Способ и устройство для производства изоляционных элементов
Формула / Реферат
1. Устройство для производства изоляционных элементов на основе заготовок из минеральной ваты, в частности, минеральной шерсти или стекловаты, содержащих термически отверждаемый связующий агент, включающее транспортер, выполненный с возможностью размещения на его несущей поверхности, перед подачей в область термического воздействия, заготовки из изоляционного материала, выполненной, в частности, в виде непрерывного листа, и транспортирования этой заготовки через термофиксационную камеру (1), реализованную, в частности, в виде туннельной печи, отличающееся тем, что внутри термофиксационной камеры размещено формующее устройство, выполненное с возможностью уменьшения размеров поперечного сечения просвета, через который обеспечено транспортирование заготовки изготовляемого изоляционного элемента во внутреннем пространстве термофиксационной камеры, и уплотнения материала этой заготовки при транспортировании последней через внутреннее пространство термофиксационной камеры с образованием на изоляционном элементе остающихся навсегда вдавливаний и/или деформаций.
2. Устройство по п.1, отличающееся тем, что формующее устройство интегрировано в транспортерный узел во внутреннем пространстве термофиксационной камеры, при этом транспортерный узел содержит по меньшей мере один формующий элемент (4; 5; 6; 11), предназначенный для получения в изготовляемом изоляционном элементе вдавливаний и/или деформаций, с обеспечением в результате обеспечиваемого в процессе работы контакта с ним, в частности, контакта, сопровождаемого прижимающим усилием, формующей поверхности (12) формующего элемента, так что обеспечено принятие изготовляемым изоляционным элементом профиля поперечного сечения, отличающегося от прямоугольного профиля поступающей заготовки.
3. Устройство по любому из пп.1 или 2, отличающееся тем, что формующее устройство, установленное во внутреннем пространстве термофиксационной камеры, имеет по меньшей мере один формующий элемент (первый формующий элемент), расположенный напротив транспортерного узла, по меньшей один формующий элемент (второй формующий элемент), расположенный в плоскости транспортирования транспортерного узла, в частности, напротив первого формующего элемента, и/или третий, и/или четвертый формующие элементы, расположенные сбоку от транспортерного узла.
4. Устройство по п.3, отличающееся тем, что первый формующий элемент образован уплотнительно-направляющим узлом (4), реализованным, в частности, в виде "полетного ремня", при этом уплотнительно-направляющий узел выполнен с возможностью, совместно с транспортерным узлом, уплотнения материала изготовляемого изоляционного элемента (2) и транспортирования его при воздействии на него сверху.
5. Устройство по п. 3, отличающееся тем, что первый формующий элемент и/или второй формующий элемент выполнены в виде прикрепляемых формующих элементов (5, 6, 11) с обеспечением возможности прикрепления к транспортерному узлу или к уплотнительно-направляющему узлу, при этом последний выполнен с возможностью осуществления, совместно с транспортерным узлом, уплотнения материала изготовляемого изоляционного элемента и транспортирования его при воздействии на него сверху.
6. Устройство по п. 5, отличающееся тем, что прикрепляемые формующие элементы (5, 6, 11) и бесконечная лента транспортерного узла выполнены из металлических компонентов решетчатого строения либо снабжены воздуховодными каналами, при этом эти металлические компоненты изготовлены из жаропрочных материалов и предпочтительно имеют сегментную конструкцию.
7. Устройство по любому из пп.5 или 6, отличающееся тем, что прикрепляемые формующие элементы (5, 6, 11), предназначенные для прикрепления к бесконечной ленте транспортерного узла и/или к бесконечной ленте (4) уплотнительно-направляющего узла, снабжены креплениями быстрого срабатывания (13), выполненными, в частности, в виде фиксаторов-щеколд, в виде фиксаторов-карабинов или в виде байонетных соединений с защелкой.
8. Устройство по любому из пп.3 или 4, отличающееся тем, что первый формующий элемент и/или второй формующий элемент расположен(ы) таким образом, что по отношению к транспортировочной плоскости (15) транспортерного узла его формующая поверхность (12) наклонена с поворотом вокруг продольной оси, задающей направление транспортирования.
9. Устройство по любому из пп.1-8, отличающееся тем, что формующий элемент формующего устройства выполнен в виде бесконечной ленты, предпочтительно многосегментной конструкции, в которой сегменты соединены последовательно.
10. Устройство по любому из пп.1-9, отличающееся тем, что формующий элемент выполнен обеспечивающим различную степень уплотнения материала изготовляемого изоляционного элемента по ширине формующей поверхности (12).
11. Устройство по любому из пп.1-10, отличающееся тем, что формующий элемент имеет формующую поверхность (12) произвольной формы, в частности, в виде наклонной плоскости, или же снабжен канавками и/или выступами и т.п.
12. Способ производства изоляционных элементов на основе заготовок из минеральной ваты, в частности, минеральной шерсти или стекловаты, содержащих термически отверждаемый связующий агент, при котором перед подачей в область термического воздействия заготовку изоляционного элемента размещают на несущей поверхности транспортера и транспортируют через термофиксационную камеру (1), реализованную, в частности, в виде туннельной печи, отличающийся тем, что в процессе термоотверждения материала заготовки изоляционного элемента при ее транспортировании через внутреннее пространство термофиксационной камеры ее участки подвергают контролируемому уплотнению таким образом, что на изоляционном элементе образуются остающиеся навсегда вдавливания и/или деформации.
13. Способ по п.12, отличающийся тем, что до термоотверждения или в процессе термоотверждения материала изготовляемого изоляционного элемента ему придают профиль поперечного сечения, отличающийся от прямоугольного.
14. Способ по любому из пп.12 или 13, отличающийся тем, что профиль поперечного сечения изготовляемого изоляционного элемента может быть выполнен произвольным образом, в частности, со взаимным наклоном главных поверхностей, или же профиль может быть выполнен треугольным, трапецеидальным и т.д., а также с наличием выемок, выступов, канавок, вдавливаний и т.п.
15. Способ по любому из пп.12, 13 или 14, отличающийся тем, что профиль поперечного сечения изготовляемого изоляционного элемента выполняют с параллельными выемками или канавками (7 и 8) на одной из его поверхностей.
16. Способ по любому из пп.13-15, отличающийся тем, что при формовании изоляционного элемента его материал подвергают уплотнению в разной степени в зависимости от типа профиля, в результате чего, соответственно, объемная плотность материала изоляционного элемента является переменной.
17. Изоляционный элемент на основе минеральной ваты, в частности, минеральной шерсти или стекловаты, имеющий профиль поперечного сечения, отличающийся от прямоугольного, в частности, имеющий переменную высоту по ширине его поперечного сечения, отличающийся тем, что он имеет области (9 и 10) с разной объемной плотностью материала.
18. Изоляционный элемент по п.17, отличающийся тем, что объемная плотность его материала выше в тех областях, где его толщина меньше, и ниже в тех областях, где его толщина больше.
19. Изоляционный элемент по любому из пп.17 или 18, отличающийся тем, что в профиле его поперечного сечения на одной из его поверхностей выполнены две параллельные выемки или канавки (7 и 8), в области которых объемная плотность материала выше, чем в тех областях изоляционного элемента, где его толщина больше.

