Способ изготовления сварочной проволоки из титанового сплава
Номер патента: 24575
Опубликовано: 30.09.2016
Авторы: Енсруд Ола, Колбу Арне, Гулбраннсен-Даль Cверре, Дринг Кевин
Формула / Реферат
1. Способ изготовления сварочной проволоки из титанового сплава, включающий следующие последовательные этапы:
a) получение заготовки путем
смешивания частиц титановой губки с диаметрами в интервале от 0,5 до 10 мм с одной или более порошкообразными легирующими добавками с размерами частиц в интервале 50-250 мкм;
холодного компактирования приготовленной смеси и дополнительного воздействия на полученную смесь, содержащую смазку, давлением в интервале от 750 до 1250 МПа;
b) формирование удлиненного профиля из титанового сплава путем нагрева заготовки в защитной атмосфере до температуры в интервале от 1000 до 1250°C и поддерживания указанной температуры в течение по меньшей мере 4 ч с последующей горячей обработкой заготовки при температуре, отличающейся от точки β-перехода титанового сплава не более чем на 200°C, и с приданием заготовке формы удлиненного профиля из титанового сплава;
c) формование сварочной проволоки из титанового сплава путем прокатки удлиненного профиля из титанового сплава на прокатном стане с одним валком или с последовательно установленными валками с получением пригодной для сварки проволоки желательного диаметра.
2. Способ по п.1, в котором частицы титановой губки получают путем дробления и раскалывания титановой губки с уменьшенным содержанием магния, полученной методом вакуумной дистилляции и соответствующей стандарту ASTM В299-07.
3. Способ по п.2, в котором титановая губка после дробления и раскалывания содержит фракцию частиц с размерами в одном из следующих интервалов: от 0,5 до 8,0 мм, от 1 до 6 мм или от 1 до 4 мм.
4. Способ по п.1 или 2, в котором холодное компактирование полученной смеси осуществляют при комнатной температуре и компактирующем давлении в интервале от 1100 до 1200 МПа.
5. Способ по п.1 или 2, в котором холодное прессование осуществляют в одноосном прессе, содержащем плавающее пресс-кольцо и плавающий ползун, при этом стенки пресс-кольца покрыты смазкой, выбранной из стеаратов металлов или амидного воска.
6. Способ по п.5, в котором в указанную смесь добавляют смазку, а заготовку нагревают до температуры в интервале 200-400°C и выдерживают при указанной температуре в течение 0,5-10 ч.
7. Способ по п.5 или 6, в котором смазка является стеаратом цинка или N,N'-этилен-бис-стеарамидом.
8. Способ по п.1, в котором этап b) формирования удлиненного профиля из титанового сплава осуществляют путем
нагрева заготовки в защитной атмосфере до температуры примерно 1100°C и поддерживания указанной температуры в течение 6-8 ч и
последующего горячего экструдирования полуфабриката при температуре, отличающейся от точки β-перехода титанового сплава менее чем на 200°C.
9. Способ по п.1, в котором этап b) формирования удлиненного профиля из титанового сплава осуществляют путем
нагрева заготовки в защитной атмосфере до температуры примерно 1100°C и поддерживания указанной температуры в течение 6-8 ч и
последующего горячего экструдирования полуфабриката при температуре, отличающейся от точки β-перехода титанового сплава менее чем на 200°C, а
этап c) формования сварочной проволоки осуществляют путем получения проволоки для протягивания из удлиненного профиля из титанового сплава посредством:
i) отжига удлиненного профиля примерно при 400-600°C в течение 10-60 мин;
ii) прокатки удлиненного профиля на прокатном стане для уменьшения его диаметра;
iii) повторения операций i) и ii) до получения диаметра удлиненного профиля в интервале от 1 до 4 мм
с последующим получением из проволоки для протягивания сварочной проволоки путем:
j) отжига протянутых проволок примерно при 400-600°C в течение примерно 10-60 мин;
jj) протягивания проволоки для протягивания с целью уменьшения ее диаметра по известной технологии;
jjj) повторения операций j) и jj) до придания проволоке заданного диаметра сварочной проволоки.
10. Способ по п.9, в котором каждый проход через валки прокатного стана уменьшает диаметр удлиненного профиля на 5-35%.
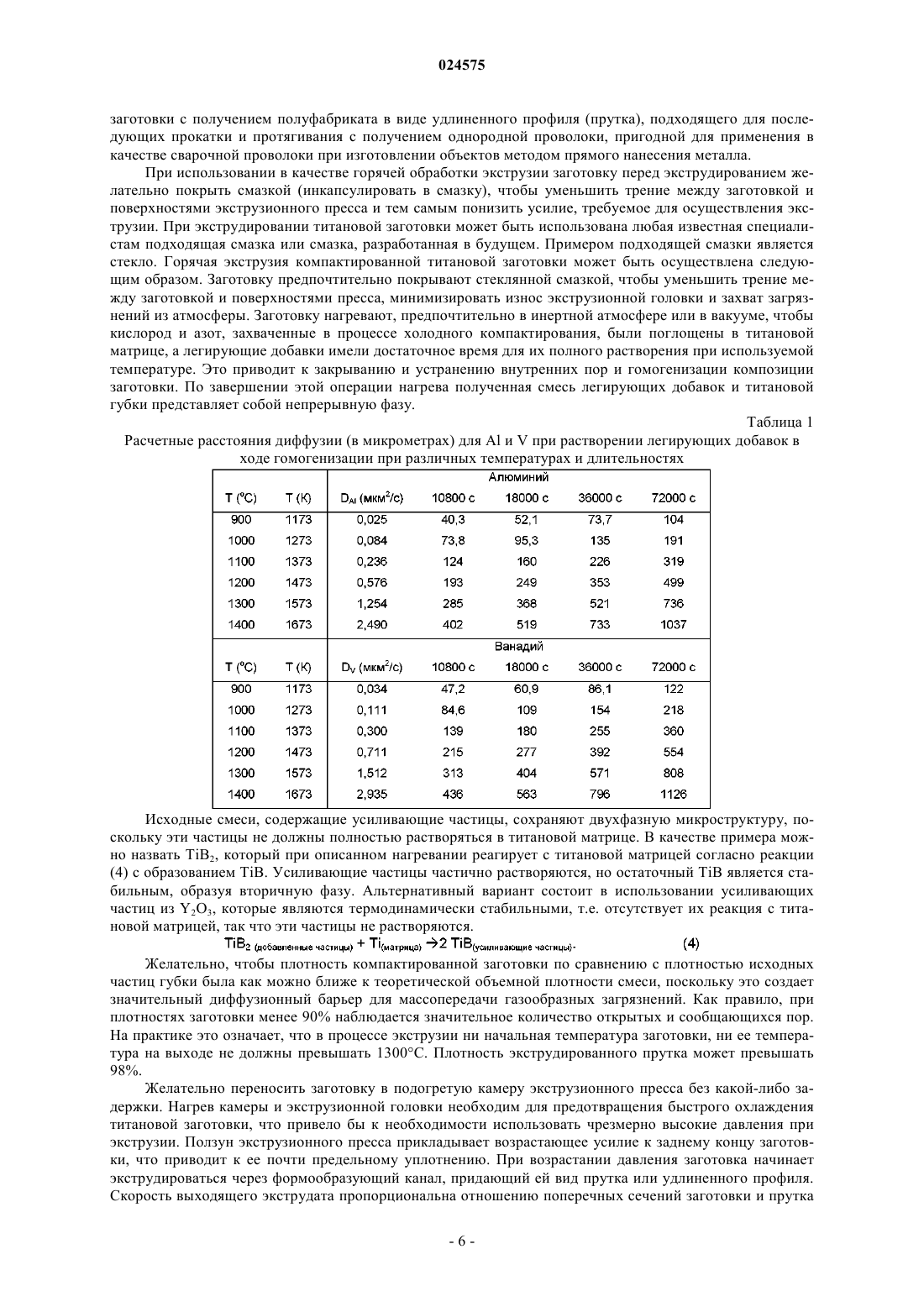
Текст
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ ИЗ ТИТАНОВОГО СПЛАВА(71)(73) Заявитель и патентовладелец: НОРСК ТИТАНИУМ КОМПОНЕНТС АС (NO) Изобретение относится к способу изготовления пригодной для сварки проволоки из титанового сплава и/или композита путем холодного компактирования, экструзии и прокатки полученной смеси титановой губки, легирующих добавок и/или упрочняющих частиц. Данный способ включает следующие технологические этапы: a) получение заготовки путем: смешивания частиц титановой губки с диаметрами в интервале от 0,5 до 10 мм с одной или более порошкообразными легирующими добавками с размерами частиц в интервале 50-250 мкм, холодного компактирования полученной смеси и дополнительного воздействия на полученную смесь, содержащую смазку,давлением в интервале от 750 до 1250 МПа; b) формирование из титанового сплава удлиненного профиля путем нагрева заготовки в защитной атмосфере до температуры в интервале от 1000 до 1250C и поддерживания указанной температуры в течение по меньшей мере 4 ч с последующей горячей обработкой заготовки при температуре, отличающейся от точки бетаперехода титанового сплава не более чем на 200C, и с приданием заготовке формы удлиненного профиля; c) прокатка удлиненного профиля из титанового сплава на прокатном стане с одним валком или с последовательно установленными валками с получением пригодной для сварки проволоки желательного диаметра. Область техники, к которой относится изобретение Изобретение относится к способу получения пригодной для сварки проволоки из титанового сплава и/или композита путем холодного компактирования, экструзии и прокатки смеси титановой губки, легирующих добавок и/или упрочняющих частиц, причем консолидирование (компактирование) и формование полностью проводят в твердом состоянии, не прибегая к расплавлению или инкапсулированию частиц указанной смеси титановой губки, легирующих добавок и/или упрочняющих частиц. Предшествующий уровень техники Титановые сплавы и композиты имеют повышенную структурную эффективность благодаря высоким значениям удельной жесткости и прочности. Однако известные производственные процессы, применяемые при получении титановых сплавов, включающие смешивание частиц титановой губки с легирующими добавками, такими как Al, V, Fe, TiO2, Mo и Zr, существенно ограничивают ассортимент коммерчески доступных титановых сплавов. Это обусловлено необходимостью располагать, для достижения эффекта масштаба, большими слитками титанового сплава, что, в свою очередь, требует получения больших объемов расплавленного титана, которому, вследствие своей низкой теплопроводности, необходимо медленное охлаждение, в результате чего создаются оптимальные условия для сегрегации компонентов сплава и роста зерна. Легирующие добавки, содержащие различные элементы при фиксированных относительных содержаниях, например добавка 60A1-40V, именуются промежуточными (лигатурными) сплавами. Фиксированное относительное содержание упрощает смешивание и растворение добавок в титане, поскольку при получении больших слитков диаметром 1,5 м и массой 25 т рассматриваемые смеси расплавляют электронным пучком или плазменным факелом, или посредством вакуумной дуги. Этот этап производства является капиталоемким и, вследствие сегрегации во время отверждения слитка, содержание таких элементов, как B, Cu, Fe, Cr, Ni, Si и Mn, приходится удерживать в строго контролируемых границах, в типичном случае соответствующих менее 500-1200 м.