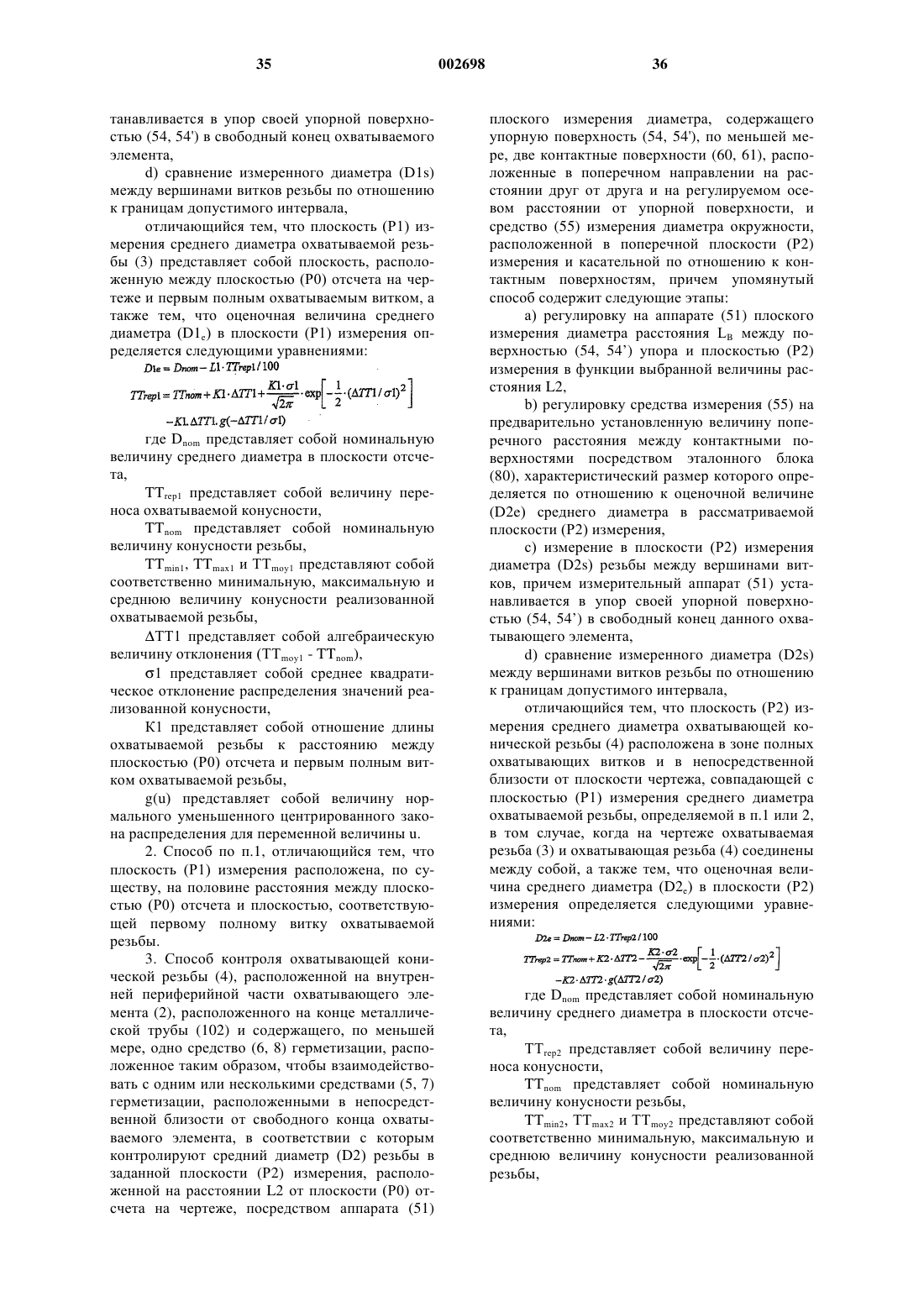
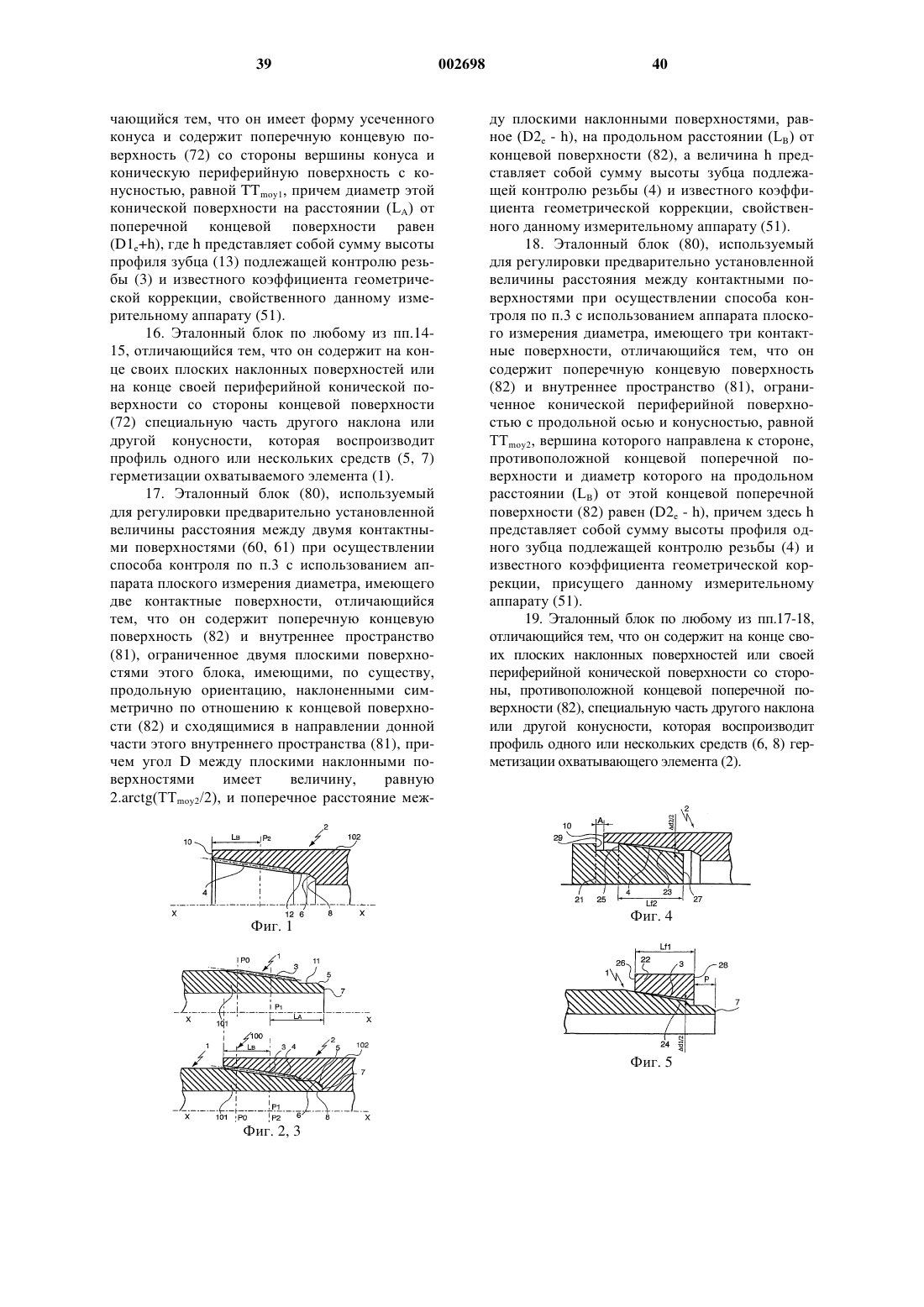
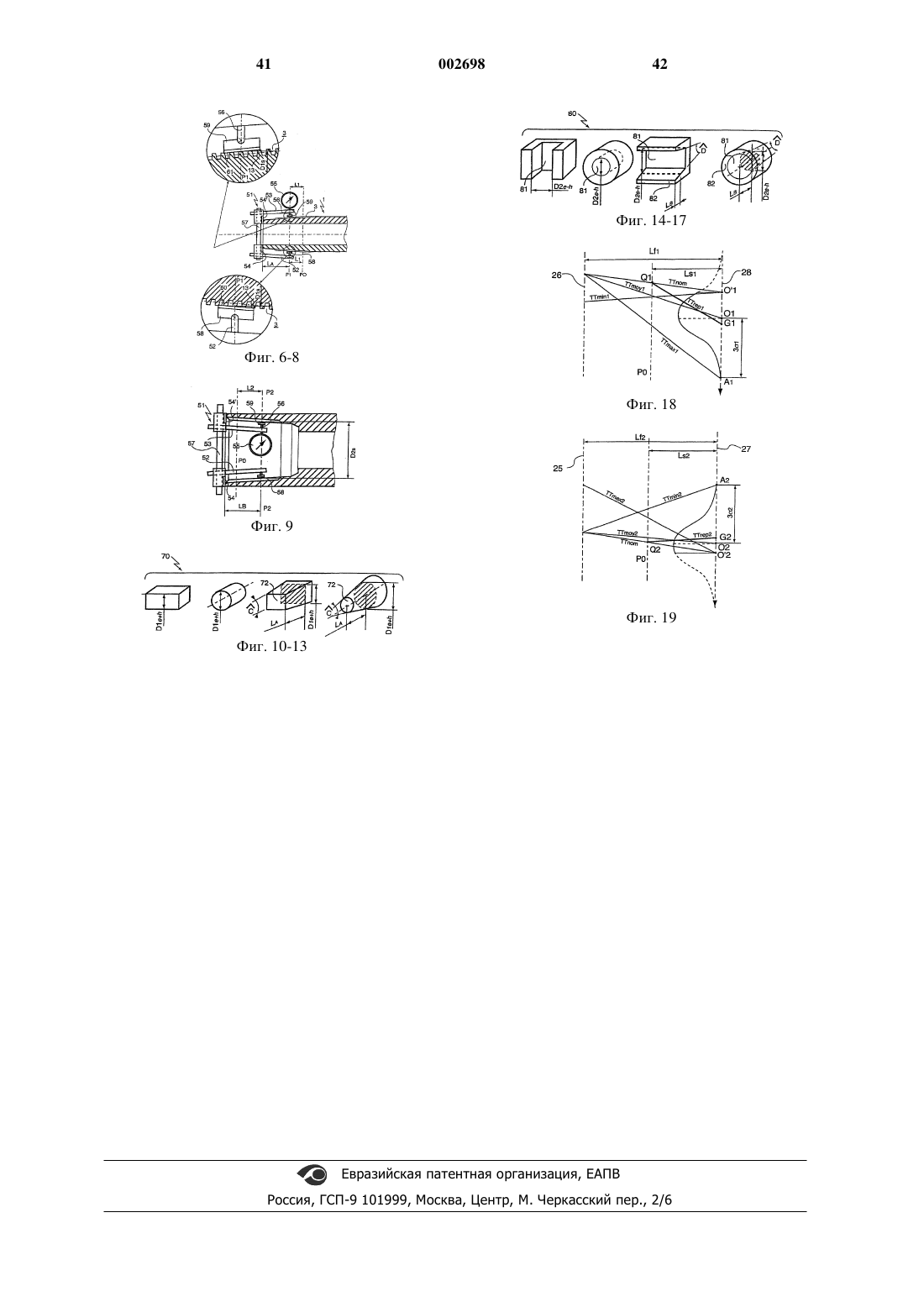
1. Способ контроля охватываемой конической резьбы (3), расположенной на наружной периферийной части охватываемого элемента (1), расположенного на конце металлической трубы (101) и содержащего, по меньшей мере, одно средство (5, 7) герметизации, расположенное в непосредственной близости от этого конца, в соответствии с которым контролируют средний диаметр (D1) резьбы в заданной плоскости (Р1) измерения, расположенной на расстоянии L1 от плоскости (Р0) отсчета на чертеже, посредством аппарата (51) плоского измерения диаметра, который содержит упорную поверхность (54, 54'), по меньшей мере, две контактные поверхности (60, 61), расположенные в поперечном направлении на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности, и средство (55) измерения диаметра окружности, расположенной в поперечной плоскости (Р1) измерения и касательной по отношению к контактным поверхностям, причем упомянутый способ содержит следующие этапы:
a) регулировку на аппарате (51) плоского измерения диаметра расстояния LA между поверхностью (54, 54') упора и плоскостью (Р1) измерения в функции выбранной величины расстояния L1,
b) регулировку средства измерения на предварительно установленную величину поперечного расстояния между контактными поверхностями посредством эталонного блока (70), характеристический размер которого определяется по отношению к оценочной величине (D1e) среднего диаметра в плоскости (Р1) измерения,
c) измерение в плоскости (Р1) измерения диаметра (D1s) резьбы между вершинами витков резьбы, причем аппарат (51) измерения устанавливается в упор своей упорной поверхностью (54, 54') в свободный конец охватываемого элемента,
d) сравнение измеренного диаметра (D1s) между вершинами витков резьбы по отношению к границам допустимого интервала,
отличающийся тем, что плоскость (Р1) измерения среднего диаметра охватываемой резьбы (3) представляет собой плоскость, расположенную между плоскостью (Р0) отсчета на чертеже и первым полным охватываемым витком, а также тем, что оценочная величина среднего диаметра (D1e) в плоскости (Р1) измерения определяется следующими уравнениями:

где Dnom представляет собой номинальную величину среднего диаметра в плоскости отсчета,
TTrep1 представляет собой величину переноса охватываемой конусности,
TTnom представляет собой номинальную величину конусности резьбы,
TTmin1, TTmax1 и ТТmоу1 представляют собой соответственно минимальную, максимальную и среднюю величину конусности реализованной охватываемой резьбы,
DТТ1 представляет собой алгебраическую величину отклонения (ТТmоу1 - TTnom),
s1 представляет собой среднее квадратическое отклонение распределения значений реализованной конусности,
К1 представляет собой отношение длины охватываемой резьбы к расстоянию между плоскостью (Р0) отсчета и первым полным витком охватываемой резьбы,
g(u) представляет собой величину нормального уменьшенного центрированного закона распределения для переменной величины u.
2. Способ по п.1, отличающийся тем, что плоскость (Р1) измерения расположена, по существу, на половине расстояния между плоскостью (Р0) отсчета и плоскостью, соответствующей первому полному витку охватываемой резьбы.
