Изделие из минеральной ваты и способ его изготовления
Номер патента: 5394
Опубликовано: 24.02.2005
Авторы: Бекер Михаэль, Келлер Клеменс, Трапманн Юрген, Бихи Лотар, Армбруст Манфред
Формула / Реферат
1. Способ изготовления изделий из минеральной ваты, в котором на начальной стадии волокна или нити минеральной ваты вытягивают в вату и собирают вместе со связующим для образования полотна (1) минеральной ваты, на последующих стадиях сжимают полотно минеральной ваты для уменьшения его толщины и обеспечивают затвердевание связующего с образованием тем самым тела изделия из минеральной ваты, отличающийся тем, что перед и/или во время стадий сжатия полотна (1) минеральной ваты и затвердевания связующего поверхностную зону по меньшей мере одной стороны полотна (1) минеральной ваты снабжают маркировкой (20), которая за счет поперечных соединений минеральной ваты во время затвердевания связующего заделывается постоянно и прочно в тело изделия из минеральной ваты.
2. Способ по п.1, отличающийся тем, что маркировку вводят в поверхностную зону полотна (1) минеральной ваты посредством локализованного распыления, и/или пропитывания, и/или нанесения кистью вещества, и/или посредством структурирования поверхностной зоны для создания прочной рельефной поверхности, и/или посредством вдавливания вставки (26), так что после прохождения полотна минеральной ваты через стадии сжатия и затвердевания поверхностная зона тела изделия из минеральной ваты содержит постоянную маркировку (20), которая прочно соединена поперечными связями с минеральной ватой.
3. Способ по п.2, отличающийся тем, что во время процесса затвердевания вещество, введенное в полотно (1) минеральной ваты, преобразуется в маркировочное вещество, которое отличается по цвету от остального тела изделия из минеральной ваты, при этом вещество реагирует со связующим и/или минеральной ватой для образования маркировочного вещества или претерпевает изменение цвета.
4. Способ по п.2, отличающийся тем, что рельефную поверхность создают посредством структурирования поверхностной зоны полотна (1) минеральной ваты с помощью элемента (11, 12, 27) тиснения, который имеет структуру поверхности, образующую негатив рельефной поверхностной структуры, подлежащей созданию.
5. Способ по п.2, отличающийся тем, что структурирование с помощью элемента тиснения выполняют в сушильной печи или по потоку непосредственно перед ней, при этом в последнем случае, когда элемент тиснения расположен по потоку перед сушильной печью, элемент тиснения нагревают.
6. Способ по п.2, отличающийся тем, что с помощью сжатия полотна (1) минеральной ваты нагреваемым элементом тиснения перед затвердеванием получают, по меньшей мере, частично затвердевшую рельефную поверхность в виде пленки, форма которой, по существу, сохраняется во время последующих стадий обработки, включая возможную дополнительную стадию сжатия и затвердевания.
7. Способ по п.1, отличающийся тем, что используют в качестве вставки (26) печатную ленту из минеральной ваты или ленту, на которой выполнены перфорированные рисунки, отличающуюся по цвету от тела изделия из минеральной ваты.
8. Изделие из минеральной ваты, изготовленное способом по любому из пп.1-7.
9. Изделие из минеральной ваты по п.8, отличающееся тем, что на виде сверху, на маркированной поверхности изделия из минеральной ваты маркировка (20) представляет буквы, числа, пиктограммы и/или штриховые коды.
10. Изделие из минеральной ваты по любому из пп.8 или 9, отличающееся тем, что маркировка (20) содержит маркировочное вещество, которое добавлено в тело изделия из минеральной ваты в поверхностной зоне, или она образована из добавленного вещества во время затвердевания связующего, при этом указанное маркировочное вещество имеет цвет, отличный от цвета тела изделия из минеральной ваты.
11. Изделие из минеральной ваты по любому из пп.8-10, отличающееся тем, что маркировка (20) содержит вставку (26), заделанную в поверхностной зоне.
12. Изделие из минеральной ваты по п.11, отличающееся тем, что вставка (26) является печатной лентой из минеральной ваты.
13. Изделие из минеральной ваты по п.11, отличающееся тем, что вставка (26) является лентой, которая имеет цвет, отличающийся от цвета тела изделия из минеральной ваты, и которая имеет перфорированный рисунок.
14. Изделие из минеральной ваты по любому из пп. 8-13, отличающееся тем, что маркировка (20) содержит рельефную поверхность с углублениями и/или вырезами в поверхностной зоне тела изделия из минеральной ваты.
15. Изделие из минеральной ваты по любому из пп.8-14, отличающееся тем, что яркость маркировки в изделии из минеральной ваты зависит от плотности изделия.
16. Изделие из минеральной ваты, изготовленное способом по п.1, отличающееся тем, что маркировка представляет собой по меньшей мере один комплект цветных нитевых элементов.
17. Изделие из минеральной ваты по п.16, отличающееся тем, что один или более комплектов нитевых элементов (4', 5', 6', 7') расположены на одной или на обеих основных поверхностях изоляционного элемента (1').
18. Изделие из минеральной ваты по любому из пп.16 или 17, отличающееся тем, что нитевые элементы проходят в продольном направлении изделия из минеральной ваты.
19. Изделие из минеральной ваты по любому из пп.16-18, отличающееся тем, что нитевые элементы (4', 5', 6', 7') расположены на одинаковом расстоянии друг от друга и предпочтительно образуют комбинацию из цветов, а расположение отдельных нитевых элементов (4', 5', 6', 7') образует отличительную маркировку для изделия из минеральной ваты, при этом нитевые элементы (4', 5', 6', 7') предпочтительно также состоят из теплостойкого и/или негорючего материала, предпочтительно стекловолокна, текстильных стеклонитей и крученых стеклонитей.
20. Изделие из минеральной ваты по любому из пп.16-19, отличающееся тем, что один или более комплектов нитевых элементов (4', 5', 6', 7') расположены на изделии из минеральной ваты для облегчения ориентации при установке изделия из минеральной ваты.
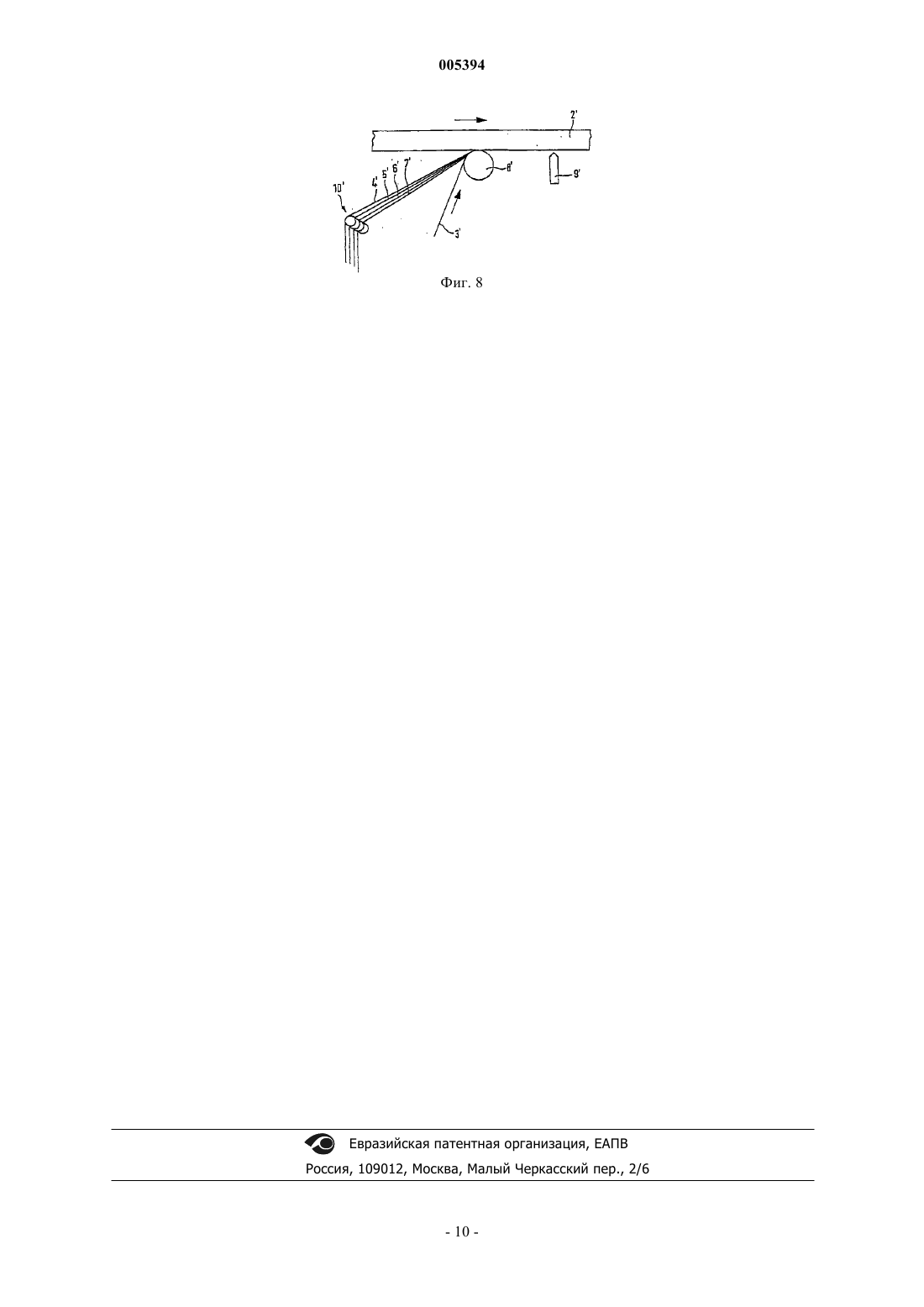
21. Изделие из минеральной ваты по любому из пп.16-20, отличающееся тем, что основа (3'), в частности сетка, полотно или ткань, прикреплена по меньшей мере к одной поверхности изоляционного полотна или мата (2'), при этом основа предпочтительно пришита или приклеена к поверхности мата (2').