Текст
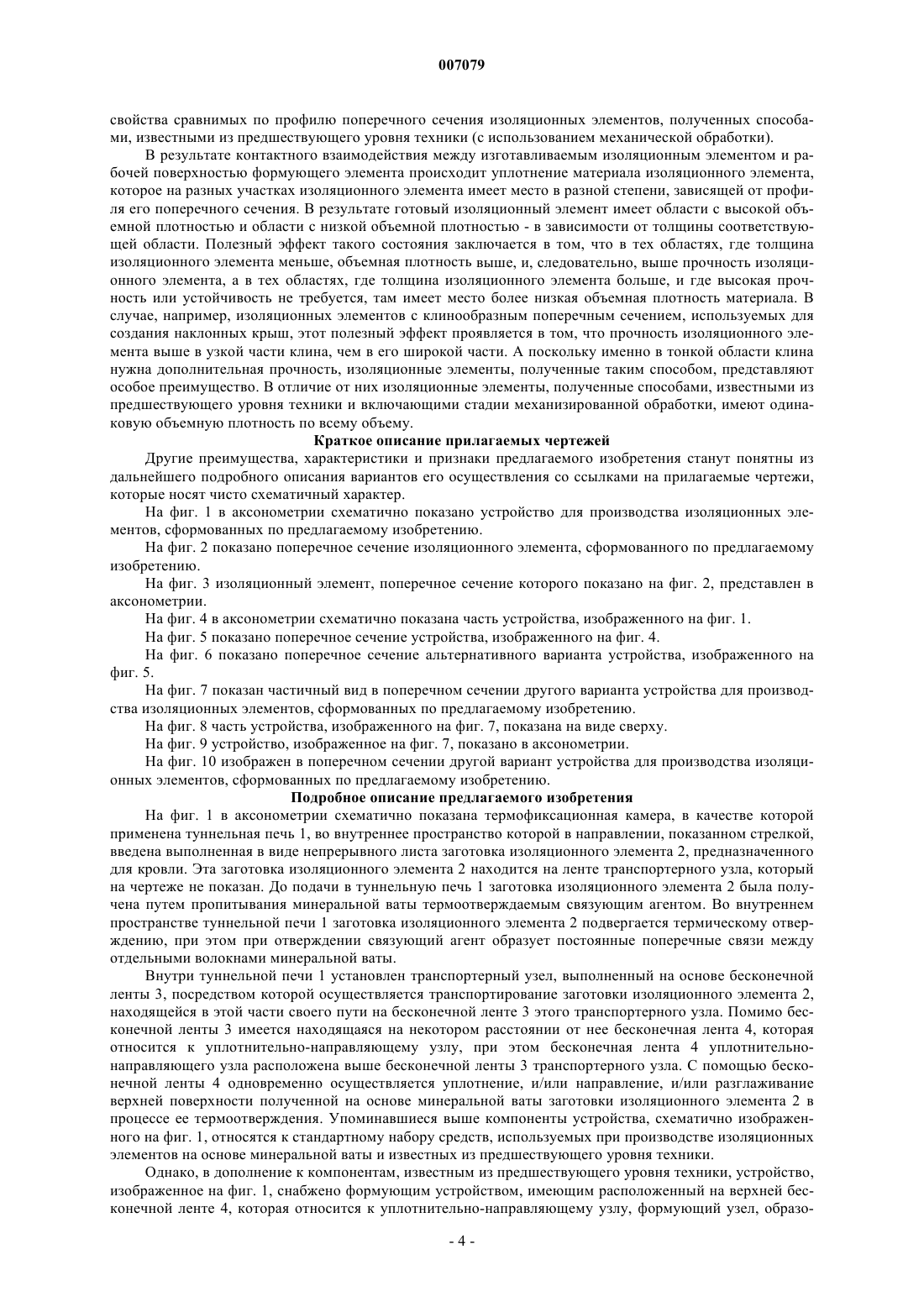
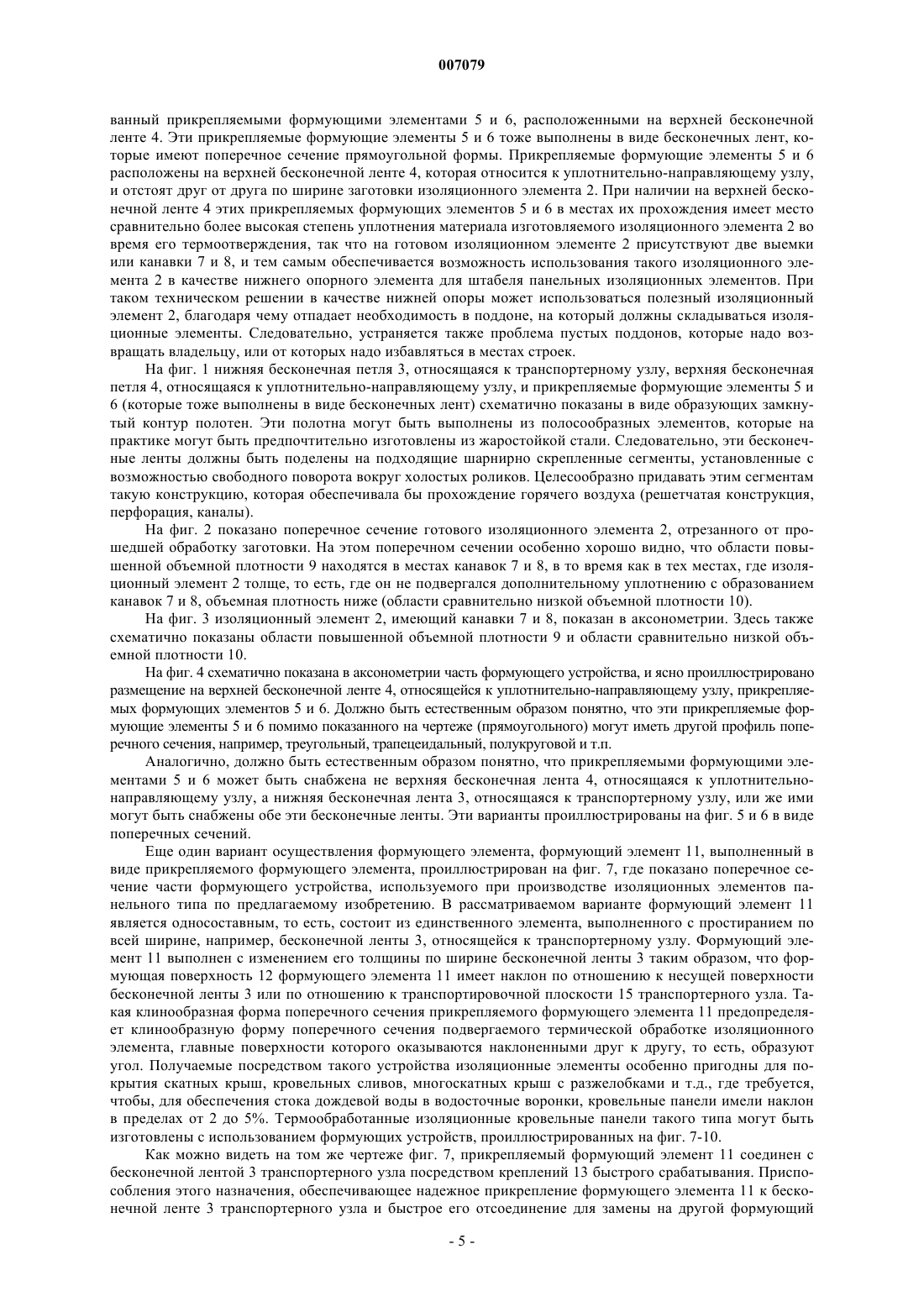
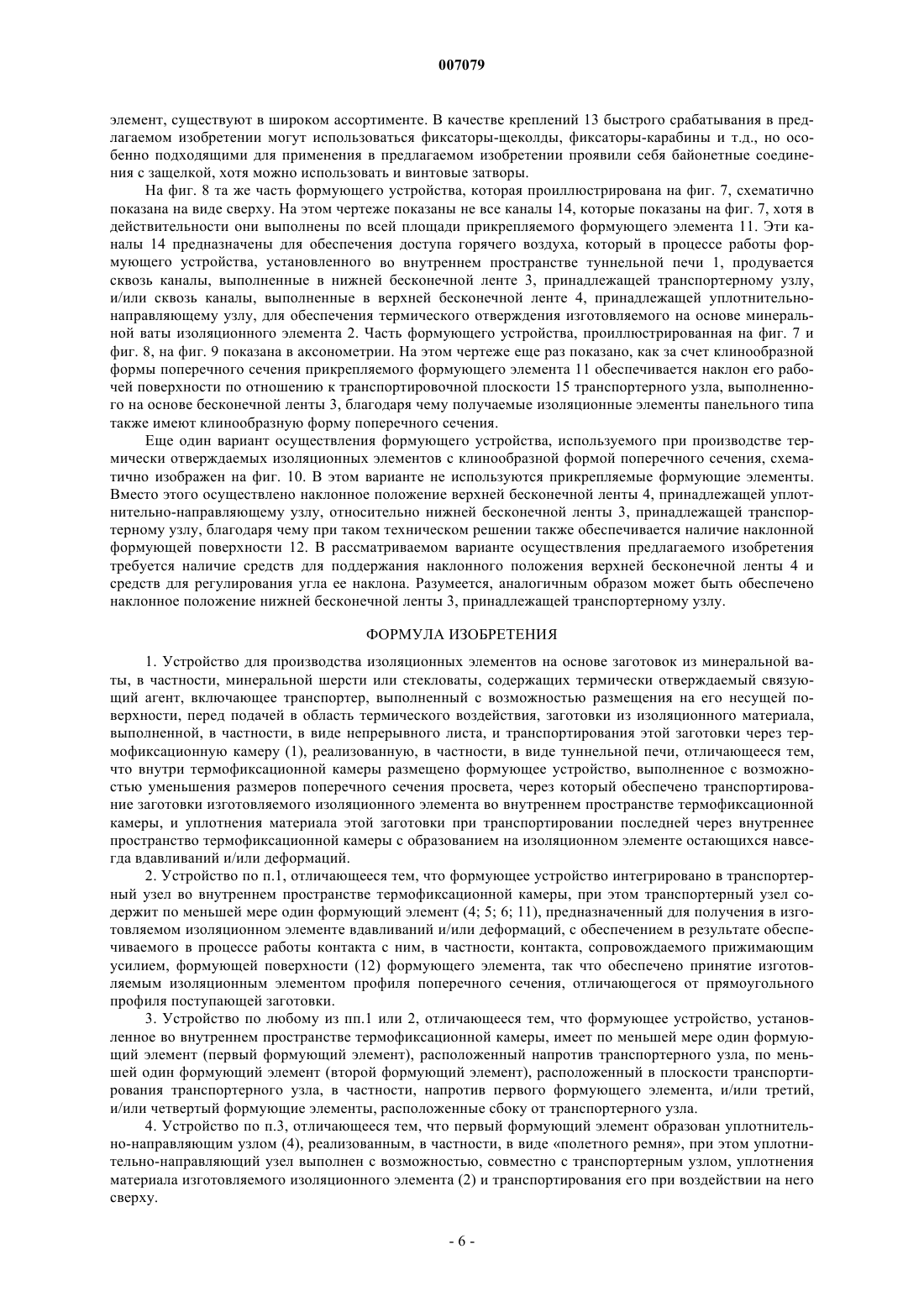
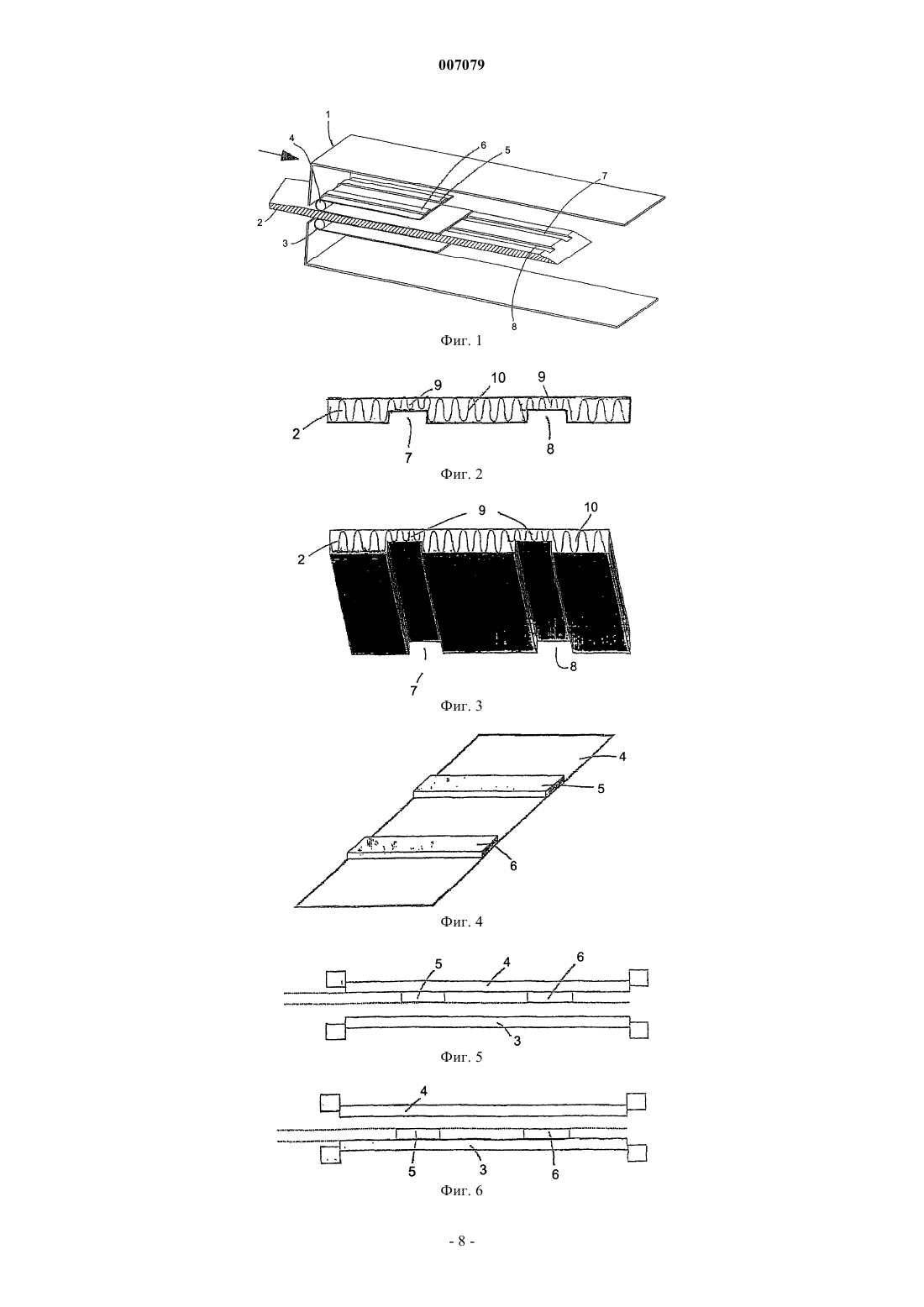
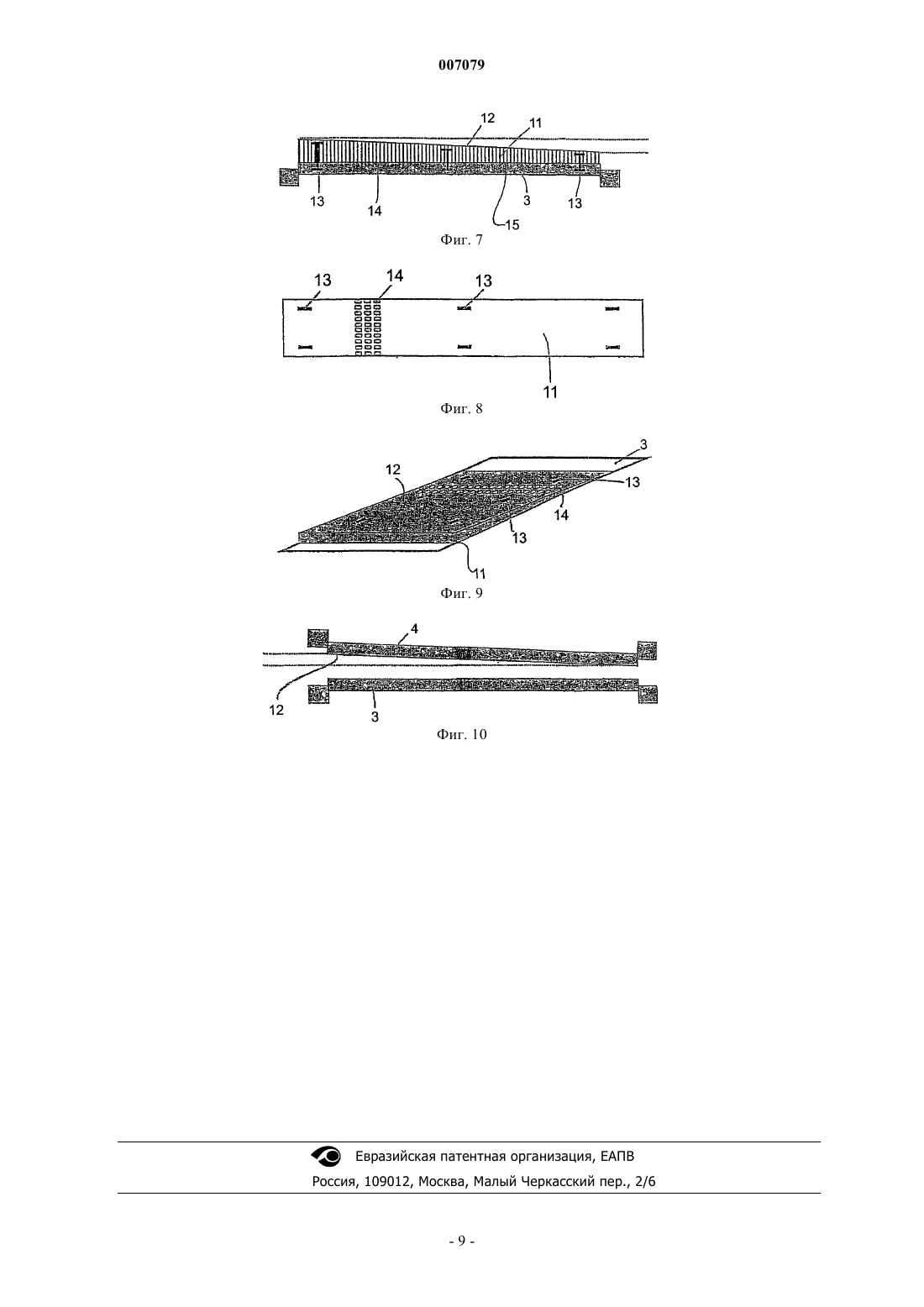
007079 Область техники, к которой относится предлагаемое изобретение Предлагаемое изобретение относится к устройству согласно ограничительной части п.1 формулы изобретения, к способу согласно ограничительной части п.12 формулы изобретения и к изоляционному элементу согласно ограничительной части п.17 формулы изобретения. Предпосылки создания предлагаемого изобретения Изоляционные элементы, изготовленные на основе минеральной ваты, в частности, минеральной шерсти или стекловаты, в сочетании со связующим материалом, который после отверждения под действием температуры (термо-отверждения или термофиксации) обеспечивает связывание минеральных волокон вместе, известны с давних пор. Изоляционные элементы этого типа доказали свою практическую ценность и нашли применение в разных отраслях. Они обладают очень хорошими теплоизолирующими свойствами, недороги и легко поддаются обработке. Изоляционные элементы такого типа используются, например, для изоляции плоских крыш с малыми углами ската. В случае плоской крыши такого типа кровельный материал, такой как высокомолекулярный полимер, или же битумный настил, используемый для верхнего покрытия крыши, должен накладываться непосредственно на изоляционный материал, поэтому изоляционные панели должны иметь необходимый уклон для обеспечения эффективного стекания с наклонной поверхности крыши дождевой воды. Для этой цели изоляционные панели, которые обычно имеют прямоугольную форму поперечного сечения, согласно предшествующему уровню техники для придания им желаемой формы подвергают обрезанию или фрезерованию, с тем чтобы получить надлежащую форму поперечного сечения - клинообразную, обеспечивающую нужный уклон. При достаточно больших партиях изоляционных элементов такая их обработка становится достаточно дорогой. Хотя потери материала при обрезании или фрезеровании обычно можно ограничить, пустив отходы на повторную переработку, все же, пыль, образующаяся при такой обработке изоляционных элементов, должна, как правило, отсасываться и вывозиться. При этом задействуются дополнительные технические средства и тратится дополнительное время, что удорожает производимую продукцию. Вообще говоря, производство изделий из минеральной ваты, осуществляемое путем последовательной механической обработки (резание, шлифование, фрезерование, создание сгибов и т.д.), приводит к дополнительным затратам, которые затем закладываются в цену соответствующих изделий. Кроме того, из предшествующего уровня техники известно, как можно получать выемки в неотвержденных элементах изоляционного кровельного материала с помощью размещенного перед входом в термофиксационную камеру штампа для выдавливания соответствующего рельефа или формующего средства, при этом указанное формующее средство образовано расположенными напротив друг друга прижимными лентами, снабженными выступающими сегментами, имеющими форму, соответствующую желаемым выемкам (DE 4319340 С 1). Выемки желаемой формы выполняются, пока элементы изоляционного кровельного материала находятся во влажном состоянии, а затем, по завершении процесса термоотверждения, эти выемки заполняются минеральными веществами, посредством которых выполняются метки, указывающие места для винтовых анкерных болтов в элементах изоляционного кровельного материала или в панели. В патенте США 4.608.108 описывается применение формующих роликов,расположенных на входе термофиксационной камеры, для придания элементам изоляционного кровельного материала, пока он еще во влажном состоянии, декоративной текстурированной поверхности. Полученный таким образом на ближайшем к термофиксационной камере участке поверхности изоляционного кровельного материала декоративный текстурный узор затем, после термоотверждения, удерживается на этой поверхности. В обоих рассмотренных выше случаях подходящие средства для выдавливания или формования должны быть установлены на входе термофиксационной камеры, а рельеф или рельефный узор наносится на неотвержденный материал, пока он находится во влажном состоянии. Однако, по причине свойственной кровельному материалу из минеральной ваты упругости рельеф или рельефный узор, нанесенный перед вводом в туннельную печь (термофиксационную камеру), по меньшей мере до некоторой степени снова теряется, так что затем требуется повторная обработка поверхности. Цель предлагаемого изобретения Целью предлагаемого изобретения является, таким образом, создание способа и устройства для производства изоляционных элементов из минеральной ваты, обеспечивающих быстрое и не связанное с большими затратами придание им желаемой формы на потоке таким образом, чтобы потом не возникало необходимости в их машинной обработке или другой вторичной обработке поверхности. Краткое описание предлагаемого изобретения Цель предлагаемого изобретения достигается созданием устройства, обладающего признаками,раскрытыми в независимом п.1 формулы изобретения, и созданием способа, обладающего признаками,раскрытыми в независимом п.12 формулы изобретения. Дополнительным объектом предлагаемого изобретения является изоляционный элемент из минеральной ваты, обладающий признаками, раскрытыми в независимом п.17 формулы изобретения. Объектами зависимых пунктов формулы изобретения являются полезные усовершенствования основных объектов изобретения, раскрытых в соответствующих независимых пунктах формулы изобретения.