Способ и устройство для резки ламелей из минеральной ваты
Формула / Реферат
1. Способ подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащий стадии перемещения плит изоляционного наполнителя на линию по производству легких строительных панелей, резки плит изоляционного наполнителя на ламели, разделения штабеля ламелей, отличающийся тем, что на стадии перемещения поворачивают плиты изоляционного наполнителя в вертикальное положение, а способ дополнительно включает накопление ламелей, подачу ламелей, обеспечение повторяемости контура торцевого соединения ламелей и регулирования степени сжатия указанных ламелей, находящихся в торцевом соединении в продольном направлении, и транспортировку ламелей между стадиями способа.
2. Способ подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащий стадии снятия плит изоляционного наполнителя и резки плит изоляционного наполнителя на ламели, отличающийся тем, что он включает транспортировку паллет, накопление ламелей, направление ламелей в полосу из ламелей, обеспечение повторяемости контура торцевого соединения ламелей, профилирование боковых сторон полосы из ламелей и транспортировку ламелей между стадиями способа.
3. Способ по п.2, отличающийся тем, что резку осуществляют с использованием ленточной пилы (164).
4. Способ по любому из предшествующих пунктов, отличающийся тем, что резку плит изоляционного наполнителя, предпочтительно минеральной ваты, на ламели осуществляют в вертикальном положении.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что накопление наполнителя на линии в количестве, достаточном для замены типа наполнителя и/или пил без остановки производства, обеспечивают посредством системы транспортеров.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что ламели накапливают в индивидуальных отделениях накопителя с отделением друг от друга путем опускания.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что задание требуемого смещения между смежными ламелями осуществляют на участке линии по производству легких строительных панелей, расположенном непосредственно до участка поджатия ламелей в полосу из ламелей и непосредственно за разделительными направляющими стенками (115), а сформированную полосу из ламелей фиксируют путем обжима ламелей с боковых сторон полосы посредством боковых транспортерных лент (114) и поджимают сверху и/или снизу индивидуально приводимыми транспортерными лентами (112) с регулируемой скоростью движения.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что устройство для профилирования боковых сторон полосы из ламелей содержит пильные и/или фрезеровальные и/или иные режущие инструменты и управляется механизмом, выполненным с возможностью изменения настроек в процессе работы производственной линии в зависимости от изменения толщины легкой строительной панели.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что к полосе из ламелей прилагают регулируемое продвигающее усилие и/или направляют полосу с изгибом посредством системы с электронной регулировкой, предотвращая при этом скопление ламелей путем комбинации направления краев и регулировки трения между ламелями.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что используют эластичную деформацию ламелей (полосы) в продольном направлении для предотвращения вертикального смещения между ламелями вследствие изгиба, а также смещения границ в области отсутствия опоры полосы, обусловленной перемещением головки распылителя клея.
11. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащее средства для транспортировки плит изоляционного наполнителя в направлении средств для снятия этих плит, указанные средства для снятия плит изоляционного наполнителя и режущие средства для резки изоляционного наполнителя на ламели, отличающееся тем, что средства транспортировки содержат средства для поворота плиты изоляционного наполнителя в вертикальное положение, режущие средства содержат по меньшей мере одну пилу, работающую в горизонтальном направлении, причем устройство дополнительносодержит средства для разделения штабеля ламелей на отдельные ламели, нарезанные в направлении, обеспечивающем вертикальное расположение волокон в ламелях, накопительные средства для формирования накопления ламелей в процессе работы линии по производству легких строительных панелей, обеспечивающего возможность смены толщины плит и панелей или комплекта пил для резки на ламели без остановки производственной линии, средства для обеспечения повторяемости торцевого соединения ламелей и средства для транспортировки ламелей между стадиями производственного процесса.
12. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащее устройство для резки плит изоляционного наполнителя на ламели, отличающееся тем, что оно содержит устройство (10) для снятия плит изоляционного наполнителя с паллет, загруженных этими плитами, устройство (100, 166) для подачи ламелей, содержащее по меньшей мере одно отделение, механизм (113) для задания начального требуемого продольного смещения между смежными ламелями и транспортерные ленты для транспортировки и направления ламелей.
13. Устройство по п.12, отличающееся тем, что устройство для резки плит изоляционного наполнителя выполнено в виде ленточной пилы (164).
14. Устройство по п.11, отличающееся тем, что средства транспортировки содержат подающий транспортер (1) линии A, накопительный транспортер (2) линии B, накопительный транспортер (3) линии C, тележку (4), транспортер (5) линии E, транспортер (6) линии D, тележку (7), укладчик (8) паллет.
15. Устройство по любому из пп.11-14, отличающееся тем, что средства транспортировки включают по меньшей мере один транспортер, загружаемый паллетом с плитами изоляционного наполнителя, остающимися после замены плит изоляционного наполнителя, размеры которых отличны от размеров плит, подаваемых на производственную линию.
16. Устройство по любому из пп.11-15, отличающееся тем, что оно содержит боковые транспортерные ленты (12), работающие в одной или нескольких парах, для снятия одной или нескольких плит изоляционного наполнителя путем захвата за счет трения и для перемещения указанных одной или нескольких плит на вертикальный транспортер (13) со штангами, причем по завершении перемещения указанные парные боковые транспортерные ленты (12) разводятся в стороны с освобождением указанной одной или нескольких плит.
17. Устройство по любому из пп.11-16, отличающееся тем, что оно содержит конструкцию дисковой пилы (41) для осуществления резки, оснащенную множеством режущих дисков, отстоящих друг от друга для получения ламели требуемой высоты и установленных на одной оси, причем указанная конструкция выполнена с возможностью быстрой замены на другую конструкцию дисковой пилы, имеющую другое расстояние между режущими дисками.