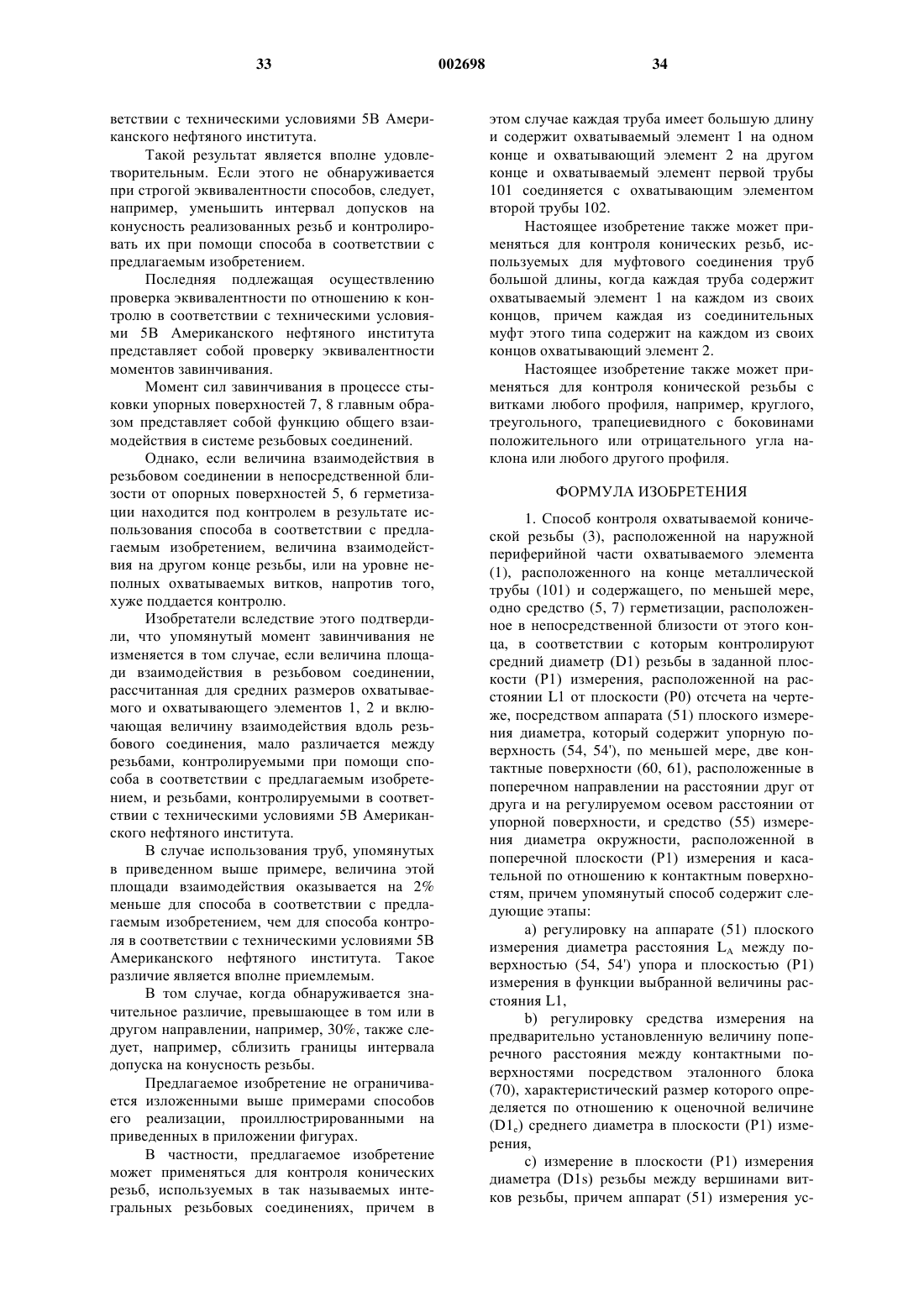
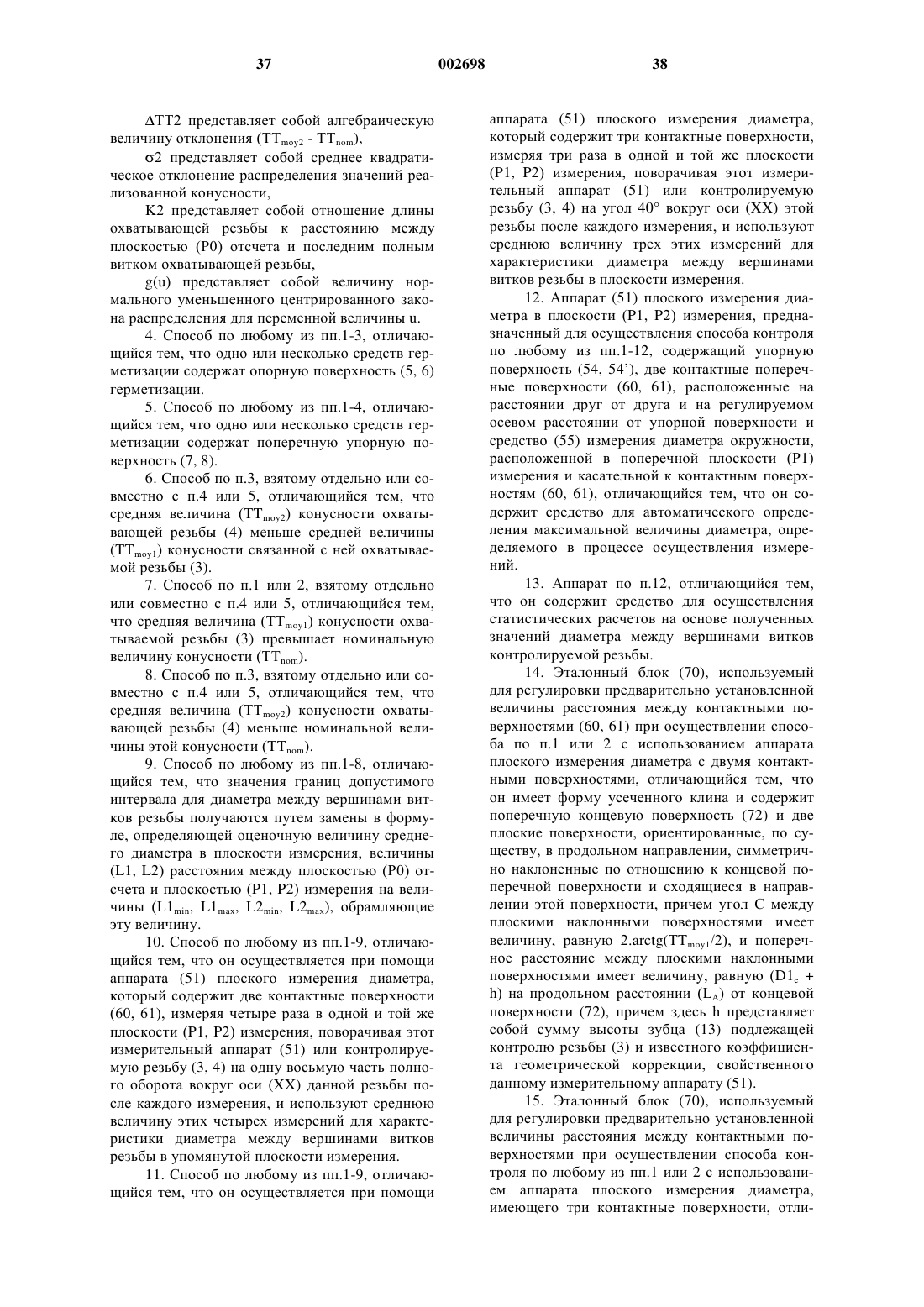
3. Способ контроля охватывающей конической резьбы (4), расположенной на внутренней периферийной части охватывающего элемента (2), расположенного на конце металлической трубы (102) и содержащего, по меньшей мере, одно средство (6, 8) герметизации, расположенное таким образом, чтобы взаимодействовать с одним или несколькими средствами (5, 7) герметизации, расположенными в непосредственной близости от свободного конца охватываемого элемента, в соответствии с которым контролируют средний диаметр (D2) резьбы в заданной плоскости (Р2) измерения, расположенной на расстоянии L2 от плоскости (Р0) отсчета на чертеже, посредством аппарата (51) плоского измерения диаметра, содержащего упорную поверхность (54, 54'), по меньшей мере, две контактные поверхности (60, 61), расположенные в поперечном направлении на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности, и средство (55) измерения диаметра окружности, расположенной в поперечной плоскости (Р2) измерения и касательной по отношению к контактным поверхностям, причем упомянутый способ содержит следующие этапы:
a) регулировку на аппарате (51) плоского измерения диаметра расстояния LB междуповерхностью (54, 54') упора и плоскостью (Р2) измерения в функции выбранной величины расстояния L2,
b) регулировку средства измерения (55) на предварительно установленную величину поперечного расстояния между контактными поверхностями посредством эталонного блока (80), характеристический размер которого определяется по отношению к оценочной величине (D2e) среднего диаметра в рассматриваемой плоскости (Р2) измерения,
c) измерение в плоскости (Р2) измерения диаметра (D2s) резьбы между вершинами витков, причем измерительный аппарат (51) устанавливается в упор своей упорной поверхностью (54, 54') в свободный конец данного охватывающего элемента,
d) сравнение измеренного диаметра (D2s) между вершинами витков резьбы по отношению к границам допустимого интервала,
отличающийся тем, что плоскость (Р2) измерения среднего диаметра охватывающей конической резьбы (4) расположена в зоне полных охватывающих витков и в непосредственной близости от плоскости чертежа, совпадающей с плоскостью (Р1) измерения среднего диаметра охватываемой резьбы, определяемой в п.1 или 2, в том случае, когда на чертеже охватываемая резьба (3) и охватывающая резьба (4) соединены между собой, а также тем, что оценочная величина среднего диаметра (D2e) в плоскости (Р2) измерения определяется следующими уравнениями:

где Dnom представляет собой номинальную величину среднего диаметра в плоскости отсчета,
ТТrер2 представляет собой величину переноса конусности,
TTnom представляет собой номинальную величину конусности резьбы,
TTmin2, ТТmах2 и ТТmoу2 представляют собой соответственно минимальную, максимальную и среднюю величину конусности реализованной резьбы,
DТТ2 представляет собой алгебраическую величину отклонения (TTmoy2 - ТTnom),
s2 представляет собой среднее квадратическое отклонение распределения значений реализованной конусности,
K2 представляет собой отношение длины охватывающей резьбы к расстоянию между плоскостью (Р0) отсчета и последним полным витком охватывающей резьбы,
g(u) представляет собой величину нормального уменьшенного центрированного закона распределения для переменной величины u.
4. Способ по любому из пп.1-3, отличающийся тем, что одно или несколько средств герметизации содержат опорную поверхность (5, 6) герметизации.
5. Способ по любому из пп.1-4, отличающийся тем, что одно или несколько средств герметизации содержат поперечную упорную поверхность (7, 8).
6. Способ по п.3, взятому отдельно или совместно с п.4 или 5, отличающийся тем, что средняя величина (TTmoy2) конусности охватывающей резьбы (4) меньше средней величины (TTmoy1) конусности связанной с ней охватываемой резьбы (3).
7. Способ по п.1 или 2, взятому отдельно или совместно с п.4 или 5, отличающийся тем, что средняя величина (TTmoy1) конусности охватываемой резьбы (3) превышает номинальную величину конусности (ТТnоm).
8. Способ по п.3, взятому отдельно или совместно с п.4 или 5, отличающийся тем, что средняя величина (ТТmоу2) конусности охватывающей резьбы (4) меньше номинальной величины этой конусноётш (TTnom).
9. Способ по любому из пп.1-8, отличающийся тем, что значения границ допустимого интервала для диаметра между вершинами витков резьбы получаются путем замены в формуле, определяющей оценочную величину среднего диаметра в плоскости измерения, величины (L1, L2) расстояния между плоскостью (Р0) отсчета и плоскостью (P1, P2) измерения на величины (L1min, L1max, L2min, L2mах), обрамляющие эту величину.
10. Способ по любому из пп.1-9, отличающийся тем, что он осуществляется при помощи аппарата (51) плоского измерения диаметра, который содержит две контактные поверхности (60, 61), измеряя четыре раза в одной и той же плоскости (P1, P2) измерения, поворачивая этот измерительный аппарат (51) или контролируемую резьбу (3, 4) на одну восьмую часть полного оборота вокруг оси (XX) данной резьбы после каждого измерения, и используют среднюю величину этих четырех измерений для характеристики диаметра между вершинами витков резьбы в упомянутой плоскости измерения.
11. Способ по любому из пп.1-9, отличающийся тем, что он осуществляется при помощи аппарата (51) плоского измерения диаметра, который содержит три контактные поверхности, измеряя три раза в одной и той же плоскости (P1, P2) измерения, поворачивая этот измерительный аппарат (51) или контролируемую резьбу (3, 4) на угол 40ш вокруг оси (XX) этой резьбы после каждого измерения, и используют среднюю величину трех этих измерений для характеристики диаметра между вершинами витков резьбы в плоскости измерения.
12. Аппарат (51) плоского измерения диаметра в плоскости (P1, P2) измерения, предназначенный для осуществления способа контроля по любому из пп.1-12, содержащий упорную поверхность (54, 54'), две контактные поперечные поверхности (60, 61), расположенные на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности и средство (55) измерения диаметра окружности, расположенной в поперечной плоскости (Р1) измерения и касательной к контактным поверхностям (60, 61), отличающийся тем, что он содержит средство для автоматического определения максимальной величины диаметра, определяемого в процессе осуществления измерений.
13. Аппарат по п.12, отличающийся тем, что он содержит средство для осуществления статистических расчетов на основе полученных значений диаметра между вершинами витков контролируемой резьбы.
14. Эталонный блок (70), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями (60, 61) при осуществлении способа по п.1 или 2 с использованием аппарата плоского измерения диаметра с двумя контактными поверхностями, отличающийся тем, что он имеет форму усеченного клина и содержит поперечную концевую поверхность (72) и две плоские поверхности, ориентированные, по существу, в продольном направлении, симметрично наклоненные по отношению к концевой поперечной поверхности и сходящиеся в направлении этой поверхности, причем угол С между плоскими наклонными поверхностями имеет величину, равную 2.arctg(TTmoy1/2), и поперечное расстояние между плоскими наклонными поверхностями имеет величину, равную (D1e + h) на продольном расстоянии (LA) от концевой поверхности (72), причем здесь h представляет собой сумму высоты зубца (13) подлежащей контролю резьбы (3) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51).
15. Эталонный блок (70), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями при осуществлении способа контроля по любому из пп.1 или 2 с использованием аппарата плоского измерения диаметра, имеющего три контактные поверхности, отличающийся тем, что он имеет форму усеченного конуса и содержит поперечную концевую поверхность (72) со стороны вершины конуса и коническую периферийную поверхность с конусностью, равной TTmoy1, причем диаметр этой конической поверхности на расстоянии (LA) от поперечной концевой поверхности равен (D1e + h), где h представляет собой сумму высоты профиля зубца (13) подлежащей контролю резьбы (3) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51).
16. Эталонный блок по любому из пп.14-15, отличающийся тем, что он содержит на конце своих плоских наклонных поверхностей или на конце своей периферийной конической поверхности со стороны концевой поверхности (72) специальную часть другого наклона или другой конусности, которая воспроизводит профиль одного или нескольких средств (5, 7) герметизации охватываемого элемента (1).
17. Эталонный блок (80), используемый для регулировки предварительно установленной величины расстояния между двумя контактными поверхностями (60, 61) при осуществлении способа контроля по п.3 с использованием аппарата плоского измерения диаметра, имеющего две контактные поверхности, отличающийся тем, что он содержит поперечную концевую поверхность (82) и внутреннее пространство (81), ограниченное двумя плоскими поверхностями этого блока, имеющими, по существу, продольную ориентацию, наклоненными симметрично по отношению к концевой поверхности (82) и сходящимися в направлении донной части этого внутреннего пространства (81), причем угол D между плоскими наклонными поверхностями имеет величину, равную 2.arctg(ТТmоу2/2), и поперечное расстояние между плоскими наклонными поверхностями, равное (D2e - h), на продольном расстоянии (LB) от концевой поверхности (82), а величина h представляет собой сумму высоты зубца подлежащей контролю резьбы (4) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51).
18. Эталонный блок (80), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями при осуществлении способа контроля по п.3 с использованием аппарата плоского измерения диаметра, имеющего три контактные поверхности, отличающийся тем, что он содержит поперечную концевую поверхность (82) и внутреннее пространство (81), ограниченное конической периферийной поверхностью с продольной осью и конусностью, равной ТТmоу2, вершина которого направлена к стороне, противоположной концевой поперечной поверхности и диаметр которого на продольном расстоянии (LB) от этой концевой поперечной поверхности (82) равен (D2e - h), причем здесь h представляет собой сумму высоты профиля одного зубца подлежащей контролю резьбы (4) и известного коэффициента геометрической коррекции, присущего данному измерительному аппарату (51).
19. Эталонный блок по любому из пп.17-18, отличающийся тем, что он содержит на конце своих плоских наклонных поверхностей или своей периферийной конической поверхности со стороны, противоположной концевой поперечной поверхности (82), специальную часть другого наклона или другой конусности, которая воспроизводит профиль одного или нескольких средств (6, 8) герметизации охватывающего элемента (2).