-1 007079 Согласно предлагаемому изобретению внутреннее пространство термофиксационной камеры снабжено формующим устройством, которое выполнено с возможностью уменьшения размеров поперечного сечения просвета, через который обеспечивается транспортирование заготовки изготовляемого изоляционного элемента во внутреннем пространстве термофиксационной камеры, и уплотнение материала этой заготовки при транспортировании последней через внутреннее пространство термофиксационной камеры с образованием на изоляционном элементе остающихся навсегда вдавливаний и/или деформаций. Благодаря тому, что эти вдавливания и/или деформации придаются изоляционному материалу при его нахождении внутри термофиксационной камеры, очень легко обеспечивается достижение формы этих вдавливаний и/или деформаций, точно соответствующей желаемой, то есть, в абсолютном соответствии с профилем формующего устройства и, в принципе, по способу, идентичному выдавливанию рельефа. Такое положение имеет место потому, что формование изоляционного материала давлением происходит одновременно с его термоотверждением, другими словами, сразу после образования вдавливаний и/или деформаций происходит фиксирование их формы благодаря процессу термоотверждения материала. В результате появляется возможность обойтись без вторичной обработки поверхности, которая в общем случае является дорогой и трудоемкой. В предлагаемом изобретении предусматривается использование подходящих формующих лент, формующих роликов, или других уплотнительных элементов, расположенных внутри термофиксационной камеры, при этом каждый из таких уплотнительных элементов расположен в том месте, где должно производиться соответствующее вдавливание или деформация. Поскольку вдавливание производится в той области внутреннего пространства термофиксационной камеры,где термоотверждение изоляционного материала еще не полностью завершено, в результате уплотнения происходит некоторое перемещение материала в объеме изоляционного элемента, что способствует выравниванию плотности материала по поперечному сечению изоляционного элемента, несмотря на произошедшее уплотнение. Предлагаемое изобретение основывается на идее интеграции процесса придания формы в процесс производства изоляционных элементов, а более конкретно, на идее интеграции процесса придания формы в процесс производства изоляционных элементов на стадии их термоотверждения. На этой стадии пока еще есть возможность придавать изоляционному материалу желаемый профиль поперечного сечения, который отличается от первоначальной прямоугольной формы поперечного сечения неотвержденной заготовки на основе минеральной ваты (то есть, поперечному сечению изоляционного элемента может быть придана, например, клинообразная форма, или форма прямоугольника с выемками,или же некоторые участки могут быть выполнены скошенными и т.д.). Согласно предлагаемому изобретению изоляционный материал, содержащий минеральную вату,например минеральную шерсть или стекловату, подвергается формованию внутри термофиксационной камеры посредством формующего устройства с приданием поперечному сечению изоляционного элемента формы, которая может отличаться от считавшейся до сих пор стандартной прямоугольной формы. Для этого нужно просто снабдить устройство для изготовления (с использованием термических процессов) изоляционных элементов соответствующим формующим средством, при этом указанное формующее средство обеспечивает желаемый профиль поперечного сечения изоляционного элемента контактным способом, в частности, путем контакта, сопровождаемого усилием, направленным на прижимание рабочей поверхности формующего средства к материалу изолирующего элемента, подлежащему формованию. Для производства такого рода изоляционных элементов на основе минеральной ваты и для осуществления соответствующего способа после несложной модификации или модернизации могут быть с успехом применены устройства, известные из предшествующего уровня техники. В этом вопросе в основном существует два разных подхода: либо могут быть надлежащим образом перегруппированы существующие компоненты, либо могут быть без труда добавлены новые компоненты. В большинстве случаев устройство для производства изоляционных элементов из минеральной ваты выполнено таким образом, что обеспечивается возможность размещения заготовки из минеральных волокон, пропитанной термо-отверждаемым связующим агентом, на транспортере с последующим транспортированием ее в термофиксационную камеру, в данном случае - в туннельную печь. Внутри туннельной печи обычно напротив транспортерного узла обычно располагается уплотнительнонаправляющий узел, при этом последний расположен таким образом, что обеспечивается продвижение заготовки из изоляционного материала, подлежащего отверждению, между транспортерным узлом и уплотнительно-направляющим узлом. Далее заготовка может быть подвергнута дальнейшему уплотнению на этой стадии процесса, или же она может просто быть направлена между двумя вышеуказанными узлами. Такого рода устройства легко поддаются модификациям, требуемым для осуществления предлагаемого изобретения, в частности, транспортерный узел и уплотнительно-направляющий узел, которые выполнены на основе бесконечных лент, проектируются таким образом, чтобы обеспечивалась возможность их расположения под разными углами к плоскости транспортирования, то есть, с возможностью поворота вокруг продольной оси, задающей направление транспортирования. При таком техническом решении обеспечивается образование угла между рабочими поверхностями транспортерного узла и уплотнительно-направляющего узла, так что поперечное сечение зазора между рабочими поверхностями-2 007079 транспортерного узла и уплотнительно-направляющего узла может иметь клинообразную форму, треугольную форму и т.