22. Изделие из минеральной ваты по п.21, отличающееся тем, что комплект(ы) нитевых элементов расположен(ы) между основой (3') и поверхностью мата (2').
23. Изделие из минеральной ваты по любому из пп.16-22, отличающееся тем, что нитевые элементы (4', 5', 6', 7') являются единым компонентом изделия из минеральной ваты.
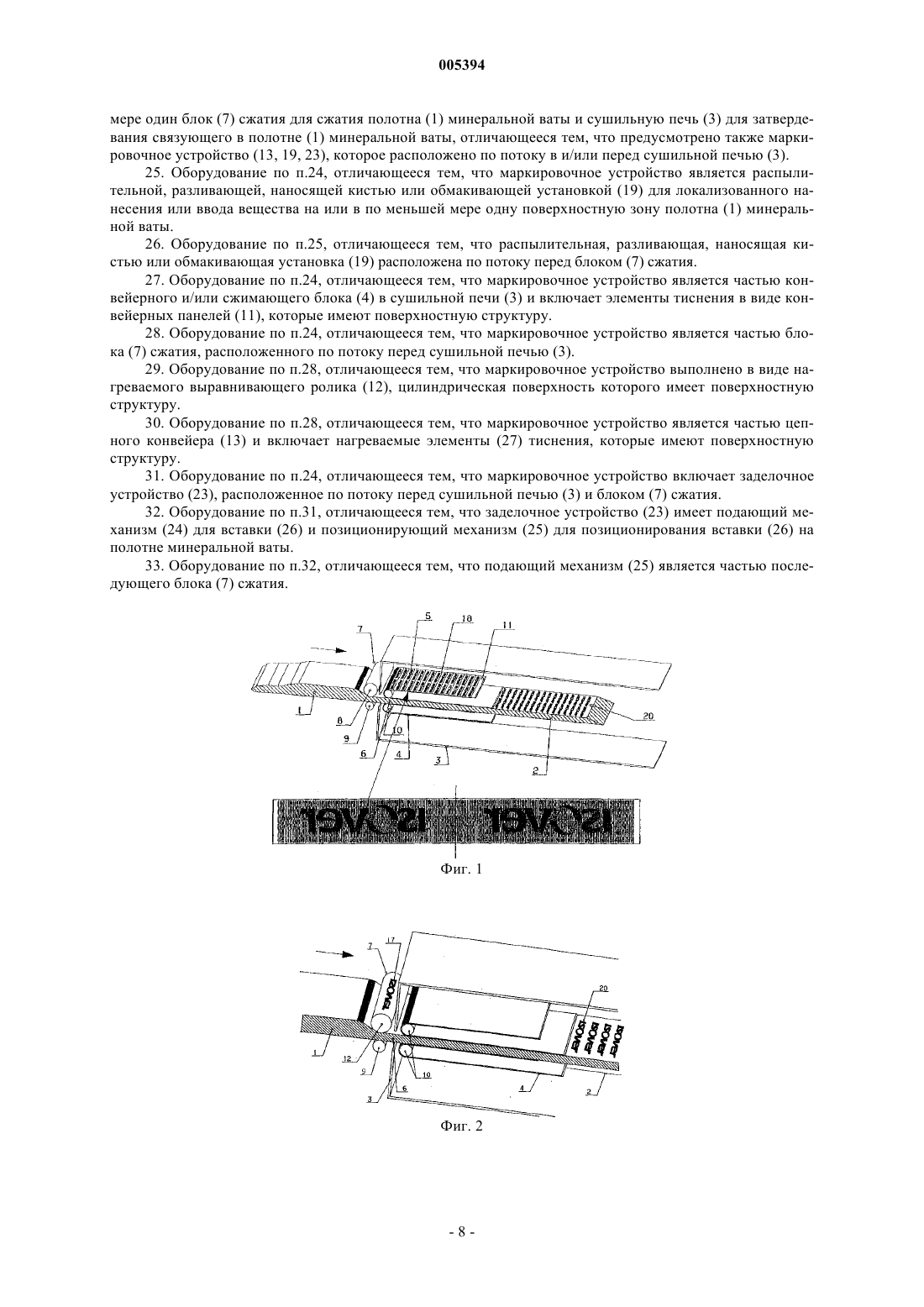
24. Оборудование для осуществления способа по любому из пп.1-7, содержащее блок волокнообразования для изготовления волокон или нитей минеральной ваты, устройство для добавления связующего и собирания содержащей связующее минеральной ваты в полотно (1) минеральной ваты, по меньшей мере один блок (7) сжатия для сжатия полотна (1) минеральной ваты и сушильную печь (3) для затвердевания связующего в полотне (1) минеральной ваты, отличающееся тем, что предусмотрено также маркировочное устройство (13, 19, 23), которое расположено по потоку в и/или перед сушильной печью (3).
25. Оборудование по п.24, отличающееся тем, что маркировочное устройство является распылительной, разливающей, наносящей кистью или обмакивающей установкой (19) для локализованного нанесения или ввода вещества на или в по меньшей мере одну поверхностную зону полотна (1) минеральной ваты.
26. Оборудование по п.25, отличающееся тем, что распылительная, разливающая, наносящая кистью или обмакивающая установка (19) расположена по потоку перед блоком (7) сжатия.
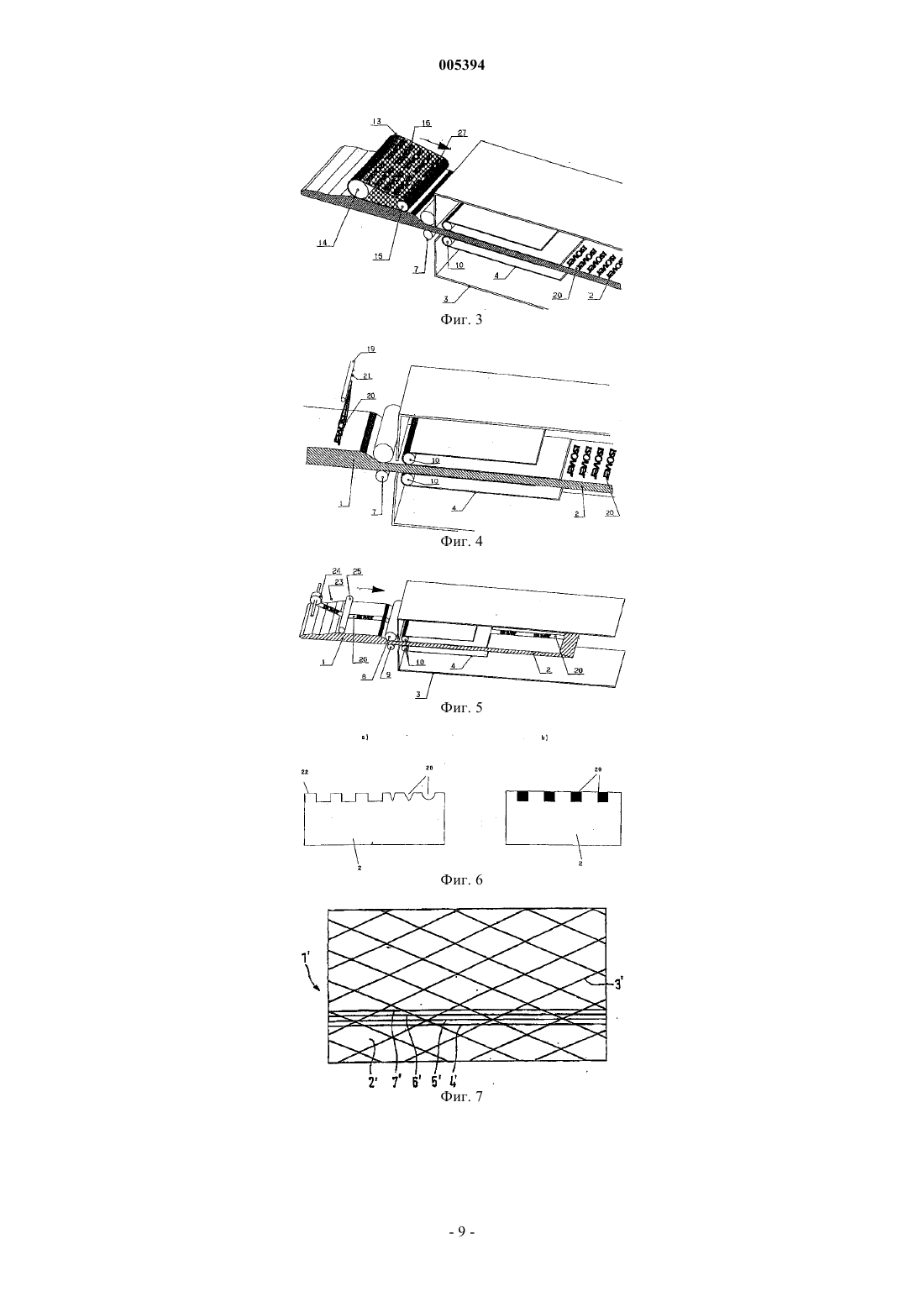
27. Оборудование по п.24, отличающееся тем, что маркировочное устройство является частью конвейерного и/или сжимающего блока (4) в сушильной печи (3) и включает элементы тиснения в виде конвейерных панелей (11), которые имеют поверхностную структуру.