д. (ASTM standard B299-07, см. ссылку 1 в списке литературы). Все эти элементы имеют коэффициенты распределения (k) менее 1 (за исключением Cr,который является медленным диффузантом) и поэтому выделяются из затвердевающего титана в окружающий расплав. Как следствие, в процессе затвердевания жидкий титан все в большей степени обогащается этими элементами. На завершающей стадии отверждения это обогащение приводит к возникновению дефектов, таких как локальный дефект "beta fleck", и к локальным композициям с существенно более низкой точкой плавления (1085C для Ti-Fe, 942C для Ti-Ni), чем для слитков с такой же номинальной композицией. С целью ослабить эти чрезмерные локальные вариации слитки выдерживаются при высоких температурах в течение длительных периодов времени, чтобы сделать возможной гомогенизацию химической композиции посредством диффузионного массопереноса. Производство титановых композитов дополнительно осложняется тем, что многие желательные усиливающие частицы, будучи погруженными в расплавленный титан, либо быстро растворяются (это относится, например, к углеродным волокнам, SiC, Al2O3), либо (например, TiB) укрупняются. Первый вариант приводит к потере усиливающих частиц, а второй - к появлению мест возникновения дефекта под действием механической нагрузки. Вследствие описанных осложнений, присущих производству слитков, не удается реализовать полезные свойства, потенциально обеспечиваемые перечисленными элементами и усиливающими частицами либо по отдельности, либо в комбинации. Эти свойства включают улучшенную обрабатываемость, уменьшение или увеличение модуля Юнга и хорошие свойства при высоких температурах. Слитки, получаемые известными методами, затем проковываются и прокатываются, чтобы улучшить крупнозернистую микроструктуру слитков, возникшую в результате роста зерна при длительном выдерживании при высоких температурах, и чтобы уменьшить поперечное сечение слитка с получением таких промежуточных продуктов, как болванки (биллеты), прутки и полосы. Чтобы изготовить обычным методом проволоку из титанового сплава, в типичном варианте раскатывают пруток, полученный описанным способом, до диаметра менее 10 мм и протягивают до получения конечного размера, который применительно к автоматизированной сварке составляет 1-3 мм. С учетом потерь на последующих операциях увеличение стоимости в процессе преобразования Ti-губки и легирующих добавок в пруток и затем в пригодную для сварки проволоку из сплава составляет главную часть затрат на производство проволоки. Большое количество производственных операций, включая многие операции, выполняемые вручную, и высокие производственные затраты для сварочной проволоки из титанового сплава делают ее использование в качестве дополнительного сырьевого продукта непривлекательным, за исключением специальных (нишевых) применений. Альтернативный способ изготовления пригодного для сварки продукта из титанового сплава посредством обработки титановой губки и легирующих добавок в твердом состоянии (без промежуточного расплавления) устранил бы много недостатков, присущих традиционной технологии, и сделал бы возможным производство новых композиций, обладающих улучшенными механическими, термическими и коррозионными свойствами. Из US 2006/185473 известно, что недорогая присадочная проволока для плазменной наплавки дугой прямого действия при формировании объектов из титана путем прямого нанесения материала может быть изготовлена путем комбинирования и смешивания, на первой стадии, исходного материала в видеTi-губки с порошкообразными Al и V или порошкообразным сплавом Al-V в смесителе со срезывающим усилием. Порошки Al-V или порошкообразный сплав Al-V смешивают и измельчают в смесителе до получения частиц с размерами, предпочтительно не превышающими примерно 5 мм. Перемешанный порошок подают затем на стадию протягивания, на которой используется серия валков, в которых титановая губка, имеющая высокую пластичность, и легирующие порошки спрессовываются с достаточным усилием, чтобы сформировать удлиненное тело, которое после многократного уменьшения его поперечных размеров приобретает прочность, достаточную для его использования в качестве присадочной проволоки для систем прямого нанесения металла. Согласно указанному документу формирование проволоки из сплава Ti путем смешивания и прокатки возможно благодаря высокой пластичности, присущей чистой Ti-губке. Благодаря пластичности Ti-губки Ti в процессе его обжатия при прохождении через серию валков, уменьшающих его поперечное сечение, способен захватывать легирующие и керамические порошки. В EP 1375690 описан способ получения высокопрочного титанового сплава путем приготовления сырьевого материала в виде смеси порошков, содержащей 15-30 атомных процентов элемента группыVa, 1,5-7 атомных процентов элемента (например O, N или C), способного образовывать твердый раствор внедрения, и титан (Ti). Данная смесь может быть получена, например, с использованием порошкообразной губки, гидрогенизированных-дегидрогенизированных, гидрогенизированных или атомизированных порошков. В данном документе отмечается возможность получения методом спекания плотных объектов при условии, что диаметр частиц составляет примерно 100 мкм или менее, предпочтительно 45 мкм или менее. Исходный порошкообразный материал может являться смесью порошков, состоящей из порошков отдельных элементов или порошков сплавов, имеющих желательные составы. Смесь порошков компактируют, например с использованием штамповки, холодного изостатического компактирования прессованием, компактирования прессованием в резиновой оболочке и т.