д. В устройстве по предлагаемому изобретению могут быть предусмотрены также дополнительные формующие элементы, которые могут быть расположены, например, в плоскости транспортерного узла,и/или напротив транспортерного узла, и/или сбоку от транспортерного узла с одной стороны или с обеих сторон так, чтобы была обеспечена возможность оказания формующего воздействия на все стороны поперечного сечения изоляционного элемента. В этом варианте осуществления устройства по предлагаемому изобретению особенно выгодно такое техническое решение, при котором надлежащие формующие элементы выполнены прикрепляемыми(с возможностью отсоединения), например, в виде полосок, которые могут быть прикреплены к транспортерному узлу и/или к уплотнительно-направляющему узлу, особенно - внутри туннельной печи. Для обеспечения быстрой и эффективной модификации устройства эти прикрепляемые элементы предпочтительно снабжаются разъемными креплениями быстрого срабатывания, которые обеспечивают надежное прикрепление таких формующих элементов к транспортерному узлу и/или к уплотнительнонаправляющему узлу и быстрое отсоединение от них. Вышеуказанные прикрепляемые формующие элементы предпочтительно проектируются для транспортеров, которые уже известны в таком качестве, и посредством которых осуществляется введение влажного изоляционного элемента в термофиксационную камеру и транспортирование его сквозь ее внутреннее пространство. Транспортеры этого типа обычно выполнены на основе бесконечной ленты или тандема бесконечных лент, которые снабжены отверстиями и/или перфорированы - с целью обеспечения возможности уплотнения материала изоляционного элемента с помощью сжатого воздуха и, при нахождении изготовляемого изоляционного элемента во внутреннем пространстве термофиксационной камеры, термоотверждения его под действием подаваемого горячего воздуха. Секции транспортера, установленные внутри термофиксационной камеры, обычно содержат решетчатые сегменты, которые имеют на концах шарнирные соединения и выполнены с возможностью обеспечения доступа к материалу изготовляемого изоляционного элемента потока горячего воздуха. С этой точки зрения представляет преимущество такое техническое решение, при котором сегменты транспортерного узла и/или секции уплотнительно-направляющего узла сходным образом снабжены надлежащими отверстиями и/или перфорированы, или же снабжены воздуховодными каналами, целесообразно также использование в качестве сегментов транспортерного узла индивидуальных элементов, шарнирно сочлененных друг с другом с образованием бесконечной транспортерной ленты. В частности, вышеуказанные прикрепляемые формующие элементы могут быть выполнены из металла в виде решеток, то есть, иметь отверстия или воздуховодные каналы, при этом в предпочтительных вариантах осуществления предлагаемого изобретения эти решетчатые формующие элементы выполняются из жаропрочных материалов. Составляет преимущество использование формующих устройств на основе прикрепляемых формующих элементов в виде роликов и т.п., расположенных на стороне подачи, то есть, в передней секции термофиксационной камеры, поскольку здесь начинается процесс термоотверждения, и здесь могут быть без труда созданы условия для обеспечения воздействий, обеспечивающих получение вдавливаний и/или деформаций, о которых говорилось выше, без повреждения волокон. Если формующее устройство, например, на основе прикрепляемых формующих элементов выполнено с простиранием внутри термофиксационной камеры на большую длину, или, как это представляется особенно предпочтительным, с простиранием до самого конца термофиксационной камеры, то желаемая форма этих вдавливаний и/или деформаций обеспечивается особенно точно - они тогда представляют, так сказать, точное отображение прикрепляемых формующих элементов. Прикрепляемые формующие элементы тоже выполняются в виде сегментов с возможностью свободного поворота вокруг холостых роликов, будучи соединенными в бесконечные ленты. Кроме того, формующие элементы или прикрепляемые формующие элементы могут иметь любой желаемый профиль поперечного сечения, он может представлять собой, например, прямоугольник, треугольник, трапецию и т.д., так чтобы было обеспечено создание в материале изготовляемого изоляционного элемента соответствующих выемок. В зависимости от конструкции формующего устройства может быть обеспечена возможность выдавливания в материале изготовляемого изоляционного элемента пиктограмм, кольцеобразных вдавливаний и т.п., а также таких вдавливаний, которые могут служить, например, для маркирования получаемых изделий (изоляционных элементов). Само собой разумеется, что признаки описываемого здесь предлагаемого изобретения для получения желаемого профиля поперечного сечения изоляционного элемента могут применяться в огромном количестве комбинаций. В частности, путем использования, вместе или поодиночке, разных формующих элементов, непосредственно примыкающих друг к другу либо расположенных последовательно в разных секциях формующего устройства, можно получать поверхности переменного, в направлении транспортирования, контура с вариациями профиля поперечного сечения. В частности, могут быть использованы описываемые здесь дополнительные компоненты - такие как дополнительные формующие элементы,установленные по бокам. В результате осуществления способа по предлагаемому изобретению в производственном процессе было показано, что свойства полученных при этом изделий (изоляционных элементов) превосходят-3 007079 свойства сравнимых по профилю поперечного сечения изоляционных элементов, полученных способами, известными из предшествующего уровня техники (с использованием механической обработки). В результате контактного взаимодействия между изготавливаемым изоляционным элементом и рабочей поверхностью формующего элемента происходит уплотнение материала изоляционного элемента,которое на разных участках изоляционного элемента имеет место в разной степени, зависящей от профиля его поперечного сечения. В результате готовый изоляционный элемент имеет области с высокой объемной плотностью и области с низкой объемной плотностью - в зависимости от толщины соответствующей области. Полезный эффект такого состояния заключается в том, что в тех областях, где толщина изоляционного элемента меньше, объемная плотность выше, и, следовательно, выше прочность изоляционного элемента, а в тех областях, где толщина изоляционного элемента больше, и где высокая прочность или устойчивость не требуется, там имеет место более низкая объемная плотность материала. В случае, например, изоляционных элементов с клинообразным поперечным сечением, используемых для создания наклонных крыш, этот полезный эффект проявляется в том, что прочность изоляционного элемента выше в узкой части клина, чем в его широкой части. А поскольку именно в тонкой области клина нужна дополнительная