28. Оборудование по п.24, отличающееся тем, что маркировочное устройство является частью блока (7) сжатия, расположенного по потоку перед сушильной печью (3).
29. Оборудование по п.28, отличающееся тем, что маркировочное устройство выполнено в виде нагреваемого выравнивающего ролика (12), цилиндрическая поверхноёть которого имеет поверхностную структуру.
30. Оборудование по п.28, отличающееся тем, что маркировочное устройство является частью цепного конвейера (13) и включает нагреваемые элементы (27) тиснения, которые имеют поверхностную структуру.
31. Оборудование по п.24, отличающееся тем, что маркировочное устройство включает заделочное устройство (23), расположенное по потоку перед сушильной печью (3) и блоком (7) сжатия.
32. Оборудование по п.31, отличающееся тем, что заделочное устройство (23) имеет подающий механизм (24) для вставки (26) и позиционирующий механизм (25) для позиционирования вставки (26) на полотне минеральной ваты.
33. Оборудование по п.32, отличающееся тем, что подающий механизм (25) является частью последующего блока (7) сжатия.

Текст
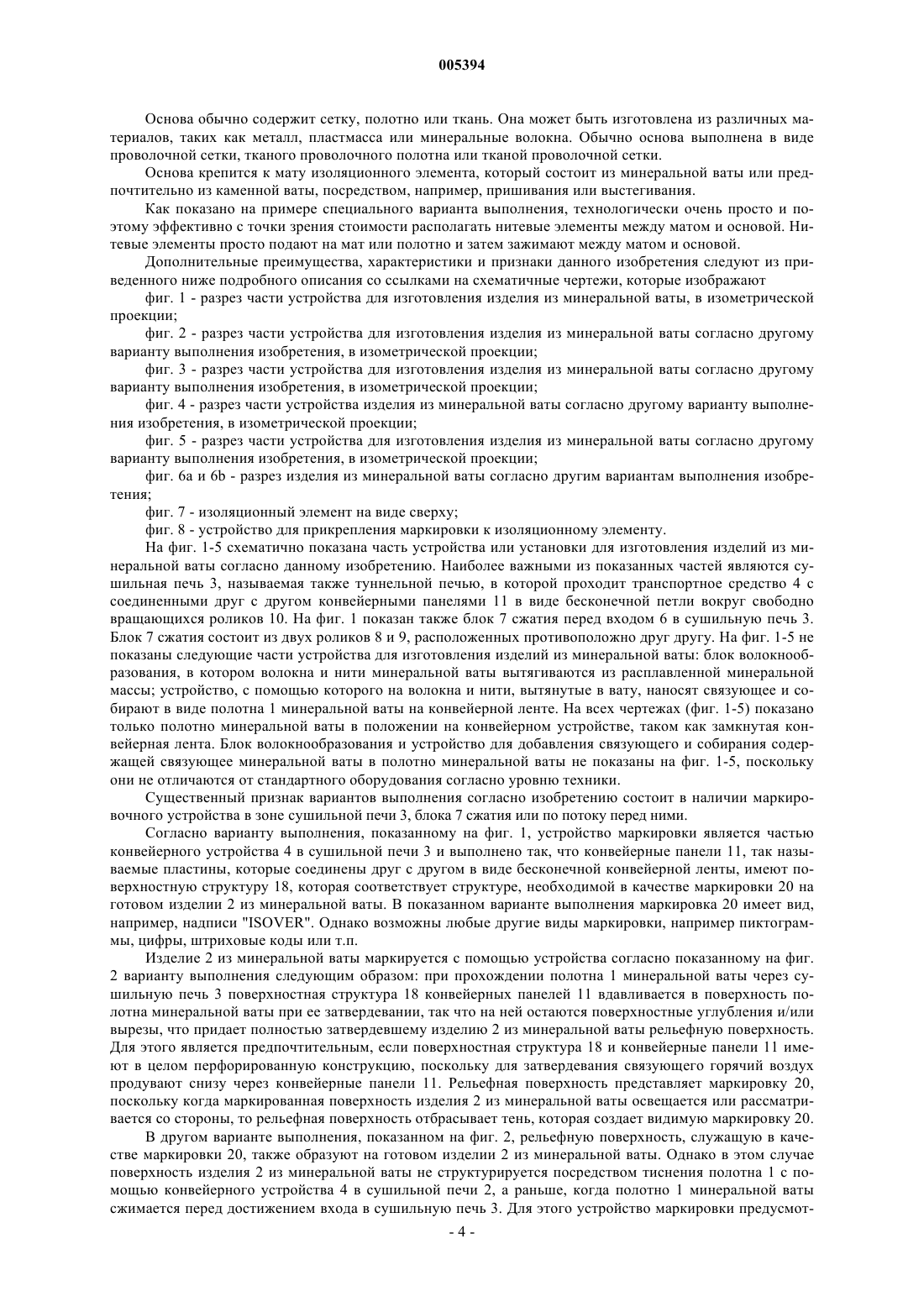
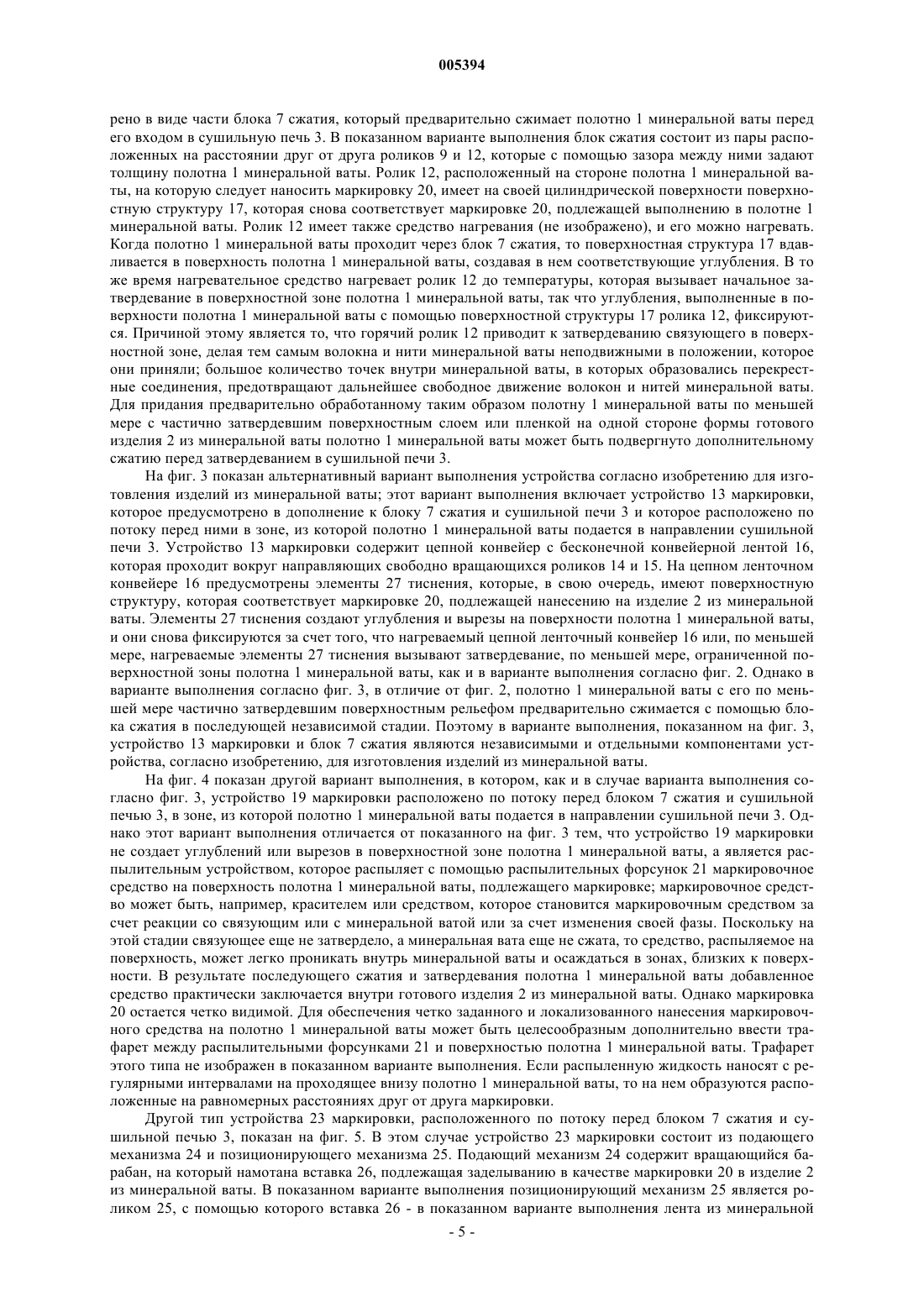
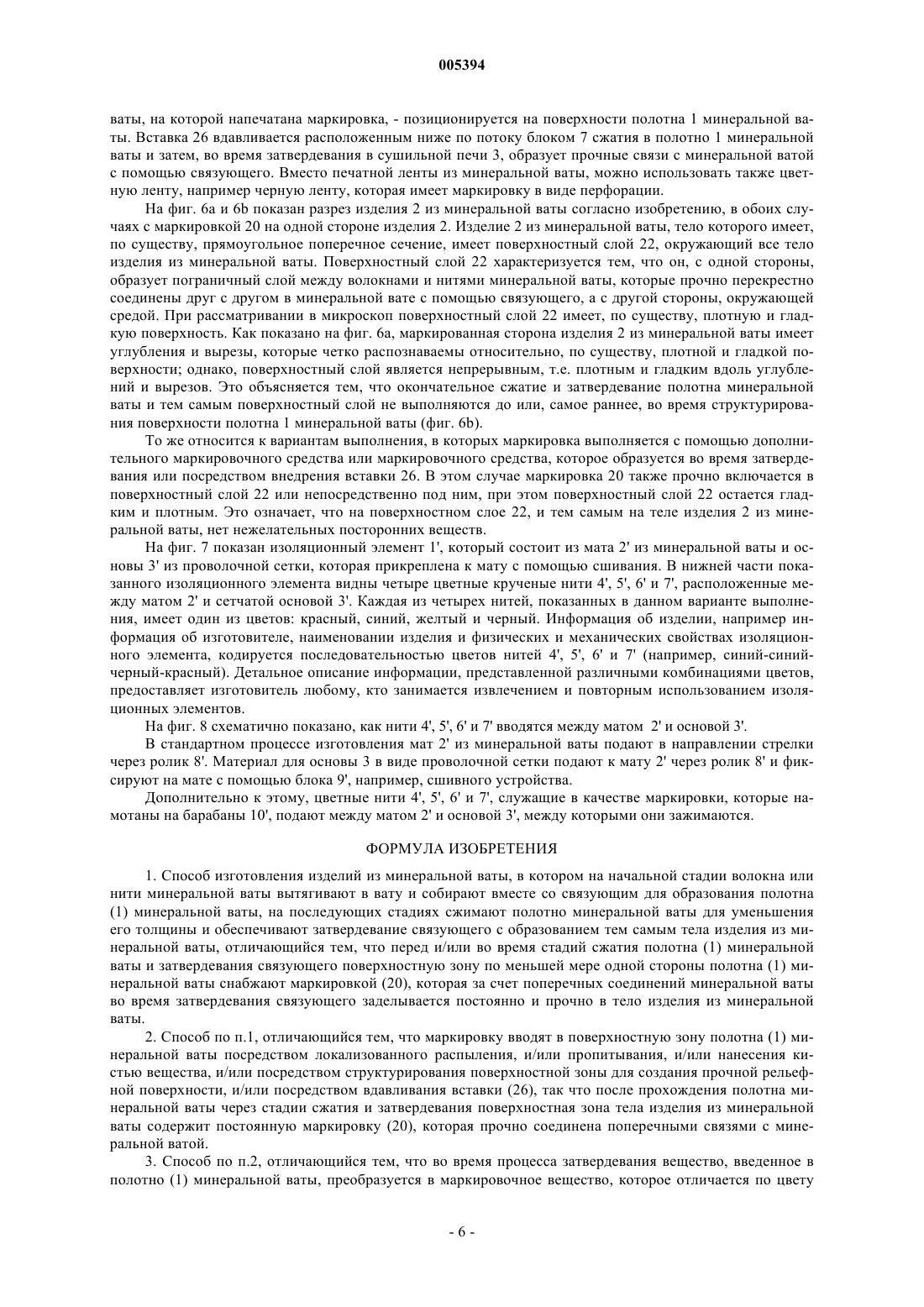
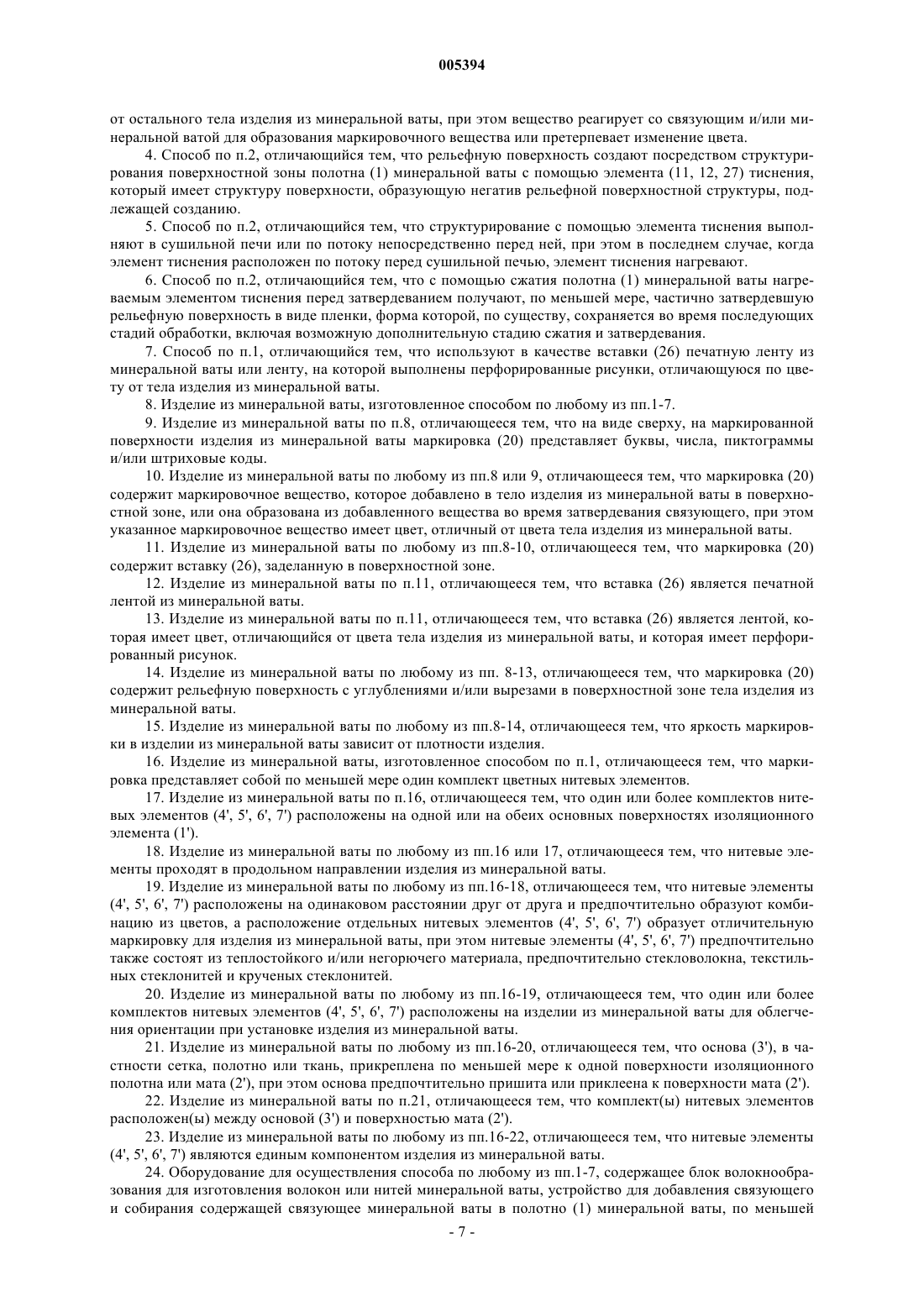
005394 Данное изобретение относится к изделию из минеральной ваты и к способу и устройству для изготовления изделий из минеральной ваты согласно ограничительной части пп.1, 9, 17 и 24 формулы изобретения. Изделия из минеральной ваты используются в различных формах для целей изоляции, например для изоляции фасадов и крыш. Поскольку эти изделия в таких применениях имеют очень продолжительный срок службы, то проблема возникает в конце их срока службы, например, когда дом сносится, так как отсутствует информация об изготовителе, составе и т.д. Однако такая информация является абсолютно необходимой для правильного устранения или повторного использования изделия из минеральной ваты. Таким образом, одна задача состоит в нанесении на изделия из минеральной ваты постоянного знака, который обеспечивает информацию об изготовителе, составе и т.д. Из уровня техники уже известны способы маркировки изделий из минеральной ваты посредством снабжения готового изделия надписью. Это осуществляется, например, посредством приклеивания напечатанной бумаги, пленки или т.п. или же посредством использования красителя для надписи. В US 5443902 описаны примеры способов маркировки, в которых используют термокраску или трафаретную печать или же в которых спекают целлюлозную бумагу со стекловолоконным клеем. Другой альтернативный способ, известный из уровня техники, состоит в выжигании знака на поверхности изделия из минеральной ваты. В этом случае используют подходящее средство нагревания, например лазер, для выжигания части поверхности изделия из минеральной ваты, при этом знак образуется остающимися продуктами сгорания. Такой способ раскрыт, например, в DE19542403. Однако все эти возможные способы маркировки изделий из минеральной ваты имеют общим то,что на поверхности изделия из минеральной ваты присутствуют дополнительные материалы, которые отличаются от изделия из минеральной ваты. Это имеет тот недостаток, что посторонние вещества могут ограничивать область применения изделия из минеральной ваты. Это имеет место, в частности, когда дополнительно нанесенное на поверхность изделия средство маркировки не отвечает требованиям,предъявляемым к изделию из минеральной ваты, например, в отношении огнестойкости. Указанные выше способы для последующего нанесения надписей или маркировки имеют дополнительный недостаток,состоящий в том, что они часто очень дорогие и, в частности, требуют больших затрат времени и что изза наличия в конце установки для маркировки удлиняется производственная линия. В европейском патенте ЕР 0928392 раскрыта маркировка изоляционного элемента в виде клеевого или штукатурного покрытия, которое отличается цветом от слоя минерального волокна. Одним недостатком этой системы является то, что поверхностный слой на изоляционном элементе имеет только один цвет и поэтому служит для идентификации только одной характеристики. Дополнительным недостатком является то, что по меньшей мере части поверхности изоляционного элемента изменяются этим покрытием. Полезная модель DE 29603918 раскрывает систему маркировки, в которой маркировочную полоску с надписью на стороне, обращенной к основе, помещают между волоконным матом и материалом основы. Эта система имеет недостаток, заключающийся в том, что необходима дополнительная операция,усложняющая производство, для печатания или нанесения надписи на маркировочную полоску или же перфорирования букв в ней на равномерных расстояниях вдоль полоски. Для каждого варианта изделия необходимо применять другую маркировочную полоску. В особенности для изделий массового производства, таких как изоляционный элемент, важно иметь систему маркировки, которая по возможности проста и поэтому эффективна по стоимости. Задачей данного изобретения является создание маркированного подходящим образом изделия из минеральной ваты и способа или устройства для изготовления такого изделия, при этом в сильной степени исключается нежелательное присутствие постороннего вещества на поверхности готового изделия из минеральной ваты и в то же время маркировка изделия является простой, эффективной, надежной и постоянной. Способ и устройство для изготовления такого изделия должны быть также простыми и эффективными. В частности, изоляционный элемент указанного выше типа должен снабжаться во время изготовления несложной и эффективной по стоимости маркировкой, которая, в частности, для целей устранения материала и повторного использования может поставлять информацию о свойствах изоляционного элемента и о его происхождении. Дополнительно к этому, маркировка должна отвечать требованиям,предъявляемым к свойствам материала изоляционных элементов. Эта задача решена согласно изобретению с помощью признаков независимых пп.1, 9 и 17 формулы изобретения. Дополнительные полезные варианты выполнения следуют из зависимых пунктов формулы изобретения. Изделия из минеральной ваты обычно изготавливают посредством создания волокон и нитей минеральной ваты из расплавленного минерала с помощью средства волокнообразования или выдувного устройства и образования в выдувной камере из волокна минеральной ваты, в которую добавляют связующее. Содержащую связующее минеральную вату собирают в виде лентообразного полотна на конвейерном устройстве, которое транспортирует образованное таким образом полотно минеральной ваты в су-1 005394 шильную печь. В и/или перед сушильной печью полотно минеральной ваты сжимают до воздействия тепла на связующее, что приводит к затвердеванию полотна в виде тела изделия из минеральной ваты. Существенным признаком данного изобретения является то, что маркировка наносится на поверхность изделия из минеральной ваты на стадии перед затвердеванием изделия из минеральной ваты, так что когда изделие из минеральной ваты затвердевает, то маркировка внедряется в него. В результате,готовое изделие из минеральной ваты не требует последующей обработки и исключается недостаток нанесения посторонних веществ, используемых, согласно уровню техники, для маркировки, на поверхность изделия из минеральной ваты. Вместо этого, изобретение обеспечивает внедрение маркировки в изделия из минеральной ваты так, что за счет последующего затвердевания связующего она фактически закрывается внутри изделия из минеральной ваты. В результате, поверхность изделия из минеральной ваты является почти равномерной и однородной без каких-либо посторонних веществ на ней. Маркировка согласно изобретению предпочтительно состоит из красителя или другого вещества,которое реагирует со связующим, минеральной ватой или с самим собой во время процесса затвердевания, подвергаясь тем самым преобразованию, которое обуславливает изменение цвета. Краситель или другое вещество наносят на зону поверхности еще не затвердевшего полотна минеральной ваты с помощью пропитывания, обливания, нанесения кистью или т.