д. Компактированные заготовки подвергают спеканию, предпочтительно в вакууме или в атмосфере инертного газа. Интервал температур спекания может составлять 1200-1600C, предпочтительно 1200-1500C. Желательная длительность спекания составляет от 2 до 50 ч, предпочтительно от 4 до 16 ч. После спекания объект уплотняют, чтобы уменьшить раковины или аналогичные образования. Этап горячей обработки может соответствовать горячей ковке, горячей штамповке или горячему экструдированию. Данный этап может выполняться в любой атмосфере, например в воздухе и в инертном газе. В плане возможностей контроля более экономично проводить его в воздухе. Горячая обработка в рамках рассматриваемого производственного процесса выполняется, чтобы компактировать тела, полученные спеканием; однако, она может включать также формование с учетом требуемой формы конечных продуктов. Получаемый при этом титановый сплав обладает хорошими свойствами для холодной обработки, причем такая обработка повышает его механические свойства. Поэтому данный процесс предпочтительно включает этап холодной обработки, который выполняется после описанного этапа горячей обработки. Этап холодной обработки может соответствовать, например, холодной ковке, холодной штамповке, волочению проволоки через волоки или протягиванию. При этом холодная обработка может проводиться в комбинации с формованием продукта. Например, титановый сплав, полученный в результате холодной обработки, может формоваться в виде катаных материалов, полос, проволок и прутков. Альтернативно, ему могут придаваться формы конечных целевых продуктов или близкие к ним формы. Сущность изобретения Главная задача, решаемая изобретением, состоит в разработке экономически эффективного способа получения проволоки из титанового сплава или титанового композита, используемой для наплавления. Другая задача состоит в разработке способа изготовления пригодной для сварки проволоки из титана или из титанового сплава, которая, будучи расплавленной и включенной в компонент, изготавливаемый методом "производства добавлением" (additive manufacturing), обеспечивает химический состав и механические свойства, сравнимые с химическим составом и механическими свойствами, которыми обладают компоненты, изготовленные с применением обычной сварочной проволоки. В основе изобретения лежит осознание возможности разработки экономически эффективного способа изготовления пригодной для сварки проволоки из титанового сплава или композита, полученного из измельченной титановой губки и порошкообразных легирующих добавок путем проведения обработки исключительно в твердом состоянии, без расплавления титана в какой-либо момент производственного процесса. Благодаря отказу от обработки титана в жидкой фазе к титану могут быть добавлены сплавы или композиты, содержащие компоненты с существенно различными температурами плавления, такие как Mg, Al или W, Mo. Кроме того, обработка в твердом состоянии ослабляет укрупнение усиливающих частиц, отверждение которых происходит при температурах, превышающих температуру плавления титана. Таким образом, в своем первом аспекте изобретение относится к способу изготовления сварочной проволоки из титанового сплава, включающему следующие последовательные этапы:a) получение заготовки путем смешивания частиц титановой губки с диаметрами в интервале от 0,5 до 10 мм с одной или более порошкообразными легирующими добавками с размерами частиц в интервале 50-250 мкм; холодного компактирования приготовленной смеси и дополнительного воздействия на полученную смесь, содержащую смазку, давлением в интервале от 750 до 1250 МПа;b) формирование удлиненного профиля из титанового сплава путем нагрева заготовки в защитной атмосфере до температуры в интервале от 1000 до 1250C и поддерживания указанной температуры в течение по меньшей мере 4 ч с последующей горячей обработкой заготовки при температуре, отличающейся от точки бета-перехода титанового сплава не более чем на 200C, и с приданием заготовке формы удлиненного профиля из титанового сплава;c) формование сварочной проволоки из титанового сплава путем прокатки удлиненного профиля из титанового сплава на прокатном стане с одним валком или с последовательно установленными валками с получением пригодной для сварки проволоки желательного диаметра. Способ согласно изобретению является экономически эффективным способом изготовления сварочных проволок из титанового сплава, полученного из коммерчески доступной титановой губки (т.е. титановой губки, произведенной по методу Кролла), легирующих добавок и/или усиливающих частиц,позволяющим получать проволоку из титанового сплава и/или титанового композита с использованием существенно меньшего количества производственных операций и обеспечивающим значительно большую гибкость в отношении окончательного состава проволоки. Кроме того, изобретение позволяет получить пригодную для сварки проволоку, которая, будучи расплавленной и включенной в компонент,изготавливаемый методом производства добавлением, обладает химическим составом и механическими свойствами, сравнимыми с химическим составом и механическими свойствами, которыми обладают компоненты, изготовленные с применением обычной сварочной проволоки. Изобретение позволяет использовать любую титановую губку, частицы которой целесообразно получать путем дробления и раскалывания более крупных кусков титановой губки. Размеры частицы могут находиться в любом интервале, начинающемся с 0,5, 1, 1,5 или 2 мм и заканчивающемся 2,5, 3, 3,5, 4, 4,5,5, 6, 7, 8, 9, или 10 мм. Примерами приемлемых интервалов являются фракции частиц с размерами между 0,5 и 10 мм, 0,5 и 8 мм, 1 и 6 мм, 1 и 4 мм. Термин "фракция частиц с размерами" (в сочетании с конкретным интервалом) в контексте изобретения соответствует размерам отверстий сетки в грохоте, используемом для классификации частиц. Например, под фракцией частиц с размерами между 0,5 и 10 мм следует понимать частицы с размерами, достаточно большими, чтобы не проходить через грохот с отверстиями сетки размером 0,5 мм, но достаточно маленькими, чтобы проходить через грохот с отверстиями сетки размером 10 мм. Преимущество использования относительно крупных частиц коммерчески доступной титановой губки состоит в значительной экономии трудозатрат и энергии при получении частиц титана по сравнению с известными способами, использующими порошковый титан. Следовательно, для снижения стоимости, следует использовать как можно более крупные частицы. Однако в отношении компактирования желательно использовать как можно более мелкие частицы. В связи с этим были проведены эксперименты по компактированию частиц титановой губки с целью определить максимально большие допустимые размеры частиц. Результаты тестов представлены на фиг. 1a) и 1b), причем фиг. 1a) - это график, представляющий приложенные давления как функцию размеров частиц фракций, а фиг. 1b) - график, представляющий плотность, достигнутую при компактировании, как функцию размеров частиц фракций. Следует отметить удивительный результат, состоящий в том, что полученные плотности уменьшаются с уменьшением размеров частиц. Результаты показывают также, что прикладываемое давление должно быть равно по меньшей мере 750 МПа, но желательно оно должно находиться в интервале от 1100 до 1200 МПа. Прикладываемое давление желательно сделать достаточно высоким, чтобы получить заготовку с плотностью, составляющей по меньшей мере 80% от теоретически максимальной плотности. Примером подходящей губки является губка с уменьшенным содержанием магния, полученная методом вакуумной дистилляции титановой губки в соответствии со стандартом ASTM B299-07 [1]. Достоинствами этой губки является ее высокая коммерческая доступность и низкие уровни остаточных примесей. Способ по изобретению способен обеспечить, используя коммерчески доступную титановую губку такого качества, получение проволок из титана, содержащих менее 2000 м.