Текст
1 Настоящее изобретение касается способа контроля размерных параметров охватывающей или охватываемой конической резьбы, расположенной на периферийной части охватываемого или охватывающего трубчатого элемента,расположенного на конце металлической трубы. Более конкретно, это изобретение касается способа размерного контроля среднего диаметра указанной охватываемой или охватывающей конической резьбы в заданной плоскости поперечного сечения, а также устройств контроля,предназначенных для осуществления этого способа. Под средним диаметром резьбы здесь следует понимать диаметр, взятый на боковой поверхности охватываемой резьбы и на половине высоты профиля этой резьбы. Охватывающая резьба определяется по отношению к охватываемой резьбе. В случае конической резьбы номинальная величина среднего диаметра должна быть определена в плоскости заданного поперечного сечения. Известны резьбовые соединения металлических труб, используемые, в частности, для формирования колонн буровых труб, эксплуатационных труб или обсадных труб для скважин на месторождениях углеводородов или для шахтных стволов. При этом соединение осуществляется между охватываемым элементом и охватывающим элементом, расположенными на концах труб, причем каждый из этих элементов снабжен соответственно охватываемой и охватывающей конической резьбой, размещенной соответственно на наружной и на внутренней периферийной поверхности охватываемого или охватывающего элемента. В данном случае под термином "труба" следует понимать трубу любого типа, то есть не только трубу большой длины, но также и трубчатый элемент относительно малой длины, образующий, например, муфту и обеспечивающий возможность соединения двух труб большой длины. Технические условия 5 СТ Американского нефтяного института, которые представляют собой международный стандарт в индустрии добычи углеводородов, содержат точные характеристики труб, сочленяемых при помощи таких резьбовых соединений, содержащих участки конической резьбы с треугольной, круглой или трапециевидной формой профиля. Технические условия 5 В Американского нефтяного института содержат точные характеристики различных вариантов резьбы упомянутого выше типа и описание способов контроля такой резьбы. В частности, в технических условиях 5 В Американского нефтяного института для каждого типоразмера трубы указана величина номинального среднего диаметра резьбы в плоскости поперечного сечения, расположенной на 2 конце полных витков охватываемой резьбы со стороны корпуса трубы, причем охватываемые витки, расположенные за пределами этой плоскости, имеют неполную высоту профиля и постепенно сходят на нет или исчезают. В последующем изложении эта плоскость будет называться плоскостью отсчета среднего диаметра или, коротко говоря, "плоскостью отсчета". Термин "первый виток резьбы" относится к той стороне резьбы, которая ориентирована в направлении свободного конца соответствующего охватываемого или охватывающего элемента. Термин "последний виток резьбы" относится к той стороне резьбы, которая ориентирована в направлении, противоположном свободному концу соответствующего элемента. Последний полный виток охватываемой резьбы расположен, таким образом, в упомянутой плоскости отсчета, тогда как просто последний виток охватываемой резьбы соответствует концу этой резьбы со стороны корпуса трубы. Резьбы, выполненные в соответствии с указанными техническими условиями 5 В,должны быть проконтролированы путем завинчивания вручную специальных калибров, таких как калибр-кольцо, содержащий внутреннюю резьбу, в случае контроля охватываемой резьбы или калибр-пробка, содержащий наружную резьбу, в случае контроля охватывающей резьбы. В этом случае контролируют, по существу,относительное осевое положение конца завинчивания калибра по отношению к контролируемой резьбе, и технические условия 5 В определяют величину и допуск на это относительное осевое положение. Способ контроля, описанный в документе 5 В Американского нефтяного института, обладает определенными преимуществами, а именно, он позволяет, в частности, достаточно просто и быстро обеспечить общий контроль резьбы. Однако он обладает и некоторыми недостатками как экономического, так и технического характера. Прежде всего, способ контроля при помощи сплошных цельных калибров требует для каждого из диаметров подлежащей контролю резьбы наличия комплектов калибров различных уровней, а именно, первичных калибров и вторичных или рабочих калибров, причем эти рабочие калибры должны быть отбракованы в том случае, когда их износ превысит критический уровень. Это обстоятельство приводит к необходимости изготовления с высокой точностью очень большого числа калибров и управления этой совокупностью калибров в функции состояния их износа, то есть обусловливает высокую стоимость их использования. Кроме того, этот способ контроля обеспечивает получение общего результата, который 3 представляет собой функцию множества параметров, среди которых присутствует средний диаметр, но также содержится конусность и овальность, то есть параметры, которые взаимно влияют друг на друга и не облегчают, таким образом, окончательную интерпретацию результатов контроля. Так, в случае контроля охватываемой резьбы, если конусность этой подлежащей контролю охватываемой резьбы оказывается меньше конусности калибра, первые впадины охватываемых витков контролируемой резьбы находятся в контакте с витками резьбы калибра, тогда как последние впадины охватываемых витков резьбы представляют радиальный зазор по отношению к соответствующим виткам резьбы калибра. И наоборот, если конусность подлежащей контролю охватываемой резьбы превышает конусность резьбы калибра, то не впадины первых охватываемых витков, а впадины последних охватываемых витков находятся в контакте с витками резьбы калибра. В обоих этих случаях средний диаметр охватываемой резьбы в плоскости, соответствующей плоскости отсчета на калибре, оказывается меньше номинального среднего диаметра. Кроме того, во втором случае средний диаметр на уровне первых охватываемых витков плохо поддается определению. Кроме того, в случае контроля охватывающей резьбы, и если конусность этой подлежащей контролю охватывающей резьбы будет меньше или больше конусности калибра, средний диаметр охватывающей резьбы в плоскости,соответствующей плоскости отсчета на калибре,будет превышать номинальный средний диаметр. При этом, если конусность контролируемой резьбы меньше конусности калибра, средний диаметр на уровне первых витков резьбы также плохо поддается определению. Производители специальных резьбовых соединений, таких, например, как соединения,описанные в Европейском патенте 0488912 и разработанные для поддержания эксплуатационных характеристик на уровне, превышающем уровень характеристик соединений, выполненных в соответствии с техническими условиями Американского нефтяного института, пришли,вследствие признания и международной обязательности этих технических условий, к использованию способов контроля резьбы, подобных способам контроля, описанным для резьбовых соединений, выполненных согласно требованиям Американского нефтяного института. Стоимость осуществления этих способов оказывается достаточно высокой, причем производитель должен располагать полными сериями комплектов калибров как для себя самого, так и для своих субподрядчиков. Вследствие этого были разработаны способы контроля резьбы, в которых не используются сплошные цельные калибры, но в соответ 002698 4 ствии с которыми осуществляют непосредственное определение среднего диаметра в плоскости отсчета или в любом другом определенном месте. Так, в патенте США 4.524.524 описан способ и оборудование для непосредственного контроля среднего диаметра охватываемой или охватывающей резьбы, расположенной горизонтально. В этом патенте раскрыто следующее: упомянутое оборудование, содержащее верхнюю контактную поверхность и нижнюю контактную поверхность, расположенные в вертикальной плоскости на регулируемом горизонтальном расстоянии от вертикальной опорной поверхности; установка регулировкой вертикального расстояния между верхней и нижней контактными поверхностями на предварительно определенную величину; размещение упомянутого оборудования таким образом, чтобы вертикальная опорная поверхность прижималась к концу элемента,резьбу на котором требуется проконтролировать, и чтобы две упомянутые контактные поверхности находились в контакте с вершинами профиля витков в диаметрально противоположных точках резьбы; измерение отклонения расстояния между двумя этими контактными поверхностями по отношению к предварительно определенной величине при помощи, например, компаратора,ноль которого был установлен на эту предварительно определенную величину. В данном случае эта предварительно определенная величина расстояния соответствует номинальной величине диаметра между вершинами витков, то есть номинальной величине среднего диаметра, увеличенной или уменьшенной на высоту профиля витка резьбы в зависимости от того, идет ли речь об охватываемой или об охватывающей резьбе. Техническое описание оборудования, выпускаемого в продажу владельцем патента США 4.524.524, дает определения следующего: а) соотношения, необходимого для того,чтобы связать допуск на средний диаметр (D) в соответствии со способом контроля путем измерения этого среднего диаметра с допуском на осевое позиционирование (S) сплошного цельного калибра, которое определяется техническими условиями 5 В Американского нефтяного института, следующим образом:D = S.TTnom/100,где TTnom представляет собой номинальную конусность резьбы в процентах, отнесенную к диаметру;b) окончательных корректирующих поправок, предназначенных для учета влияния геометрии контактных поверхностей используемого оборудования контроля на упомянутую пред 5 варительно определенную величину вертикального расстояния между этими контактными поверхностями;c) способа установления упомянутой предварительно определенной величины вертикального расстояния между контактными поверхностями оборудования контроля для обеспечения учета локализации плоскости измерения за пределами упомянутой плоскости отсчета. При этом из номинального среднего диаметра вычитают величину, равную: LTTnom/100, где L представляет собой осевое расстояние между плоскостью измерения и плоскостью отсчета и ТТnоm представляет собой номинальную величину конусности резьбы, выраженную в % и отнесенную к диаметру. Техническое описание этого оборудования не упоминает, однако, никакой специальной пользы от реализации размерного контроля среднего диаметра в плоскости измерения, отличающейся от плоскости отсчета. Аналогичным образом дело обстоит и для оборудования, описанного в патентах США 4.567.670, 4.965.937. В первом аспекте предлагаемого изобретения была поставлена задача разработать способ контроля охватываемой или охватывающей конической резьбы, специально приспособленной для обеспечения соединений с высокими характеристиками герметичности, охватываемый и охватывающий элементы, которые содержат, по меньшей мере, одно средство герметизации, в соответствии с которым не используется сплошной цельный калибр, но который позволяет обеспечить и даже гарантировать те же характеристики, что и способ контроля при помощи сплошного цельного калибра. Также была поставлена задача использовать способ, в соответствии с которым контролируют средний диаметр в плоскости измерения, заданной посредством аппарата для плоского измерения диаметра. В последующем описании под аппаратом плоского измерения диаметра или, коротко говоря, под измерительным аппаратом следует понимать аппарат, подобный или эквивалентный аппарату, описанному в патенте США 4.524.524, который позволяет измерять диаметр в заданной плоскости поперечного сечения подлежащего контролю изделия и который содержит следующие элементы: поперечную опорную поверхность,по меньшей мере, две контактные поверхности, определяемые по отношению к плоскости измерения и поперечно к расстоянию между ними и к регулируемому осевому расстоянию от опорной поверхности,средство измерения диаметра окружности,расположенной в поперечной плоскости измерения на заданном осевом расстоянии от опорной поверхности и касательной к контактным поверхностям. 6 Кроме того, была поставлена задача осуществлять измерение среднего диаметра в той плоскости поперечного сечения, где наиболее важно осуществить это измерение, принимая во внимание ожидаемые характеристики герметичности подлежащих контролю резьбовых соединений. Действительно, недостаток использования аппарата плоского измерения диаметра состоит в том, что средний диаметр подлежащей контролю резьбы точно известен только в непосредственной близости от плоскости измерения. При этом величина среднего диаметра в плоскости, относительно удаленной от плоскости измерения, содержит определенную неточность,учитывая допуски на конусность при изготовлении этой подлежащей контролю резьбы. В патенте США 5.360.239 описан способ контроля, в соответствии с которым используется аппарат плоского измерения диаметра,причем этот средний диаметр измеряется в непосредственной близости от первых полных охватываемых витков и на соответствующих охватывающих витках. Такой способ позволяет гарантировать высокую степень взаимодействия между первыми полными охватываемыми витками и соответствующими охватывающими витками в случае резьбовых соединений большого диаметра, не содержащих отдельных средств герметизации, с целью получения резьбовых соединений, обеспечивающих достаточную герметичность, несмотря на воздействие соответствующих давлений и усилий. Однако в этом патенте США 5.360.239 отсутствует описание способа определения ожидаемой величины среднего диаметра в плоскости измерения или допустимых границ этого диаметра, а также стремление обеспечить специфическое распределение измеренных диаметров по отношению к их распределению, полученному с использованием описанного выше обычного способа контроля при помощи сплошных цельных калибров. В соответствии с предлагаемым изобретением способ контроля охватываемой или охватывающей конической резьбы, расположенной на наружной или внутренней периферийной части охватываемого или охватывающего трубчатого элемента, расположенного на конце металлической трубы и содержащего, по меньшей мере, одно средство герметизации, представляет собой способ, в соответствии с которым контролируют средний диаметр резьбы в заданной плоскости измерения, расположенной на расстоянии L от опорной плоскости чертежа, посредством аппарата плоского измерения диаметра, снабженного средством измерения этого диаметра. В представленном документе под средством герметизации следует понимать такое средство, как, например, опорная поверхность гер 7 метизации, поперечная поверхность упора или эквивалентное средство. Одно или несколько охватываемых средств герметизации расположено в непосредственной близости от свободного конца охватываемого элемента, тогда как одно или несколько охватывающих средств герметизации расположены на охватывающем элементе таким образом, чтобы взаимодействовать с одним или несколькими средствами герметизации, расположенными в непосредственной близости от свободного конца охватываемого элемента, для соединения с которым предназначен этот охватывающий элемент. Предлагаемый способ содержит следующие этапы:a) этап регулировки на аппарате плоского измерения диаметра расстояния между поверхностью упора и плоскостью измерения, причем это расстояние представляет собой функцию расстояния между плоскостью измерения и плоскостью отсчета,b) этап регулировки средства измерения на величину поперечного расстояния между контактными поверхностями посредством эталонного блока, характеристический размер которого определяется по отношению к оценочной величине среднего диаметра в плоскости измерения. Этот характеристический размер соответственно является больше или меньше оценочной величины среднего диаметра в плоскости измерения на величину h в зависимости от того, охватываемая или охватывающая резьба подвергается контролю в данном случае. Эта величина h представляет собой сумму высоты профиля одного витка резьбы и известного коэффициента геометрической коррекции,c) этап измерения диаметра между вершинами витков резьбы в выбранной плоскости измерения, причем в данном случае измерительный аппарат устанавливается в упор своей опорной поверхностью в свободный конец рассматриваемого элемента,d) этап сравнения измеренного диаметра между вершинами витков резьбы с границами допустимого интервала. Плоскость измерения среднего диаметра охватываемой резьбы представляет собой плоскость, расположенную между плоскостью отсчета и первым полным охватываемым витком. Разумеется, выбор плоскости измерения должен обеспечивать для контактных поверхностей измерительного аппарата возможность быть прижатыми на достаточной длине к вершинам полных витков резьбы. Предпочтительным образом плоскость измерения среднего диаметра охватываемой резьбы представляет собой плоскость, расположенную, по существу, на половине осевого расстояния между плоскостью отсчета и плоскостью,соответствующей первому полному охватываемому витку. 