п. Поскольку жидкую среду этого типа наносят предпочтительно перед сжатием полотна минеральной ваты, то полное проникновение жидкой среды в поверхностную зону полотна минеральной ваты облегчается за счет рыхлой, неструктурированной формы минеральной ваты. В качестве альтернативного решения, маркировка может быть выполнена в виде вставки, которая вдавливается в поверхностную зону полотна минеральной ваты перед и/или во время сжатия и затвердевания полотна. Можно использовать, например, уже затвердевшую и печатную ленту из минеральной ваты. Этот способ обеспечивает также получение равномерного тела изделия из минеральной ваты без каких-либо посторонних веществ. Вместо печатной ленты из минеральной ваты, можно использовать также ленту, которая отличается по цвету от тела изделия из минеральной ваты и которая содержит маркировку в виде перфорации. С помощью этого полезного альтернативного решения обеспечивается, в частности, постоянное соединение вставки с телом изделия из минеральной ваты, наряду с образованием равномерной и однородной поверхности, за счет вдавливания ленты в еще не затвердевший материал полотна минеральной ваты и за счет последующего затвердевания. Для ввода вставки в тело изделия из минеральной ваты предпочтительно использовать заделывающее устройство, которое содержит вставку в намотанном виде в подающем устройстве, при этом вставка переносится в полотно из минеральной ваты с помощью позиционирующего механизма, например ролика. Другим предпочтительным путем нанесения маркировки перед полным затвердеванием тела изделия из минеральной ваты является создание рельефной поверхности тела изделия из минеральной ваты перед и/или во время сжатия и затвердевания полотна минеральной ваты с помощью элементов тиснения с негативной или противоположной структурой поверхности по сравнению с намеченной маркировкой. Это можно выполнять, например, в сушильной печи посредством предусмотрения элементов тиснения на конвейере и/или в блоке сжатия в сушильной печи, например, в виде конвейерных панелей. Таким образом, элементы тиснения создают рельефную поверхность в виде расположенной с регулярными интервалами маркировки на теле изделия из минеральной ваты во время его пребывания в сушильной печи. Поскольку одновременно затвердевает связующее, то рельефная поверхность сохраняется постоянно. В качестве альтернативного решения, рельефная поверхность может быть включена в поверхность тела изделия из минеральной ваты перед вхождением полотна минеральной ваты в сушильную печь. Стадию тиснения поверхности предпочтительно комбинируют с начальным сжатием полотна минеральной ваты перед его входом в сушильную печь. Это можно осуществлять, например, с помощью выравнивающего ролика, который имеет на своей цилиндрической поверхности поверхностную структуру, которая соответствует подлежащей нанесению маркировке. В комбинации со сжимающим блоком выравнивающие ролики могут быть выполнены, например, в виде пары противоположных роликов, расположенных перед входом в печь. Так же, как в варианте выполнения, в котором элементы тиснения предусмотрены в сушильной печи, выравнивающий ролик повторно наносит расположенную с одинаковым интервалом маркировку на изделие из минеральной ваты. За счет изменения диаметра выравнивающего ролика можно изменять расстояние между отдельными маркировками, наносимыми на изделие из минеральной ваты. Поскольку имеется опасность того, что если происходит тиснение поверхности полотна минеральной ваты перед затвердеванием полотна, то маркировка может быть снова разрушена во время последующей обработки, предпочтительно нагревать элементы тиснения, расположенные по потоку перед сушильной печью, так что когда элементы тиснения приходят в соприкосновение с еще не затвердевшей минеральной ватой, то связующее затвердевает до определенной степени, по меньшей мере, в поверхностной зоне. Это придает поверхностной структуре, создаваемой элементами тиснения, определенную стабильность для последующей обработки в сушильной печи. В соответствии с этим при использовании выравнивающего ролика изобретение предусматривает его нагревание, например, за счет прохождения во время вращения у нагревательного элемента. Однако возможно использование всех типов нагревательных средств.-2 005394 Другим альтернативным решением для структурирования поверхности тела из минеральной ваты перед его входом в сушильную печь является обеспечение элементов тиснения, имеющих соответствующие структуры поверхности, на цепном конвейере, который может быть расположен, например, по потоку перед блоком начального сжатия. В этом случае также целесообразно выполнять элементы тиснения с возможностью нагревания, так чтобы происходило начальное затвердевание структурированной поверхностной зоны перед последующими стадиями обработки, например сжатия и сушки. Маркировка предпочтительно содержит буквы, цифры, пиктограммы или другие элементы, которые можно считывать, например штриховые коды, которые могут содержать релевантную информацию. Чем больше плотность изделия из минеральной ваты, тем более заметна маркировка согласно изобретению в ее поверхностной структуре. Поэтому для плотностей свыше 40 кг/м 2 подходят элементы тиснения внутри сушильной печи, поскольку изделия из минеральной ваты такой плотности являются достаточно стабильными для постоянного сохранения поверхностной структуры. Для всех обычно встречающихся плотностей, наоборот, маркировку лучше всего наносить по потоку перед сушильной печью, в частности, с помощью других указанных здесь вариантов выполнения. В соответствии с другим решением по меньшей мере один комплект предпочтительно цветных нитевых элементов располагают на или внутри изоляционного элемента; можно использовать также только один нитевой элемент, выражающий все элементы маркировки в цвете (ключевое слово: Микадо). Целесообразно использовать один или несколько комплектов цветных нитевых элементов на изоляционном элементе. Под комплектом цветных нитевых элементов понимается по меньшей мере один нитевой элемент, но предпочтительно два или более расположенных на расстоянии друг от друга нитевых элементов, каждый из которых имеет определенный цвет. Один или более нитевых элементов может содержать также различно окрашенные участки (ключевое слово: Микадо). Нитевые элементы предпочтительно расположены на одной или на обеих основных поверхностях изоляционного элемента. Однако можно также включать нитевые элементы во время изготовления мата минеральной ваты, так что они становятся едиными компонентами изоляционного элемента. В частности, полезно располагать нитевые элементы так, чтобы они проходили в продольном направлении изоляционного элемента. Это обеспечивает особенно простое нанесение маркировки во время процесса изготовления, как следует из приведенного ниже описания специального варианта выполнения. В частности, нитевые элементы можно располагать так, что они расположены на расстоянии друг от друга. Как правило, задается определенное число цветов, включая черный, белый и бесцветный, которые легко различать. Комбинирование нитевых элементов в определенном количестве или в определенной последовательности цветов создает средство для кодирования информации, такой как механические и/или физические свойства, состав, наименование изделия и т.