18. Устройство по любому из пп.11-17, отличающееся тем, что оно содержит ленточную пилу (164) для осуществления резки, нарезающую несколько плит изоляционного наполнителя в подвешенном вертикальном положении с использованием подъемной рамы (162), причем ленточная пила (164) оснащена направляющими для направления пильных полотен между каждой смежной плитой, за счет чего обеспечено уменьшение изгиба и/или искривления пильного полотна.
19. Устройство по любому из пп.11-18, отличающееся тем, что оно снабжено по меньшей мере одним накопителем для ламелей, за счет чего обеспечена безостановочная работа линии по производству легких строительных панелей во время загрузки плит изоляционного наполнителя, размеры которых отличны от размеров плит, находящихся в производственном процессе, или во врхья замены режущих инструментов.
20. Устройство по любому из пп.11-19, отличающееся тем, что устройство (120) для профилирования боковых сторон полосы из ламелей содержит пильные и/или фрезеровальные и/или иные режущие инструменты и управляется механизмом, выполненным с возможностью изменения настроек в процессе работы производственной линии в зависимости от изменения толщины легкой строительной панели.
21. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, отличающееся тем, что оно выполнено с возможностью осуществления способа подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, заявленного в любом из пп.1-10.

Текст
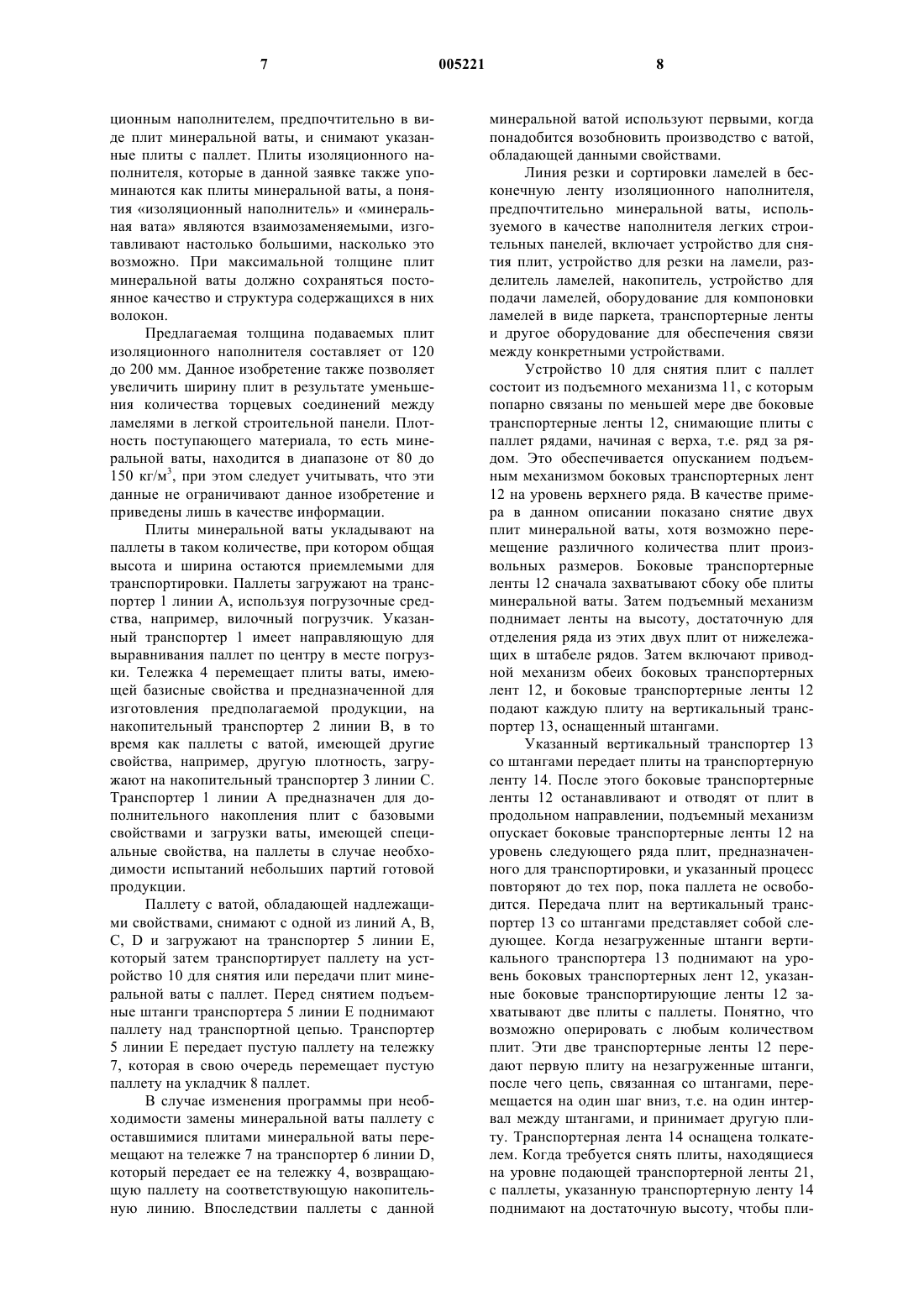
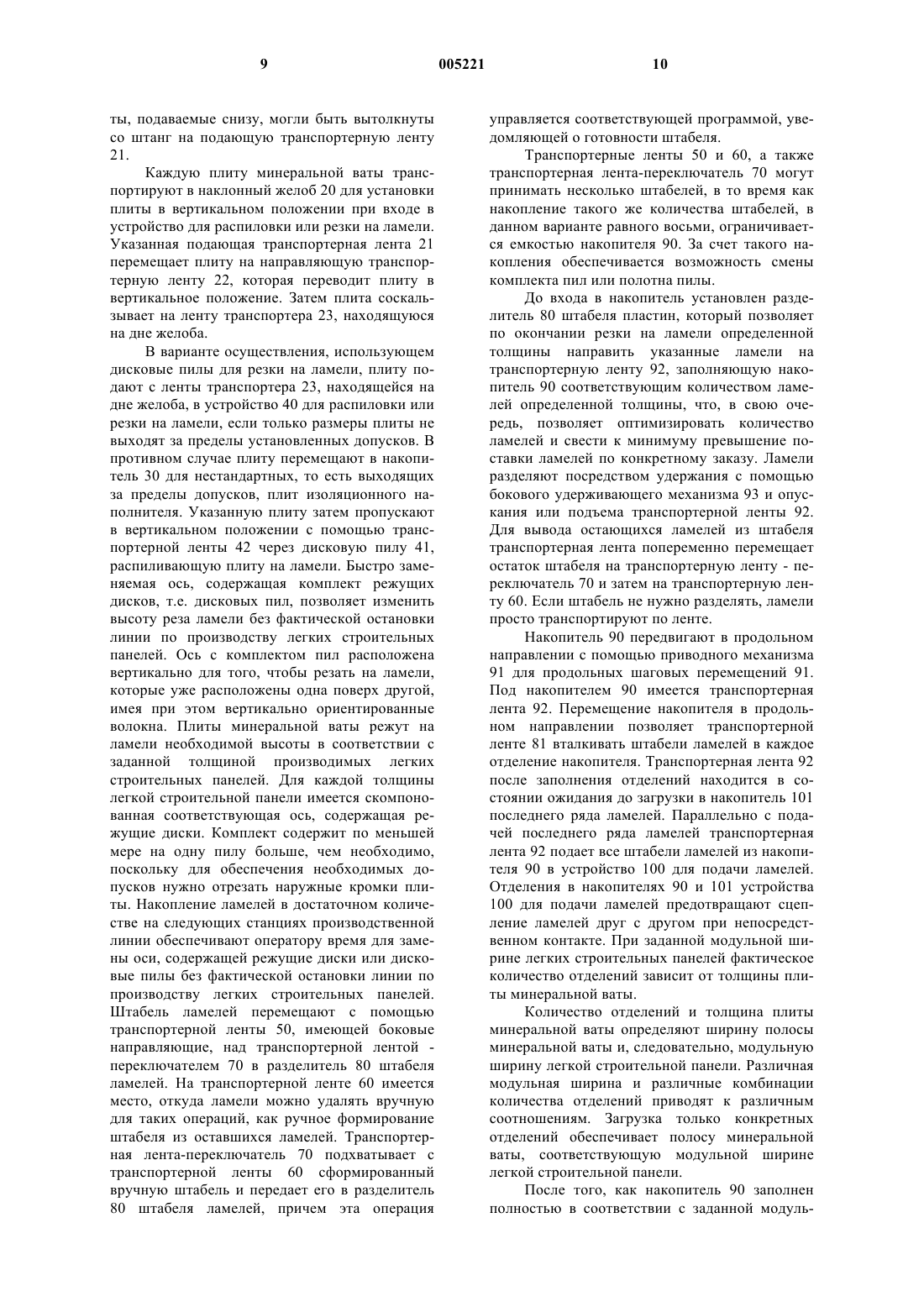
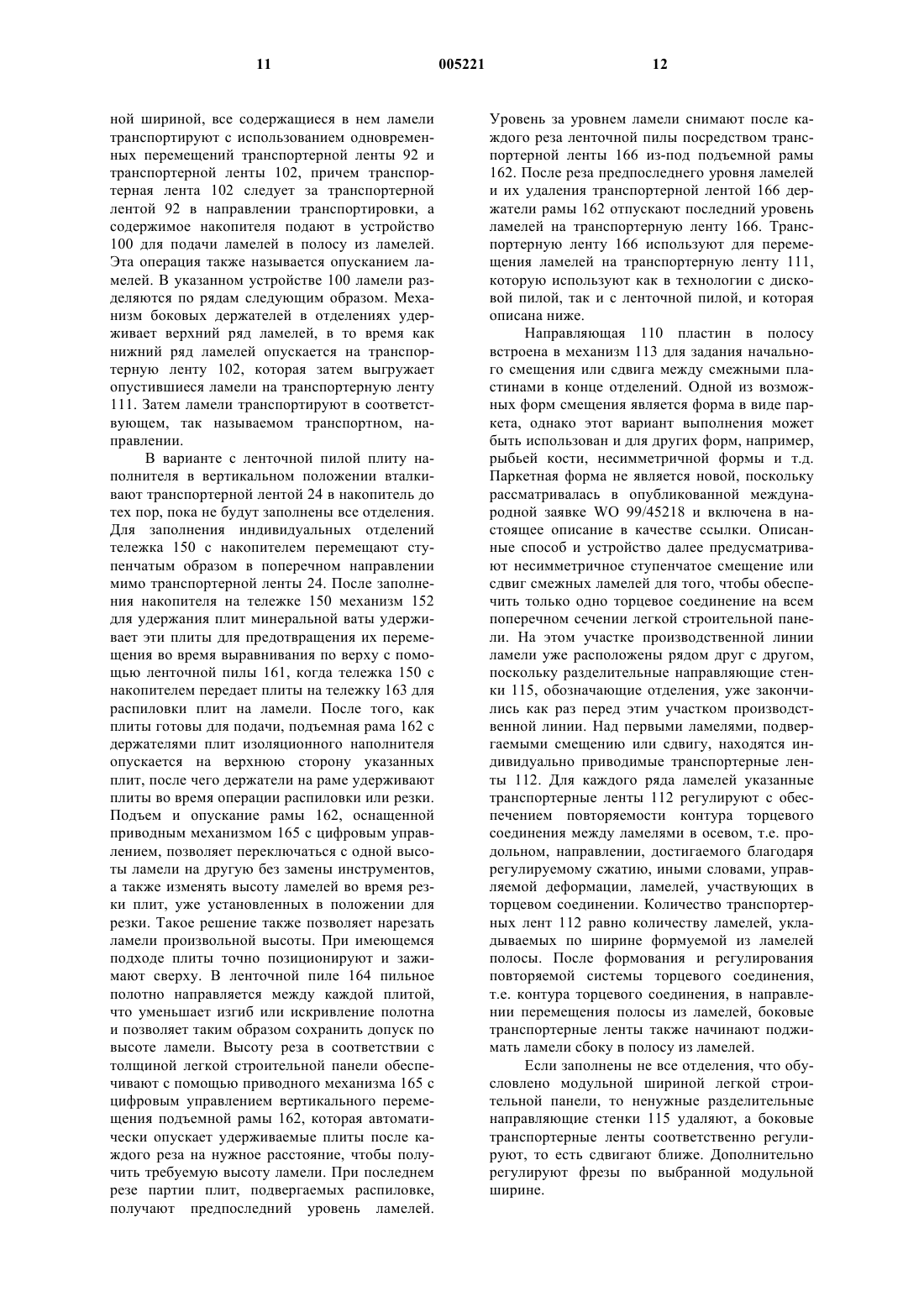
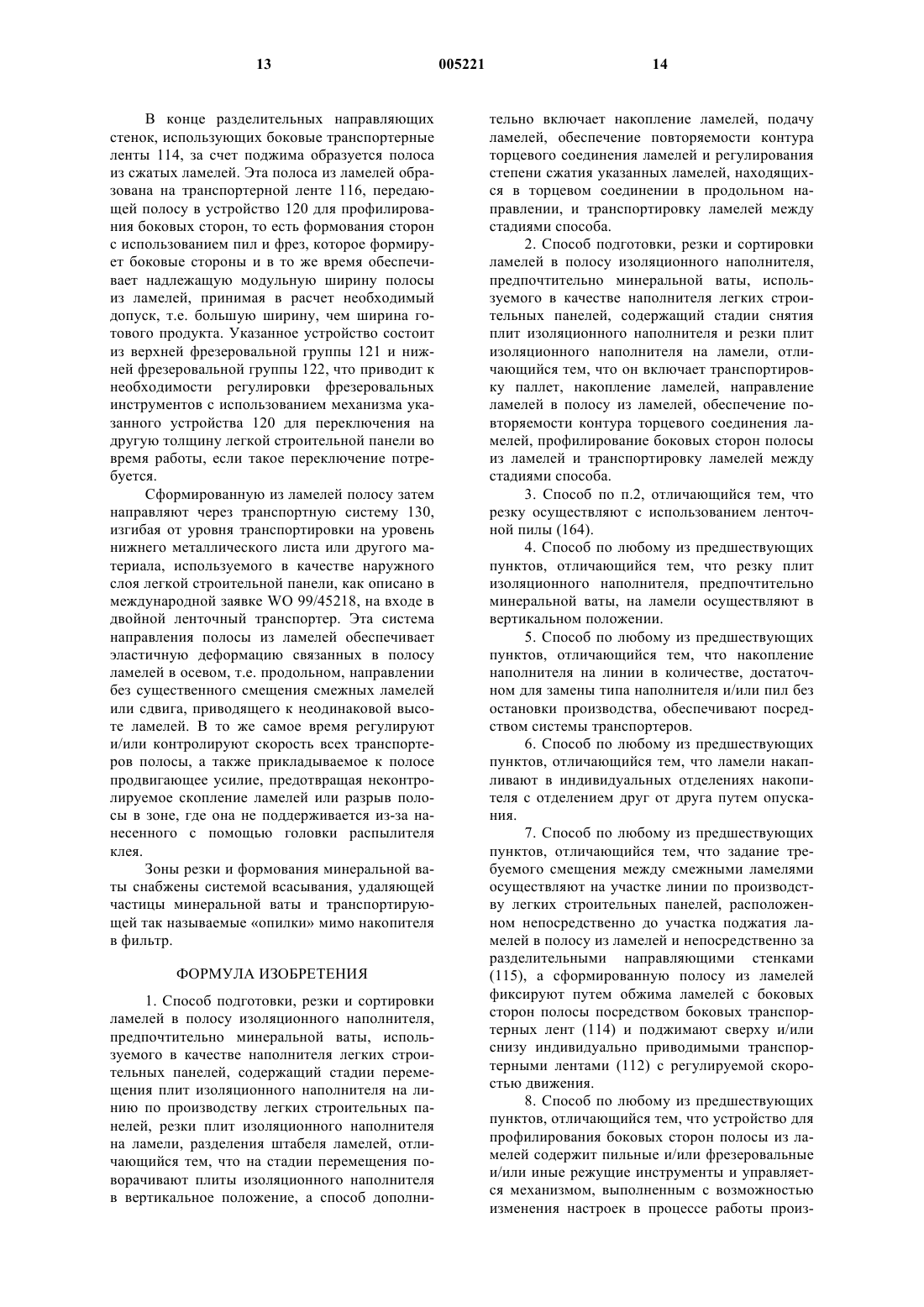
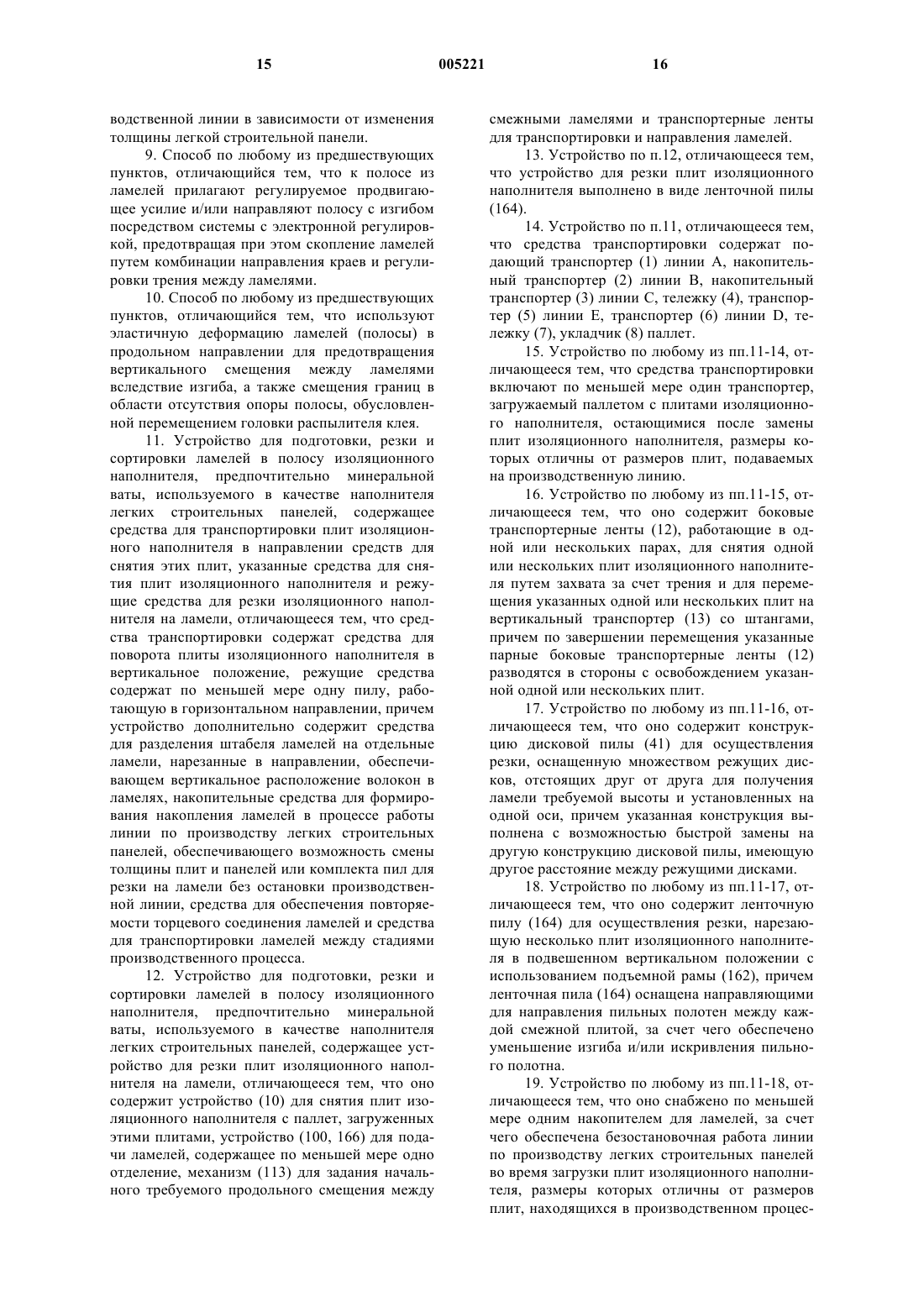
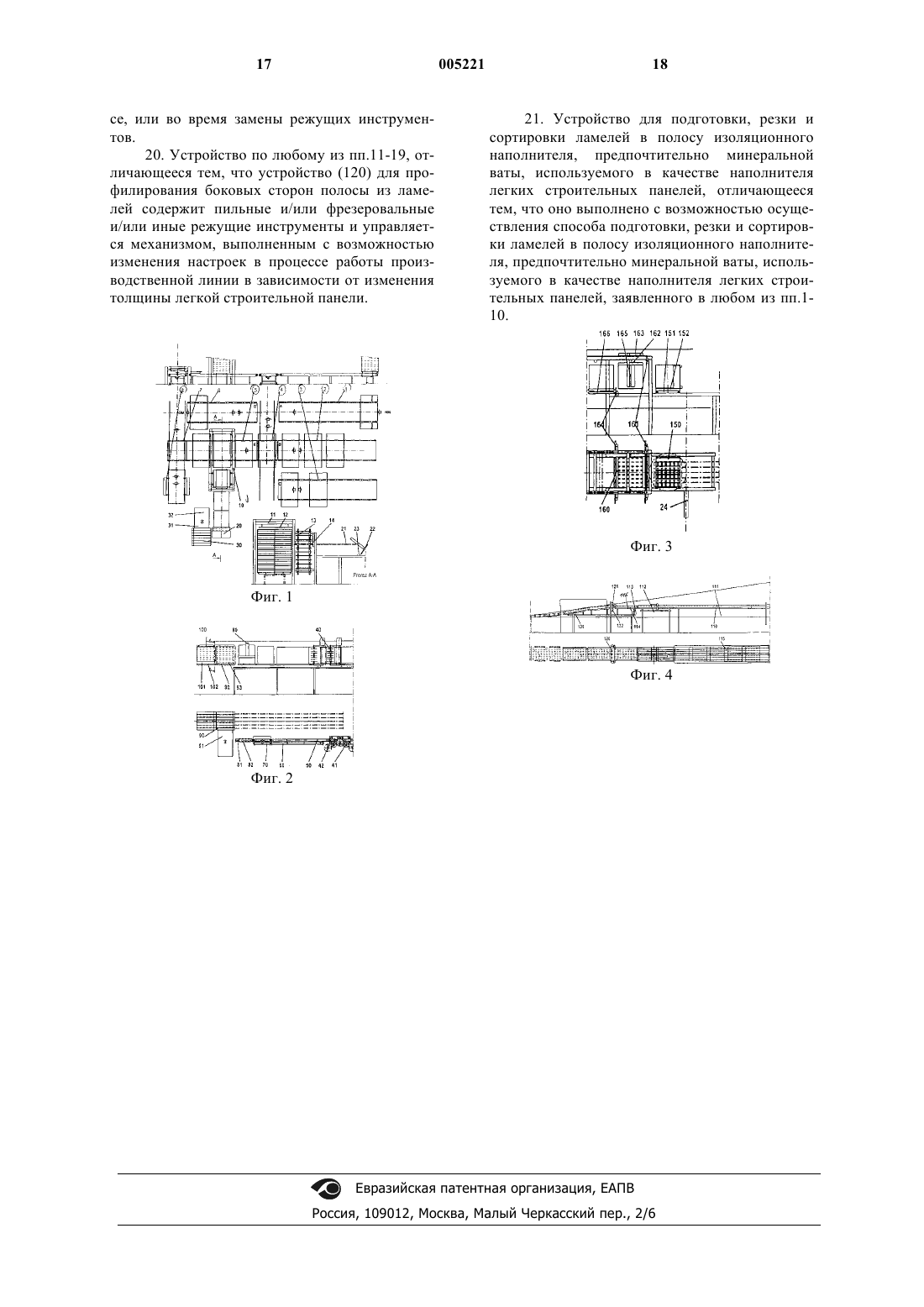
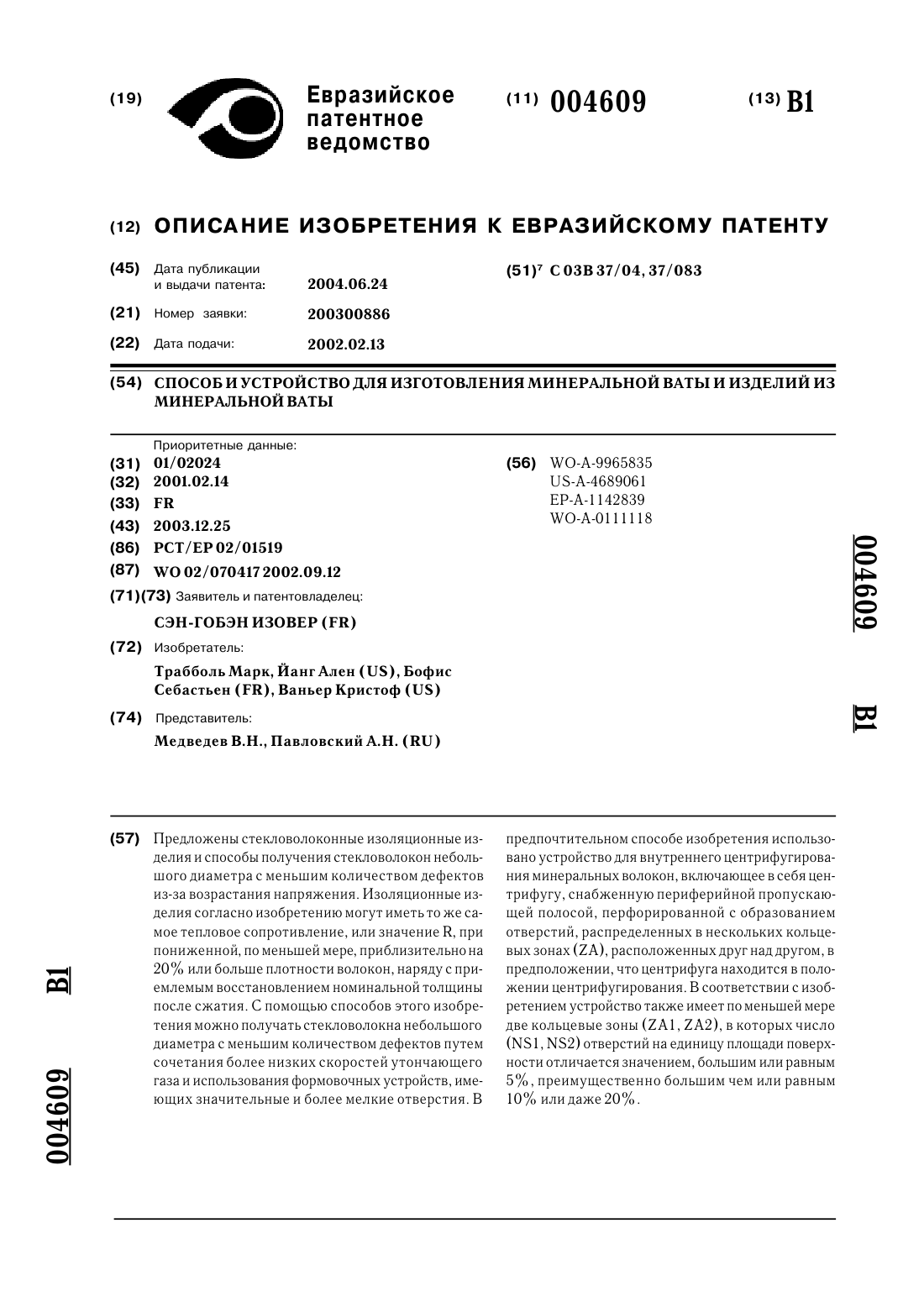
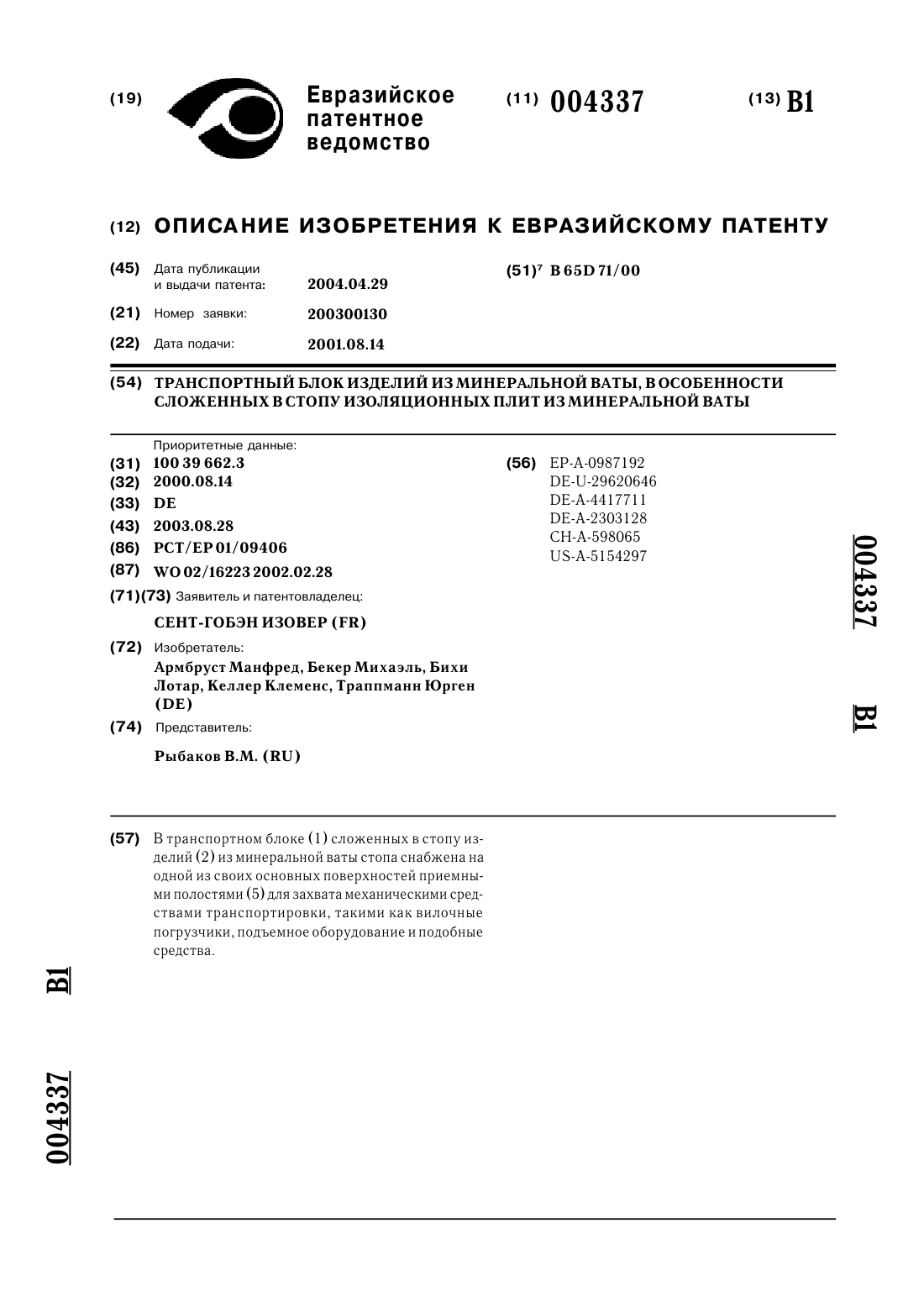
1 Область техники, к которой относится изобретение Изобретение относится к легким строительным панелям, способу резки минеральной ваты на ламели, сортировки ламелей в бесконечную полосу ваты, оборудованию для транспортировки, резки и сортировки ламелей. Предшествующий уровень техники Во время производства легких строительных панелей с использованием непрерывного процесса могут происходить перерывы в работе из-за ручного, в противоположность автоматизированному, и/или неоптимизированного процесса (и устройств) подготовки и подачи изоляционного наполнителя на линию по производству легких строительных панелей. Перерывы могут возникать как во время транспортировки паллет с минеральной ватой или другим наполнителем, так и во время самой переработки на линии по производству полосы из ламелей минеральной ваты. Одной из операций, требующих больших затрат времени, является горизонтальная резка минеральной ваты и переворачивание каждой ламели в правильное положение для дальнейшей обработки. Эта проблема может быть успешно решена с использованием комплекта режущих инструментов, установленных на вертикальной оси и имеющих множество разнесенных режущих кромок, или с использованием горизонтальной ленточной пилы с промежуточным механизмом для ведения вертикальных плит минеральной ваты, где ламели можно развернуть надлежащим образом за один поворот всей плиты. В данной заявке понятие минеральная вата означает изоляционные материалы, используемые для заполнения легких строительных панелей. Другая проблема заключается в необходимости остановки процесса во время замены режущего инструмента в связи с производством легких строительных панелей различной толщины или износом самого инструмента или нескольких инструментов. Эту проблему можно было бы решить соответствующей конструкцией устройства, обеспечивающей замену комплекта режущих инструментов во время процесса при условии накопления достаточного количества готовой продукции. Далее, дополнительным преимуществом могло бы быть использование плит минеральной ваты одинаковых размеров для производства конечных изделий различной толщины, что позволяет сократить потребность в крытых складах. Резка плит на ламели на самой производственной линии сокращает необходимость в манипулировании ламелями, автоматически сокращая возможность механических повреждений ламелей,и оказывает благотворное воздействие на стабильность производства, включая сокращение количества отходов. Необходимо принять во внимание, что неоптимизированная толщина легких строительных панелей повышает расход материалов и количество отходов, повышая тем 2 самым производственные затраты и создавая экологические проблемы. Существуют две хорошо известные системы для непрерывного производства легких строительных панелей с наполнителем из минеральной ваты или подобных материалов. Первый процесс, разработанный в 80-х гг.,использует резку, переворачивание и сортировку ламелей минеральной ваты с параллельным расположением во время непрерывного производства легких строительных панелей. Этот процесс был независимо разработан господами Тримо (Trimo) и Пароком (Раrос), а позднее использовался другими производителями. Основной характеристикой этого процесса является ступенчатый сдвиг ламелей. В процессе производства должно использоваться как можно более простое оборудование, следовательно,должны быть снижены затраты. Требуется обеспечить как можно более равномерную подачу материала, то есть минеральной ваты или другого изоляционного наполнителя, иначе следует ожидать перерывов в работе, которые снижают производительность и увеличивают количество отходов. Размеры нарезанной минеральной ваты должны быть как можно более точными, т.е. допуски должны быть небольшими, поскольку резка минеральной ваты сопряжена с увеличенным количеством отходов, которые ведут к увеличению общих затрат на производство легких строительных панелей. Изменение размеров производимых легких строительных панелей требует смены инструмента и, следовательно, остановки производственного процесса,приводящей к снижению производительности. Кроме того, замена подаваемого материала требует остановки всей производственной линии. Применение клея между ламелями негативно влияет на характеристики панелей, такие как воспламеняемость и пожароустойчивость, в то время как при отсутствии клея между пластинами не обеспечивается постоянство механических характеристик по длине и поперечному сечению панели. Далее, использование неоднородной минеральной ваты увеличивает проблемы во время сортировки ламелей без применения клея, обусловливая необходимость использования корректирующих действий или устройств. В дальнейшем возникают проблемы изза соблюдения жестких допусков во время резки и обеспечения допусков по высоте между ламелями в полосе из ламелей во время сортировки и транспортировки по направлению к сдвоенной ленте, а это, в свою очередь, повышает необходимость в корректирующих действиях с использованием дополнительных устройств или повышенного расхода клея. Второй известный из уровня техники способ основан на сжатых волокнах минеральной ваты и отличается подачей предварительно сформованных, т.