д. O, 300 м.д. N, 500 м.д. C и 150 м.д. H. Однако эти пределы, указывающие, чего можно достичь, используя изобретение, не исключают изготовления проволок с более высокими содержаниями примесей за счет намеренного введения добавок. Нижние пределы для частиц титановой губки задаются примесями Fe, O и N, обусловленными загрязнениями от муфеля и атмосферным загрязнением при осуществлении процесса Кролла. По этой причине частицы губки размерами меньше 2-3 мм часто используют в качестве легирующих добавок в производстве других металлов. Однако использование частиц, меньших 3 мм, допустимо при условии,что суммарное содержание примесей, вносимое такими частицами, не превышает значения, заданного соответствующим стандартом [2]. Это может быть достигнуто разбавлением полученных частиц губки с размерами менее 3 мм более крупными частицами губки, которые были измельчены и растерты до нужного размера. Изобретение может использовать также любую известную или возможную легирующую добавку,способную образовывать сплав с титаном. Легирующая добавка предпочтительно является порошком со средним размером частиц в интервале от 50 до 250 мкм, чтобы облегчить, в процессе спекания, диффузию легирующих элементов в титановую фазу и растворение в ней с формированием титанового сплава с существенно однородной композицией. Массовое содержание частиц титана и порошкообразных легирующих добавок в приготавливаемой смеси, подлежащей холодному компактированию с получением заготовок, должно определяться в зависимости от требуемой композиции изготавливаемого титанового сплава. Изобретение не ограничено каким-либо конкретным интервалом массовых содержаний, а может использовать любые соотношения частиц титана и легирующих добавок, необходимых для получения сплава нужного состава. Примером приемлемой легирующей добавки являются гранулы лигатурного сплава 60A1-40V, которые могут быть смешаны с титановой губкой в отношении 1:9, чтобы получить сплав Ti-6A1-4V, который является стандартным сортом титана, обозначаемым, как ERTi-5 (сварочная проволока согласно ASTM Grade 5) [2]. Альтернативным источником легирующих добавок может служить лигатурный сплав 35A1-65V, который может быть смешан с частицами чистого алюминия и титановой губки в соотношении 9,23:0,77:90,чтобы изготовить тот же сплав Ti-6A1-4V. Пропорция, в которой легирующие добавки добавляются к титановой губке, задается правилами смешивания и стандартными спецификациями для целевого титанового сплава. Усиливающие частицы могут состоять из жаростойкой керамики, которая не полностью растворяется в титане при температурах ниже 1200C. Примерами таких частиц являются TiB2, Y2O3 и другие оксиды реактивных металлов и редкоземельных элементов. Одно из преимуществ изобретения состоит в том, что оно позволяет формировать однородные титановые сплавы из относительно крупных частиц измельченной титановой губки, которые обрабатываются исключительно в твердом состоянии, без расплавления титана на какой-либо стадии процесса. Одним из критических факторов, позволяющих реализовать это преимущество, является холодное компактирование полученной смеси частиц титановой губки, порошкообразных легирующих добавок и, в качестве опции, других добавок, таких, например, как усиливающие частицы и смазки, без какой-либо дополнительной обработки (такой как сфероидизация или очистка) с целью получить заготовку с плотностью в интервале от примерно 80 до примерно 90% от теоретически максимальной плотности титанового сплава. Ожидаемая проблема с холодным компактированием крупных частиц титана произвольной формы с острыми краями состоит в задирании используемых инструментов или в их других сдвиговых повреждениях. Решение этой проблемы заключается в применении одноосных прессов, использующих принцип подвижной (плавающей) матрицы, согласно которому пресс-кольцо выполнено с возможностью смещения вместе с ползуном пресса. Примером подходящего уплотняющего инструмента является навивочный инструмент фирмы Strecon (Дания), который использует предварительно напряженное пресскольцо, изготовленное из множества слоев высокопрочной стальной ленты, навитой на сердечник из закаленной инструментальной стали или карбида вольфрама. Преимущество данного инструмента состоит в том, что он остается полностью упругим даже при очень высоких нагрузках и, благодаря этому, способен выдерживать большие сдвиговые усилия в процессе компактирования крупных частиц титана. Неожиданным явилось обнаружение заявителем того, что проблема задирания обостряется, когда средние размеры частиц титана становятся меньше 1 мм, так что практическая нижняя граница размеров частиц титана соответствует 0,5 мм. Термин "холодное компактирование" в контексте описания означает, что температура частиц измельченной титановой губки при воздействии на нее усилий прессования составляет менее 200C. Холодное прессование может производиться при комнатной температуре. Проблема задирания может быть ослаблена нанесением покрытия из смазки на стенку пресс-кольца перед компактированием полученной смеси. Чтобы усилить эффект смазки, она может быть также добавлена, с перемешиванием, в приготавливаемую смесь. Смазка должнабыть удалена из спрессованной заготовки по завершении компактирования, чтобы избежать загрязнения титанового сплава при спекании. Это может быть осуществлено умеренной термообработкой заготовки при температуре около 400C. Изобретение может использовать любую известную или возможную смазку, применяемую на операции компактирования в порошковой металлургии и пригодную для удаления по завершении компактирования при температурах ниже 400C, поскольку это значение соответствует максимальной температуре, при которой титан является устойчивым по отношению к кислороду в окружающем воздухе. Таким образом, удаление смазки может быть проведено при относительно умеренном нагреве в температурном интервале примерно 200-400C и выдерживании заготовки при этой температуре до полного выделения смазки в форме газа (в типичном случае это соответствует длительности периода выдерживания от 0,5 до 10 ч). Если к получаемой смеси частиц и порошка примешана смазка, она будет уменьшать внутреннее трение между частицами в процессе компактирования и тем самым облегчать процесс компактирования до тех пор, пока она не станет стерическим препятствием для дальнейшего компактирования. Другая функция смазки состоит в уменьшении внешнего трения, т.