д. Информацию, содержащуюся в маркировке изоляционного элемента, можно декодировать с помощью списка, поставляемого изготовителем,который содержит значение отдельных комбинаций цветов. Для маркировки изоляционного элемента используют один или предпочтительно более, в частности от двух до шести, нитевых элементов. Объем информации, которая может содержаться в комплекте цветных нитевых элементов, увеличивается с увеличением числа нитей. Так, комплект из х нитевых элементов обеспечивает 4 х возможных комбинаций и, таким образом, может использоваться для идентификации 4 х различных характеристик. Особенно полезно использовать четыре нитевых элемента разных цветов, поскольку это обеспечивает 256 возможных комбинаций. Не представляет трудностей выбрать четыре цвета, которые просто различать друг от друга. Кроме того, число нитей, равное 4, достаточно мало для обеспечения простой идентификации. Однако можно использовать другое число цветов и/или другое число нитевых элементов в комплекте. Поскольку конструкционные материалы, включая рассматриваемые изоляционные элементы, используются в применениях, включающих различные температуры, которые часто намного превышают комнатную температуру, то маркировка изоляционного элемента также должна быть из материала, который проявляет температурную стабильность в течение срока службы изоляционного элемента и далее. Кроме того, изоляционные элементы, например, из стекловаты обычно являются несгораемыми. Свойства изоляционного мата и основы определяют минимальные требования, которым должен соответствовать материал маркировки, поскольку в противном случае маркировка не сможет выполнять намеченные цели. Стекловолоконные нити, текстильные стеклянные нити и крученые стеклянные нити являются материалами, которые имеют эти свойства. Эти нитевые элементы являются, в частности, недорогими и просты в хранении. Дополнительно к этому, один или два комплекта нитевых элемента можно прикреплять к изоляционному элементу так, чтобы обеспечивать облегчение ориентирования для установки изоляционного элемента. Например, верхнюю и нижнюю стороны изоляционного элемента, которые оптически идентичны, можно различать посредством подходящего нанесения маркировки. В специальном варианте выполнения по меньшей мере к одной из поверхностей изоляционного мата или полотна прикрепляют основу.-3 005394 Основа обычно содержит сетку, полотно или ткань. Она может быть изготовлена из различных материалов, таких как металл, пластмасса или минеральные волокна. Обычно основа выполнена в виде проволочной сетки, тканого проволочного полотна или тканой проволочной сетки. Основа крепится к мату изоляционного элемента, который состоит из минеральной ваты или предпочтительно из каменной ваты, посредством, например, пришивания или выстегивания. Как показано на примере специального варианта выполнения, технологически очень просто и поэтому эффективно с точки зрения стоимости располагать нитевые элементы между матом и основой. Нитевые элементы просто подают на мат или полотно и затем зажимают между матом и основой. Дополнительные преимущества, характеристики и признаки данного изобретения следуют из приведенного ниже подробного описания со ссылками на схематичные чертежи, которые изображают фиг. 1 - разрез части устройства для изготовления изделия из минеральной ваты, в изометрической проекции; фиг. 2 - разрез части устройства для изготовления изделия из минеральной ваты согласно другому варианту выполнения изобретения, в изометрической проекции; фиг. 3 - разрез части устройства для изготовления изделия из минеральной ваты согласно другому варианту выполнения изобретения, в изометрической проекции; фиг. 4 - разрез части устройства изделия из минеральной ваты согласно другому варианту выполнения изобретения, в изометрической проекции; фиг. 5 - разрез части устройства для изготовления изделия из минеральной ваты согласно другому варианту выполнения изобретения, в изометрической проекции; фиг. 6 а и 6b - разрез изделия из минеральной ваты согласно другим вариантам выполнения изобретения; фиг. 7 - изоляционный элемент на виде сверху; фиг. 8 - устройство для прикрепления маркировки к изоляционному элементу. На фиг. 1-5 схематично показана часть устройства или установки для изготовления изделий из минеральной ваты согласно данному изобретению. Наиболее важными из показанных частей являются сушильная печь 3, называемая также туннельной печью, в которой проходит транспортное средство 4 с соединенными друг с другом конвейерными панелями 11 в виде бесконечной петли вокруг свободно вращающихся роликов 10. На фиг. 1 показан также блок 7 сжатия перед входом 6 в сушильную печь 3. Блок 7 сжатия состоит из двух роликов 8 и 9, расположенных противоположно друг другу. На фиг. 1-5 не показаны следующие части устройства для изготовления изделий из минеральной ваты: блок волокнообразования, в котором волокна и нити минеральной ваты вытягиваются из расплавленной минеральной массы; устройство, с помощью которого на волокна и нити, вытянутые в вату, наносят связующее и собирают в виде полотна 1 минеральной ваты на конвейерной ленте. На всех чертежах (фиг. 1-5) показано только полотно минеральной ваты в положении на конвейерном устройстве, таком как замкнутая конвейерная лента. Блок волокнообразования и устройство для добавления связующего и собирания содержащей связующее минеральной ваты в полотно минеральной ваты не показаны на фиг. 1-5, поскольку они не отличаются от стандартного оборудования согласно уровню техники. Существенный признак вариантов выполнения согласно изобретению состоит в наличии маркировочного устройства в зоне сушильной печи 3, блока 7 сжатия или по потоку перед ними. Согласно варианту выполнения, показанному на фиг. 1, устройство маркировки является частью конвейерного устройства 4 в сушильной печи 3 и выполнено так, что конвейерные панели 11, так называемые пластины, которые соединены друг с другом в виде бесконечной конвейерной ленты, имеют поверхностную структуру 18, которая соответствует структуре, необходимой в качестве маркировки 20 на готовом изделии 2 из минеральной ваты. В показанном варианте выполнения маркировка 20 имеет вид,например, надписи "ISOVER". Однако возможны любые другие виды маркировки, например пиктограммы, цифры, штриховые коды или т.п. Изделие 2 из минеральной ваты маркируется с помощью устройства согласно показанному на фиг. 2 варианту выполнения следующим образом: при прохождении полотна 1 минеральной ваты через сушильную печь 3 поверхностная структура 18 конвейерных панелей 11 вдавливается в поверхность полотна минеральной ваты при ее затвердевании, так что на ней остаются поверхностные углубления и/или вырезы, что придает полностью затвердевшему изделию 2 из минеральной ваты рельефную поверхность. Для этого является предпочтительным, если поверхностная структура 18 и конвейерные панели 11 имеют в целом перфорированную конструкцию, поскольку для затвердевания связующего горячий воздух продувают снизу через конвейерные панели 11. Рельефная поверхность представляет маркировку 20,поскольку когда маркированная поверхность изделия 2 из минеральной ваты освещается или рассматривается со стороны, то рельефная поверхность отбрасывает тень, которая создает видимую маркировку 20. В другом варианте выполнения, показанном на фиг. 2, рельефную поверхность, служащую в качестве маркировки 20, также образуют на готовом изделии 2 из минеральной ваты. Однако в этом случае поверхность изделия 2 из минеральной ваты не структурируется