е. отшлифованных и фрезерованных плит минеральной ваты во время непре 3 рывного производства легких строительных панелей. Этот процесс был разработан в конце 1990-х гг. Хорошо известным типичным примером является способ, внедренный господами Хешем (Hoesch) и Роквулом (Rockwool), который требует, чтобы подаваемый материал, т.е. плиты минеральной ваты, был предварительно подготовлен, т.е. отшлифован по обеим сторонам и отфрезерован по торцам, согласно установленным допускам. В результате существенно повышена стоимость подаваемых материалов. Для строительных панелей различных размеров требуются плиты различных размеров, что представляет проблему для транспортировки и повышает затраты поставщика, которому нужно переналаживать производственную линию для изготовления плит различной толщины. Для обеспечения непрерывного производства панелей различной толщины требуется большее количество подаваемых материалов и, как следствие, больше крытых складских площадей, повышающих производственные затраты. Технология сжатых волокон менее выгодна с точки зрения механических характеристик панелей изза вертикальной ориентации волокон и не обеспечивает равномерной повторяемости указанных характеристик панелей. В то же время имеется лишь несколько поставщиков минеральной ваты, которые могли бы использовать такую технологию производства ваты, которая предъявляет технически жесткие требования, приводящие к более высокой себестоимости минеральной ваты. На практике подача таких плит минеральной ваты на непрерывную линию по производству легких строительных панелей осуществляется путем подачи плит, либо обращенных друг другу, либо с частичным ступенчатым смещением. Данная компоновка представляет собой слабое место, поскольку требует склеивание, а склеенные плиты имеют пониженную пожароустойчивость и устойчивость к воспламенению. Резка дисковой пилой горизонтально расположенной изоляционной плиты на ламели, а также некоторые аспекты транспортировки ламелей описаны в DE 2501093. Сущность изобретения Предметом изобретения является способ и устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя,предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей. Основной характеристикой изобретения является транспортировка, загрузка плит, резка плит изоляционного материала на ламели, накопление ламелей, подача ламелей, формирование повторяющихся соединений между ламелями и транспортировка ламелей во время различных стадий процесса производства легких строительных панелей. 4 Отличительной особенностью способа является то, что с увеличением размеров плит изоляционного материла, такого как минеральная вата, увеличивают количество резов изоляционного материала, а также количество ламелей на одну легкую строительную панель. Кроме того, уменьшение количества ламелей в конкретной легкой строительной панели приводит к упрощению и повышению надежности процесса транспортировки и сортировки ламелей. Резку изоляционных плит, предпочтительно минеральной ваты, осуществляют в вертикальном положении, благодаря чему обеспечена правильная ориентация наполнителя при единственном повороте множества ламелей. В результате производственная линия может работать с наполнителем большей толщины и при более высокой скорости. Система транспортеров предусматривает накопление ламелей на линии, что позволяет производить замену типа ваты и режущих или пильных инструментов в процессе работы без остановки линии. Способ и устройства, использующие для резки дисковую пилу, предусматривают транспортер, предварительное хранение и хранение,т.е. сбор или накопление ламелей, для образования достаточно большого запаса ламелей, чтобы обеспечить возможность замены плит и панелей разной толщины, а также комплекта пил для резки на ламели без остановки линии. Ламели помещают в различные отделения накопителя с разделением по принципу опускания. С другой стороны, в способе и устройствах, использующих для резки ленточную пилу, накопление ламелей организовано на самой полосе, поэтому возможна замена ленточной пилы без остановки производственной линии. Во время производственного процесса очень важно осевое, то есть продольное, в направлении более длинной оси,смещение или сдвиг ламелей. Такое смещение производят непосредственно перед соединением ламелей в полосу при одновременном боковом поджатии ламелей и транспортировке с использованием транспортеров с регулируемой скоростью движения. Это обеспечивает равномерное позиционирование торцевых соединяемых частей ламелей, решая проблему, связанную с необходимостью корректирующих действий из-за смещения этих частей в осевом, т.е. продольном, направлении. Для упрощения такой компоновки полосу из ламелей продвигают с регулируемым усилием и/или предусматривают систему с электронным регулированием для направления полосы с изгибом. Такая транспортировка представляет собой в целом комбинацию направления краев ламелей и регулировки трения между ламелями. В полосе используется преимущество эластичной деформации ламелей,а значит и полосы, состоящей из ламелей, для обеспечения такого изгиба полосы, который исключил бы вертикальное смещение одной 5 ламели по отношению к другой, а также смещение границ в области, где полоса не опирается на конструкцию из-за распыления клея. Регулирование параметров процесса предотвращает разрушение полосы даже в случае отсутствия опоры. Для обеспечения соответствующего допуска изоляционного наполнителя используют устройство для профилирования боковых сторон, содержащее пилы и/или фрезы, и/или другие режущие инструменты. Регулировка этого устройства осуществляется с использованием механизма, способного переключаться на различную заданную толщину обрабатываемого материала, т.