е. трения между уплотняемой заготовкой и стенкой матрицы. Внешнее трение является причиной задирания и износа инструментов прессования и представляет особую проблему при компактировании частиц титановой губки в связи с их высокой твердостью. Коммерчески доступны три типа смазки для осуществления уплотнения в порошковой металлургии: стеараты металлов, амидные воски и композитные смазки. Неограничивающими примерами подходящих смазок являются стеарат цинка и N,N'-этилен-бис-стеарамид. Смесь частиц титановой губки, легирующих добавок и, в качестве опции, других частиц, например смазки, засыпают в камеру прессового инструмента с герметично уплотненной нижней стенкой камеры,чтобы предотвратить просыпание частиц сквозь пресс. Заполнение камеры компактирующего инструмента производится в присутствии окружающей атмосферы, поскольку использование при холодном компактировании продувки инертным (инертными), неокисляющим (неокисляющими) газом (газами) привело бы к захватыванию инертного газа уплотняемой заготовкой. Захваченный инертный газ приводит к пористости конечного продукта, поскольку такие газы обладают нулевой или пренебрежимо малой растворимостью в титане. Никакого инкапсулирования заготовки из титановой губки не требуется, поскольку содержания магния, хлорида магния и кислорода в исходных компонентах являются низкими и компактирование производится при низкой, например комнатной, температуре. Таким образом, исключаются такие дорогостоящие операции, как герметизация в металлической оболочке и дегазирование,причем с компактированной заготовкой можно обращаться точно так же, как и в обычном производстве титана посредством термомеханической обработки слитков, отливаемых обычным образом. Ползун пресса опускают медленно, чтобы из пористой заготовки в процессе ее медленного компактирования и уплотнения мог выходить воздух. Описанным способом можно получить заготовку из титановой губки,имеющую высокую плотность и пренебрежимо малую пористость с выходом пор на поверхность. Более высокие плотности являются желательными, поскольку это соответствует меньшему количеству внутренних полостей и поверхностных дефектов, хотя степень, в которой может быть достигнуто полное уплотнение, ограничиваются возможностями пресса и трением между титановой губкой и стенкой (стенками) камеры пресса. После этого компактированная заготовка (далее именуемая "заготовкой") выталкивается из пресса. Изобретение не ограничивается этим примером холодного компактирования, а может использовать любой известный или возможный процесс холодного компактирования полученной смеси титановой губки, легирующих добавок и/или упрочняющих частиц с получением заготовки, имеющей высокую плотность и пренебрежимо малую пористость с выходом пор на поверхность. Для формирования заготовки необходимо, по завершении холодного компактирования полученной смеси, растворить легирующие элементы в титановой фазе посредством диффузии внутрь. Эта задача решается нагревом заготовки в инертной атмосфере до температуры, близкой для титановой заготовки к точке бета-перехода, поскольку диффузия легирующих добавок и атмосферных загрязнений при температурах выше точки бета-перехода увеличивается почти на порядок по сравнению с более низкими температурами, соответствующими аллотропной альфа-фазе. Это обусловлено меньшей плотностью упаковки для объемно-центрированной кубической бета-фазы по сравнению с гексагональной альфа-фазой,имеющей высокую плотность упаковки. На практике это означает, что, чтобы растворить легирующие добавки, температура в процессе диффузии легирующих элементов внутрь должна находиться в интервале 1000-1250C и заготовка должна выдерживаться при этой температуре достаточно долго, что на практике соответствует 4 ч или более. Проведенные тесты показали, что при использовании легирующих добавок со средними размерами частиц менее 250 мкм и температуры 1100C легирующие элементы будут полностью растворены в титане при времени выдерживания 6-8 ч. Нагрева компактированной заготовки в инертной (защитной) атмосфере, необходимой, чтобы минимизировать загрязнения со стороны атмосферы, можно избежать при нанесении соответствующих защитных покрытий, например из стекла. Термин "защитная атмосфера" в контексте изобретения охватывает любой известный или гипотетический газ или смесь газов, который (которая) окружает нагретый металл и изолирует металлический объект от окружающего воздуха, тем самым защищая металл от окисления или иного возможного нежелательного химического воздействия со стороны компонентов атмосферы. Чтобы обеспечить свойства,сравнимые со свойствами обычных сварочных проволок, сварочная проволока по изобретению должна иметь как можно более однородную композицию. При этом для последующих экструзии и прокатки желательно использовать стержень из сплава, имеющего, по существу, однородную химическую композицию и микроструктуру, характеризуемую однородным распределением мелких усиливающих частиц, а также отсутствием дискретных частиц легирующей добавки или лигатурного сплава. Расстояние диффузии, при котором легирующие элементы Al и V будут проникать в титановую фазу, может быть рассчитано при известных температурах и длительностях выдерживания с использованием уравнений 1-3 Из табл. 1 можно видеть, что для гомогенизации композиции можно использовать термообработку,но только при нежелательных высокой температуре и длительности выдерживания. Поэтому целесообразно после термообработки осуществить операцию горячей обработки, чтобы завершить гомогенизацию титанового сплава. Функция этой операции может состоять в пластицировании титановой фазы с целью гомогенизировать композицию и удалить возможные поры или раковины, оставшиеся в заготовке после компактирования. Чтобы добиться этой цели, может быть использован любой известный или возможный метод горячей обработки. Примером подходящей горячей обработки является экструдирование заготовки с получением полуфабриката в виде удлиненного профиля (прутка), подходящего для последующих прокатки и протягивания с получением однородной проволоки, пригодной для применения в качестве сварочной проволоки при изготовлении объектов методом прямого нанесения металла. При использовании