посредством тиснения полотна 1 с помощью конвейерного устройства 4 в сушильной печи 2, а раньше, когда полотно 1 минеральной ваты сжимается перед достижением входа в сушильную печь 3. Для этого устройство маркировки предусмот-4 005394 рено в виде части блока 7 сжатия, который предварительно сжимает полотно 1 минеральной ваты перед его входом в сушильную печь 3. В показанном варианте выполнения блок сжатия состоит из пары расположенных на расстоянии друг от друга роликов 9 и 12, которые с помощью зазора между ними задают толщину полотна 1 минеральной ваты. Ролик 12, расположенный на стороне полотна 1 минеральной ваты, на которую следует наносить маркировку 20, имеет на своей цилиндрической поверхности поверхностную структуру 17, которая снова соответствует маркировке 20, подлежащей выполнению в полотне 1 минеральной ваты. Ролик 12 имеет также средство нагревания (не изображено), и его можно нагревать. Когда полотно 1 минеральной ваты проходит через блок 7 сжатия, то поверхностная структура 17 вдавливается в поверхность полотна 1 минеральной ваты, создавая в нем соответствующие углубления. В то же время нагревательное средство нагревает ролик 12 до температуры, которая вызывает начальное затвердевание в поверхностной зоне полотна 1 минеральной ваты, так что углубления, выполненные в поверхности полотна 1 минеральной ваты с помощью поверхностной структуры 17 ролика 12, фиксируются. Причиной этому является то, что горячий ролик 12 приводит к затвердеванию связующего в поверхностной зоне, делая тем самым волокна и нити минеральной ваты неподвижными в положении, которое они приняли; большое количество точек внутри минеральной ваты, в которых образовались перекрестные соединения, предотвращают дальнейшее свободное движение волокон и нитей минеральной ваты. Для придания предварительно обработанному таким образом полотну 1 минеральной ваты по меньшей мере с частично затвердевшим поверхностным слоем или пленкой на одной стороне формы готового изделия 2 из минеральной ваты полотно 1 минеральной ваты может быть подвергнуто дополнительному сжатию перед затвердеванием в сушильной печи 3. На фиг. 3 показан альтернативный вариант выполнения устройства согласно изобретению для изготовления изделий из минеральной ваты; этот вариант выполнения включает устройство 13 маркировки,которое предусмотрено в дополнение к блоку 7 сжатия и сушильной печи 3 и которое расположено по потоку перед ними в зоне, из которой полотно 1 минеральной ваты подается в направлении сушильной печи 3. Устройство 13 маркировки содержит цепной конвейер с бесконечной конвейерной лентой 16,которая проходит вокруг направляющих свободно вращающихся роликов 14 и 15. На цепном ленточном конвейере 16 предусмотрены элементы 27 тиснения, которые, в свою очередь, имеют поверхностную структуру, которая соответствует маркировке 20, подлежащей нанесению на изделие 2 из минеральной ваты. Элементы 27 тиснения создают углубления и вырезы на поверхности полотна 1 минеральной ваты,и они снова фиксируются за счет того, что нагреваемый цепной ленточный конвейер 16 или, по меньшей мере, нагреваемые элементы 27 тиснения вызывают затвердевание, по меньшей мере, ограниченной поверхностной зоны полотна 1 минеральной ваты, как и в варианте выполнения согласно фиг. 2. Однако в варианте выполнения согласно фиг. 3, в отличие от фиг. 2, полотно 1 минеральной ваты с его по меньшей мере частично затвердевшим поверхностным рельефом предварительно сжимается с помощью блока сжатия в последующей независимой стадии. Поэтому в варианте выполнения, показанном на фиг. 3,устройство 13 маркировки и блок 7 сжатия являются независимыми и отдельными компонентами устройства, согласно изобретению, для изготовления изделий из минеральной ваты. На фиг. 4 показан другой вариант выполнения, в котором, как и в случае варианта выполнения согласно фиг. 3, устройство 19 маркировки расположено по потоку перед блоком 7 сжатия и сушильной печью 3, в зоне, из которой полотно 1 минеральной ваты подается в направлении сушильной печи 3. Однако этот вариант выполнения отличается от показанного на фиг. 3 тем, что устройство 19 маркировки не создает углублений или вырезов в поверхностной зоне полотна 1 минеральной ваты, а является распылительным устройством, которое распыляет с помощью распылительных форсунок 21 маркировочное средство на поверхность полотна 1 минеральной ваты, подлежащего маркировке; маркировочное средство может быть, например, красителем или средством, которое становится маркировочным средством за счет реакции со связующим или с минеральной ватой или за счет изменения своей фазы. Поскольку на этой стадии связующее еще не затвердело, а минеральная вата еще не сжата, то средство, распыляемое на поверхность, может легко проникать внутрь минеральной ваты и осаждаться в зонах, близких к поверхности. В результате последующего сжатия и затвердевания полотна 1 минеральной ваты добавленное средство практически заключается внутри готового изделия 2 из минеральной ваты. Однако маркировка 20 остается четко видимой. Для обеспечения четко заданного и локализованного нанесения маркировочного средства на полотно 1 минеральной ваты может быть целесообразным дополнительно ввести трафарет между распылительными форсунками 21 и поверхностью полотна 1 минеральной ваты. Трафарет этого типа не изображен в показанном варианте выполнения. Если распыленную жидкость наносят с регулярными интервалами на проходящее внизу полотно 1 минеральной ваты, то на нем образуются расположенные на равномерных расстояниях друг от друга маркировки. Другой тип устройства 23 маркировки, расположенного по потоку перед блоком 7 сжатия и сушильной печью 3, показан на фиг. 5. В этом случае устройство 23 маркировки состоит из подающего механизма 24 и позиционирующего механизма 25. Подающий механизм 24 содержит вращающийся барабан, на который намотана вставка 26, подлежащая заделыванию в качестве маркировки 20 в изделие 2 из минеральной ваты. В показанном варианте выполнения позиционирующий механизм 25 является роликом 25, с помощью которого вставка 26 - в показанном варианте выполнения лента из минеральной-5 005394 ваты, на которой напечатана маркировка, - позиционируется на поверхности полотна 1 минеральной ваты. Вставка 26 вдавливается расположенным ниже по потоку блоком 7 сжатия в полотно 1 минеральной ваты и затем, во время затвердевания в сушильной печи 3, образует прочные связи с минеральной ватой с помощью связующего. Вместо печатной ленты из минеральной ваты, можно использовать также цветную ленту, например черную ленту, которая имеет маркировку в виде перфорации. На фиг. 6 а и 6b показан разрез изделия 2 из минеральной ваты согласно изобретению, в обоих случаях с маркировкой 20 на одной стороне изделия 2. Изделие 2 из минеральной ваты, тело которого имеет,по существу, прямоугольное поперечное сечение, имеет поверхностный слой 22, окружающий все тело изделия из минеральной ваты. Поверхностный слой 22 характеризуется тем, что он, с одной стороны,образует пограничный слой между волокнами и нитями минеральной ваты, которые прочно перекрестно соединены друг с другом в минеральной вате с помощью связующего, а с другой стороны, окружающей средой. При рассматривании в микроскоп поверхностный слой 22 имеет, по существу, плотную и гладкую поверхность. Как показано на фиг. 6 а, маркированная сторона изделия 2 из минеральной ваты имеет углубления и вырезы, которые четко распознаваемы относительно, по существу, плотной и гладкой поверхности; однако, поверхностный слой является непрерывным, т.