е. смещать режущие инструменты во время работы линии, если требуется иная толщина производимой легкой строительной панели. Способ и устройство, описанные выше,были разработаны с целью обеспечения простой, гибкой и экономичной реализации оборудования для резки и сортировки изоляционного наполнителя на непрерывной линии по производству легких строительных панелей с наполнителем из минеральной ваты или наполнителей из подобных волокнистых изоляционных материалов. Описаны также способ и оборудование для осуществления операций, начиная от загрузки паллет плитами изоляционного материала и заканчивая соединением отсортированных ламелей в полосу на входе на двойной ленточный транспортер, описанный в упомянутой международной заявке WO 99/45218, как часть линии по производству легких строительных панелей. В настоящей заявке описаны устройство и способ для подготовки и подачи изоляционного наполнителя на линию по производству легких строительных панелей, включающие транспортировку паллет с изоляционным наполнителем,а также линию для формирования полосы из ламелей минеральной ваты. Перечень фигур чертежей Более подробно сущность изобретения изложена в приведенном ниже описании со ссылками на прилагаемые чертежи, являющиеся составной частью данной заявки. Фиг. 1 представляет вариант реализации транспортировки паллет с минеральной ватой и передачи плит с указанных паллет на производственную линию, включающий подающий транспортер 1 линии А, накопительный транспортер 2 линии В, накопительный транспортер 3 линии С, тележку 4, транспортер 5 линии Е,транспортер 6 линии D, тележку 7, укладчик 8 паллет, устройство 10 для снятия плит с паллет,подъемный механизм 11, боковой ленточный транспортер 12, вертикальный транспортер 13 со штангами, транспортерную ленту 14, наклонный желоб 20, подающую транспортерную ленту 21, направляющую транспортерную ленту 22, транспортерную ленту 23 в нижней части 6 желоба, накопитель 30 для несоответствующих,то есть выходящих за пределы установленных допусков, плит изоляционного материала, приводной механизм 31 для продольных перемещений, ленточный транспортер 32. Фиг. 2 схематично изображает часть линии, использующей дисковые пилы для формирования полосы из ламелей минеральной ваты, а именно - устройство 40 для резки на ламели,дисковую пилу 41, транспортерную ленту 42,транспортерную ленту 50 с боковыми направляющими, транспортерную ленту 60 для ручной подготовки или снятия штабеля ламелей, транспортерную ленту-переключатель 70, разделитель 80 штабеля ламелей, транспортерную ленту 81, боковой захват 82, накопитель 90, приводной механизм 91 для шаговых перемещений,транспортерную ленту 92, механизм 93 для удержания нижних ламелей, устройство 100 для подачи ламелей, накопитель 101, транспортерную ленту 102. Фиг. 3 схематично изображает часть линии, использующей ленточную пилу для формирования полосы из ламелей минеральной ваты, а именно - транспортерную ленту 24, тележку 150 с накопителем и отделениями для подачи плит на пилу, устройство 151 для поворота накопителя, механизм 152 для удержания плит наполнителя в накопителе, пилу 160 для резки плит на ламели, ленточную пилу 161 для выравнивания плит по верху, обеспечивающую направление пильного полотна между каждой плитой наполнителя, подъемную раму 162 с держателями, удерживающими сверху плиты изоляционного наполнителя, тележку 163 для распиловки плит на ламели, ленточную пилу 164 для резки на ламели, обеспечивающую направление пильного полотна между каждой плитой наполнителя, приводной механизм 165 для подъемной рамы с числовым программным управлением, транспортерную ленту 166 для снятия вырезанных ламелей с пилы и подачи ламелей на транспортерную ленту. Фиг. 4 схематично изображает часть линии для направления ламелей в полосу и транспортировки полосы из ламелей, а именно: направляющую 110 ламелей в полосу, транспортерную ленту 111, верхнюю транспортерную ленту 112,механизм 113 для задания начального смещения, боковую транспортерную ленту 114, разделительные направляющие стенки 115, транспортерную ленту 116, устройство 120 для профилирования боковых сторон полосы, верхнюю фрезеровальную группу 121, нижнюю фрезеровальную группу 122, транспортную систему 130,обеспечивающую изгиб. Ламели перемещаются справа налево. Сведения, подтверждающие возможность осуществления изобретения В способе, описанном в настоящей заявке,сначала подготавливают плиты изоляционного наполнителя, транспортируют паллеты с изоля 7 ционным наполнителем, предпочтительно в виде плит минеральной ваты, и снимают указанные плиты с паллет. Плиты изоляционного наполнителя, которые в данной заявке также упоминаются как плиты минеральной ваты, а понятия изоляционный наполнитель и минеральная вата являются взаимозаменяемыми, изготавливают настолько большими, насколько это возможно. При максимальной толщине плит минеральной ваты должно сохраняться постоянное качество и структура содержащихся в них волокон. Предлагаемая толщина подаваемых плит изоляционного наполнителя составляет от 120 до 200 мм. Данное изобретение также позволяет увеличить ширину плит в результате уменьшения количества торцевых соединений между ламелями в легкой строительной панели. Плотность поступающего материала, то есть минеральной ваты, находится в диапазоне от 80 до 150 кг/м 3, при этом следует учитывать, что эти данные не ограничивают данное изобретение и приведены лишь в качестве информации. Плиты минеральной ваты укладывают на паллеты в таком количестве, при котором общая высота и ширина остаются приемлемыми для транспортировки. Паллеты загружают на транспортер 1 линии А, используя погрузочные средства, например, вилочный погрузчик. Указанный транспортер 1 имеет направляющую для выравнивания паллет по центру в месте погрузки. Тележка 4 перемещает плиты ваты, имеющей базисные свойства и предназначенной для изготовления предполагаемой продукции, на накопительный транспортер 2 линии В, в то время как паллеты с ватой, имеющей другие свойства, например, другую плотность, загружают на накопительный транспортер 3 линии С. Транспортер 1 линии А предназначен для дополнительного накопления плит с базовыми свойствами и загрузки ваты, имеющей специальные свойства, на паллеты в случае необходимости испытаний небольших партий готовой продукции. Паллету с ватой, обладающей надлежащими свойствами, снимают с одной из линий А, В,С, D и загружают на транспортер 5 линии Е,который затем транспортирует паллету на устройство 10 для снятия или передачи плит минеральной ваты с паллет. Перед снятием подъемные штанги транспортера 5 линии Е поднимают паллету над транспортной цепью. Транспортер 5 линии Е передает пустую паллету на тележку 7, которая в свою очередь перемещает пустую паллету на укладчик 8 паллет. В случае изменения программы при необходимости замены минеральной ваты паллету с оставшимися плитами минеральной ваты перемещают на тележке 7 на транспортер 6 линии D,который передает ее на тележку 4, возвращающую паллету на соответствующую накопительную линию. Впоследствии паллеты с данной 8 минеральной ватой используют первыми, когда понадобится возобновить производство с ватой,обладающей данными свойствами. Линия резки и сортировки ламелей в бесконечную ленту изоляционного наполнителя,предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, включает устройство для снятия плит, устройство для резки на ламели, разделитель ламелей, накопитель, устройство для подачи ламелей, оборудование для компоновки ламелей в виде паркета, транспортерные ленты и другое оборудование для обеспечения связи между конкретными устройствами. Устройство 10 для снятия плит с паллет состоит из подъемного механизма 11, с которым попарно связаны по меньшей мере две боковые транспортерные ленты 12, снимающие плиты с паллет рядами, начиная с верха, т.