в качестве горячей обработки экструзии заготовку перед экструдированием желательно покрыть смазкой (инкапсулировать в смазку), чтобы уменьшить трение между заготовкой и поверхностями экструзионного пресса и тем самым понизить усилие, требуемое для осуществления экструзии. При экструдировании титановой заготовки может быть использована любая известная специалистам подходящая смазка или смазка, разработанная в будущем. Примером подходящей смазки является стекло. Горячая экструзия компактированной титановой заготовки может быть осуществлена следующим образом. Заготовку предпочтительно покрывают стеклянной смазкой, чтобы уменьшить трение между заготовкой и поверхностями пресса, минимизировать износ экструзионной головки и захват загрязнений из атмосферы. Заготовку нагревают, предпочтительно в инертной атмосфере или в вакууме, чтобы кислород и азот, захваченные в процессе холодного компактирования, были поглощены в титановой матрице, а легирующие добавки имели достаточное время для их полного растворения при используемой температуре. Это приводит к закрыванию и устранению внутренних пор и гомогенизации композиции заготовки. По завершении этой операции нагрева полученная смесь легирующих добавок и титановой губки представляет собой непрерывную фазу. Таблица 1 Расчетные расстояния диффузии (в микрометрах) для Al и V при растворении легирующих добавок в ходе гомогенизации при различных температурах и длительностях Исходные смеси, содержащие усиливающие частицы, сохраняют двухфазную микроструктуру, поскольку эти частицы не должны полностью растворяться в титановой матрице. В качестве примера можно назвать TiB2, который при описанном нагревании реагирует с титановой матрицей согласно реакции(4) с образованием TiB. Усиливающие частицы частично растворяются, но остаточный TiB является стабильным, образуя вторичную фазу. Альтернативный вариант состоит в использовании усиливающих частиц из Y2O3, которые являются термодинамически стабильными, т.е. отсутствует их реакция с титановой матрицей, так что эти частицы не растворяются. Желательно, чтобы плотность компактированной заготовки по сравнению с плотностью исходных частиц губки была как можно ближе к теоретической объемной плотности смеси, поскольку это создает значительный диффузионный барьер для массопередачи газообразных загрязнений. Как правило, при плотностях заготовки менее 90% наблюдается значительное количество открытых и сообщающихся пор. На практике это означает, что в процессе экструзии ни начальная температура заготовки, ни ее температура на выходе не должны превышать 1300C. Плотность экструдированного прутка может превышать 98%. Желательно переносить заготовку в подогретую камеру экструзионного пресса без какой-либо задержки. Нагрев камеры и экструзионной головки необходим для предотвращения быстрого охлаждения титановой заготовки, что привело бы к необходимости использовать чрезмерно высокие давления при экструзии. Ползун экструзионного пресса прикладывает возрастающее усилие к заднему концу заготовки, что приводит к ее почти предельному уплотнению. При возрастании давления заготовка начинает экструдироваться через формообразующий канал, придающий ей вид прутка или удлиненного профиля. Скорость выходящего экструдата пропорциональна отношению поперечных сечений заготовки и прутка(именуемому также экструзионным отношением) и скорости, развиваемой экструзионным прессом. При этом формообразующий канал должен иметь правильную входную и выходную геометрии, чтобы получить поверхность экструдированного титана, свободную от дефектов. Чтобы облегчить последующее обращение с ним и его хранение, экструдированный титан (полуфабрикат) желательно очистить от поверхностных загрязнений и смотать. Заключительной стадией изготовления сварочной проволоки является холодное формование проволоки из полуфабриката, полученного горячей термообработкой. Оно осуществляется посредством комбинации последовательных циклов прокатки на прокатном стане для уменьшения диаметра полуфабриката. Желательно, чтобы каждый проход через валки обеспечивал уменьшение площади сечения на 5-35%. Процесс прокатки повторяют до тех пор, пока полуфабрикату не будет придан желательный диаметр сварочной проволоки, составляющий в типичном варианте от 0,8 до 3 мм. Желательно проводить отжиг полуфабриката при температуре примерно 400-600C в течение примерно 10-60 мин между каждыми последовательными циклами прокатки, чтобы понизить внутренние напряжения. Альтернативно, процесс прокатки может проводиться на непрерывном прокатном стане с последовательно расположенными валками, так что существенное уменьшение поперечного сечения подаваемого прутка производится в непрерывном режиме. В этом варианте промежуточное снятие напряжений может осуществляться выдерживанием проволоки в нагретой печи, предпочтительно в присутствии инертного газа или вакуума. Снятие напряжений может осуществляться для партий проволоки или между проходами при прокатке. При этом должны обеспечиваться условия, способствующие достаточной рекристаллизации с последующим размягчением, так что результирующий пруток или проволока приобретает достаточную пластичность для последующей холодной обработки. Желательно, чтобы после термообработки с целью ослабления напряжений, но до того как проволока охладится, проводился по меньшей мере один проход прокатки, чтобы обеспечить достаточную жесткость продукта в виде проволоки, позволяющую подавать его посредством коммерческих автоматических механизмов подачи сварочной проволоки. Поперечное сечение проволоки задается размером и формой рабочих канавок прокатного стана, причем форма этого сечения в ходе прокатки может изменяться. Например, при прохождении через валки с полукруглыми канавками из четырех-, шести- или восьмигранного прутка может быть получена круглая проволока, и наоборот. Альтернативно, прокатка полуфабриката может быть остановлена после получения довольно толстой проволоки с диаметром в интервале 1-4 мм, а дальнейшее уменьшение ее диаметра до заданного значения может быть проведено путем одной или более операций протягивания. Снятие напряжений может быть эффективно осуществлено посредством отжига при температуре 400-600C в течение 10-60 мин между каждыми последовательными операциями. Применима любая известная или возможная технология протягивания, позволяющая получить из удлиненного полуфабриката диаметром 1-4 мм проволоку из титанового сплава с постоянным диаметром 0,8-3,0 мм. Как окончательный диаметр сварочной проволоки, так и диаметр проволоки для протягивания могут иметь различные значения. Приведенные количественные значения должны интерпретироваться как подходящие интервалы, а не как абсолютные пределы. Перечень фигур, чертежей На фиг. 1(a) и 1(b) представлены