е. плотным и гладким вдоль углублений и вырезов. Это объясняется тем, что окончательное сжатие и затвердевание полотна минеральной ваты и тем самым поверхностный слой не выполняются до или, самое раннее, во время структурирования поверхности полотна 1 минеральной ваты (фиг. 6b). То же относится к вариантам выполнения, в которых маркировка выполняется с помощью дополнительного маркировочного средства или маркировочного средства, которое образуется во время затвердевания или посредством внедрения вставки 26. В этом случае маркировка 20 также прочно включается в поверхностный слой 22 или непосредственно под ним, при этом поверхностный слой 22 остается гладким и плотным. Это означает, что на поверхностном слое 22, и тем самым на теле изделия 2 из минеральной ваты, нет нежелательных посторонних веществ. На фиг. 7 показан изоляционный элемент 1', который состоит из мата 2' из минеральной ваты и основы 3' из проволочной сетки, которая прикреплена к мату с помощью сшивания. В нижней части показанного изоляционного элемента видны четыре цветные крученые нити 4', 5', 6' и 7', расположенные между матом 2' и сетчатой основой 3'. Каждая из четырех нитей, показанных в данном варианте выполнения, имеет один из цветов: красный, синий, желтый и черный. Информация об изделии, например информация об изготовителе, наименовании изделия и физических и механических свойствах изоляционного элемента, кодируется последовательностью цветов нитей 4', 5', 6' и 7' (например, синий-синийчерный-красный). Детальное описание информации, представленной различными комбинациями цветов,предоставляет изготовитель любому, кто занимается извлечением и повторным использованием изоляционных элементов. На фиг. 8 схематично показано, как нити 4', 5', 6' и 7' вводятся между матом 2' и основой 3'. В стандартном процессе изготовления мат 2' из минеральной ваты подают в направлении стрелки через ролик 8'. Материал для основы 3 в виде проволочной сетки подают к мату 2' через ролик 8' и фиксируют на мате с помощью блока 9', например, сшивного устройства. Дополнительно к этому, цветные нити 4', 5', 6' и 7', служащие в качестве маркировки, которые намотаны на барабаны 10', подают между матом 2' и основой 3', между которыми они зажимаются. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления изделий из минеральной ваты, в котором на начальной стадии волокна или нити минеральной ваты вытягивают в вату и собирают вместе со связующим для образования полотна(1) минеральной ваты, на последующих стадиях сжимают полотно минеральной ваты для уменьшения его толщины и обеспечивают затвердевание связующего с образованием тем самым тела изделия из минеральной ваты, отличающийся тем, что перед и/или во время стадий сжатия полотна (1) минеральной ваты и затвердевания связующего поверхностную зону по меньшей мере одной стороны полотна (1) минеральной ваты снабжают маркировкой (20), которая за счет поперечных соединений минеральной ваты во время затвердевания связующего заделывается постоянно и прочно в тело изделия из минеральной ваты. 2. Способ по п.1, отличающийся тем, что маркировку вводят в поверхностную зону полотна (1) минеральной ваты посредством локализованного распыления, и/или пропитывания, и/или нанесения кистью вещества, и/или посредством структурирования поверхностной зоны для создания прочной рельефной поверхности, и/или посредством вдавливания вставки (26), так что после прохождения полотна минеральной ваты через стадии сжатия и затвердевания поверхностная зона тела изделия из минеральной ваты содержит постоянную маркировку (20), которая прочно соединена поперечными связями с минеральной ватой. 3. Способ по п.2, отличающийся тем, что во время процесса затвердевания вещество, введенное в полотно (1) минеральной ваты, преобразуется в маркировочное вещество, которое отличается по цвету-6 005394 от остального тела изделия из минеральной ваты, при этом вещество реагирует со связующим и/или минеральной ватой для образования маркировочного вещества или претерпевает изменение цвета. 4. Способ по п.2, отличающийся тем, что рельефную поверхность создают посредством структурирования поверхностной зоны полотна (1) минеральной ваты с помощью элемента (11, 12, 27) тиснения,который имеет структуру поверхности, образующую негатив рельефной поверхностной структуры, подлежащей созданию. 5. Способ по п.2, отличающийся тем, что структурирование с помощью элемента тиснения выполняют в сушильной печи или по потоку непосредственно перед ней, при этом в последнем случае, когда элемент тиснения расположен по потоку перед сушильной печью, элемент тиснения нагревают. 6. Способ по п.2, отличающийся тем, что с помощью сжатия полотна (1) минеральной ваты нагреваемым элементом тиснения перед затвердеванием получают, по меньшей мере, частично затвердевшую рельефную поверхность в виде пленки, форма которой, по существу, сохраняется во время последующих стадий обработки, включая возможную дополнительную стадию сжатия и затвердевания. 7. Способ по п.1, отличающийся тем, что используют в качестве вставки (26) печатную ленту из минеральной ваты или ленту, на которой выполнены перфорированные рисунки, отличающуюся по цвету от тела изделия из минеральной ваты. 8. Изделие из минеральной ваты, изготовленное способом по любому из пп.1-7. 9. Изделие из минеральной ваты по п.8, отличающееся тем, что на виде сверху, на маркированной поверхности изделия из минеральной ваты маркировка (20) представляет буквы, числа, пиктограммы и/или штриховые коды. 10. Изделие из минеральной ваты по любому из пп.8 или 9, отличающееся тем, что маркировка (20) содержит маркировочное вещество, которое добавлено в тело изделия из минеральной ваты в поверхностной зоне, или она образована из добавленного вещества во время затвердевания связующего, при этом указанное маркировочное вещество имеет цвет, отличный от цвета тела изделия из минеральной ваты. 11. Изделие из минеральной ваты по любому из пп.8-10, отличающееся тем, что маркировка (20) содержит вставку (26), заделанную в поверхностной зоне. 12. Изделие из минеральной ваты по п.11, отличающееся тем, что вставка (26) является печатной лентой из минеральной ваты. 13. Изделие из минеральной ваты по п.11, отличающееся тем, что вставка (26) является лентой, которая имеет цвет, отличающийся от цвета тела изделия из минеральной ваты, и которая имеет перфорированный рисунок. 14. Изделие из минеральной ваты по любому из пп. 8-13, отличающееся тем, что маркировка (20) содержит рельефную поверхность с углублениями и/или вырезами в поверхностной зоне тела изделия из минеральной ваты. 15. Изделие из минеральной ваты по любому из пп.8-14, отличающееся тем, что яркость маркировки в изделии из минеральной ваты зависит от плотности изделия. 16. Изделие из минеральной ваты, изготовленное способом по п.1, отличающееся тем, что маркировка представляет собой по меньшей мере один комплект цветных нитевых элементов. 17. Изделие из минеральной ваты по п.16, отличающееся тем, что один или более комплектов нитевых элементов (4', 5', 6', 7') расположены на одной или на обеих основных поверхностях изоляционного элемента (1'). 18. Изделие из минеральной ваты по любому из пп.16 или 17, отличающееся тем, что нитевые элементы проходят в продольном направлении изделия из минеральной ваты. 19. Изделие из минеральной ваты по любому из пп.16-18, отличающееся тем, что нитевые элементы(4', 5', 6', 7') расположены на одинаковом расстоянии друг от друга и предпочтительно образуют комбинацию из цветов, а расположение отдельных нитевых элементов (4', 5', 6', 7') образует отличительную маркировку для изделия из минеральной ваты, при этом нитевые элементы (4', 5', 6', 7') предпочтительно также состоят из теплостойкого и/или негорючего материала, предпочтительно стекловолокна, текстильных стеклонитей и крученых стеклонитей. 