е. ряд за рядом. Это обеспечивается опусканием подъемным механизмом боковых транспортерных лент 12 на уровень верхнего ряда. В качестве примера в данном описании показано снятие двух плит минеральной ваты, хотя возможно перемещение различного количества плит произвольных размеров. Боковые транспортерные ленты 12 сначала захватывают сбоку обе плиты минеральной ваты. Затем подъемный механизм поднимает ленты на высоту, достаточную для отделения ряда из этих двух плит от нижележащих в штабеле рядов. Затем включают приводной механизм обеих боковых транспортерных лент 12, и боковые транспортерные ленты 12 подают каждую плиту на вертикальный транспортер 13, оснащенный штангами. Указанный вертикальный транспортер 13 со штангами передает плиты на транспортерную ленту 14. После этого боковые транспортерные ленты 12 останавливают и отводят от плит в продольном направлении, подъемный механизм опускает боковые транспортерные ленты 12 на уровень следующего ряда плит, предназначенного для транспортировки, и указанный процесс повторяют до тех пор, пока паллета не освободится. Передача плит на вертикальный транспортер 13 со штангами представляет собой следующее. Когда незагруженные штанги вертикального транспортера 13 поднимают на уровень боковых транспортерных лент 12, указанные боковые транспортирующие ленты 12 захватывают две плиты с паллеты. Понятно, что возможно оперировать с любым количеством плит. Эти две транспортерные ленты 12 передают первую плиту на незагруженные штанги,после чего цепь, связанная со штангами, перемещается на один шаг вниз, т.е. на один интервал между штангами, и принимает другую плиту. Транспортерная лента 14 оснащена толкателем. Когда требуется снять плиты, находящиеся на уровне подающей транспортерной ленты 21,с паллеты, указанную транспортерную ленту 14 поднимают на достаточную высоту, чтобы пли 9 ты, подаваемые снизу, могли быть вытолкнуты со штанг на подающую транспортерную ленту 21. Каждую плиту минеральной ваты транспортируют в наклонный желоб 20 для установки плиты в вертикальном положении при входе в устройство для распиловки или резки на ламели. Указанная подающая транспортерная лента 21 перемещает плиту на направляющую транспортерную ленту 22, которая переводит плиту в вертикальное положение. Затем плита соскальзывает на ленту транспортера 23, находящуюся на дне желоба. В варианте осуществления, использующем дисковые пилы для резки на ламели, плиту подают с ленты транспортера 23, находящейся на дне желоба, в устройство 40 для распиловки или резки на ламели, если только размеры плиты не выходят за пределы установленных допусков. В противном случае плиту перемещают в накопитель 30 для нестандартных, то есть выходящих за пределы допусков, плит изоляционного наполнителя. Указанную плиту затем пропускают в вертикальном положении с помощью транспортерной ленты 42 через дисковую пилу 41,распиливающую плиту на ламели. Быстро заменяемая ось, содержащая комплект режущих дисков, т.е. дисковых пил, позволяет изменить высоту реза ламели без фактической остановки линии по производству легких строительных панелей. Ось с комплектом пил расположена вертикально для того, чтобы резать на ламели,которые уже расположены одна поверх другой,имея при этом вертикально ориентированные волокна. Плиты минеральной ваты режут на ламели необходимой высоты в соответствии с заданной толщиной производимых легких строительных панелей. Для каждой толщины легкой строительной панели имеется скомпонованная соответствующая ось, содержащая режущие диски. Комплект содержит по меньшей мере на одну пилу больше, чем необходимо,поскольку для обеспечения необходимых допусков нужно отрезать наружные кромки плиты. Накопление ламелей в достаточном количестве на следующих станциях производственной линии обеспечивают оператору время для замены оси, содержащей режущие диски или дисковые пилы без фактической остановки линии по производству легких строительных панелей. Штабель ламелей перемещают с помощью транспортерной ленты 50, имеющей боковые направляющие, над транспортерной лентой переключателем 70 в разделитель 80 штабеля ламелей. На транспортерной ленте 60 имеется место, откуда ламели можно удалять вручную для таких операций, как ручное формирование штабеля из оставшихся ламелей. Транспортерная лента-переключатель 70 подхватывает с транспортерной ленты 60 сформированный вручную штабель и передает его в разделитель 80 штабеля ламелей, причем эта операция 10 управляется соответствующей программой, уведомляющей о готовности штабеля. Транспортерные ленты 50 и 60, а также транспортерная лента-переключатель 70 могут принимать несколько штабелей, в то время как накопление такого же количества штабелей, в данном варианте равного восьми, ограничивается емкостью накопителя 90. За счет такого накопления обеспечивается возможность смены комплекта пил или полотна пилы. До входа в накопитель установлен разделитель 80 штабеля пластин, который позволяет по окончании резки на ламели определенной толщины направить указанные ламели на транспортерную ленту 92, заполняющую накопитель 90 соответствующим количеством ламелей определенной толщины, что, в свою очередь, позволяет оптимизировать количество ламелей и свести к минимуму превышение поставки ламелей по конкретному заказу. Ламели разделяют посредством удержания с помощью бокового удерживающего механизма 93 и опускания или подъема транспортерной ленты 92. Для вывода остающихся ламелей из штабеля транспортерная лента попеременно перемещает остаток штабеля на транспортерную ленту - переключатель 70 и затем на транспортерную ленту 60. Если штабель не нужно разделять, ламели просто транспортируют по ленте. Накопитель 90 передвигают в продольном направлении с помощью приводного механизма 91 для продольных шаговых перемещений 91. Под накопителем 90 имеется транспортерная лента 92. Перемещение накопителя в продольном направлении позволяет транспортерной ленте 81 вталкивать штабели ламелей в каждое отделение накопителя. Транспортерная лента 92 после заполнения отделений находится в состоянии ожидания до загрузки в накопитель 101 последнего ряда ламелей. Параллельно с подачей последнего ряда ламелей транспортерная лента 92 подает все штабели ламелей из накопителя 90 в устройство 100 для подачи ламелей. Отделения в накопителях 90 и 101 устройства 100 для подачи ламелей предотвращают сцепление ламелей друг с другом при непосредственном контакте. При заданной модульной ширине легких строительных панелей фактическое количество отделений