соответственно графики приложенного давления и достигнутой плотности в зависимости от размеров частиц фракций. На фиг. 2 схематично показан, в сечении, экструдер для горячей обработки заготовки. На фиг. 3 представлена фотография двух объектов из титанового сплава, изготовленных методом прямого нанесения металла с использованием сварочной проволоки, изготовленной согласно изобретению. Сведения, подтверждающие возможность осуществления изобретения Серия из 18 цилиндрических заготовок (биллетов) с диаметром 80 мм была изготовлена следующим способом. Размолотая титановая губка с размерами частиц от 0,5 до 8 мм (1-4 мм для основной фракции) была смешана с лигатурным сплавом 433-6 (в количестве, составлявшем 10% от массы губки) со средним размером частиц фракций примерно 100-250 мкм и с композитной смазкой (в количестве 0,8% от общей массы смеси), коммерчески доступной под маркой Metallub фирмы Hganes AB (Швеция). Смешивание производилось в бетономешалке до получения, по существу, однородной смеси. Затем проводилось формование заготовки путем холодного компактирования заданного количества порошка при засыпании его дискретными порциями в камеру одноосного пресса с подвижной матрицей и прикладывании к порошку ступенчато повышающегося давления. Типичная операция прессования предусматривала загрузку в камеру пресса сначала 1/4 смеси и приложение давления примерно 20 МПа. Затем добавляли в камеру пресса еще 1/4 смеси и прикладывали давление примерно 40 МПа. Добавляли еще одну, небольшую порцию смеси и повышали давление до 90 МПа перед тем, как загрузить еще 1/4 смеси и увеличить давление до 155 МПа. Затем добавляли остаток смеси и повышали давление примерно до 770-780 МПа. В результате получали заготовки с плотностью от 80 до 90% от максимальной теоретической плотности, как это проиллюстрировано в табл. 2. 10 из изготовленных заготовок нагревались до 400C в течение 1 ч и затем выдерживались при 200C в течение 12 ч, чтобы вывести смазку. Как упоминалось, смазка представляла собой композитную смазку, имеющуюся в продаже под торговой маркой Metallub и содержащую цинковое мыло и амидный компонент. После этого заготовки загружались в муфельную печь и нагревались до 1100C в течение 8 ч в атмосфере аргона. Таблица 2 Результаты компактирования частиц размерами 1-8 мм в заготовки диаметром 80 мм Затем методом горячей экструзии заготовок изготавливались полуфабрикаты, соответствующие обработке горячей ковкой. На этой операции на заготовки наносили покрытие из стекла и осуществляли их экструзию под давлением через экструзионную головку с получением экструдированных прутков из титана. Экструдер в сечении схематично показан на фиг. 2. Заготовка 1 движется в направлении, отмеченном стрелкой, и с усилием прижимается к экструзионной головке, которая содержит опорную конструкцию 3 из высокопрочной стали и керамическое кольцо 4. Перед головкой находится коническое опорное кольцо 5 из высокопрочной стали, формирующее воронку, близкую по форме к входу в формообразующее кольцо. В опорное кольцо 5 помещено изготовленное из стекла коническое кольцо 6, обеспечивающее смазку в процессе экструдирования заготовки. Параметры, использованные в процессе экструзии заготовок, приведены в табл. 3. Таблица 3 Параметры, использованные при горячей экструзии заготовок Один экструдированный стержень (полуфабрикат) с диаметром 20 мм был подвергнут нескольким циклам прокатки, чтобы сформировать сварочную проволоку диаметром 1,6 мм. Каждый цикл прокатки осуществлялся следующим образом: производилось снятие напряжений в полуфабрикате при его нагреве до 600C и выдерживании при этой температуре в течение 15 мин, после чего происходила его прокатка с определенным уменьшением диаметра. Описанные операции повторялись до уменьшения диаметра до 1,6 мм. Диаметр полуфабриката после каждого последующего цикла составлял 18, 12, 8, 6, 4, 3, 2 и 1,6 мм. Сварочная проволока подавалась в сварочный факел при проведении сварки по методу TIG для формирования тестового объекта путем прямого нанесения металла в виде четырех наложенных друг на друга швов с получением двух небольших объектов с массой около 25 г. При сварке использовался обычный процесс прямого нанесения металла в атмосфере аргона, в котором на сварочный факел TIG подавались ток 70 А при напряжении 11 В и аргон с расходом 14 л/мин (при комнатной температуре и давлении 98 кПа). Фотографии данных объектов представлены на фиг. 3. Образцы подвергались рентгеновскому микроанализу на сканирующем электронном микроскопе с энерго-дисперсионным рентгеновским спектрометром (SEM/EDS) и сравнивались с референтным материалом Grade 5 295-335-HV10. Было обнаружено, что массовое процентное содержание алюминия в титановом сплаве в двух объектах составляло 1,1-2,0%, а ванадия - 1,1-2,1%. Эти значения примерно вдвое ниже, чем в указанном стандартном материале, в котором массовое процентное содержание алюминия Al составляет 5,1-5,4%, а V 4,5-5,1%. Представляется, что это расхождение обусловлено неполной гомогенизацией или сегрегацией частиц титановой губки и порошкообразной легирующей добавки в полученной смеси. Однако SEM/EDS-анализ показал, что в изготовленном сваркой объекте из титана отсутствовали чистые фазы лигатурных сплавов и что легирующие элементы Al и V были однородно распределены в титановой матрице. Это указывает на достижение полного растворения и полной гомогенизации. Было установлено, что твердость титанового сплава близка к твердости референтного материала. Литература ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления сварочной проволоки из титанового сплава, включающий следующие последовательные этапы:a) получение заготовки путем смешивания частиц титановой губки с диаметрами в интервале от 0,5 до 10,0 мм с одной или более порошкообразными легирующими добавками с размерами частиц в интервале 50-250 мкм; холодного компактирования приготовленной смеси и дополнительного воздействия на полученную смесь, содержащую смазку, давлением в интервале от 750 до 1250 МПа;b) формирование удлиненного профиля из титанового сплава путем нагрева заготовки в защитной атмосфере до температуры в интервале от 1000 до 1250C и поддерживания указанной температуры в течение по меньшей мере 4 ч с последующей горячей обработкой заготовки при температуре, отличающейся от точки -перехода титанового сплава не более чем на 200C, и с приданием заготовке формы удлиненного профиля из титанового сплава;c) формование сварочной проволоки из титанового сплава путем прокатки удлиненного профиля из титанового сплава на прокатном стане с одним валком или с последовательно установленными валками с получением пригодной для сварки проволоки желательного диаметра. 