8 Плоскость измерения среднего диаметра охватывающей конической резьбы представляет собой плоскость чертежа, которая совпадает с плоскостью измерения среднего диаметра охватываемой резьбы в том случае, когда две эти резьбы, охватываемая и охватывающая, соединены на чертеже. В качестве варианта, если плоскость чертежа, совпадающая с плоскостью измерения среднего диаметра охватываемой резьбы, не попадает в зону полных охватывающих витков,плоскость измерения среднего диаметра охватывающей конической резьбы представляет собой плоскость поперечного сечения, располагающуюся в зоне полных охватывающих витков, наиболее близкой к упомянутой совпадающей плоскости. Оценочная величина Dle среднего диаметра охватываемой резьбы в плоскости измерения получается при помощи следующих формул,причем величины конусности в последующем изложении настоящего документа отнесены к диаметру и выражены в %. Оценочная величина D2e среднего диаметра охватывающей резьбы в плоскости измерения получается при помощи следующих формул Индексы 1 и 2 в приведенных уравнениях относятся соответственно к охватываемой резьбе и к охватывающей резьбе. ЗдесьDnom представляет собой номинальную величину среднего диаметра в плоскости отсчета; ТТrер представляет собой величину переноса конусности;L представляет собой расстояние между плоскостью измерения и плоскостью отсчета,которое учитывается с положительным знаком в том случае, когда плоскость измерения располагается со стороны меньших диаметров по отношению к плоскости отсчета;TTnom представляет собой номинальную величину конусности резьбы; ТТ представляет собой алгебраическую величину отклонения (ТТmоу - TTnom);TTmin, ТТmах и TTmoy представляют собой соответственно минимальную, максимальную и среднюю величину конусности реализованной резьбы;представляет собой среднее квадратическое отклонение значений реализованной конусности; К 1 представляет собой отношение длины охватываемой резьбы к расстоянию между плоскостью (Р 0) отсчета и первым полным витком охватываемой резьбы; 9 К 2 представляет собой отношение длины охватывающей резьбы к расстоянию между плоскостью (Р 0) отсчета и последним полным охватывающим витком;g(х) представляет собой величину нормального центрированного сокращенного закона для величины х переменной. Величина конусности переноса ТТrер, определяемая своим уравнением, соответствует конусности условного конуса, большой диаметр которого, равный номинальной величине среднего диаметра, размещен в плоскости отсчета и малый диаметр которого, равный средней величине средних диаметров резьбы, проконтролированной посредством сплошных цельных калибров, размещен в плоскости, расположенной на конце витков контролируемой резьбы со стороны расположения одного или нескольких средств герметизации. Предлагаемое изобретение позволяет решить проблему, касающуюся места, где наиболее важно осуществить измерение среднего диаметра подлежащей контролю резьбы для оптимизации характеристики данного резьбового соединения. Действительно, в процессе разработки данного изобретения изобретателям стало ясно,что слишком большое диаметральное взаимодействие в резьбе, а именно, в зоне первых полных охватываемых витков, оказывает негативное влияние на герметичность данного соединения, в частности, в том случае, когда между охватываемой резьбой и концом охватываемого элемента предусмотрена металлическая опорная поверхность герметизации, предназначенная для радиального взаимодействия с металлической опорной поверхностью герметизации, располагающейся на охватывающем элементе. Диаметральное взаимодействие между сопряженными точками двух поверхностей вращения, которые взаимодействуют между собой в радиальном направлении, определяется в целом как разность диаметров поперечного сечения поверхностей в этих точках. Эта разность измеряется перед соединением и считается положительной в том случае, когда две эти поверхности после осуществления соединения создают давление контакта между их сопряженными точками. Это определение может применяться как к взаимодействующим резьбам, так и к опорным поверхностям герметизации. Для того, чтобы оценить величину диаметрального взаимодействия в витках, близких к первым полным охватываемым виткам, необходимо осуществить измерение среднего диаметра ближе к этой зоне, чем к последним полным охватываемым виткам, для того, чтобы не внести существенную неточность, связанную с переменностью конусности: именно такая задача принимается в расчет в предлагаемом изобретении. 10 Таким образом, предлагаемое изобретение позволяет гарантировать, что средняя величина средних диаметров резьбы, проконтролированных при помощи способа в соответствии с данным изобретением в плоскости витков, находящихся в непосредственной близости от одного или нескольких средств герметизации, будет одной и той же как при осуществлении контроля с использованием способа в соответствии с этим изобретением, так и при осуществлении контроля с использованием сплошных цельных калибров, как это определяется техническими условиями 5 В Американского нефтяного института, даже если плоскость измерения не будет располагаться точно на конце резьбы. Предпочтительным образом средняя величина конусности охватывающей резьбы является меньшей, чем средняя величина конусности связанной с ней охватываемой резьбы. Такое расхождение приводит к обеспечению благоприятных условий реализации соединений, в которых взаимодействие между различными резьбами оказывается уменьшенным в непосредственной близости от одного или нескольких средств герметизации, причем величина диаметрального взаимодействия в резьбе на этом уровне определяется оптимальным образом при использовании способа контроля в соответствии с предлагаемым изобретением. Предпочтительным образом средняя величина конусности охватываемой резьбы превышает ее номинальную величину. В качестве варианта, средняя величина конусности охватывающей резьбы оказывается меньше ее номинальной величины. Минимальные и максимальные допустимые величины диаметра, измеренного между вершинами витков, могут быть определены непосредственно на основе минимальных и максимальных допустимых величин, относящихся к среднему диаметру в рассматриваемой плоскости измерения и увеличенных или уменьшенных на величину высоты профиля одного витка резьбы в зависимости от того, какая резьба, охватываемая или охватывающая, подвергается контролю в данном случае. Минимальные и максимальные допустимые величины среднего диаметра могут быть определены непосредственно при помощи допусков на оценочную величину среднего диаметра D1e или D2e, или же путем замены, в формуле, дающей оценочную величину среднего диаметра, величины расстояния между плоскостью отсчета и плоскостью измерения на минимальные и максимальные допустимые величины этого расстояния. Предпочтительно, при выполнении этапа регулировки измерительного средства, устанавливают ноль этого измерительного средства,затем при выполнении этапа измерения измеряют отклонение по отношению к нулю и, наконец, при выполнении этапа сравнения, осущест 11 вляют сравнение полученного отклонения с интервалом допуска. Предпочтительно, в том случае, когда измерительный аппарат располагает двумя контактными поверхностями, предлагаемый способ контроля осуществляется четыре раза в одной и той же плоскости измерения с обеспечением поворота измерительного аппарата или подлежащей контролю резьбы на одну восьмую часть полного оборота вокруг оси данного резьбового соединения после каждого измерения, причем диаметр между вершинами витков в рассматриваемой плоскости измерения принимается равным средней величине по четырем этим измерениям. В качестве варианта, в том случае, когда измерительный аппарат содержит три контактные поверхности, расположенные под углом 120 друг по отношению к другу, предлагаемый способ контроля осуществляется три раза с обеспечением поворота измерительного аппарата или контролируемой резьбы на угол 40 или на одну девятую часть полного оборота вокруг оси данного резьбового соединения после каждого измерения. Во втором аспекте данного изобретения была поставлена задача создать аппарат для плоского измерения диаметра, который позволяет использовать способ в соответствии с этим изобретением достаточно быстрым и, значит,экономичным образом. В том случае, когда измерительный аппарат содержит две контактные поверхности, необходимо повернуть этот аппарат вокруг одной из двух контактных поверхностей для определения точки подлежащей контролю резьбы,диаметрально противоположную той ее точке, к которой прижата контактная поверхность, вокруг которой совершается поворот, причем диаметр между вершинами витков соответствует максимальному значению измерений, реализованных в процессе этого поворота. При этом измерительный аппарат содержит средство,предназначенное для автоматического обнаружения этого максимума. Также была поставлена задача создания способа контроля конической резьбы, обеспечивающего достаточно быструю и соответствующую реакцию в случае наличия производственных отклонений в контролируемой резьбе. Для достижения этой цели измерительный аппарат содержит средство для осуществления статистических расчетов на основе полученных величин. Третий аспект предлагаемого изобретения касается эталонного блока, используемого для регулировки предварительно определенной величины расстояния между контактными поверхностями при осуществлении способа контроля в соответствии с первым аспектом этого изобретения. 12 В случае контроля охватываемой конической резьбы эталонный блок, используемый совместно с измерительным аппаратом, содержащим две контактные поверхности, выполнен,в соответствии с этим третьим аспектом предлагаемого изобретения, в форме усеченного клина,который содержит следующие элементы: поперечную концевую поверхность,две плоские поверхности, имеющие, по существу, продольную ориентацию, наклоненные симметрично по отношению к поперечной концевой поверхности и сходящиеся в направлении этой поверхности,при этом угол между двумя упомянутыми плоскими наклонными поверхностями имеет величину, равную 2.arctg(TTmoy1/2),поперечное расстояние между этими плоскими наклонными поверхностями имеет величину (D1e + h) на продольном расстоянии LA от концевой поверхности, если h представляет собой предварительно определенную величину. В качестве возможного варианта реализации эталонный блок, используемый совместно с измерительным аппаратом, содержащим три контактные поверхности, может иметь форму усеченного конуса и содержит поперечную концевую поверхность, расположенную со стороны вершины конуса, и периферийную коническую поверхность с величиной конусности, равнойTTmoy1, причем диаметр этой конической поверхности на расстоянии LA от поперечной концевой поверхности равен (D1e + h). Кроме того, этот эталонный блок может содержать на конце своих плоских наклонных поверхностей или на конце своей периферийной конической поверхности со стороны упомянутой концевой поперечной поверхности специальную часть, имеющую другой наклон или другую конусность, которая воспроизводит профиль одного или нескольких средств герметизации охватываемого элемента. Такой эталонный блок позволяет регулировать второй аппарат плоского измерения диаметра для того, в частности, чтобы осуществить контроль диаметра опорной поверхности герметизации. В случае осуществления контроля охватывающей конической резьбы эталонный блок,используемый совместно с измерительным аппаратом, имеющим две контактные поверхности, содержит, в соответствии с этим третьим аспектом предлагаемого изобретения, поперечную концевую поверхность и внутреннее пространство, ограниченное двумя плоскими поверхностями блока, имеющими, по существу,продольную ориентацию, наклоненными симметрично по отношению к упомянутой концевой поверхности и сходящимися в направлении донной части этого внутреннего пространства,причем угол между упомянутыми плоскими наклонными поверхностями имеет величину 2.arctg (ТТmoу 2/2), и поперечное расстояние меж 13 ду упомянутыми плоскими наклонными поверхностями, равное (D2e - h) на продольном расстоянии LB от поперечной концевой поверхности, если h представляет собой предварительно определенную величину. В качестве варианта, для контроля охватывающей конической резьбы эталонный блок,используемый совместно с измерительным аппаратом, имеющим три контактные поверхности, содержит концевую поперечную поверхность и внутреннее пространство, ограниченное периферийной конической поверхностью,имеющей продольную ось и конусность, равную ТТmоу 2, вершина которой направлена к стороне,противоположной концевой поперечной поверхности и диаметр которой на расстоянии LB от упомянутой концевой поперечной поверхности составляет (D2e - h). Кроме того, эталонный блок для контроля охватывающей конической резьбы может содержать на конце своих плоских наклонных поверхностей или на конце своей конической периферийной поверхности со стороны, противоположной концевой поперечной поверхности,специальную часть с другим углом наклона или с другой конусностью, которая воспроизводит профиль одного или нескольких средств герметизации охватывающего элемента. Такой эталонный блок позволяет регулировать второй аппарат плоского измерения диаметра для осуществления, в частности, контроля диаметра опорной поверхности герметизации. Приведенные в приложении фигуры иллюстрируют не являющиеся ограничительными способы реализации предлагаемого изобретения и представляют следующее: фиг. 1 представляет собой схематический вид охватывающего резьбового элемента на конце трубы; фиг. 2 представляет собой схематический вид охватываемого резьбового элемента на конце трубы; фиг. 3 представляет собой схематический вид элементов, показанных на фиг. 1 и 2, в соединенном состоянии; фиг. 4 схематически иллюстрирует контроль охватывающего резьбового элемента при помощи пробки-калибра в соответствии с техническими условиями 5 В Американского нефтяного института; фиг. 5 схематически иллюстрирует контроль охватываемого резьбового элемента при помощи кольца-калибра в соответствии с техническими условиями 5 В Американского нефтяного института; фиг. 6 схематически иллюстрирует контроль охватываемого резьбового элемента типа показанного на фиг. 2 при помощи аппарата плоского измерения диаметра в соответствии с предлагаемым изобретением; фиг. 7 представляет собой схематический вид детали, показанной на фиг. 6, на уровне 14 контактной поверхности аппарата плоского измерения диаметра; фиг. 8 представляет собой схематический вид детали, показанной на фиг. 6, на уровне другой контактной поверхности аппарата плоского измерения диаметра; фиг. 9 схематически иллюстрирует контроль охватывающего резьбового элемента типа показанного на фиг. 1 при помощи аппарата плоского измерения диаметра в соответствии с предлагаемым изобретением; фиг. 10-13 схематически иллюстрируют варианты реализации полных эталонных блоков, предназначенных для использования в случае контроля охватываемой резьбы в соответствии с фиг. 6; фиг. 14-17 схематически иллюстрируют варианты реализации полых эталонных блоков,предназначенных для использования в случае контроля охватывающей резьбы в соответствии с фиг. 9; фиг. 18 схематически иллюстрирует соотношение между положением среднего диаметра на конце охватываемой резьбы для различных возможных величин конусности по отношению к положению среднего диаметра кольца-калибра типа показанного на фиг. 5; фиг. 19 схематически иллюстрирует соотношение того же типа в случае охватывающей резьбы по отношению к положению среднего диаметра пробки-калибра типа показанной на фиг. 4. На фиг. 18 и 19 отклонения конусности представлены сильно увеличенными для более наглядной иллюстрации распределения величин. На фиг. 3 схематически представлено резьбовое соединение 100 между охватываемым элементом 1, расположенным на конце первой металлической трубы 101, и охватывающим элементом 2, расположенным на конце второй металлической трубы 102, которая может представлять собой трубу большой длины или муфту. Такие резьбовые соединения позволяют, например, сформировать колонны обсадных труб или эксплуатационных транспортировочных труб для скважин добычи углеводородов. Охватываемый элемент 1, представленный на фиг. 2, содержит на своей наружной периферийной поверхности охватываемую коническую резьбу 3 с витками трапециевидного профиля и конец этого элемента, который также представляет собой конец первой трубы 101, содержит кольцевую и поперечную охватываемую концевую поверхность. На фиг. 2 представлена плоскость Р 0, которая, в соответствии с техническими условиями 5 В Американского нефтяного института,представляет собой плоскость поперечного сечения, расположенную на конце зоны полных охватываемых витков и соответствующую последнему полному охватываемому витку. 15 Охватывающий элемент 2, представленный на фиг. 1, содержит на своей внутренней периферийной поверхности охватывающую коническую резьбу 4 с витками трапециевидного профиля, сопряженную с охватываемой резьбой 3, и конец охватывающего элемента 2, который также представляет собой конец второй трубы 102, содержит кольцевую и поперечную охватывающую концевую поверхность 10. Соединение труб 101, 102 обеспечивается путем завинчивания охватываемой резьбы 3 охватываемого элемента 1 в охватывающую резьбу 4 охватывающего элемента 2. Предпочтительным образом и для осуществления способа в соответствии с предлагаемым изобретением конические резьбы 3, 4 являются одноступенчатыми. Резьбовое соединение, схематически представленное на фиг. 3, содержит на каждом из элементов дополнительные средства, которые делают это соединение особенно герметичным,а именно: а) На охватываемом элементе. Наружную коническую охватываемую опорную поверхность 5 герметизации, конусность которой обычно превышает конусность охватываемой резьбы 3. При этом конусность охватываемой опорной поверхности герметизации, отнесенная к диаметру, составляет, например, 20%,кольцевую и поперечную упорную поверхность 7, образованную охватываемой концевой поверхностью; б) На охватывающем элементе. Внутреннюю коническую охватывающую опорную поверхность 6 герметизации, конусность которой, по существу, идентична конусности охватываемой опорной поверхности 5 герметизации,внутренний кольцевой выступ, содержащий кольцевую поперечную упорную поверхность 8. Охватываемая кольцевая поверхность 7 известным образом может представлять собой вогнутую коническую поверхность с очень сильно раскрытой половиной угла при вершине,составляющей, например, 75. В этом случае охватывающая упорная поверхность 8 является выпуклой с той же самой величиной половины угла при вершине конуса. В резьбовом соединении 100 упомянутые дополнительные средства функционируют следующим образом. Охватываемая опорная поверхность 5 герметизации взаимодействует в радиальном направлении с охватывающей опорной поверхностью 6 герметизации. Это означает, что диаметр охватываемой поверхности в некоторой опорной точке превышает, перед осуществлением соединения, диаметр в сопряженной с ней точке охватывающей опорной поверхности 6 гермети 002698 16 зации, также измеренный перед осуществлением соединения. В процессе свинчивания и после установления контакта между упомянутыми опорными поверхностями герметизации продолжение завинчивания вызывает возрастающее диаметральное взаимодействие этих опорных поверхностей герметизации. Точное положение конца соединения определяется вхождением в упор охватываемой концевой поверхности 7 в упорную поверхность 8 внутреннего охватывающего кругового выступа, что определяет точную величину взаимодействия между опорными поверхностями 5, 6 герметизации. Упорные поверхности 7, 8 также могут играть роль средства герметизации, хотя их поперечное расположение делает их менее эффективными с этой точки зрения, чем собственно опорные поверхности 5, 6 герметизации. Положение в конце соединения может, в частности, быть установлено при помощи заданной величины момента затягивания этого резьбового соединения. Форма упорных поверхностей 7, 8, которая благоприятным образом является конической и выпукло-вогнутой и не показана на приведенных фигурах, препятствует разъединению упорных поверхностей и увеличивает контактное давление опорных поверхностей 5, 6 герметизации. На фиг. 4 весьма схематично проиллюстрирован контроль охватывающей конической резьбы 4 охватывающего элемента 2 в соответствии с техническими условиями 5 В Американского нефтяного института при помощи охватываемой пробки-калибра 21, снабженной охватываемой конической