зависит от толщины плиты минеральной ваты. Количество отделений и толщина плиты минеральной ваты определяют ширину полосы минеральной ваты и, следовательно, модульную ширину легкой строительной панели. Различная модульная ширина и различные комбинации количества отделений приводят к различным соотношениям. Загрузка только конкретных отделений обеспечивает полосу минеральной ваты, соответствующую модульной ширине легкой строительной панели. После того, как накопитель 90 заполнен полностью в соответствии с заданной модуль 11 ной шириной, все содержащиеся в нем ламели транспортируют с использованием одновременных перемещений транспортерной ленты 92 и транспортерной ленты 102, причем транспортерная лента 102 следует за транспортерной лентой 92 в направлении транспортировки, а содержимое накопителя подают в устройство 100 для подачи ламелей в полосу из ламелей. Эта операция также называется опусканием ламелей. В указанном устройстве 100 ламели разделяются по рядам следующим образом. Механизм боковых держателей в отделениях удерживает верхний ряд ламелей, в то время как нижний ряд ламелей опускается на транспортерную ленту 102, которая затем выгружает опустившиеся ламели на транспортерную ленту 111. Затем ламели транспортируют в соответствующем, так называемом транспортном, направлении. В варианте с ленточной пилой плиту наполнителя в вертикальном положении вталкивают транспортерной лентой 24 в накопитель до тех пор, пока не будут заполнены все отделения. Для заполнения индивидуальных отделений тележка 150 с накопителем перемещают ступенчатым образом в поперечном направлении мимо транспортерной ленты 24. После заполнения накопителя на тележке 150 механизм 152 для удержания плит минеральной ваты удерживает эти плиты для предотвращения их перемещения во время выравнивания по верху с помощью ленточной пилы 161, когда тележка 150 с накопителем передает плиты на тележку 163 для распиловки плит на ламели. После того, как плиты готовы для подачи, подъемная рама 162 с держателями плит изоляционного наполнителя опускается на верхнюю сторону указанных плит, после чего держатели на раме удерживают плиты во время операции распиловки или резки. Подъем и опускание рамы 162, оснащенной приводным механизмом 165 с цифровым управлением, позволяет переключаться с одной высоты ламели на другую без замены инструментов,а также изменять высоту ламелей во время резки плит, уже установленных в положении для резки. Такое решение также позволяет нарезать ламели произвольной высоты. При имеющемся подходе плиты точно позиционируют и зажимают сверху. В ленточной пиле 164 пильное полотно направляется между каждой плитой,что уменьшает изгиб или искривление полотна и позволяет таким образом сохранить допуск по высоте ламели. Высоту реза в соответствии с толщиной легкой строительной панели обеспечивают с помощью приводного механизма 165 с цифровым управлением вертикального перемещения подъемной рамы 162, которая автоматически опускает удерживаемые плиты после каждого реза на нужное расстояние, чтобы получить требуемую высоту ламели. При последнем резе партии плит, подвергаемых распиловке,получают предпоследний уровень ламелей. 12 Уровень за уровнем ламели снимают после каждого реза ленточной пилы посредством транспортерной ленты 166 из-под подъемной рамы 162. После реза предпоследнего уровня ламелей и их удаления транспортерной лентой 166 держатели рамы 162 отпускают последний уровень ламелей на транспортерную ленту 166. Транспортерную ленту 166 используют для перемещения ламелей на транспортерную ленту 111,которую используют как в технологии с дисковой пилой, так и с ленточной пилой, и которая описана ниже. Направляющая 110 пластин в полосу встроена в механизм 113 для задания начального смещения или сдвига между смежными пластинами в конце отделений. Одной из возможных форм смещения является форма в виде паркета, однако этот вариант выполнения может быть использован и для других форм, например,рыбьей кости, несимметричной формы и т.д. Паркетная форма не является новой, поскольку рассматривалась в опубликованной международной заявке WO 99/45218 и включена в настоящее описание в качестве ссылки. Описанные способ и устройство далее предусматривают несимметричное ступенчатое смещение или сдвиг смежных ламелей для того, чтобы обеспечить только одно торцевое соединение на всем поперечном сечении легкой строительной панели. На этом участке производственной линии ламели уже расположены рядом друг с другом,поскольку разделительные направляющие стенки 115, обозначающие отделения, уже закончились как раз перед этим участком производственной линии. Над первыми ламелями, подвергаемыми смещению или сдвигу, находятся индивидуально приводимые транспортерные ленты 112. Для каждого ряда ламелей указанные транспортерные ленты 112 регулируют с обеспечением повторяемости контура торцевого соединения между ламелями в осевом, т.е. продольном, направлении, достигаемого благодаря регулируемому сжатию, иными словами, управляемой деформации, ламелей, участвующих в торцевом соединении. Количество транспортерных лент 112 равно количеству ламелей, укладываемых по ширине формуемой из ламелей полосы. После формования и регулирования повторяемой системы торцевого соединения,т.е. контура торцевого соединения, в направлении перемещения полосы из ламелей, боковые транспортерные ленты также начинают поджимать ламели сбоку в полосу из ламелей. Если заполнены не все отделения, что обусловлено модульной шириной легкой строительной панели, то ненужные разделительные направляющие стенки 115 удаляют, а боковые транспортерные ленты соответственно регулируют, то есть сдвигают ближе. Дополнительно регулируют фрезы по выбранной модульной ширине. 13 В конце разделительных направляющих стенок, использующих боковые транспортерные ленты 114, за счет поджима образуется полоса из сжатых ламелей. Эта полоса из ламелей образована на транспортерной ленте 116, передающей полосу в устройство 120 для профилирования боковых сторон, то есть формования сторон с использованием пил и фрез, которое формирует боковые стороны и в то же время обеспечивает надлежащую модульную ширину полосы из ламелей, принимая в расчет необходимый допуск, т.е. большую ширину, чем ширина готового продукта. Указанное устройство состоит из верхней фрезеровальной группы 121 и нижней фрезеровальной группы 122, что приводит к необходимости регулировки фрезеровальных инструментов с использованием механизма указанного устройства 120 для переключения на другую толщину легкой строительной панели во время работы, если такое переключение потребуется. Сформированную из ламелей полосу затем направляют через транспортную систему 130,изгибая от уровня транспортировки на уровень нижнего металлического листа или другого материала, используемого в качестве наружного слоя легкой строительной панели, как описано в международной заявке WO 99/45218, на входе в двойной ленточный транспортер. Эта система направления полосы из ламелей обеспечивает эластичную деформацию связанных в полосу ламелей в осевом, т.