прочность, изоляционные элементы, полученные таким способом, представляют особое преимущество. В отличие от них изоляционные элементы, полученные способами, известными из предшествующего уровня техники и включающими стадии механизированной обработки, имеют одинаковую объемную плотность по всему объему. Краткое описание прилагаемых чертежей Другие преимущества, характеристики и признаки предлагаемого изобретения станут понятны из дальнейшего подробного описания вариантов его осуществления со ссылками на прилагаемые чертежи,которые носят чисто схематичный характер. На фиг. 1 в аксонометрии схематично показано устройство для производства изоляционных элементов, сформованных по предлагаемому изобретению. На фиг. 2 показано поперечное сечение изоляционного элемента, сформованного по предлагаемому изобретению. На фиг. 3 изоляционный элемент, поперечное сечение которого показано на фиг. 2, представлен в аксонометрии. На фиг. 4 в аксонометрии схематично показана часть устройства, изображенного на фиг. 1. На фиг. 5 показано поперечное сечение устройства, изображенного на фиг. 4. На фиг. 6 показано поперечное сечение альтернативного варианта устройства, изображенного на фиг. 5. На фиг. 7 показан частичный вид в поперечном сечении другого варианта устройства для производства изоляционных элементов, сформованных по предлагаемому изобретению. На фиг. 8 часть устройства, изображенного на фиг. 7, показана на виде сверху. На фиг. 9 устройство, изображенное на фиг. 7, показано в аксонометрии. На фиг. 10 изображен в поперечном сечении другой вариант устройства для производства изоляционных элементов, сформованных по предлагаемому изобретению. Подробное описание предлагаемого изобретения На фиг. 1 в аксонометрии схематично показана термофиксационная камера, в качестве которой применена туннельная печь 1, во внутреннее пространство которой в направлении, показанном стрелкой,введена выполненная в виде непрерывного листа заготовка изоляционного элемента 2, предназначенного для кровли. Эта заготовка изоляционного элемента 2 находится на ленте транспортерного узла, который на чертеже не показан. До подачи в туннельную печь 1 заготовка изоляционного элемента 2 была получена путем пропитывания минеральной ваты термоотверждаемым связующим агентом. Во внутреннем пространстве туннельной печи 1 заготовка изоляционного элемента 2 подвергается термическому отверждению, при этом при отверждении связующий агент образует постоянные поперечные связи между отдельными волокнами минеральной ваты. Внутри туннельной печи 1 установлен транспортерный узел, выполненный на основе бесконечной ленты 3, посредством которой осуществляется транспортирование заготовки изоляционного элемента 2,находящейся в этой части своего пути на бесконечной ленте 3 этого транспортерного узла. Помимо бесконечной ленты 3 имеется находящаяся на некотором расстоянии от нее бесконечная лента 4, которая относится к уплотнительно-направляющему узлу, при этом бесконечная лента 4 уплотнительнонаправляющего узла расположена выше бесконечной ленты 3 транспортерного узла. С помощью бесконечнойленты 4 одновременно осуществляется уплотнение, и/или направление, и/или разглаживание верхней поверхности полученной на основе минеральной ваты заготовки изоляционного элемента 2 в процессе ее термоотверждения. Упоминавшиеся выше компоненты устройства, схематично изображенного на фиг. 1, относятся к стандартному набору средств, используемых при производстве изоляционных элементов на основе минеральной ваты и известных из предшествующего уровня техники. Однако, в дополнение к компонентам, известным из предшествующего уровня техники, устройство,изображенное на фиг. 1, снабжено формующим устройством, имеющим расположенный на верхней бесконечной ленте 4, которая относится к уплотнительно-направляющему узлу, формующий узел, образо-4 007079 ванный прикрепляемыми формующими элементами 5 и 6, расположенными на верхней бесконечной ленте 4. Эти прикрепляемые формующие элементы 5 и 6 тоже выполнены в виде бесконечных лент, которые имеют поперечное сечение прямоугольной формы. Прикрепляемые формующие элементы 5 и 6 расположены на верхней бесконечной ленте 4, которая относится к уплотнительно-направляющему узлу,и отстоят друг от друга по ширине заготовки изоляционного элемента 2. При наличии на верхней бесконечной ленте 4 этих прикрепляемых формующих элементов 5 и 6 в местах их прохождения имеет место сравнительно более высокая степень уплотнения материала изготовляемого изоляционного элемента 2 во время его термоотверждения, так что на готовом изоляционном элементе 2 присутствуют две выемки или канавки 7 и 8, и тем самым обеспечивается возможность использования такого изоляционного элемента 2 в качестве нижнего опорного элемента для штабеля панельных изоляционных элементов. При таком техническом решении в качестве нижней опоры может использоваться полезный изоляционный элемент 2, благодаря чему отпадает необходимость в поддоне, на который должны складываться изоляционные элементы. Следовательно, устраняется также проблема пустых поддонов, которые надо возвращать владельцу, или от которых надо избавляться в местах строек. На фиг. 1 нижняя бесконечная петля 3, относящаяся к транспортерному узлу, верхняя бесконечная петля 4, относящаяся к уплотнительно-направляющему узлу, и прикрепляемые формующие элементы 5 и 6 (которые тоже выполнены в виде бесконечных лент) схематично показаны в виде образующих замкнутый контур полотен. Эти полотна могут быть выполнены из полосообразных элементов, которые на практике могут быть предпочтительно изготовлены из жаростойкой стали. Следовательно, эти бесконечные ленты должны быть поделены на подходящие шарнирно скрепленные сегменты, установленные с возможностью свободного поворота вокруг холостых роликов. Целесообразно придавать этим сегментам такую конструкцию, которая обеспечивала бы прохождение горячего воздуха (решетчатая конструкция,перфорация, каналы). На фиг. 2 показано поперечное сечение готового изоляционного элемента 2, отрезанного от прошедшей обработку заготовки. На