резьбой 23, выполненной с определенно более жесткими допусками, чем допуски на подлежащую контролю резьбу 4,например, в десять раз более жесткими допусками. Можно также считать, что средний диаметр калибра в плоскости его последнего полного витка равен номинальному среднему диаметру и что конусность резьбы калибра равна ее конусности на чертеже. Для упрощения изображения на фиг. 4, а также на фиг. 5, показаны только средние конусы без изображения конусов вершин и конусов впадин витков резьбы. В соответствии с техническими условиями 5 В Американского нефтяного института для того, чтобы проконтролировать резьбу 4, вручную завинчивают пробку-калибр 21 вплоть до положения ее блокировки, для которого последний средний диаметр резьбы 23 на одном из концов 25, 27 пробки-калибра 21 равен среднему диаметру подлежащей контролю охватывающей резьбы в заданной плоскости этой резьбы. Расстояние А между концом охватывающего элемента 10 и кольцевой поперечной по 17 верхностью 29 пробки-калибра сравнивается со стандартной величиной S этого расстояния для определенной пары кольцо-калибр/пробкакалибр, причем охватывающая резьба 4 признается приемлемой в том случае, когда отклонение расстояния по отношению к его стандартной величине заключено в заданном интервале допуска. В том случае, когда витки резьбы пробкикалибра 21 находятся в контакте с витками подлежащей контролю охватывающей резьбы 4 со стороны конца 25 резьбы пробки-калибра 21,что происходит в том случае, когда конусность этой подлежащей контролю резьбы 4 оказывается меньше номинальной величины конусности, средний диаметр резьбы 4 в плоскости,располагающейся на конце, противоположном ее входу, превышает на величину d2 средний диаметр резьбы пробки-калибра 21 в соответствующей плоскости. В этом случае можно считать, что для всех значений конусности охватывающей резьбы 4,меньших, чем номинальная величина этой конусности, средний конус этой резьбы 4 поворачивается вокруг некоторой точки, располагающейся в плоскости, находящейся на конце 25 резьбы пробки-калибра. Обратное происходит в том случае, когда конусность подлежащей контролю резьбы 4 превышает номинальную величину. При этом средний конус этой резьбы 4 поворачивается вокруг некоторой точки, располагающейся в плоскости, находящейся на конце 27 резьбы пробки-калибра. На фиг. 5 схематически проиллюстрирован тот же способ контроля охватываемой конической резьбы 3 охватываемого элемента в соответствии с техническими условиями 5 В Американского нефтяного института при помощи кольца-калибра 22, снабженного охватывающей конической резьбой 24, выполненной в соответствии с очень жесткими допусками. Здесь также навинчивают кольцо-калибр 22 на подлежащую контролю охватываемую резьбу 3 вплоть до положения блокировки, которое позволяет определить расстояние Р между концом охватываемого элемента 7 и плоскостью, располагающейся на конце 28 резьбы кольца-калибра 22. В том случае, когда витки резьбы кольцакалибра 22 находятся в контакте с витками подлежащей контролю охватываемой резьбы 3 со стороны конца 26 резьбы кольца-калибра, что происходит в том случае, когда конусность подлежащей контролю резьбы 3 превышает номинальную величину, средний диаметр этой резьбы 3 в плоскости, располагающейся на входе упомянутой резьбы, оказывается меньше среднего диаметра резьбы 24 кольца-калибра 22 в соответствующей плоскости. При этом можно считать, что для всех значений конусности охватываемой резьбы 3, пре 002698 18 вышающих номинальную величину, средний конус этой резьбы 3 поворачивается вокруг некоторой точки, располагающейся на конце 26 резьбы кольца-калибра. Обратное происходит в том случае, когда конусность охватываемой резьбы 3 оказывается меньше номинальной величины, причем средний конус резьбы 3 поворачивается при этом вокруг некоторой точки, располагающейся на конце 28 резьбы кольца-калибра. На фиг. 6 схематически представлен контроль среднего диаметра охватываемой конической резьбы 3 при помощи аппарата 51 плоского измерения диаметра типа того аппарата, который описан в патенте США 4.524.524. Этот измерительный аппарат 51 содержит следующие элементы: торцевую траверсу 57, которая содержит поперечную упорную поверхность, сформированную ребрами 54, 54'; два продольных и отстоящих друг от друга в поперечном направлении рычага 52, 53, которые смонтированы на траверсе 57 таким образом, чтобы их можно было отрегулировать в функции типа и диаметра подлежащей контролю резьбы; два опорных ножа 58, 59, располагающихся продольно, ребра которых повернуты друг в направлении друга и отстоят друг от друга в поперечном направлении. Эти ребра образуют контактные поверхности 60, 61, причем опорный нож 58 смонтирован на продольном рычаге 52 таким образом, чтобы иметь возможность только поворачиваться в своей плоскости, тогда как опорный нож 59 смонтирован таким же поворотным образом на подвижном стержне 56,расположенном поперечно; средство измерения, которое в данном случае представляет собой компаратор 55, расположенный на продольном рычаге 53 и приводимом в действие при помощи подвижного стержня 56. Оси поворота упомянутых опорных ножей определяют плоскость Р 1 измерения, поперечную по отношению к измерительному аппарату 51 и параллельную упорной поверхности 54, 54'. Можно заставить скользить траверсу 57 для того, чтобы плоскость Р 1 измерения была расположена на заданном расстоянии LA от упомянутой упорной поверхности 54, 54'. Компаратор 55 измеряет отклонение расстояния между контактной поверхностью 61 и контактной поверхностью 60 по отношению к предварительно установленной величине расстояния, соответствующей нулю этого компаратора. Измерение диаметра между вершинами профиля витка D1s обеспечивается при этом путем добавления алгебраической величины отклонения, измеренного компаратором 55, к упомянутой предварительно установленной величине. 19 Этот компаратор 55 благоприятным образом может быть заменен на электронный датчик перемещения, который позволяет обеспечить автоматическую регистрацию и непосредственную индикацию выполненных измерений. Операция контроля охватываемой резьбы 3 осуществляется следующим образом. Регулируют расстояние LA между упорной поверхностью 54, 54' и плоскостью Р 1 измерения на величину, соответствующую на чертеже,показанном на фиг. 2, расстоянию между плоскостью Р 1 и концевой поверхностью 7 охватываемого элемента 1. Это расстояние LA равно разности между расстоянием от плоскости Р 0 до концевой поверхности 7 и расстоянием L1 между плоскостями Р 0 и Р 1. Положение плоскости Р 1 измерения выбирается таким образом, чтобы контактные поверхности 60, 61 опирались на вершины полных витков, причем эти контактные поверхности 60,61 имеют длину, достаточную для того, чтобы войти в контакт, по меньшей мере, с двумя вершинами витков резьбы 13. Положение плоскости Р 1 измерения предпочтительным образом выбирается так, как это показано на фиг. 2, то есть на половине расстояния между плоскостью Р 0 отсчета и плоскостью, соответствующей первому полному витку охватываемой резьбы. Такое положение позволяет осуществить измерение среднего диаметра значительно ближе к входу охватываемой резьбы и, таким образом, лучше оценить величину диаметрального взаимодействия на этом уровне, обеспечивая при этом правильную опору контактных поверхностей 60, 61 даже в том случае, когда зона полных витков резьбы является относительно короткой. Затем регулируют ноль компаратора 55 или даже непосредственно индицируют предварительно установленную величину, вставляя между контактными поверхностями 60, 61 две плоские поверхности эталонного блока 70, показанного схематически на фиг. 10, причем эти плоские поверхности отстоят друг от друга на расстояние (D1e + h), которое представляет собой характеристический размер данного эталонного блока. Здесь D1e представляет собой оценочную величину среднего диаметра подлежащей контролю резьбы в плоскости измерения, и h представляет собой величину, равную сумме высоты профиля витка резьбы и коэффициента геометрической коррекции, заданного конструктором измерительного аппарата 51. Этот коэффициент геометрической коррекции учитывает, в частности, то обстоятельство, что опорные ножи 58, 59 не поворачиваются вокруг контактных поверхностей 60, 61. Такой эталонный блок 70 является значительно менее дорогостоящим в изготовлении,чем резьбовой калибр 22, поскольку он не со 002698 20 держит резьбы и изнашивается значительно медленнее вследствие того, что не подвергается воздействию многочисленных циклов завинчивания и отвинчивания. Для того, чтобы определить величину D1e,используют следующее соотношение:D1e = Dnom - L1.TTrep1/100 где Dnom представляет собой номинальную величину среднего диаметра, то есть величину этого среднего диаметра в плоскости Р 0 отсчета,L1 представляет собой расстояние между плоскостями Р 0 и Р 1, которое считается положительным, поскольку плоскость Р 1 измерения расположена со стороны меньших диаметров по отношению к плоскости Р 0 отсчета,TTrep1 представляет собой величину переноса охватываемой конусности, которая будет определена в последующем изложении. Эта величина превышает номинальную величину конусности. В качестве варианта, для того, чтобы отрегулировать ноль компаратора 55, вместо использования эталонного блока, содержащего две плоские и параллельные поверхности, можно использовать эталонный блок 70, выполненный в форме усеченного клина и схематически представленный на фиг. 12. Этот эталонный блок 70 содержит поперечную концевую поверхность 72 и две плоские поверхности, по существу, продольной ориентации, симметрично наклоненные по отношению к поперечной концевой поверхности и сходящиеся в направлении к этой поверхности. При этом угол С между упомянутыми плоскими наклонными поверхностями имеет величину, равную 2.arctg (TTmoy1/2), и поперечное расстояние между этими плоскими наклонными поверхностями равно (D1e + h) на продольном расстоянии LA от концевой поверхности 72. Этот эталонный блок 70 вставляется таким образом, чтобы прижать его концевую поверхность 72 к упорной поверхности 54, 54' измерительного аппарата 51 и разместить его плоские наклонные поверхности между контактными поверхностями 60, 61 измерительного аппарата 51. При этом необходим всего лишь один эталонный блок 70 для любой величины расстояния L1. В качестве варианта реализации эталонного блока, показанного на фиг. 12, угол С между его плоскими наклонными поверхностями может иметь величину, равную 2.arctg(TTrep1/2), и поперечное расстояние между этими плоскими наклонными поверхностями может быть равно(Dnom + h) на продольном расстоянии (LA + L1) от концевой поверхности 72. Кроме того, этот эталонный блок 70 может содержать на конце своих плоских наклонных поверхностей со стороны концевой поверхности 72 специальную часть, не показанную на фиг. 12, с другим углом наклона, которая воспроизводит профиль одного или нескольких средств 21 герметизации охватываемого элемента 1, в частности, опорной поверхности 5 герметизации и, в случае необходимости, охватываемой концевой поверхности 7. Такой эталонный блок позволяет регулировать второй аппарат 51 плоского измерения диаметра, предназначенный для осуществления контроля диаметра опорной поверхности 5 герметизации. Для осуществления измерения располагают измерительный аппарат 51 таким образом,чтобы установить его упорную поверхность 54,54' против концевой поверхности 7 охватываемого элемента 1 или против наиболее наружных точек этой концевой поверхности в том случае,когда она не является плоской, но является, например, конической и слегка вогнутой с половиной угла при вершине в 75, и ввести контактные поверхности 60, 61 снаружи в контакт с диаметрально противоположными вершинами 13 профиля витков охватываемой резьбы. В процессе измерения контактная поверхность 60 удерживается неподвижной на вершинах витков резьбы, с которыми она находится в контакте, при том, что осуществляют поворот измерительного аппарата 51. При этом контактная поверхность 61 остается в контакте с вершиной противоположного витка в процессе поворота. Измерение диаметра D1s между вершинами витка резьбы в плоскости Р 1 измерения соответствует максимальной величине поперечного расстояния между контактными поверхностями 60, 61 в процессе поворота. Эта максимальная величина может быть получена путем считывания с компаратора 55 или, еще лучше,автоматически определена в том случае, если используется электронный датчик перемещения вместо компаратора 55 и электронная схема,которая выявляет и запоминает максимальную величину в процессе поворота измерительного аппарата 51 вокруг контактной поверхности 60. Последний этап осуществления способа контроля охватываемой резьбы 3 представляет собой сравнение измеренной величины D1s диаметра между вершинами витков резьбы и допустимыми границами, определяемыми некоторым интервалом вокруг величины D1e. Поскольку величина D1 охватываемого среднего диаметра в плоскости Р 1 измерения получается в результате уменьшения на предварительно определенную величину h измеренной величины D1s диаметра между вершинами витков резьбы в той же плоскости Р 1, значения границ допустимого интервала для диаметра,измеренного между вершинами витков D1s, могут быть определены непосредственно на основе границ, относящихся к среднему диаметруD1, с добавлением этой величины h. Эти границы также могут быть получены косвенным образом, заменяя в формуле 22 величину среднего диаметра в плоскости измерения, величину расстояния L1 между плоскостью отсчета и плоскостью измерения на величины L1 min , L1 max , которые расположены по обе стороны от нее с интерваломL1. Способ получения величины TTrep1 определяется в результате выполнения следующего расчета, который поясняется диаграммой, представленной на фиг. 18. В общем случае стремятся к тому, чтобы средняя величина средних диаметров охватываемой резьбы 3, контролируемой в соответствии с предлагаемым способом, была равна средней величине средних диаметров резьбы 3,контролируемой с использованием кольцакалибра 22 в соответствии с техническими условиями 5 В Американского нефтяного института, и это в концевой плоскости 28 этого кольцакалибра 22, которая в среднем позиционирована на первом полном охватываемом витке резьбы. Точка G1 обозначает на фиг. 18 среднюю величину среднего диаметра резьбы 3 в концевой плоскости 28 кольца-калибра, которая отстоит на этом кольце-калибре на расстояние Ls1 от плоскости Р 0 отсчета и на расстояние Lf1 от плоскости 26, располагающейся на другом конце резьбы кольца-калибра. В последующем будет считаться следующее:a) как уже было сказано выше, средние конусы реализованных резьб поворачиваются вокруг некоторой точки, расположенной на одном или на другом конце резьбы кольца-калибра 22,навинченного на подлежащую контролю охватываемую резьбу, в зависимости от величины конусности ТТ 1 контролируемой резьбы 3, которая может быть меньше или больше величины конусности резьбы кольца-калибра, рассматриваемой в качестве равной номинальному значению этой конусности;b) распределение значений конусности реализованных резьб подчиняется нормальному закону распределения, центрированному на средней величине ТТ mоу 1 конусности,причем интервал между максимальной величиной и минимальной величиной конусности(TT max1 -TT min1) в 6 раз превышает среднее квадратическое отклонение 1 данного распределения. Из сказанного выше следует, что если конусность контролируемой резьбы превышает номинальную величину TTnom, упомянутая точка контролируемой резьбы в концевой плоскости 28 кольца-калибра расположена в интервалеTTnom кольца-калибра, а точка A1 соответствует максимальной величине TTmax1 конусности подлежащей контролю резьбы. Плотность вероятности в любой точке упомянутого интервала O'1A1 подчиняется зако 23 ну Гаусса, центрированному в точке O1 и проиллюстрированному показанной сплошной линией частью колоколообразной кривой, представленной на фиг. 18, причем точка O1 соответствует средней величине ТТmоу 1 конусности подлежащей контролю резьбы 3. Если конусность ТТ 1 контролируемой резьбы меньше номинальной величины TTnom конусности, конец контролируемой резьбы в концевой плоскости 28 кольца-калибра представляет собой точку поворота O'1. Вероятность,связанная с положением этой точки O'1, равна площади выделенной пунктиром части упомянутой колоколообразной кривой, показанной на фиг. 18. Средняя величина, результирующая положение конца резьбы в плоскости 28, представляет собой центр G1 тяжести положений для совокупности значений конусности между ее значениями TTmin1 и ТТmах 1 и позволяет определить величину переноса конусности TTrep1 при помощи наклона прямой QiG1, причем точка Q1 соответствует номинальной величине среднего диаметра. На оси, направленной от точки O'1 к точкеA1, можно записать следующие соотношения Отношение Lf1/Ls1 еще равно отношению К 1 длины охватываемой резьбы к расстоянию между плоскостью Р 0 отсчета и первым полным охватываемым витком. Здесь х представляет собой центрированную уменьшенную переменную, выражаемую соотношением (ТТ 1 - TTmoy1)/1, которая может изменяться в диапазоне от - до +, причем ТТ 1 соответствует переменной конусности,f(x) представляет собой функцию Гаусса =, и (x) = x для x-ТТ 1/1 или для ТТ 1TTnom(х) = -ТТ 1/1 для х-ТТ 1/1 или для ТТ 1TTnom И теперь можно легко вывести следующую формулуTTmin1=6,10%; TTmax1=6,60%; TTmoy1=6,35%; ТТ 1=(ТТ mоу 1 -ТТ nоm)=0,10%; 1=(6,606,10)/6=0,08%. В результате получается: TTrep1 = 6,48%. Предпочтительным образом стремятся к тому, чтобы величина TTrep1 была заключена в интервале между величинами TTnom и TTmax1, 002698 24 что соответствует случаю представленного выше численного приложения. Конус, образованный вершинами профилей витков 13, может иметь геометрические погрешности, в частности, такие как овализация, а также наличие периодических впадин и выпуклостей вдоль его поперечного сечения. При этом предпочтительно для получения репрезентативного измерения среднего диаметра в плоскости Р 1 измерения осуществить несколько измерений диаметра. Изобретатели констатировали, что в случае использования измерительного аппарата с двумя контактными поверхностями 60, 61 типа измерительного аппарата 51 нет необходимости осуществлять более четырех измерений для получения репрезентативной величины среднего диаметра в плоскости P1. Таким образом, предлагается осуществлять четыре последовательных измерения или определения среднего диаметра, поворачивая измерительный аппарат 51 или подлежащую контролю резьбу 3 на угол 45 или на одну восьмую часть полного оборота вокруг оси резьбы после каждого измерения, причем значение D1 принимается равным среднему значению этих четырех измерений. В качестве не представленного на приведенных фигурах варианта реализации аппарат плоского измерения диаметра известным образом может содержать три контактные поверхности, отстоящие друг от друга на угол 120. Такой измерительный аппарат позволяет непосредственно определить окружность, образованную пересечением конуса вершин витков резьбы с плоскостью Р 1 измерения, и, следовательно, диаметр между вершинами витков D1s,без необходимости поворачивать этот измерительный аппарат вокруг контактной поверхности в процессе осуществления измерений. В этом случае, как показано на фиг. 11,эталонный блок 70 имеет форму цилиндра диаметром D1s. В качестве варианта реализации в соответствии с фиг. 13 этот эталонный блок имеет форму усеченного конуса с диаметром, составляющим (D1e + h) в плоскости поперечного сечения,располагающейся на продольном расстоянии LA от поперечной концевой поверхности 72 малого диаметра данного усеченного конуса. Его конусность имеет величину TTmoy1,причем этот конический эталонный блок 70 вставляется таким образом, чтобы прижаться своей концевой поверхностью 72 малого диаметра к упорной поверхности 54, 54' измерительного аппарата 51 и быть зажатым своей конической периферийной поверхностью между контактными поверхностями этого измерительного аппарата 51. В этих условиях необходим только один эталонный блок для любого значения длины LA, как и в случае, представленном на фиг. 12. 