е. продольном, направлении без существенного смещения смежных ламелей или сдвига, приводящего к неодинаковой высоте ламелей. В то же самое время регулируют и/или контролируют скорость всех транспортеров полосы, а также прикладываемое к полосе продвигающее усилие, предотвращая неконтролируемое скопление ламелей или разрыв полосы в зоне, где она не поддерживается из-за нанесенного с помощью головки распылителя клея. Зоны резки и формования минеральной ваты снабжены системой всасывания, удаляющей частицы минеральной ваты и транспортирующей так называемые опилки мимо накопителя в фильтр. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя,предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащий стадии перемещения плит изоляционного наполнителя на линию по производству легких строительных панелей, резки плит изоляционного наполнителя на ламели, разделения штабеля ламелей, отличающийся тем, что на стадии перемещения поворачивают плиты изоляционного наполнителя в вертикальное положение, а способ дополни 005221 14 тельно включает накопление ламелей, подачу ламелей, обеспечение повторяемости контура торцевого соединения ламелей и регулирования степени сжатия указанных ламелей, находящихся в торцевом соединении в продольном направлении, и транспортировку ламелей между стадиями способа. 2. Способ подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя,предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащий стадии снятия плит изоляционного наполнителя и резки плит изоляционного наполнителя на ламели, отличающийся тем, что он включает транспортировку паллет, накопление ламелей, направление ламелей в полосу из ламелей, обеспечение повторяемости контура торцевого соединения ламелей, профилирование боковых сторон полосы из ламелей и транспортировку ламелей между стадиями способа. 3. Способ по п.2, отличающийся тем, что резку осуществляют с использованием ленточной пилы (164). 4. Способ по любому из предшествующих пунктов, отличающийся тем, что резку плит изоляционного наполнителя, предпочтительно минеральной ваты, на ламели осуществляют в вертикальном положении. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что накопление наполнителя на линии в количестве, достаточном для замены типа наполнителя и/или пил без остановки производства, обеспечивают посредством системы транспортеров. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что ламели накапливают в индивидуальных отделениях накопителя с отделением друг от друга путем опускания. 7. Способ по любому из предшествующих пунктов, отличающийся тем, что задание требуемого смещения между смежными ламелями осуществляют на участке линии по производству легких строительных панелей, расположенном непосредственно до участка поджатия ламелей в полосу из ламелей и непосредственно за разделительными направляющими стенками(115), а сформированную полосу из ламелей фиксируют путем обжима ламелей с боковых сторон полосы посредством боковых транспортерных лент (114) и поджимают сверху и/или снизу индивидуально приводимыми транспортерными лентами (112) с регулируемой скоростью движения. 8. Способ по любому из предшествующих пунктов, отличающийся тем, что устройство для профилирования боковых сторон полосы из ламелей содержит пильные и/или фрезеровальные и/или иные режущие инструменты и управляется механизмом, выполненным с возможностью изменения настроек в процессе работы произ 15 водственной линии в зависимости от изменения толщины легкой строительной панели. 9. Способ по любому из предшествующих пунктов, отличающийся тем, что к полосе из ламелей прилагают регулируемое продвигающее усилие и/или направляют полосу с изгибом посредством системы с электронной регулировкой, предотвращая при этом скопление ламелей путем комбинации направления краев и регулировки трения между ламелями. 10. Способ по любому из предшествующих пунктов, отличающийся тем, что используют эластичную деформацию ламелей (полосы) в продольном направлении для предотвращения вертикального смещения между ламелями вследствие изгиба, а также смещения границ в области отсутствия опоры полосы, обусловленной перемещением головки распылителя клея. 11. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащее средства для транспортировки плит изоляционного наполнителя в направлении средств для снятия этих плит, указанные средства для снятия плит изоляционного наполнителя и режущие средства для резки изоляционного наполнителя на ламели, отличающееся тем, что средства транспортировки содержат средства для поворота плиты изоляционного наполнителя в вертикальное положение, режущие средства содержат по меньшей мере одну пилу, работающую в горизонтальном направлении, причем устройство дополнительно содержит средства для разделения штабеля ламелей на отдельные ламели, нарезанные в направлении, обеспечивающем вертикальное расположение волокон в ламелях, накопительные средства для формирования накопления ламелей в процессе работы линии по производству легких строительных панелей, обеспечивающего возможность смены толщины плит и панелей или комплекта пил для резки на ламели без остановки производственной линии, средства для обеспечения повторяемости торцевого соединения ламелей и средства для транспортировки ламелей между стадиями производственного процесса. 12. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, содержащее устройство для резки плит изоляционного наполнителя на ламели, отличающееся тем, что оно содержит устройство (10) для снятия плит изоляционного наполнителя с паллет, загруженных этими плитами, устройство (100, 166) для подачи ламелей, содержащее по меньшей мере одно отделение, механизм (113) для задания начального требуемого продольного смещения между 16 смежными ламелями и транспортерные ленты для транспортировки и направления ламелей. 13. Устройство по п.12, отличающееся тем,что устройство для резки плит изоляционного наполнителя выполнено в виде ленточной пилы(164). 14. Устройство по п.11, отличающееся тем,что средства транспортировки содержат подающий транспортер (1) линии А, накопительный транспортер (2) линии В, накопительный транспортер (3) линии С, тележку (4), транспортер (5) линии Е, транспортер (6) линии D, тележку (7), укладчик (8) паллет. 15. Устройство по любому из пп.11-14, отличающееся тем, что средства транспортировки включают по меньшей мере один транспортер,загружаемый паллетом с плитами изоляционного наполнителя, остающимися после замены плит изоляционного наполнителя, размеры которых отличны от размеров плит, подаваемых на производственную линию. 