этом поперечном сечении особенно хорошо видно, что области повышенной объемной плотности 9 находятся в местах канавок 7 и 8, в то время как в тех местах, где изоляционный элемент 2 толще, то есть, где он не подвергался дополнительному уплотнению с образованием канавок 7 и 8, объемная плотность ниже (области сравнительно низкой объемной плотности 10). На фиг. 3 изоляционный элемент 2, имеющий канавки 7 и 8, показан в аксонометрии. Здесь также схематично показаны области повышенной объемной плотности 9 и области сравнительно низкой объемной плотности 10. На фиг. 4 схематично показана в аксонометрии часть формующего устройства, и ясно проиллюстрировано размещение на верхней бесконечной ленте 4, относящейся к уплотнительно-направляющему узлу, прикрепляемых формующих элементов 5 и 6. Должно быть естественным образом понятно, что эти прикрепляемые формующие элементы 5 и 6 помимо показанного на чертеже (прямоугольного) могут иметь другой профиль поперечного сечения, например, треугольный, трапецеидальный, полукруговой и т.п. Аналогично, должно быть естественным образом понятно, что прикрепляемыми формующими элементами 5 и 6 может быть снабжена не верхняя бесконечная лента 4, относящаяся к уплотнительнонаправляющему узлу, а нижняя бесконечная лента 3, относящаяся к транспортерному узлу, или же ими могут быть снабжены обе эти бесконечные ленты. Эти варианты проиллюстрированы на фиг. 5 и 6 в виде поперечных сечений. Еще один вариант осуществления формующего элемента, формующий элемент 11, выполненный в виде прикрепляемого формующего элемента, проиллюстрирован на фиг. 7, где показано поперечное сечение части формующего устройства, используемого при производстве изоляционных элементов панельного типа по предлагаемому изобретению. В рассматриваемом варианте формующий элемент 11 является односоставным, то есть, состоит из единственного элемента, выполненного с простиранием по всей ширине, например, бесконечной ленты 3, относящейся к транспортерному узлу. Формующий элемент 11 выполнен с изменением его толщины по ширине бесконечной ленты 3 таким образом, что формующая поверхность 12 формующего элемента 11 имеет наклон по отношению к несущей поверхности бесконечной ленты 3 или по отношению к транспортировочной плоскости 15 транспортерного узла. Такая клинообразная форма поперечного сечения прикрепляемого формующего элемента 11 предопределяет клинообразную форму поперечного сечения подвергаемого термической обработке изоляционного элемента, главные поверхности которого оказываются наклоненными друг к другу, то есть, образуют угол. Получаемые посредством такого устройства изоляционные элементы особенно пригодны для покрытия скатных крыш, кровельных сливов, многоскатных крыш с разжелобками и т.д., где требуется,чтобы, для обеспечения стока дождевой воды в водосточные воронки, кровельные панели имели наклон в пределах от 2 до 5%. Термообработанные изоляционные кровельные панели такого типа могут быть изготовлены с использованием формующих устройств, проиллюстрированных на фиг. 7-10. Как можно видеть на том же чертеже фиг. 7, прикрепляемый формующий элемент 11 соединен с бесконечной лентой 3 транспортерного узла посредством креплений 13 быстрого срабатывания. Приспособления этого назначения, обеспечивающее надежное прикрепление формующего элемента 11 к бесконечной ленте 3 транспортерного узла и быстрое его отсоединение для замены на другой формующий-5 007079 элемент, существуют в широком ассортименте. В качестве креплений 13 быстрого срабатывания в предлагаемом изобретении могут использоваться фиксаторы-щеколды, фиксаторы-карабины и т.д., но особенно подходящими для применения в предлагаемом изобретении проявили себя байонетные соединения с защелкой, хотя можно использовать и винтовые затворы. На фиг. 8 та же часть формующего устройства, которая проиллюстрирована на фиг. 7, схематично показана на виде сверху. На этом чертеже показаны не все каналы 14, которые показаны на фиг. 7, хотя в действительности они выполнены по всей площади прикрепляемого формующего элемента 11. Эти каналы 14 предназначены для обеспечения доступа горячего воздуха, который в процессе работы формующего устройства, установленного во внутреннем пространстве туннельной печи 1, продувается сквозь каналы, выполненные в нижней бесконечной ленте 3, принадлежащей транспортерному узлу,и/или сквозь каналы, выполненные в верхней бесконечной ленте 4, принадлежащей уплотнительнонаправляющему узлу, для обеспечения термического отверждения изготовляемого на основе минеральной ваты изоляционного элемента 2. Часть формующего устройства, проиллюстрированная на фиг. 7 и фиг. 8, на фиг. 9 показана в аксонометрии. На этом чертеже еще раз показано, как за счет клинообразной формы поперечного сечения прикрепляемого формующего элемента 11 обеспечивается наклон его рабочей поверхности по отношению к транспортировочной плоскости 15 транспортерного узла, выполненного на основе бесконечной ленты 3, благодаря чему получаемые изоляционные элементы панельного типа также имеют клинообразную форму поперечного сечения. Еще один вариант осуществления формующего устройства, используемого при производстве термически отверждаемых изоляционных элементов с клинообразной формой поперечного сечения, схематично изображен на фиг. 10. В этом варианте не используются прикрепляемые формующие элементы. Вместо этого осуществлено наклонное положение верхней бесконечной ленты 4, принадлежащей уплотнительно-направляющему узлу, относительно нижней бесконечной ленты 3, принадлежащей транспортерному узлу, благодаря чему при таком техническом решении также обеспечивается наличие наклонной формующей поверхности 12. В рассматриваемом варианте осуществления предлагаемого изобретения требуется наличие средств для поддержания наклонного положения верхней бесконечной ленты 4 и средств для регулирования угла ее наклона. Разумеется, аналогичным образом может быть обеспечено наклонное положение нижней бесконечной ленты 3, принадлежащей транспортерному узлу. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для производства изоляционных элементов на основе заготовок из минеральной ваты, в частности, минеральной шерсти или стекловаты, содержащих термически отверждаемый связующий агент, включающее транспортер, выполненный с возможностью размещения на его несущей поверхности, перед подачей в область термического воздействия, заготовки из изоляционного материала,выполненной, в частности, в виде непрерывного листа, и транспортирования этой заготовки через термофиксационную камеру (1), реализованную, в частности, в виде туннельной печи, отличающееся тем,что внутри термофиксационной камеры размещено формующее устройство, выполненное с возможностью уменьшения размеров поперечного сечения просвета, через который обеспечено транспортирование заготовки изготовляемого изоляционного элемента во внутреннем пространстве термофиксационной камеры, и уплотнения материала этой заготовки при транспортировании последней через внутреннее пространство термофиксационной камеры с образованием на изоляционном элементе остающихся навсегда вдавливаний и/или деформаций. 2. Устройство по п.1, отличающееся тем, что формующее устройство интегрировано в транспортерный узел во внутреннем пространстве термофиксационной камеры, при этом транспортерный узел содержит по меньшей мере один формующий элемент (4; 5; 6; 11), предназначенный для получения в изготовляемом изоляционном элементе вдавливаний и/или деформаций, с обеспечением в результате обеспечиваемого в процессе работы контакта с ним, в частности, контакта, сопровождаемого прижимающим усилием, формующей поверхности (12) формующего элемента, так что обеспечено принятие изготовляемым изоляционным элементом профиля поперечного сечения, отличающегося от прямоугольного профиля поступающей заготовки. 3. Устройство по любому из пп.1 или 2, отличающееся тем, что формующее устройство, установленное во внутреннем пространстве термофиксационной камеры, имеет по меньшей мере один формующий элемент (первый формующий элемент), расположенный напротив транспортерного узла, по меньшей один формующий элемент (второй формующий элемент), расположенный в плоскости транспортирования транспортерного узла, в частности, напротив первого формующего элемента, и/или третий,и/или четвертый формующие элементы, расположенные сбоку от транспортерного узла. 4. Устройство по п.3, отличающееся тем, что первый формующий элемент образован уплотнительно-направляющим узлом (4), реализованным, в частности, в виде полетного ремня, при этом уплотнительно-направляющий узел выполнен с возможностью, совместно с транспортерным узлом, уплотнения материала изготовляемого изоляционного элемента (2) и транспортирования его при воздействии на него сверху.-6 007079 5. Устройство по п. 3, отличающееся тем, что первый формующий элемент и/или второй формующий элемент выполнены в виде прикрепляемых формующих элементов (5, 6, 11) с обеспечением возможности прикрепления к транспортерному узлу или к уплотнительно-направляющему узлу, при этом последний выполнен с возможностью осуществления, совместно с транспортерным узлом, уплотнения материала изготовляемого изоляционного элемента и транспортирования его при воздействии на него сверху. 6. Устройство по п. 5, отличающееся тем, что прикрепляемые формующие элементы (5, 6, 11) и бесконечная лента транспортерного узла выполнены из металлических компонентов решетчатого строения либо снабжены воздуховодными каналами, при этом эти металлические компоненты изготовлены из жаропрочных материалов и предпочтительно имеют сегментную конструкцию. 7. Устройство по любому из пп.5 или 6, отличающееся тем, что прикрепляемые формующие элементы (5, 6, 11), предназначенные для прикрепления к бесконечной ленте транспортерного узла и/или к бесконечной ленте (4) уплотнительно-направляющего узла, снабжены креплениями быстрого срабатывания (13), выполненными, в частности, в виде фиксаторов-щеколд, в виде фиксаторов-карабинов или в виде байонетных соединений с защелкой. 8. Устройство по любому из пп.3 или 4, отличающееся тем, что первый формующий элемент и/или второй формующий элемент расположен(ы) таким образом, что по отношению к транспортировочной плоскости (15) транспортерного узла его формующая поверхность (12) наклонена с поворотом вокруг продольной оси, задающей направление транспортирования. 9. Устройство по любому из пп.1-8, отличающееся тем, что формующий элемент формующего устройства выполнен в виде бесконечной ленты, предпочтительно многосегментной конструкции, в которой сегменты соединены последовательно. 10. Устройство по любому из пп.1-9, отличающееся тем, что формующий элемент выполнен обеспечивающим различную степень уплотнения материала изготовляемого изоляционного элемента по ширине формующей поверхности (12). 11. Устройство по любому из пп.1-10, отличающееся тем, что формующий элемент имеет формующую поверхность (12) произвольной формы, в частности, в виде наклонной плоскости, или же снабжен канавками и/или выступами и т.п. 12. Способ производства изоляционных элементов на основе заготовок из минеральной ваты, в частности, минеральной шерсти или стекловаты, содержащих термически отверждаемый связующий агент,при котором перед подачей в область термического воздействия заготовку изоляционного элемента размещают на несущей поверхности транспортера и транспортируют через термофиксационную камеру (1),реализованную, в частности, в виде туннельной печи, отличающийся тем, что в процессе термоотверждения материала заготовки изоляционного элемента при ее транспортировании через внутреннее пространство термофиксационной камеры ее участки подвергают контролируемому уплотнению таким образом, что на изоляционном элементе образуются остающиеся навсегда вдавливания и/или деформации. 13. Способ по п.12, отличающийся тем, что до термоотверждения или в процессе термоотверждения материала изготовляемого изоляционного элемента ему придают профиль поперечного сечения, отличающийся от прямоугольного. 