25 В качестве варианта реализации эталонного блока 70, представленного на фиг. 13, этот эталонный блок может иметь диаметр, равный(Dnоm + h) в плоскости поперечного сечения,расположенной на продольном расстоянии (LA +L1) от поперечной концевой плоскости 72 малого диаметра усеченного конуса, причем его конусность имеет величину TTrep1. В не представленном здесь варианте реализации эталонного блока типа того, который показан на фиг. 13, этот эталонный блок 70 дополнительно может содержать на конце своей периферийной конической поверхности со стороны концевой поверхности 72 специальную часть, не показанную на фиг. 12, с другой величиной конусности, которая воспроизводит профиль конца охватываемого элемента 1, в частности, опорную поверхность 5 герметизации и,в случае необходимости, охватываемую концевую поверхность 7. Такой эталонный блок позволяет регулировать второй аппарат 51 плоского измерения диаметра, предназначенный для осуществления контроля диаметра опорной поверхности 5 герметизации. При использовании измерительного аппарата с тремя контактными поверхностями изобретатели констатировали, что достаточно осуществить три измерения среднего диаметра,поворачивая этот измерительный аппарат или подлежащую контролю резьбу 3 на угол 40 или на девятую часть полного оборота вокруг оси данной резьбы после каждого измерения и взять среднее значение трех этих измерений для того,чтобы получить величину, репрезентативную для значения D1 в плоскости Р 1 измерения. Элементы, представленные на фиг. 9 и 19,соответствуют элементам, представленным на фиг. 6 и 18, в смысле иллюстрации и пояснения способа контроля среднего диаметра D2 охватывающей конической резьбы 4 в плоскости Р 2 измерения при помощи аппарата 51 плоского измерения диаметра. Измерительный аппарат 51, схематически представленный на фиг. 9, по существу идентичен измерительному аппарату, показанному на фиг. 6, за исключением того, что, поскольку речь идет о контроле охватывающей резьбы,продольные рычаги 52, 53 повернуты на 180 для того, чтобы контактные поверхности 60, 61 были ориентированы противоположно по отношению друг к другу. Способ контроля содержит те же самые этапы, что и способ, относящийся к охватываемой резьбе, но обладает, однако, определенными отличиями, которые будут описаны ниже. Прежде всего, на измерительном аппарате 51 регулируют величину расстояния LB между упорной поверхностью 54, 54' и плоскостью измерения Р 2. Положение плоскости Р 2 измерения было выбрано на фиг. 3 таким образом, чтобы она 26 располагалась в зоне полных охватывающих витков и находилась возможно ближе к плоскости чертежа, которая совпадает с плоскостью Р 1 измерения охватываемой резьбы в том случае,когда на чертеже охватываемая и охватывающая резьбы соединены между собой. На фиг. 3 представлен случай, когда плоскость Р 2 совпадает с плоскостью Р 1 на чертеже данного резьбового соединения. При этом расстояние LB соответствует на фиг. 3 расстоянию между плоскостью Р 2 и концевой поверхностью 10 охватывающего элемента 2. Регулируют ноль компаратора 55, устанавливая контактные поверхности 60, 61 на две плоские параллельные и располагающиеся друг против друга поверхности ветвей эталонного блока 80, имеющего U-образную форму и схематически представленного на фиг. 14, причем две эти плоские поверхности ограничивают внутреннее пространство 81, ширина которого равна (D2e - h). В этом выражении D2e представляет собой оценочную величину среднего диаметра в плоскости Р 2 измерения и h представляет собой сумму высоты профиля витка резьбы и коэффициента геометрической коррекции, который является характерным для данного измерительного аппарата и известен сам по себе, как об этом уже было сказано выше. Для того, чтобы определить величину D2e,используют соотношение, подобное соотношению, уже описанному выше для охватываемой резьбыD2e - Dnom - L2.ТТrер 2/100 где Dnom представляет собой номинальную величину среднего диаметра,L2 представляет собой расстояние между плоскостями Р 0 и Р 2, которое считается положительным, поскольку плоскость Р 2 располагается со стороны меньших диаметров по отношению к плоскости Р 0,ТТrер 2 представляет собой величину переноса охватывающей конусности, которая будет определена в последующем изложении. Эта величина меньше номинальной величины конусности. В качестве варианта реализации вместо использования эталонного блока, представленного на фиг. 14 и содержащего внутреннее пространство, ограниченное двумя плоскими параллельными поверхностями, можно использовать эталонный блок 80, представленный на фиг. 16 и имеющий U-образную форму. Этот эталонный блок содержит поперечную концевую поверхность 82, и его внутреннее пространство ограничено двумя плоскими наклонными поверхностями, расположенными в виде клина, имеющими, по существу, продольную ориентацию, наклоненными симметрично по отношению к концевой поверхности 82 и сходящимися в направлении донной части 27 внутреннего пространства 81, то есть в направлении дна или перемычки U. Угол D между плоскими наклонными поверхностями равен 2.arctg(TTmoy2/2), и поперечное расстояние между этими плоскими наклонными поверхностями на продольном расстоянииLB от концевой поверхности 82 равно (D2e - h). Измерительный аппарат 51 вставляется таким образом, чтобы быть прижатым своей упорной поверхностью 54, 54' к концевой поверхности 82 эталонного блока 80 и своими контактными поверхностями 60, 61 к наклонным плоским поверхностям эталонного блока 80. При этом необходим только один эталонный блок 80 при любом значении длины LB. В варианте реализации эталонного блока, показанного на фиг. 16, угол D между плоскими наклонными поверхностями имеет величину, равную 2.arctg(TT rep2 /2), и поперечное расстояние между этими плоскими наклонными поверхностями на продольном расстоянии (LB - L2) от концевой поверхности 82 равно (Dnоm - h). В не представленном здесь варианте реализации эталонного блока типа того, который показан на фиг. 16, этот эталонный блок 80 дополнительно может содержать на конце его периферийной конической поверхности со стороны концевой поверхности 82 специальную часть, не представленную на фиг. 16, с другой величиной конусности, которая воспроизводит профиль конца охватывающего элемента 2, в частности, опорной поверхности 6 герметизации и, в случае необходимости, охватывающей упорной поверхности 8. Такой эталонный блок позволяет обеспечить регулировку второго аппарата 51 плоского измерения диаметра, предназначенного, в частности, для осуществления контроля диаметра опорной поверхности 6 герметизации. Затем осуществляют измерение таким же образом, как и в случае охватываемой резьбы,размещая упорную поверхность 54, 54' против концевой поверхности 10 подлежащей контролю охватывающей резьбы 4 и вводя контактные поверхности 60, 61 в контакт с внутренней стороны с диаметрально противоположными вершинами охватывающих витков резьбы. После этого поворачивают измерительный аппарат вокруг контактной поверхности 61, которая поворачивается, оставаясь в контакте с вершинами витков резьбы. Измерение диаметра D2s между вершинами соответствует максимальной величине поперечного расстояния между упомянутыми контактными поверхностями 60, 61. Как и для охватываемой резьбы, эта величина может быть считана с компаратора 55 или может быть непосредственно индицирована в случае использования соответствующих электронных устройств, описанных выше. 28 Здесь, как и в случае охватываемой резьбы, можно использовать аппарат плоского измерения диаметра, который содержит три контактные поверхности и который определяет величину D2s без необходимости поворота этого измерительного аппарата вокруг одной из его контактных поверхностей. В данном случае используют эталонный блок 80, представленный на фиг. 15 и содержащий цилиндрическую внутреннюю полость. В качестве варианта можно использовать эталонный блок 80, представленный на фиг. 17 и содержащий концевую поперечную поверхность 82 и внутреннее пространство 81, ограниченное периферийной конической поверхностью, конусность которой равна TTmoy2, вершина которой направлена к стороне, противоположной концевой поперечной поверхности, и диаметр которой на расстоянии LB от поперечной концевой поверхности 82 равен (D2e - h). Измерительный аппарат 51 вставляется таким образом, чтобы прижать его упорную поверхность 54, 54' к концевой поверхности 82 эталонного блока 80 и прижать его контактные поверхности к конической периферийной поверхности этого эталонного блока 80. При этом имеется необходимость в использовании только одного эталонного блока для любых значений длины LB, как и в случае, представленном на фиг. 16. В соответствии с возможным вариантом реализации эталонного блока, показанного на фиг. 17, его коническая периферийная поверхность имеет конусность, равную ТТrер 2, и его диаметр на расстоянии (LB - L2) от поперечной концевой поверхности 82 имеет величину (Dnom - h). В варианте реализации, не показанном на фиг. 17, эталонный блок 80 дополнительно может содержать на конце своей периферийной конической поверхности и со стороны концевой поверхности 82 специальную часть, не показанную на фиг. 17, с другим значением конусности,которая воспроизводит профиль одного или нескольких средств герметизации охватывающего элемента 2, в частности, профиль опорной поверхности 6 герметизации и, в случае необходимости, профиль охватывающей упорной поверхности 8. Такой эталонный блок позволяет регулировать второй аппарат 51 плоского измерения диаметра, предназначенный для осуществления контроля диаметра опорной поверхности 6 герметизации. Измерение диаметра D2s между вершинами витков резьбы в плоскости Р 2 измерения осуществляется таким же образом, как и измерение диаметра D1s на охватываемой резьбе. Последний этап осуществления способа контроля охватывающей резьбы 4 представляет собой сравнение измеренной величины D2s диаметра между вершинами витков резьбы и 29 допустимыми границами, определяемыми некоторым интервалом вокруг величины D2e. Величина D2 среднего диаметра охватывающей резьбы 4 в плоскости Р 2 измерения получается в результате добавления предварительно определенной величины h к измеренной величине D2s. Границы допустимого интервала для диаметра D2s, измеренного между вершинами витков, могут быть определены непосредственно на основе границ, относящихся к среднему диаметру D2, уменьшенных на эту величину h. Эти границы также могут быть определены косвенным образом, заменяя в формулеD2 e =Dnom-L2.ТТ rер 2/100, дающей оценочную величину среднего диаметра в плоскости измерения, величину расстояния L2 между плоскостью Р 0 отсчета и плоскостью Р 2 измерения на величины L2 min , L2 max , которые располагаются по обе стороны от нее с интерваломL2. Определяют величину D2e на основе следующих соотношений, проиллюстрированных на фиг. 19 с использованием расчетов того же типа, что и для определения величины D1e. В общем случае стремятся к тому, чтобы средняя величина средних диаметров охватывающей резьбы 4, контролируемой в соответствии с предлагаемым способом, была равна средней величине средних диаметров резьбы 4,контролируемой с использованием пробкикалибра 21 в соответствии с упомянутыми техническими условиями 5 В Американского нефтяного института, и это в концевой плоскости 27 этой пробки-калибра 21, которая в среднем позиционирована на последнем полном охватывающем витке резьбы. Точка G2 обозначает на фиг. 19 среднюю величину среднего диаметра резьбы 4 в концевой плоскости 27 пробки-калибра, которая отстоит на расстояние Ls2 от плоскости Р 0 отсчета и на расстояние Lf2 от плоскости 25, расположенной на другом конце резьбы пробкикалибра. В последующем изложении будет считаться следующее:a) как уже было сказано выше, средние конусы реализованных резьб поворачиваются вокруг некоторой точки, расположенной на одном или на другом конце резьбы пробки-калибра 21,завинченной в подлежащую контролю охватывающую резьбу 4, в зависимости от величины конусности ТТ 2 контролируемой резьбы 4, которая может быть меньше или больше фактической конусности резьбы пробки-калибра, рассматриваемой в качестве равной номинальному значению этой конусности;b) распределение значений конусности реализованных резьб подчиняется нормальному закону распределения, центрированному на средней величине ТТ mоу 2 конусности,причем интервал между максимальной вели 002698(ТТ mах 2 -ТТ min2) в 6 раз превышает среднее квадратическое отклонение 2 данного распределения. Из сказанного выше следует, что если конусность контролируемой резьбы меньше номинальной величины ТТnоm, то упомянутая точка контролируемой резьбы в концевой плоскости 27 пробки-калибра располагается в интервале O'2A2, где точка O'2 соответствует конусностиTTnom пробки-калибра, а точка А 2 соответствует минимальной величине ТТmin2 конусности подлежащей контролю охватывающей резьбы. Плотность вероятности в любой точке упомянутого интервала O'2A2 подчиняется закону Гаусса, центрированному в точке O1 и проиллюстрированному показанной сплошной линией частью колоколообразной кривой, представленной на фиг. 19, причем здесь точка O1 соответствует средней величине ТТmoy2 конусности подлежащей контролю охватывающей резьбы 4. Если конусность ТТ 2 контролируемой резьбы меньше номинальной величины конусности ТТnom, конец контролируемой резьбы в концевой плоскости 27 пробки-калибра представляет собой точку поворота О'2. Вероятность,связанная с положением этой точки O'2, равна площади выделенной пунктиром части упомянутой колоколообразной кривой, показанной на фиг. 19. Средняя величина, результирующая положение конца резьбы в плоскости 27, представляет собой центр G2 тяжести положений для совокупности значений конусности между ее значениями TTmin2 и ТТmах 2 и позволяет определить величину переноса конусности ТТrер 2 при помощи наклона прямой Q2G2, причем точка Q2 соответствует номинальной величине среднего диаметра. На оси, направленной от точки A2 к точке О'2, можно записать следующие соотношения: Отношение Lf2/Ls2 еще равно отношению К 2 длины охватываемой резьбы к расстоянию между плоскостью Р 0 отсчета и последним полным охватывающим витком. Здесь х представляет собой центрированную уменьшенную переменную, выражаемую соотношением (ТТ 2 - ТТmоу 2)/2, которая может изменяться в диапазоне от - до +, причем ТТ 2 соответствует переменной конусности,f(x) представляет собой функцию Гаусса =, и (х) = х для х-ТТ 2/2 или для ТТ 2TTnom (х) = -ТТ 2/2 для х-ТТ 2/2 или для ТТ 2TTnom 31 И теперь можно легко вывести следующую формулу: Численное приложение:TTrep2=6,19% и располагается в требуемом интервале между величинами ТТmin2 и TTnom. Для характеристик охватываемых или охватывающих резьб, контролируемых с использованием способа в соответствии с предлагаемым изобретением, предпочтительно, чтобы средняя величина TTmoy2 конусности охватывающей резьбы 4 была меньше средней величины ТТmоу 1 конусности охватываемой резьбы 3,причем каждый из элементов 1, 2, охватываемый и охватывающий, содержит средства герметизации типа опорных поверхностей 5, 6 герметизации, которые взаимодействуют в радиальном направлении с соответствующими сопряженными средствами в резьбовом соединении 100, и/или упорную поверхность 7, 8, упирающуюся в соответствующую упорную поверхность сопряженного элемента в резьбовом соединении 100, причем охватываемые поверхности 5, 7 герметизации расположены в непосредственной близости от свободного конца охватываемого элемента 1. В том случае, когда средние величины конусности разведены таким образом, резьбы,участвующие в соединении, имеют тенденцию незначительно взаимодействовать в окрестности одного или нескольких средств герметизации. Однако изобретатели смогли продемонстрировать благоприятное влияние такого слабого взаимодействия резьб со стороны средств 5, 6, 7,8 герметизации на уровень контактного давления в этих средствах герметизации. Средняя величина TTmoy1 конусности охватываемой резьбы может быть выше номинального значения конусности ТТnоm. Средняя величина ТТmоу 2 конусности охватывающей резьбы может быть меньше номинального значения конусности ТТnоm. Приведенная ниже таблица получена в результате численных расчетов резьбового соединения труб диаметром 177,8 мм (7") с толщиной стенки 8,05 мм (23 фунта на фут в соответствии с принятыми в англосаксонских странах обозначениями) и с минимальным пределом упругости (SМУS), равным 551 МПа, причем данное резьбовое соединение подобно резьбовому соединению, схематически представленному на фиг. 3. В этой таблице приведена величина контактного давления на уровне опорных поверхностей 5, 6 герметизации, рассчитанная для момента завинчивания 9,8 кН.