16. Устройство по любому из пп.11-15, отличающееся тем, что оно содержит боковые транспортерные ленты (12), работающие в одной или нескольких парах, для снятия одной или нескольких плит изоляционного наполнителя путем захвата за счет трения и для перемещения указанных одной или нескольких плит на вертикальный транспортер (13) со штангами,причем по завершении перемещения указанные парные боковые транспортерные ленты (12) разводятся в стороны с освобождением указанной одной или нескольких плит. 17. Устройство по любому из пп.11-16, отличающееся тем, что оно содержит конструкцию дисковой пилы (41) для осуществления резки, оснащенную множеством режущих дисков, отстоящих друг от друга для получения ламели требуемой высоты и установленных на одной оси, причем указанная конструкция выполнена с возможностью быстрой замены на другую конструкцию дисковой пилы, имеющую другое расстояние между режущими дисками. 18. Устройство по любому из пп.11-17, отличающееся тем, что оно содержит ленточную пилу (164) для осуществления резки, нарезающую несколько плит изоляционного наполнителя в подвешенном вертикальном положении с использованием подъемной рамы (162), причем ленточная пила (164) оснащена направляющими для направления пильных полотен между каждой смежной плитой, за счет чего обеспечено уменьшение изгиба и/или искривления пильного полотна. 19. Устройство по любому из пп.11-18, отличающееся тем, что оно снабжено по меньшей мере одним накопителем для ламелей, за счет чего обеспечена безостановочная работа линии по производству легких строительных панелей во время загрузки плит изоляционного наполнителя, размеры которых отличны от размеров плит, находящихся в производственном процес 17 се, или во время замены режущих инструментов. 20. Устройство по любому из пп.11-19, отличающееся тем, что устройство (120) для профилирования боковых сторон полосы из ламелей содержит пильные и/или фрезеровальные и/или иные режущие инструменты и управляется механизмом, выполненным с возможностью изменения настроек в процессе работы производственной линии в зависимости от изменения толщины легкой строительной панели. 18 21. Устройство для подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, отличающееся тем, что оно выполнено с возможностью осуществления способа подготовки, резки и сортировки ламелей в полосу изоляционного наполнителя, предпочтительно минеральной ваты, используемого в качестве наполнителя легких строительных панелей, заявленного в любом из пп.110.
МПК / Метки
МПК: E04C 2/292
Метки: минеральной, ваты, ламелей, резки, устройство, способ
Код ссылки
<a href="https://eas.patents.su/10-5221-sposob-i-ustrojjstvo-dlya-rezki-lamelejj-iz-mineralnojj-vaty.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для резки ламелей из минеральной ваты</a>
Способ и устройство для изготовления минеральной ваты и изделий из минеральной ваты
Номер патента: 4609
Опубликовано: 24.06.2004
Авторы: Йанг Ален, Ваньер Кристоф, Трабболь Марк, Бофис Себастьен
МПК: C03B 37/04
Метки: изготовления, устройство, минеральной, изделий, ваты, способ
Формула / Реферат:
1. Способ изготовления стекловолоконного изоляционного изделия, отличающийся тем, что: (a) обеспечивают по меньшей мере один материал из стекла, (b) расплавляют указанный материал из стекла, (c) размещают указанный расплавленный материал из стекла в формовочном устройстве (1), имеющем множество отверстий (14) формовочного устройства, (d) центрифугируют расплавленный материал из стекла сквозь указанное множество отверстий (14) формовочного...
Транспортный блок изделий из минеральной ваты, в особенности сложенных в стопу изоляционных плит из минеральной ваты
Номер патента: 4337
Опубликовано: 29.04.2004
Авторы: Армбруст Манфред, Келлер Клеменс, Бихи Лотар, Бекер Михаэль, Траппманн Юрген
МПК: B65D 71/00
Метки: ваты, изделий, стопу, транспортный, плит, изоляционных, блок, особенности, минеральной, сложенных
Формула / Реферат:
1. Транспортный блок изделий из минеральной ваты, в особенности уложенных в стопу изоляционных плит (2) из минеральной ваты, отличающийся тем, что стопа снабжена по меньшей мере на одной из своих основных поверхностей приемными полостями для манипулирования транспортным блоком с помощью механических средств транспортировки, таких как вилочные погрузчики, подъемное оборудование и подобные средства. 2. Транспортный блок по п.1, отличающийся тем,...
Способ и устройство для получения минеральной ваты
Номер патента: 4610
Опубликовано: 24.06.2004
Авторы: Ваньер Кристоф, Бофис Себастьен
МПК: C03B 37/04
Метки: ваты, устройство, способ, получения, минеральной
Формула / Реферат:
1. Устройство для внутреннего центрифугирования минеральных волокон, содержащее центрифугу (1), снабженную периферической лентой (7) со сквозными отверстиями (14), распределенными по нескольким кольцевым зонам (ZA), расположенным друг над другом, если рассматривать центрифугу в положении центрифугирования, отличающееся тем, что содержит по меньшей мере две кольцевые зоны (ZA1, ZA2), число отверстий на единицу площади (NS2 к NS1) в которых...
Способ приготовления материала на основе минеральной ваты
Номер патента: 379
Опубликовано: 24.06.1999
Авторы: Хейс Матейс Йоханнус Антониус Мария, Кюйперс Жан Мари Вильхельмус, Хусемон Тор
МПК: C03C 25/02
Метки: ваты, минеральной, приготовления, материала, основе, способ
Формула / Реферат:
1. Способ приготовления материала на основе минеральной ваты, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6, аммиак и сахар, нанесение этой дисперсии на минеральную вату и отверждение. 2. Способ по п.1, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6 и аммиак, смешивание...
Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты и способ его изготовления
Номер патента: 4625
Опубликовано: 24.06.2004
Авторы: Калеро Клэр, Бофис Себастьен
МПК: E04B 1/76, C03B 37/04, D04H 3/03...
Метки: ваты, минеральной, изготовления, изделие, теплоизоляционное, звукоизоляционное, основе, способ
Формула / Реферат:
1. Способ изготовления теплоизоляционного и/или звукоизоляционного изделия на основе минеральной ваты путем внутреннего центрифугирования с использованием технологической линии производства, имеющей в своем составе n последовательно расположенных друг за другом устройств формирования волокон, отличающийся тем, что в указанной технологической линии производства настраивают по меньшей мере один параметр формирования волокон первого или двух первых...
Предыдущий патент: Роторный компрессор
Следующий патент: Способ тонкой очистки воды и фильтр-корректор
Случайный патент: Способ взрывания множества слоев или уровней горной породы