20. Изделие из минеральной ваты по любому из пп.16-19, отличающееся тем, что один или более комплектов нитевых элементов (4', 5', 6', 7') расположены на изделии из минеральной ваты для облегчения ориентации при установке изделия из минеральной ваты. 21. Изделие из минеральной ваты по любому из пп.16-20, отличающееся тем, что основа (3'), в частности сетка, полотно или ткань, прикреплена по меньшей мере к одной поверхности изоляционного полотна или мата (2'), при этом основа предпочтительно пришита или приклеена к поверхности мата (2'). 22. Изделие из минеральной ваты по п.21, отличающееся тем, что комплект(ы) нитевых элементов расположен(ы) между основой (3') и поверхностью мата (2'). 23. Изделие из минеральной ваты по любому из пп.16-22, отличающееся тем, что нитевые элементы(4', 5', 6', 7') являются единым компонентом изделия из минеральной ваты. 24. Оборудование для осуществления способа по любому из пп.1-7, содержащее блок волокнообразования для изготовления волокон или нитей минеральной ваты, устройство для добавления связующего и собирания содержащей связующее минеральной ваты в полотно (1) минеральной ваты, по меньшей-7 005394 мере один блок (7) сжатия для сжатия полотна (1) минеральной ваты и сушильную печь (3) для затвердевания связующего в полотне (1) минеральной ваты, отличающееся тем, что предусмотрено также маркировочное устройство (13, 19, 23), которое расположено по потоку в и/или перед сушильной печью (3). 25. Оборудование по п.24, отличающееся тем, что маркировочное устройство является распылительной, разливающей, наносящей кистью или обмакивающей установкой (19) для локализованного нанесения или ввода вещества на или в по меньшей мере одну поверхностную зону полотна (1) минеральной ваты. 26. Оборудование по п.25, отличающееся тем, что распылительная, разливающая, наносящая кистью или обмакивающая установка (19) расположена по потоку перед блоком (7) сжатия. 27. Оборудование по п.24, отличающееся тем, что маркировочное устройство является частью конвейерного и/или сжимающего блока (4) в сушильной печи (3) и включает элементы тиснения в виде конвейерных панелей (11), которые имеют поверхностную структуру. 28. Оборудование по п.24, отличающееся тем, что маркировочное устройство является частью блока (7) сжатия, расположенного по потоку перед сушильной печью (3). 29. Оборудование по п.28, отличающееся тем, что маркировочное устройство выполнено в виде нагреваемого выравнивающего ролика (12), цилиндрическая поверхность которого имеет поверхностную структуру. 30. Оборудование по п.28, отличающееся тем, что маркировочное устройство является частью цепного конвейера (13) и включает нагреваемые элементы (27) тиснения, которые имеют поверхностную структуру. 31. Оборудование по п.24, отличающееся тем, что маркировочное устройство включает заделочное устройство (23), расположенное по потоку перед сушильной печью (3) и блоком (7) сжатия. 32. Оборудование по п.31, отличающееся тем, что заделочное устройство (23) имеет подающий механизм (24) для вставки (26) и позиционирующий механизм (25) для позиционирования вставки (26) на полотне минеральной ваты. 33. Оборудование по п.32, отличающееся тем, что подающий механизм (25) является частью последующего блока (7) сжатия.
МПК / Метки
Метки: ваты, изделие, изготовления, минеральной, способ
Код ссылки
<a href="https://eas.patents.su/11-5394-izdelie-iz-mineralnojj-vaty-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Изделие из минеральной ваты и способ его изготовления</a>
Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты и способ его изготовления
Номер патента: 4625
Опубликовано: 24.06.2004
Авторы: Бофис Себастьен, Калеро Клэр
МПК: E04B 1/76, C03B 37/04, D04H 3/03...
Метки: основе, теплоизоляционное, изготовления, минеральной, ваты, изделие, способ, звукоизоляционное
Формула / Реферат:
1. Способ изготовления теплоизоляционного и/или звукоизоляционного изделия на основе минеральной ваты путем внутреннего центрифугирования с использованием технологической линии производства, имеющей в своем составе n последовательно расположенных друг за другом устройств формирования волокон, отличающийся тем, что в указанной технологической линии производства настраивают по меньшей мере один параметр формирования волокон первого или двух первых...
Способ и устройство для изготовления минеральной ваты и изделий из минеральной ваты
Номер патента: 4609
Опубликовано: 24.06.2004
Авторы: Бофис Себастьен, Трабболь Марк, Ваньер Кристоф, Йанг Ален
МПК: C03B 37/04
Метки: способ, изготовления, ваты, минеральной, устройство, изделий
Формула / Реферат:
1. Способ изготовления стекловолоконного изоляционного изделия, отличающийся тем, что: (a) обеспечивают по меньшей мере один материал из стекла, (b) расплавляют указанный материал из стекла, (c) размещают указанный расплавленный материал из стекла в формовочном устройстве (1), имеющем множество отверстий (14) формовочного устройства, (d) центрифугируют расплавленный материал из стекла сквозь указанное множество отверстий (14) формовочного...
Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты
Номер патента: 4191
Опубликовано: 26.02.2004
Авторы: Ковентри-Сейлор Кэтлин Х., Бофис Себастьен, Калеро Клэр
МПК: C03C 25/24
Метки: теплоизоляционное, ваты, основе, минеральной, звукоизоляционное, изделие
Формула / Реферат:
1. Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты типа стекловаты или ваты из асбеста или базальта, имеющее дополнительное покрытие, отличающееся тем, что, по меньшей мере, часть наружной поверхности этого изделия свободна от дополнительного покрытия, а также тем, что поверхность этого изделия обработана, по меньшей мере, на части этой его наружной поверхности при помощи состава, обладающего смягчающими свойствами и...
Транспортный блок изделий из минеральной ваты, в особенности сложенных в стопу изоляционных плит из минеральной ваты
Номер патента: 4337
Опубликовано: 29.04.2004
Авторы: Келлер Клеменс, Траппманн Юрген, Бихи Лотар, Армбруст Манфред, Бекер Михаэль
МПК: B65D 71/00
Метки: плит, особенности, транспортный, стопу, минеральной, изделий, сложенных, блок, ваты, изоляционных
Формула / Реферат:
1. Транспортный блок изделий из минеральной ваты, в особенности уложенных в стопу изоляционных плит (2) из минеральной ваты, отличающийся тем, что стопа снабжена по меньшей мере на одной из своих основных поверхностей приемными полостями для манипулирования транспортным блоком с помощью механических средств транспортировки, таких как вилочные погрузчики, подъемное оборудование и подобные средства. 2. Транспортный блок по п.1, отличающийся тем,...
Способ приготовления материала на основе минеральной ваты
Номер патента: 379
Опубликовано: 24.06.1999
Авторы: Хейс Матейс Йоханнус Антониус Мария, Кюйперс Жан Мари Вильхельмус, Хусемон Тор
МПК: C03C 25/02
Метки: материала, приготовления, минеральной, ваты, основе, способ
Формула / Реферат:
1. Способ приготовления материала на основе минеральной ваты, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6, аммиак и сахар, нанесение этой дисперсии на минеральную вату и отверждение. 2. Способ по п.1, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6 и аммиак, смешивание...
Предыдущий патент: Газотурбинная установка для выработки электрической энергии и система наддува для газотурбинной установки
Следующий патент: Способ и система для объемно-определенного воздействия на почву и растения
Случайный патент: Крышка, выполненная с предотвращением несанкционированного открытия