2. Способ по п.1, в котором частицы титановой губки получают путем дробления и раскалывания титановой губки с уменьшенным содержанием магния, полученной методом вакуумной дистилляции и соответствующей стандарту ASTM В 299-07. 3. Способ по п.2, в котором титановая губка после дробления и раскалывания содержит фракцию частиц с размерами в одном из следующих интервалов: от 0,5 до 8,0 мм, от 1 до 6 мм или от 1 до 4 мм. 4. Способ по п.1 или 2, в котором холодное компактирование полученной смеси осуществляют при комнатной температуре и компактирующем давлении в интервале от 1100 до 1200 МПа. 5. Способ по п.1 или 2, в котором холодное прессование осуществляют в одноосном прессе, содержащем плавающее пресс-кольцо и плавающий ползун, при этом стенки пресс-кольца покрыты смазкой,выбранной из стеаратов металлов или амидного воска. 6. Способ по п.5, в котором в указанную смесь добавляют смазку, а заготовку нагревают до температуры в интервале 200-400C и выдерживают при указанной температуре в течение 0,5-10,0 ч. 7. Способ по п.5 или 6, в котором смазка является стеаратом цинка или N,N'-этилен-бисстеарамидом. 8. Способ по п.1, в котором этап b) формирования удлиненного профиля из титанового сплава осу-9 024575 ществляют путем нагрева заготовки в защитной атмосфере до температуры примерно 1100C и поддерживания указанной температуры в течение 6-8 ч и последующего горячего экструдирования полуфабриката при температуре, отличающейся от точки-перехода титанового сплава менее чем на 200C. 9. Способ по п.1, в котором этап b) формирования удлиненного профиля из титанового сплава осуществляют путем нагрева заготовки в защитной атмосфере до температуры примерно 1100C и поддерживания указанной температуры в течение 6-8 ч и последующего горячего экструдирования полуфабриката при температуре, отличающейся от точки-перехода титанового сплава менее чем на 200C, а этап c) формования сварочной проволоки осуществляют путем получения проволоки для протягивания из удлиненного профиля из титанового сплава посредством:i) отжига удлиненного профиля примерно при 400-600C в течение 10-60 мин;ii) прокатки удлиненного профиля на прокатном стане для уменьшения его диаметра;iii) повторения операций i) и ii) до получения диаметра удлиненного профиля в интервале от 1 до 4 мм с последующим получением из проволоки для протягивания сварочной проволоки путем:j) отжига протянутых проволок примерно при 400-600C в течение примерно 10-60 мин;jj) протягивания проволоки для протягивания с целью уменьшения ее диаметра по известной технологии;jjj) повторения операций j) и jj) до придания проволоке заданного диаметра сварочной проволоки. 10. Способ по п.9, в котором каждый проход через валки прокатного стана уменьшает диаметр удлиненного профиля на 5-35%.
МПК / Метки
МПК: C22C 14/00
Метки: титанового, способ, проволоки, изготовления, сварочной, сплава
Код ссылки
<a href="https://eas.patents.su/12-24575-sposob-izgotovleniya-svarochnojj-provoloki-iz-titanovogo-splava.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления сварочной проволоки из титанового сплава</a>
Способ изготовления электротехнической проволоки из алюминиевого сплава
Номер патента: 22792
Опубликовано: 31.03.2016
Автор: Аникеев Юрий Георгиевич
МПК: B21C 1/00
Метки: проволоки, сплава, способ, электротехнической, изготовления, алюминиевого
Формула / Реферат:
1. Способ изготовления электротехнической проволоки, характеризующийся тем, что выбирают проволочные заготовки из алюминиевого сплава в виде нескольких проволок, каждая из которых в поперечном сечении имеет больший диаметр D в сравнении с диаметром d изготавливаемой электротехнической проволоки, осуществляют холодное волочение проволочных заготовок через калиброванный волок, проводят отжиг и естественное охлаждение проволочных заготовок до...
Способ производства титановой сварочной проволоки
Номер патента: 21916
Опубликовано: 30.09.2015
Автор: Дринг Кевин
МПК: B22F 3/02, B21B 1/16, B23K 35/32...
Метки: сварочной, производства, способ, титановой, проволоки
Формула / Реферат:
1. Способ производства пригодной для сварки проволоки или пригодной для сварки ленты из титана, состоящий из следующих этапов:помещают одну или более частиц титановой губки в камеру одноосного пресса,проводят холодное уплотнение помещенного в камеру материала, состоящего из частиц, в атмосфере наружного воздуха, чтобы сформировать заготовку,нагревают заготовку до температуры 400-1000°C,помещают нагретую заготовку в камеру предварительно...
Состав титанового сплава для производства высококачественных деталей, в частности, для авиационной промышленности
Номер патента: 20469
Опубликовано: 28.11.2014
Авторы: Соньяк Франсис, Де Монико Жан-Мишель
МПК: C22F 1/18, C22C 14/00
Метки: высококачественных, титанового, состав, промышленности, частности, деталей, сплава, производства, авиационной
Формула / Реферат:
1. Титановый сплав, особенно подходящий для горячей штамповки при температуре, близкой к температуре полиморфного перехода b®b+α сплава, и для термообработки с нагреванием до температуры, близкой к температуре указанного перехода, содержащий, по меньшей мере, следующие компоненты, мас.%:2. Титановый сплав по п.1, дополнительно содержащий цирконий в количестве от 0,1 до 0,7 мас.%, гафний в количестве от 0,1 до 0,7 мас.%, с общим массовым...
Биметаллическая электродная проволока, способ изготовления биметаллической электродной проволоки и устройство для изготовления биметаллической электродной проволоки
Номер патента: 17255
Опубликовано: 30.11.2012
Автор: Аникеев Юрий Георгиевич
МПК: B21F 19/00, B21F 17/00, B21F 15/00...
Метки: проволоки, проволока, устройство, биметаллическая, биметаллической, изготовления, электродной, способ, электродная
Формула / Реферат:
1. Биметаллическая электродная проволока, характеризующаяся тем, что она содержит сердечник, выполненный из центральной алюминиевой жилы круглого сечения, вокруг которой в контакте с ней симметрично расположены никелевые жилы круглого сечения равного с ней диаметра, при этом никелевые жилы контактируют между собой с образованием воздушных полостей f1 между ними и алюминиевой жилой вдоль проволоки, диаметр каждой жилы составляет от 0,8 до 0,85...
Способ изготовления улучшенного листового изделия из алюминиевого сплава
Номер патента: 586
Опубликовано: 29.12.1999
Авторы: Ньютон Уильям, Томес Дэвид А.
МПК: C22F 1/04
Метки: улучшенного, способ, листового, алюминиевого, сплава, изготовления, изделия
Формула / Реферат:
US-A-4929285
US-A-4976790
Предыдущий патент: Композиции, включающие поверхностно-активный продукт на основе жирного ацилизетионата, алканоилсодержащие соединения и триглицериды с низкой степенью гидрирования
Следующий патент: Регулятор тока
Случайный патент: Автоматический стопорный механизм для кольцевого веретена прядильного станка