м. 32 Таблица. Контактное давление на опорных поверхностях герметизации в функции взаимодействия в резьбе Конусность (%) Взаимодействие в Отношение резьбе (мм) контактное Охваты- Охваты- Со сторо- Со сторо- давление/SMYS ваемая вающая ны первых ны поохваты- следних ваемых охватывитков ваемых витков 1-й 0,74 слу- 6,00% 6,60% - 0,48 мм 0,19 мм чай 2-й слу- 6,50% 6,10% 0, 30 мм -0,15 мм 0,59 чай Отмечается нежелательный эффект положительного диаметрального взаимодействия со стороны первых охватываемых витков на величину контактного давления на уровне опорных поверхностей 5, 6 герметизации. Таким образом, представляется разумным иметь возможность оценить диаметральное взаимодействие со стороны охватываемого входа и, в частности, в плоскости, соответствующей последнему полному охватывающему витку, находящемуся в зацеплении с первым полным охватываемым витком. Следовательно, измерение среднего диаметра взаимодействующих резьб именно в этом месте представляется предпочтительным. Однако, даже реализуя соединение с разведенными средними величинами конусности и контролируя средний диаметр в относительной близости к опорным поверхностям герметизации при помощи способа в соответствии с предлагаемым изобретением, может случиться для некоторых пар охватываемых и охватывающих элементов, приемлемых для осуществления способа в соответствии с предлагаемым изобретением, что величина взаимодействия в резьбовом соединении в непосредственной близости от опорных поверхностей 5, 6 герметизации будет превышать максимальную величину взаимодействия в резьбовом соединении в том же самом месте для резьб, контролируемых при помощи сплошных цельных калибров в соответствии с техническими условиями 5 В Американского нефтяного института. Это обстоятельство может быть проверено при помощи геометрического расчета. В случае использования труб, описанных в приведенном выше примере, оказывается, принимая во внимание приемлемые допуски на конусность, что максимальная величина взаимодействия в резьбовом соединении в непосредственной близости от опорных поверхностей герметизации и в случае использования способа контроля в соответствии с предлагаемым изобретением оказывается меньше примерно на 0,07 мм, чем максимальная величина взаимодействия в резьбовом соединении в том же самом месте для резьб, контролируемых в соот 33 ветствии с техническими условиями 5 В Американского нефтяного института. Такой результат является вполне удовлетворительным. Если этого не обнаруживается при строгой эквивалентности способов, следует,например, уменьшить интервал допусков на конусность реализованных резьб и контролировать их при помощи способа в соответствии с предлагаемым изобретением. Последняя подлежащая осуществлению проверка эквивалентности по отношению к контролю в соответствии с техническими условиями 5 В Американского нефтяного института представляет собой проверку эквивалентности моментов завинчивания. Момент сил завинчивания в процессе стыковки упорных поверхностей 7, 8 главным образом представляет собой функцию общего взаимодействия в системе резьбовых соединений. Однако, если величина взаимодействия в резьбовом соединении в непосредственной близости от опорных поверхностей 5, 6 герметизации находится под контролем в результате использования способа в соответствии с предлагаемым изобретением, величина взаимодействия на другом конце резьбы, или на уровне неполных охватываемых витков, напротив того,хуже поддается контролю. Изобретатели вследствие этого подтвердили, что упомянутый момент завинчивания не изменяется в том случае, если величина площади взаимодействия в резьбовом соединении,рассчитанная для средних размеров охватываемого и охватывающего элементов 1, 2 и включающая величину взаимодействия вдоль резьбового соединения, мало различается между резьбами, контролируемыми при помощи способа в соответствии с предлагаемым изобретением, и резьбами, контролируемыми в соответствии с техническими условиями 5 В Американского нефтяного института. В случае использования труб, упомянутых в приведенном выше примере, величина этой площади взаимодействия оказывается на 2% меньше для способа в соответствии с предлагаемым изобретением, чем для способа контроля в соответствии с техническими условиями 5 В Американского нефтяного института. Такое различие является вполне приемлемым. В том случае, когда обнаруживается значительное различие, превышающее в том или в другом направлении, например, 30%, также следует, например, сблизить границы интервала допуска на конусность резьбы. Предлагаемое изобретение не ограничивается изложенными выше примерами способов его реализации, проиллюстрированными на приведенных в приложении фигурах. В частности, предлагаемое изобретение может применяться для контроля конических резьб, используемых в так называемых интегральных резьбовых соединениях, причем в 34 этом случае каждая труба имеет большую длину и содержит охватываемый элемент 1 на одном конце и охватывающий элемент 2 на другом конце и охватываемый элемент первой трубы 101 соединяется с охватывающим элементом второй трубы 102. Настоящее изобретение также может применяться для контроля конических резьб, используемых для муфтового соединения труб большой длины, когда каждая труба содержит охватываемый элемент 1 на каждом из своих концов, причем каждая из соединительных муфт этого типа содержит на каждом из своих концов охватывающий элемент 2. Настоящее изобретение также может применяться для контроля конической резьбы с витками любого профиля, например, круглого,треугольного, трапециевидного с боковинами положительного или отрицательного угла наклона или любого другого профиля. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ контроля охватываемой конической резьбы (3), расположенной на наружной периферийной части охватываемого элемента(1), расположенного на конце металлической трубы (101) и содержащего, по меньшей мере,одно средство (5, 7) герметизации, расположенное в непосредственной близости от этого конца, в соответствии с которым контролируют средний диаметр (D1) резьбы в заданной плоскости (Р 1) измерения, расположенной на расстоянии L1 от плоскости (Р 0) отсчета на чертеже, посредством аппарата (51) плоского измерения диаметра, который содержит упорную поверхность (54, 54'), по меньшей мере, две контактные поверхности (60, 61), расположенные в поперечном направлении на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности, и средство (55) измерения диаметра окружности, расположенной в поперечной плоскости (Р 1) измерения и касательной по отношению к контактным поверхностям, причем упомянутый способ содержит следующие этапы:a) регулировку на аппарате (51) плоского измерения диаметра расстояния LA между поверхностью (54, 54') упора и плоскостью (Р 1) измерения в функции выбранной величины расстояния L1,b) регулировку средства измерения на предварительно установленную величину поперечного расстояния между контактными поверхностями посредством эталонного блока(70), характеристический размер которого определяется по отношению к оценочной величине(D1e) среднего диаметра в плоскости (Р 1) измерения,c) измерение в плоскости (Р 1) измерения диаметра (D1s) резьбы между вершинами витков резьбы, причем аппарат (51) измерения ус 35 танавливается в упор своей упорной поверхностью (54, 54') в свободный конец охватываемого элемента,d) сравнение измеренного диаметра (D1s) между вершинами витков резьбы по отношению к границам допустимого интервала,отличающийся тем, что плоскость (Р 1) измерения среднего диаметра охватываемой резьбы (3) представляет собой плоскость, расположенную между плоскостью (Р 0) отсчета на чертеже и первым полным охватываемым витком, а также тем, что оценочная величина среднего диаметра (D1e) в плоскости (Р 1) измерения определяется следующими уравнениями: где Dnom представляет собой номинальную величину среднего диаметра в плоскости отсчета,TTrep1 представляет собой величину переноса охватываемой конусности,TTnom представляет собой номинальную величину конусности резьбы,TTmin1, TTmax1 и ТТmоу 1 представляют собой соответственно минимальную, максимальную и среднюю величину конусности реализованной охватываемой резьбы,ТТ 1 представляет собой алгебраическую величину отклонения (ТТmоу 1 - TTnom),1 представляет собой среднее квадратическое отклонение распределения значений реализованной конусности,К 1 представляет собой отношение длины охватываемой резьбы к расстоянию между плоскостью (Р 0) отсчета и первым полным витком охватываемой резьбы,g(u) представляет собой величину нормального уменьшенного центрированного закона распределения для переменной величины u. 2. Способ по п.1, отличающийся тем, что плоскость (Р 1) измерения расположена, по существу, на половине расстояния между плоскостью (Р 0) отсчета и плоскостью, соответствующей первому полному витку охватываемой резьбы. 3. Способ контроля охватывающей конической резьбы (4), расположенной на внутренней периферийной части охватывающего элемента (2), расположенного на конце металлической трубы (102) и содержащего, по меньшей мере, одно средство (6, 8) герметизации, расположенное таким образом, чтобы взаимодействовать с одним или несколькими средствами (5, 7) герметизации, расположенными в непосредственной близости от свободного конца охватываемого элемента, в соответствии с которым контролируют средний диаметр (D2) резьбы в заданной плоскости (Р 2) измерения, расположенной на расстоянии L2 от плоскости (Р 0) отсчета на чертеже, посредством аппарата (51) 36 плоского измерения диаметра, содержащего упорную поверхность (54, 54'), по меньшей мере, две контактные поверхности (60, 61), расположенные в поперечном направлении на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности, и средство (55) измерения диаметра окружности,расположенной в поперечной плоскости (Р 2) измерения и касательной по отношению к контактным поверхностям, причем упомянутый способ содержит следующие этапы:a) регулировку на аппарате (51) плоского измерения диаметра расстояния LB между поверхностью (54, 54) упора и плоскостью (Р 2) измерения в функции выбранной величины расстояния L2,b) регулировку средства измерения (55) на предварительно установленную величину поперечного расстояния между контактными поверхностями посредством эталонного блока(80), характеристический размер которого определяется по отношению к оценочной величине(D2e) среднего диаметра в рассматриваемой плоскости (Р 2) измерения,c) измерение в плоскости (Р 2) измерения диаметра (D2s) резьбы между вершинами витков, причем измерительный аппарат (51) устанавливается в упор своей упорной поверхностью (54, 54) в свободный конец данного охватывающего элемента,d) сравнение измеренного диаметра (D2s) между вершинами витков резьбы по отношению к границам допустимого интервала,отличающийся тем, что плоскость (Р 2) измерения среднего диаметра охватывающей конической резьбы (4) расположена в зоне полных охватывающих витков и в непосредственной близости от плоскости чертежа, совпадающей с плоскостью (Р 1) измерения среднего диаметра охватываемой резьбы, определяемой в п.1 или 2,в том случае, когда на чертеже охватываемая резьба (3) и охватывающая резьба (4) соединены между собой, а также тем, что оценочная величина среднего диаметра (D2e) в плоскости (Р 2) измерения определяется следующими уравнениями: где Dnom представляет собой номинальную величину среднего диаметра в плоскости отсчета,ТТrер 2 представляет собой величину переноса конусности,TTnom представляет собой номинальную величину конусности резьбы,TTmin2, ТТmах 2 и ТТmoу 2 представляют собой соответственно минимальную, максимальную и среднюю величину конусности реализованной резьбы, 37 ТТ 2 представляет собой алгебраическую величину отклонения (TTmoy2 - ТTnom),2 представляет собой среднее квадратическое отклонение распределения значений реализованной конусности,K2 представляет собой отношение длины охватывающей резьбы к расстоянию между плоскостью (Р 0) отсчета и последним полным витком охватывающей резьбы,g(u) представляет собой величину нормального уменьшенного центрированного закона распределения для переменной величины u. 4. Способ по любому из пп.1-3, отличающийся тем, что одно или несколько средств герметизации содержат опорную поверхность (5, 6) герметизации. 5. Способ по любому из пп.1-4, отличающийся тем, что одно или несколько средств герметизации содержат поперечную упорную поверхность (7, 8). 6. Способ по п.3, взятому отдельно или совместно с п.4 или 5, отличающийся тем, что средняя величина (TTmoy2) конусности охватывающей резьбы (4) меньше средней величины(TTmoy1) конусности связанной с ней охватываемой резьбы (3). 7. Способ по п.1 или 2, взятому отдельно или совместно с п.4 или 5, отличающийся тем,что средняя величина (TTmoy1) конусности охватываемой резьбы (3) превышает номинальную величину конусности (ТТnоm). 8. Способ по п.3, взятому отдельно или совместно с п.4 или 5, отличающийся тем, что средняя величина (ТТmоу 2) конусности охватывающей резьбы (4) меньше номинальной величины этой конусности (TTnom). 9. Способ по любому из пп.1-8, отличающийся тем, что значения границ допустимого интервала для диаметра между вершинами витков резьбы получаются путем замены в формуле, определяющей оценочную величину среднего диаметра в плоскости измерения, величины(L1, L2) расстояния между плоскостью (Р 0) отсчета и плоскостью (P1, P2) измерения на величины (L1min, L1max, L2min, L2mах), обрамляющие эту величину. 10. Способ по любому из пп.1-9, отличающийся тем, что он осуществляется при помощи аппарата (51) плоского измерения диаметра,который содержит две контактные поверхности(60, 61), измеряя четыре раза в одной и той же плоскости (P1, P2) измерения, поворачивая этот измерительный аппарат (51) или контролируемую резьбу (3, 4) на одну восьмую часть полного оборота вокруг оси (XX) данной резьбы после каждого измерения, и используют среднюю величину этих четырех измерений для характеристики диаметра между вершинами витков резьбы в упомянутой плоскости измерения. 11. Способ по любому из пп.1-9, отличающийся тем, что он осуществляется при помощи 38 аппарата (51) плоского измерения диаметра,который содержит три контактные поверхности,измеряя три раза в одной и той же плоскости(P1, P2) измерения, поворачивая этот измерительный аппарат (51) или контролируемую резьбу (3, 4) на угол 40 вокруг оси (XX) этой резьбы после каждого измерения, и используют среднюю величину трех этих измерений для характеристики диаметра между вершинами витков резьбы в плоскости измерения. 12. Аппарат (51) плоского измерения диаметра в плоскости (P1, P2) измерения, предназначенный для осуществления способа контроля по любому из пп.1-12, содержащий упорную поверхность (54, 54), две контактные поперечные поверхности (60, 61), расположенные на расстоянии друг от друга и на регулируемом осевом расстоянии от упорной поверхности и средство (55) измерения диаметра окружности,расположенной в поперечной плоскости (Р 1) измерения и касательной к контактным поверхностям (60, 61), отличающийся тем, что он содержит средство для автоматического определения максимальной величины диаметра, определяемого в процессе осуществления измерений. 13. Аппарат по п.12, отличающийся тем,что он содержит средство для осуществления статистических расчетов на основе полученных значений диаметра между вершинами витков контролируемой резьбы. 14. Эталонный блок (70), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями (60, 61) при осуществлении способа по п.1 или 2 с использованием аппарата плоского измерения диаметра с двумя контактными поверхностями, отличающийся тем, что он имеет форму усеченного клина и содержит поперечную концевую поверхность (72) и две плоские поверхности, ориентированные, по существу, в продольном направлении, симметрично наклоненные по отношению к концевой поперечной поверхности и сходящиеся в направлении этой поверхности, причем угол С между плоскими наклонными поверхностями имеет величину, равную 2.arctg(TTmoy1/2), и поперечное расстояние между плоскими наклонными поверхностями имеет величину, равную (D1e +h) на продольном расстоянии (LA) от концевой поверхности (72), причем здесь h представляет собой сумму высоты зубца (13) подлежащей контролю резьбы (3) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51). 15. Эталонный блок (70), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями при осуществлении способа контроля по любому из пп.1 или 2 с использованием аппарата плоского измерения диаметра,имеющего три контактные поверхности, отли 39 чающийся тем, что он имеет форму усеченного конуса и содержит поперечную концевую поверхность (72) со стороны вершины конуса и коническую периферийную поверхность с конусностью, равной TTmoy1, причем диаметр этой конической поверхности на расстоянии (LA) от поперечной концевой поверхности равен(D1e+h), где h представляет собой сумму высоты профиля зубца (13) подлежащей контролю резьбы (3) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51). 16. Эталонный блок по любому из пп.1415, отличающийся тем, что он содержит на конце своих плоских наклонных поверхностей или на конце своей периферийной конической поверхности со стороны концевой поверхности(72) специальную часть другого наклона или другой конусности, которая воспроизводит профиль одного или нескольких средств (5, 7) герметизации охватываемого элемента (1). 17. Эталонный блок (80), используемый для регулировки предварительно установленной величины расстояния между двумя контактными поверхностями (60, 61) при осуществлении способа контроля по п.3 с использованием аппарата плоского измерения диаметра, имеющего две контактные поверхности, отличающийся тем, что он содержит поперечную концевую поверхность (82) и внутреннее пространство(81), ограниченное двумя плоскими поверхностями этого блока, имеющими, по существу,продольную ориентацию, наклоненными симметрично по отношению к концевой поверхности (82) и сходящимися в направлении донной части этого внутреннего пространства (81), причем угол D между плоскими наклонными поверхностями имеет величину,равную 2.arctg(ТТmоу 2/2), и поперечное расстояние меж Фиг. 1 40 ду плоскими наклонными поверхностями, равное (D2e - h), на продольном расстоянии (LB) от концевой поверхности (82), а величина h представляет собой сумму высоты зубца подлежащей контролю резьбы (4) и известного коэффициента геометрической коррекции, свойственного данному измерительному аппарату (51). 18. Эталонный блок (80), используемый для регулировки предварительно установленной величины расстояния между контактными поверхностями при осуществлении способа контроля по п.3 с использованием аппарата плоского измерения диаметра, имеющего три контактные поверхности, отличающийся тем, что он содержит поперечную концевую поверхность(82) и внутреннее пространство (81), ограниченное конической периферийной поверхностью с продольной осью и конусностью, равной ТТmоу 2, вершина которого направлена к стороне,противоположной концевой поперечной поверхности и диаметр которого на продольном расстоянии (LB) от этой концевой поперечной поверхности (82) равен (D2e - h), причем здесь h представляет собой сумму высоты профиля одного зубца подлежащей контролю резьбы (4) и известного коэффициента геометрической коррекции, присущего данному измерительному аппарату (51). 19. Эталонный блок по любому из пп.17-18,отличающийся тем, что он содержит на конце своих плоских наклонных поверхностей или своей периферийной конической поверхности со стороны, противоположной концевой поперечной поверхности (82), специальную часть другого наклона или другой конусности, которая воспроизводит профиль одного или нескольких средств (6, 8) герметизации охватывающего элемента (2).