14. Способ по любому из пп.12 или 13, отличающийся тем, что профиль поперечного сечения изготовляемого изоляционного элемента может быть выполнен произвольным образом, в частности, со взаимным наклоном главных поверхностей, или же профиль может быть выполнен треугольным, трапецеидальным и т.д., а также с наличием выемок, выступов, канавок, вдавливаний и т.п. 15. Способ по любому из пп.12, 13 или 14, отличающийся тем, что профиль поперечного сечения изготовляемого изоляционного элемента выполняют с параллельными выемками или канавками (7 и 8) на одной из его поверхностей. 16. Способ по любому из пп.13-15, отличающийся тем, что при формовании изоляционного элемента его материал подвергают уплотнению в разной степени в зависимости от типа профиля, в результате чего, соответственно, объемная плотность материала изоляционного элемента является переменной. 17. Изоляционный элемент на основе минеральной ваты, в частности, минеральной шерсти или стекловаты, имеющий профиль поперечного сечения, отличающийся от прямоугольного, в частности,имеющий переменную высоту по ширине его поперечного сечения, отличающийся тем, что он имеет области (9 и 10) с разной объемной плотностью материала. 18. Изоляционный элемент по п.17, отличающийся тем, что объемная плотность его материала выше в тех областях, где его толщина меньше, и ниже в тех областях, где его толщина больше. 19. Изоляционный элемент по любому из пп.17 или 18, отличающийся тем, что в профиле его поперечного сечения на одной из его поверхностей выполнены две параллельные выемки или канавки (7 и 8),в области которых объемная плотность материала выше, чем в тех областях изоляционного элемента, где его толщина больше.
МПК / Метки
МПК: B29C 35/06, B29C 67/24, D04H 1/64
Метки: изоляционных, устройство, способ, элементов, производства
Код ссылки
<a href="https://eas.patents.su/10-7079-sposob-i-ustrojjstvo-dlya-proizvodstva-izolyacionnyh-elementov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для производства изоляционных элементов</a>
Способ работы скважинной струйной установки при ремонтно-изоляционных работах и устройство для его осуществления
Номер патента: 5104
Опубликовано: 28.10.2004
Авторы: Хоминец Зиновий Дмитриевич, Стенин Владимир Петрович, Вайгель Александр Александрович
МПК: F04F 5/02
Метки: работах, устройство, ремонтно-изоляционных, способ, струйной, осуществления, скважинной, установки, работы
Формула / Реферат:
1. Способ работы скважинной струйной установки при ремонтно-изоляционных работах, заключающийся в том, что предварительно устанавливают в скважине над кровлей продуктивного пласта разбуриваемый пакер с выполненным в нем проходным каналом и перекрывающим проходное сечение последнего обратным клапаном, спускают в скважину колонну труб с последовательно размещенными на ней сверху вниз струйным насосом и хвостовиком-стингером, при этом струйный...
Способ и устройство для строительства из сборных и каркасных элементов
Номер патента: 6995
Опубликовано: 30.06.2006
Автор: Пауэлл Дэвид У.
МПК: E04B 1/20, E04C 3/20, E04B 1/21...
Метки: каркасных, элементов, сборных, строительства, способ, устройство
Формула / Реферат:
1. Плоскостной сборный строительный блок для передачи нагрузки на опорную поверхность, содержащий по существу, вертикальный первый краевой пояс и второй краевой пояс, расположенный на расстоянии от первого краевого пояса, при этом каждый краевой пояс содержит первый конец с базовой поверхностью, при этом базовая поверхность выполнена с возможностью передачи нагрузки от краевого пояса на опорную поверхность, второй конец, первую поверхность в той...
Способ очистки элементов и систем отопления и горячего водоснабжения от твердых отложений и устройство для его реализации
Номер патента: 7039
Опубликовано: 30.06.2006
Авторы: Хохлова Татьяна Петровна, Тимошенко Алексей Антонович
Метки: водоснабжения, отопления, твердых, горячего, отложений, способ, реализации, очистки, элементов, устройство, систем
Формула / Реферат:
1. Способ очистки внутренних поверхностей элементов и систем отопления и горячего водоснабжения от твердых отложений, включающий в себя генерацию в предварительно заполненной водой очищаемой системе, посредством импульсов сжатого воздуха ударных волн для разрушения отложений и удаления их из очищаемой системы потоком воды, отличающийся тем, что ударные волны генерируют воздействием на заполняющую систему воду вакуумом и импульсом сжатого воздуха...
Конструктивная система из элементов кручения/тороидальных элементов и способы сооружения конструкций с использованием этих элементов
Номер патента: 3037
Опубликовано: 26.12.2002
Автор: Провитола Энтони И.
Метки: сооружения, конструкций, использованием, этих, элементов, конструктивная, система, способы
Формула / Реферат:
1. Конструктивная система, содержащая тороидальные элементы кручения и средства соединения этих элементов. 2. Конструктивная система из элементов кручения, содержащая конструктивные элементы, работающие на кручение при восприятии нагрузки, и средства соединения этих конструктивных элементов с обеспечением передачи скручивающей нагрузки, действующей, по меньшей мере, на один конструктивный элемент, по меньшей мере, одному другому конструктивному...
Способ и устройство для производства электрической энергии
Номер патента: 5607
Опубликовано: 28.04.2005
Автор: Расмуссен Харри
МПК: H01M 14/00, H01G 9/20
Метки: энергии, способ, электрической, производства, устройство
Формула / Реферат:
1. Способ производства электрической энергии с использованием гальванических элементов, отличающийся тем, что используемые гальванические элементы представляют собой лотки с низкоконцентрированным водным раствором, покрытым мембраной, образованной полупроницаемой пластмассовой пленкой, при этом на поверхности мембраны размещен дробленый или гранулированный природный кремнезем (SiO2), покрытый раствором электролита и перфорированным или сетчатым...
Предыдущий патент: Устройство для прокладки кабеля в пакере из набухающего материала
Следующий патент: Турбинное устройство с винтовой лопастью
Случайный патент: Композиции и способы для дифференциальной регуляции ненасыщенности жирных кислот в мембранных липидах и масле семян