МПК / Метки
МПК: G01B 3/38
Метки: устройства, конической, способ, осуществления, контроля, соответствующие, резьбы
Код ссылки
<a href="https://eas.patents.su/22-2698-sposob-kontrolya-konicheskojj-rezby-i-sootvetstvuyushhie-ustrojjstva-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ контроля конической резьбы и соответствующие устройства для его осуществления</a>
Игровая система, соответствующие способы и устройства для ее осуществления
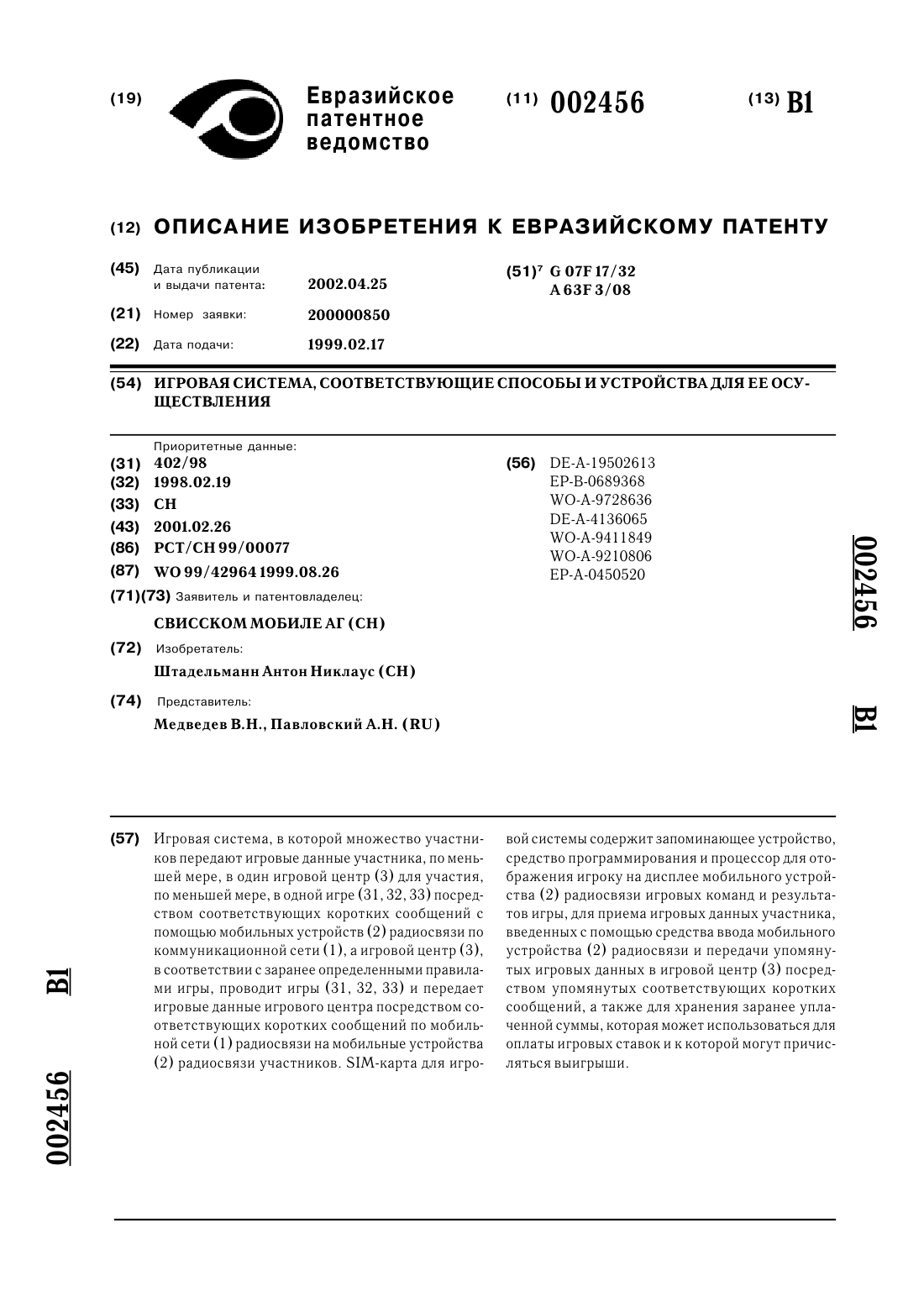
Номер патента: 2456
Опубликовано: 25.04.2002
Автор: Штадельманн Антон Никлаус
МПК: A63F 3/08, G07F 17/32
Метки: система, устройства, соответствующие, способы, игровая, осуществления
Формула / Реферат:
1. Игровая система, в которой множество участников передают игровые данные участника по коммуникационной сети, по меньшей мере, в один игровой центр (3) для участия, по меньшей мере, в одной игре (31, 32, 33), а игровой центр (3) в соответствии с заранее определенными правилами игры проводит игры (31, 32, 33) и передает упомянутым участникам игровые данные игрового центра, причем игровые данные, которыми обмениваются участники игры и игровой...
Способ контроля физических характеристик текучих сред в нисходящей скважине и устройство для его осуществления
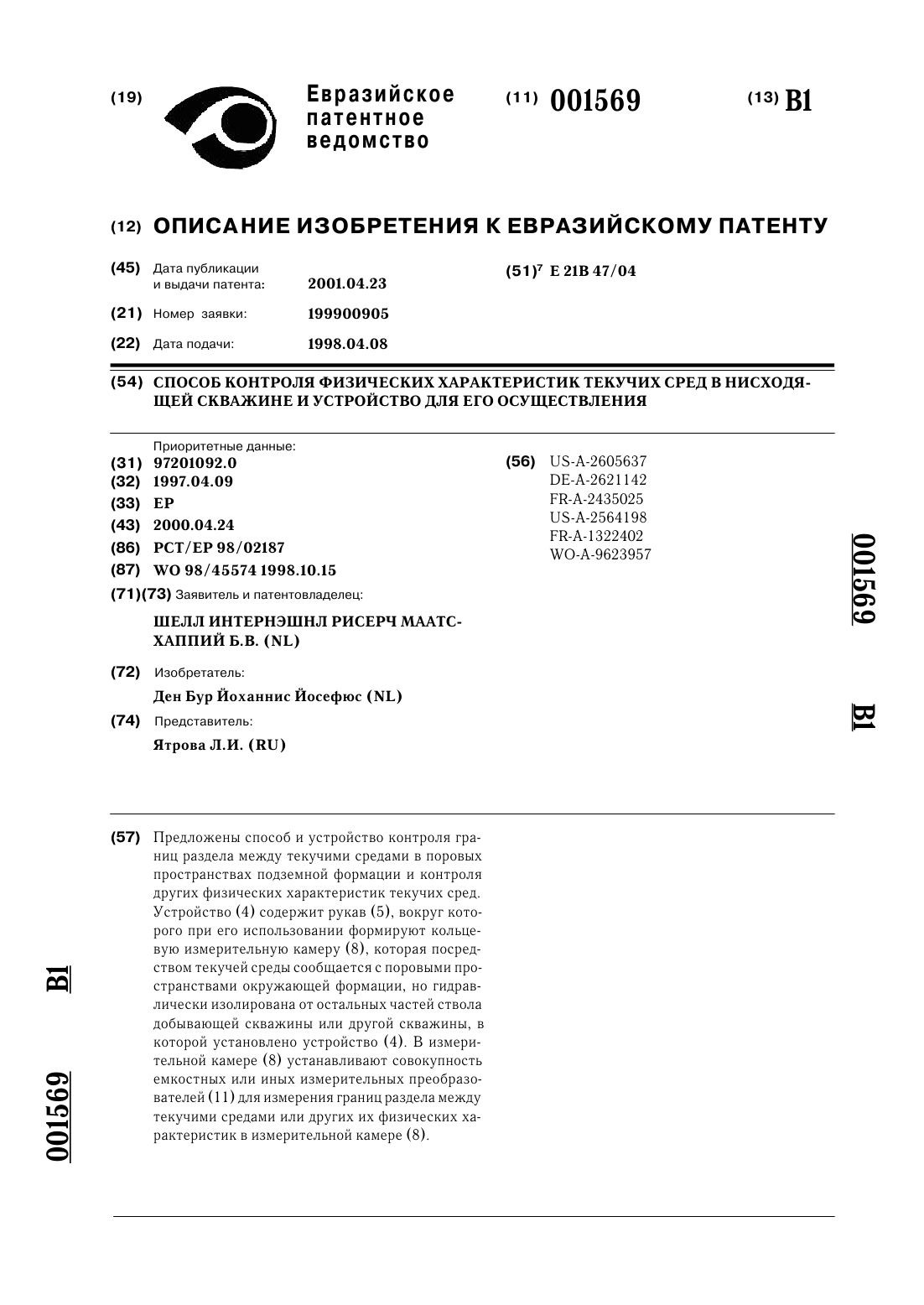
Номер патента: 1569
Опубликовано: 23.04.2001
Автор: Ден Бур Йоханнис Йосефюс
МПК: E21B 47/04
Метки: физических, сред, осуществления, устройство, контроля, скважине, характеристик, текучих, нисходящей, способ
Формула / Реферат:
1. Способ контроля физических характеристик текучих сред в поровых пространствах подземной формации (3) вокруг скважины (1), при котором формируют в скважине (1) измерительную камеру (8), которая сообщается с поровыми пространствами формации (3), и измеряют физические характеристики текучей среды в измерительной камере (8) посредством измерительного средства, помещаемого в измерительную камеру (8), отличающийся тем, что измерение выполняют...
Способ контроля газопроводящих трубопроводов и устройство для его осуществления
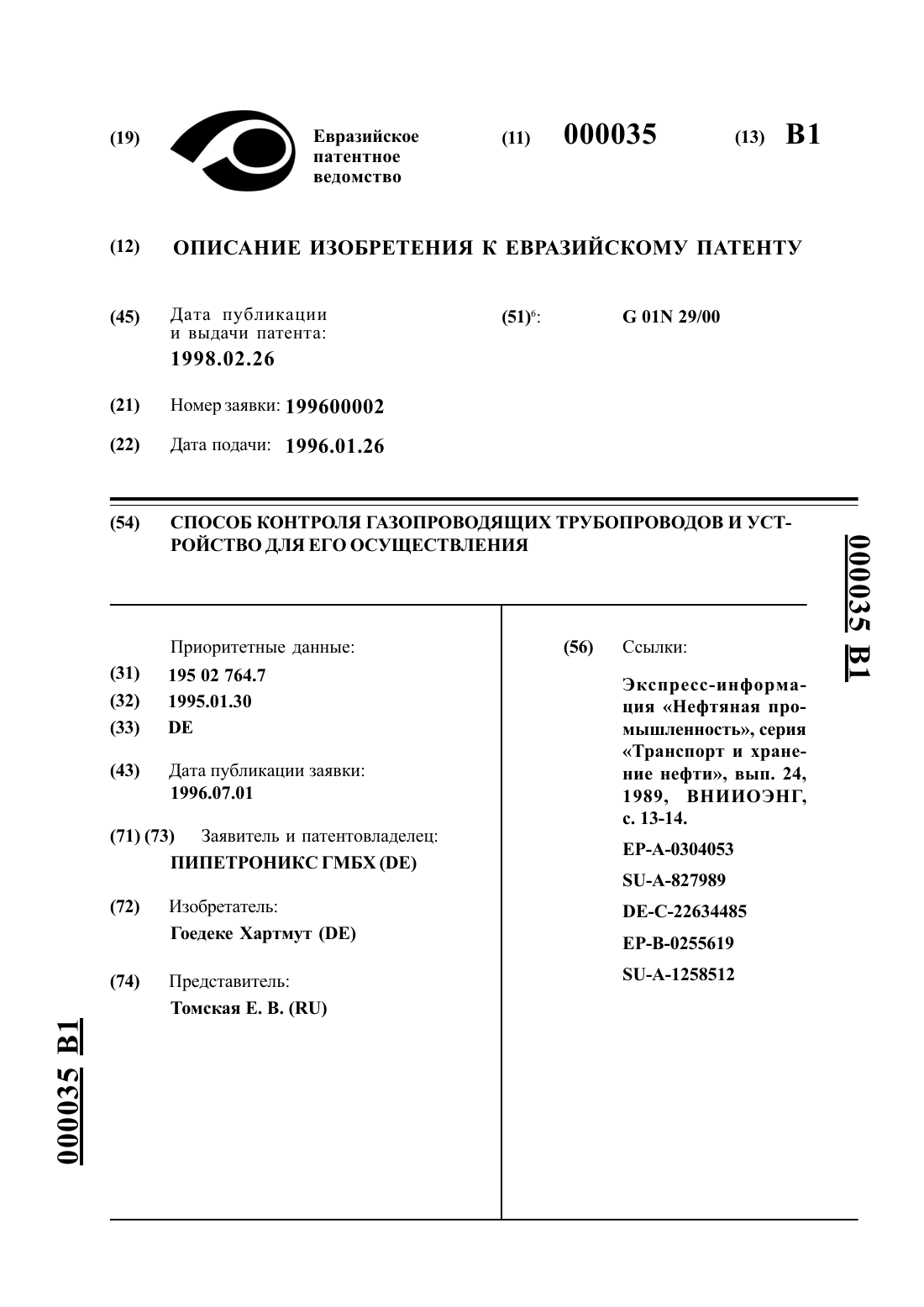
Номер патента: 35
Опубликовано: 26.02.1998
Автор: Гоедеке Хартмут
МПК: G01N 29/00
Метки: осуществления, трубопроводов, контроля, способ, устройство, газопроводящих
Формула / Реферат:
1. Способ контроля газопроводящих трубопроводов ультразвуковым методом с помощью устройства с ультразвуковыми чувствительными элементами, располагаемыми в трубопроводе, заполненном контактной жидкостью, отличающийся тем, что в зоне расположения чувствительных элементов в контактной жидкости создают избыточное давление. 2. Устройство для контроля газопроводящих трубопроводов, содержащее ультразвуковые чувствительные элементы, переднее и заднее...
Способ сбора биологически ценного зерна жарылкасына и устройства для его осуществления

Номер патента: 2420
Опубликовано: 25.04.2002
Автор: Садыков Жарылкасын Сарсенбекович
МПК: A01D 41/00, A01D 45/30, A01D 41/12...
Метки: зерна, сбора, ценного, устройства, жарылкасына, способ, биологически, осуществления
Формула / Реферат:
1. Способ сбора зерна, включающий дообмолотное отделение зерна от скошенной биомассы путем ее встряхивания в зерноуборочном комбайне, сбор отделившегося зерна и подачу его на очистку, отличающийся тем, что предварительно биомассу поступательно перемещают по терочно-отделительной поверхности, просеивают и собирают отделившееся зерно, затем эти операции совмещают со встряхиванием биомассы, после чего дополнительно осуществляют периодическое...
Способ измерения механических силовых воздействий между материальными объектами и устройства для его осуществления
Номер патента: 241
Опубликовано: 25.02.1999
Авторы: Вишневский Александр Степанович, Копелиович Дмитрий Бенедиктович, Линник Лев Николаевич
Метки: между, силовых, объектами, устройства, осуществления, воздействий, механических, измерения, способ, материальными
Формула / Реферат:
1. Способ измерения механических силовых воздействий между материальными объектами, включающий в себя приведение в механический контакт взаимодействующих объектов и измерительных блоков, измерение электромеханических параметров, определяемых величиной силового воздействия, передачу информации об этих параметрах от измерительных блоков к микропроцессорному блоку, обработку этих параметров и получение на ее основе величин, характеризующих...
Предыдущий патент: Способ обучения музыке, способ записи музыки и учебное пособие
Следующий патент: Устройство для очистки текучей среды в виде пара, поступающего из системы трубопроводов
Случайный патент: Способ регулирования поглощения бурового раствора